
Abstract
An appropriate machining sequence can benefit the deformation control of structural parts. However, the existing machining sequence optimization methods can only take single-sided parts into consideration, which is not sufficient to the deformation control of the double-sided parts. To this end, this paper proposes a double-sided collaborative optimization method of machining sequence for deformation control of structural parts. Off-line numerical analysis and on-line deformation monitoring are combined in the proposed method, i.e., the relative residual stiffness of the workpiece in different machining sequence is obtained by off-line numerical analysis, and the residual stress distribution is reflected by on-line deformation monitoring data, respectively. Then, a fuzzy comprehensive evaluation model aiming to decrease the overall deformation is established to realize the collaborative optimization of machining sequence. The machining efficiency is also considered in this model by optimizing the number of alternate flip-over, where the machining features of the part with two sides are machined alternatively according to the optimized sequence. The experiment shows that the proposed collaborative optimization method of machining sequence can decrease the machining deformation of double-sided parts effectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Machining deformation is a significant problem in manufacturing industry, especially for the machining of thin-walled aviation structural parts. The EU and the USA had initiated “COMPACT (A Concurrent Approach to Manufacturing Induced Part Distortion in Aerospace Components, 2005–2009)” and “MAI I-III (Metals Affordability Initiative, 1999–2016)” to study machining deformation control. Many factors, including the initial residual stress of workblank [1], part size and structure [2], machining process [3], etc., can affect machining deformation. Additionally, due to large amount material removal for aviation structural parts, the part stiffness becomes weak and larger deformation will happen in the finishing stage. In order to meet the requirement of higher performance of new generation aircrafts, the design of aviation structural parts tends to be large in size, modular in function, and complicated in structure [4, 5]. Meanwhile, lots of parts are designed with machining features on both top and under sides, which leads to a significant challenge to machining deformation control. The machining sequence can affect the release process of initial residual stress, the stress redistribution, and the interim state stiffness during machining process, which has a significant impact on the final deformation. The alternative machining sequence can reduce the deformation as it can balance the stress release on both sides of the workpiece. Therefore, the optimization of machining sequence is a starting point for the deformation control of double-sided part machining.
As existing machining sequence optimization methods mainly studied the deformation control of single-sided parts, these methods did not combine with the machining features on both sides of double-sided parts for machining sequence optimization, which cannot adapt to the overall deformation control demands of parts requiring double-sided machining. Compared with single-sided parts, the residual stress redistribution and stiffness change in double-sided parts are more complex during machining process. Likewise, it is more difficult to optimize the machining sequence of double-sided parts collaboratively because the machining features are distributed on different sides. Hence, more factors should be considered during machining sequence optimization.
For this purpose, this paper proposes a double-sided collaborative optimization method of machining sequence for deformation control of structural parts. Off-line numerical analysis of the relative residual stiffness and on-line deformation monitoring are combined, and the machining sequence of both part sides is collaboratively optimized by a fuzzy comprehensive evaluation method. Figure 1 shows the proposed machining sequence adjustment strategy of double-sided parts. The workpiece deformation data, collected by displacement sensors during the machining process, is used to reconstruct the overall deformation profile of the part. Then, by projecting the overall deformation to each feature, the deformation of each feature on two sides is obtained. The relative residual stiffness value is calculated by numerical analysis software tool. Flip-over, which is carried out when the next machining feature is on the different side as the current one, reduces the machining efficiency. Therefore, the machining sequence is generated with a fuzzy comprehensive evaluation model containing the three factors mentioned above, where the machining sequence for the following process is optimized to control the deformation and guarantee the machining efficiency by reducing the number of flip-over.

The overall idea of the proposed approach
In the authors’ previous study, an adaptive machining method with floating fixtures was proposed for deformation control, where the workpiece deformation can be released, monitored, and controlled [6]. While in this paper, we control the total deformation of the workpiece by optimizing machining sequence. The release of the workpiece deformation is only used for deformation monitoring in the proposed method, which is different from our previous method where the workpiece will keep the state for the following machining after deformation release. In this way, the effect of machining sequence optimization on deformation control can be evaluated clearly.
2 Related works
Machining sequence optimization is an important aspect in the machining process as it is highly related with machining quality and machining efficiency. Many studies have been carried out to reduce the deformation and improve machining efficiency by optimizing machining sequence. Hence, the related works focus on these aspects.
-
(1)
Machining sequence optimization method for deformation control
Currently, most of the research on machining sequence optimization methods for machining deformation control is to determine the machining sequence before machining. Sasahara et al. [7] studied the influence of various machining sequences on residual stress distribution in parts machining by simulation. Mocellin et al. [8] studied the influence of machining sequence and clamping force on parts by considering the coupling effect of machining sequence and residual stress with numerical analysis. Outeiro et al. [9] studied the residual stress distribution of specific workpiece under different machining sequences and then proposed a machining sequence optimization method. Huang et al. [10] studied the influence of various machining sequences of one side on part deformation by using FEA method. Tang et al. [11] and Keleshian et al. [12] studied the influence of symmetrical diagonal machining sequence on deformation control. Chen et al. [13] presented a machining sequence optimization method for thin-walled structural parts based on genetic algorithm to reduce the deformation
-
(2)
Machining sequence optimization method for machining efficiency
The machining sequence has a direct relationship with tool path length, which can affect the machining efficiency directly. Thus, the machining efficiency should be considered in the study of machining sequence optimization. Zhang et al. [14] generated machining sequence for all machining features in one side based on genetic algorithm. Xu et al. [15] proposed a dual drive curve tool path planning method to improve the machining efficiency. Liu et al. [16] proposed a machining sequence optimization method by combining the theory of polychromatic set with the machining sequence optimization. Wang et al. [17] proposed a machining sequence optimization method of all secondary features based on customized rules for complex structural parts, and an optimal machining sequence with minimum empty cutting path is obtained. Huang et al. [18] proposed a machining sequence optimization method for box-type parts based on graph theory by considering clamping strategy. Singh et al. [19] studied the complex parts machining sequence optimization based on ant colony algorithm with the goal of reducing the clamping times and tool changes. Qiao et al. [20] proposed a machining efficiency optimization method based on simulated annealing algorithm. Lee et al. [21] divided holes into different priority machining sequence for machining according to the machining process. Wu et al. [22] proposed a machining sequence optimization method for intersecting regions. Wang et al. [23] proposed the concept of enhanced machining features (EMF) and a general machining sequence optimization method based on machining rationality. Lin et al. [24] proposed a graph-based machining sequence optimization method based on the specific areas surface machining quality. Heo et al. [25] proposed a zonal machining method for high speed machining to optimize the machining efficiency. Liu et al. [26] proposed a machining sequence optimization method through clustering, which combined different features to establish a clear priority. Lan et al. [27] used the clustering method to optimize the machining sequence based on the mutual constraints.
Existing research on machining sequence have done a lot of work from the perspectives of deformation control and machining efficiency. However, these methods can only be applied to parts with machining features in one side. When it comes to double-sided structural parts, the change rule of deformation is more complex, and so is the control mechanism of machining deformation. Besides, the machining sequence which can control the deformation well may not be able to guarantee the efficiency. As the machining sequence planning of double-sided parts needs to take two machining sides into consideration comprehensively, it is a challenge to choose a proper machining sequence by integrating deformation control and machining efficiency. Hence, this paper focuses on solving the machining sequence optimization problem for double-sided machining problem.
3 Machining sequence optimization model
Given that the mechanism of double-sided part machining deformation control is complicated, it is difficult to establish an accurate relationship between the machining sequence and the deformation. Therefore, a comprehensive evaluation method based on fuzzy mathematics, as the fuzzy comprehensive evaluation method, is applied in this paper to optimize double-sided parts machining sequence. All machining features of the part in top and under sides are selected to establish the machining sequence optimization model based on fuzzy comprehensive evaluation method. Theoretically, the machining sequence which can decrease the final deformation and ensure the machining efficiency is outputted.
The deformation value, the relative residual stiffness, and the flip-over evaluation are selected as the factors of the fuzzy comprehensive evaluation. In this paper, layer-first machining strategy is assumed, which means the part is machined layer by layer in the thickness direction. The interim states of machining features of the layers in upside and downside with the same machining depth are organized into one group, and the machining feature sequence planning is performed within a group. The deformation monitoring data obtained after each group machining can reflect the part deformation status. The influence of stiffness on deformation can be reflected by predicting the relative residual stiffness during machining based on numerical analysis software tool. The number of flip-over can affect the machining efficiency directly.
The factor set U in fuzzy comprehensive evaluation model is as follows:
where EI represents the relative residual stiffness, y represents the deformation value, and FO represents the flip-over evaluation. In this paper, the relative residual stiffness is defined as the interim state of the workpiece is evaluated with a relative stiffness index after a specific feature is machined, and this index is deemed as the relative residual stiffness of the feature. The evaluation method of the relative residual stiffness will be elaborated in the following section.
The above three factors are taken as the model input, and the weight of each factor is set according to different machining stages. Afterwards, a comprehensive evaluation result of each machining feature can be calculated, and the feature with the highest value will be the next one for machining. The evaluation value \( {eval}_m^L \) of feature m in group L is denoted as follows:
where w1, w2, and w3 represent the weight of EI, y, and FO, respectively. In order to maintain part stiffness during the machining process, the features with larger relative residual stiffness will be machined firstly. Thus, the predicted stiffness value is positively correlated with the evaluation value. According to existing research [28], the prior machining of the maximum deformation area can effectively reduce the final deformation. Therefore, the monitored deformation value is positively correlated with the evaluation value. The more times of flip-over, the lower machining efficiency. So, the number of flip-over is negatively correlated with the evaluation value.
The magnitude of the values of EI and y in the factor set can affect the weight when calculating the corresponding feature evaluation value. Hence, it is necessary to normalize the data. Here, we choose the 0–1 normalization method and the formulas are shown below.
EI_n and y_n are the deformation value and the relative residual stiffness value after normalization. \( {EI}_{\mathrm{max}}^{\mathrm{L}} \)and \( {EI}_{\mathrm{min}}^{\mathrm{L}} \) are the maximum and minimum values in relative residual stiffness prediction, respectively. \( {y}_{\mathrm{max}}^{\mathrm{L}} \)and \( {y}_{\mathrm{min}}^{\mathrm{L}} \) are the maximum and minimum values of the monitored deformation values in the group L features, respectively.
It is difficult to directly determine the accurate weights in the model. In this paper, the importance of different factors to machining deformation is scaled based on analytic hierarchy process (AHP) to determine the weights [29], as shown in Table 1.
According to Table 1, the evaluation matrix A is given as follows:
where n is the number of elements in the factor set.
However, it may happen that factor 1 is more important than factor 2, and factor 2 is more important than factor 3, but factor 3 is more important than factor 1. To avoid this, we need to check the consistency of the established evaluation matrix.
Firstly, the maximum eigenvalue λmax of matrix A is calculated so as to get the consistency test index CI, and then the consistency ratio CR is obtained, as shown in formula (6) and (7).
where RI is the average random consistency index, which is based on the average random consistency index table (Table 2). The matrix is deemed to be consistent when CR < 0.1.
When matrix A is determined, the eigenvector u corresponding to the eigenvalue λmax can be calculated and normalized, and the weight vector w can be obtained from equations (8)–(10).
4 Model input data collection
Relative residual stiffness prediction data and deformation monitoring data are significant for the analysis of workpiece machining deformation. Meanwhile, the optimization of flip-over times ensures the machining efficiency.
4.1 Deformation monitoring data
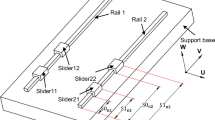
On-line monitoring is considered to be an effective means to improve machining quality and efficiency. The workpiece deformation can reflect the workpiece residual stress distribution directly. The authors’ team has designed a floating clamping device for monitoring part deformation [6]. In order to monitor double-sided part deformation, this paper designed a vertical double-sided clamping device which can support continuous machining of two sides, as shown in Fig. 2. The working principle of this device is similar to the former, which has both machining state and deformation release state.

Concept diagram of double-sided continuous machining clamping device
There is a fixed area in the workpiece to maintain the machining datum, which is clamped by three location units [30]. The clamping state is maintained throughout the machining process to keep stability during machining. The floating units can be switched in clamping and releasing state. The displacement sensor mounted at the floating unit can measure the deformation at the corresponding position during releasing state. What needs to be noted is that the deformation can also be measured by inspection probe, which is adopted in the case study.
Initially, all the features are numbered before machining. Features on upside (face A) are listed from top to bottom and left to right as {A1, A2, … , Ap} while downside (face B) are listed as {B1, B2, … , Bq}. The floating units will release the deformation after the machining of each group is finished, and sensors will monitor the deformation in the meantime. After the measurement is taken, the floating units will clamp the workpiece back to the initial position for the following machining.
Compared with traditional methods, as the sequential machining from face A to face B, i.e., face B will be machined after face A is finished, the proposed strategy can control the part stress release by alternatively machining the features of the two sides, which can balance the two sides stress release and decrease the deformation consequently. According to the authors’ previous method [28], the deformation monitoring data of each group can be fitted into the overall deformed surface through the biharmonic curve. Then, in order to get the deformation value of each machining feature, the center point of the feature will be projected onto the fitted deformed surface. The deformation of projection point is regarded as the feature’s deformation, and the deformation value for each feature on both sides can be obtained. Only the thickness-direction deformation data of the features are collected because the parts are mainly deformed in this direction on the basis of our design.
4.2 Relative residual stiffness prediction data
The part stiffness is the capability of the part to resist deformation under imposing load. Many factors are related to stiffness, including the material, the size, and the structure of part. The stiffness under the same imposing load is negatively correlated with the actual deformation in the elastic deformation range. Thus, it is defined that the part relative residual stiffness EI is negatively correlated with the part deformation Def under the same load as shown in formula (11). A suitable machining sequence can be selected by predicting the part stiffness changes in the next machining group, which can ensure good residual stiffness and reduce the part deformation.
In order to get the relative residual stiffness, ABAQUS is selected as the software tool. According to the part model input to the system, the secondary development enables the core analysis and ABAQUS calculation module to calculate a machined feature deformation based on deactivate and reactivate element method. The specific steps are as follows:
-
(1)
Construct a global search space for all the raw features in a group.
-
(2)
Set the location area of the part fixed and apply fixed load to the four corners. Remove the following unremoved feature material in the group by deactivate and reactivate element method.
-
(3)
Record the part deformation magnitude after removing the selected feature material, and associate the deformation value with the feature number.
-
(4)
Output the maximal relative residual stiffness and the corresponding feature number.
-
(5)
Repeat steps (2), (3), and (4) until every feature in the current search space is simulated.
The detailed algorithm is elaborated in Algorithm 1.

4.3 Flip-over evaluation
The number of flip-over can affect the machining efficiency directly, and reasonable optimization of flip-over times can ensure the machining efficiency without compromise machining quality.
Firstly, it does not need to flip over after the machining of first feature of upside and downside. If the next machining feature is in the same side as the current machining feature, then there is no need to flip over, and the output of flip-over evaluation model is 0. Otherwise, the output is 1.
The corresponding algorithm of the flip-over evaluation is described as Algorithm 2.

5 Case study
The proposed method aims at decreasing the final deformation of parts, which can be reflected by the maximum deformation of the finished parts. Firstly, the case study in this paper is designed to determine the weights of the factors in different machining stages. Secondly, experiments are performed based on the proposed method (Exp. A) and the traditional method (Exp. B), respectively. Afterwards, the validity of the proposed method is verified by comparing the maximum deformation of two experiments. Finally, a brief discussion is shown.
The three factors shown above have different effects on deformation in different stages. Given that the part has relatively high rigidity in roughing stage and semi-finishing stage, the influence of relative residual stiffness is ignored in these stages, which can benefit the operation efficiency. The weights in roughing stage, semi-finishing stage, and finishing stage are determined heuristically as follows:
Roughing stage: In order to guarantee the machining efficiency in this stage. Let the factor deformation be more important than factor flip-over. The importance ratio of deformation to flip-over is 5.
Semi-finishing stage: The deformation is getting larger in this machining stage. Let the factor deformation be extremely more important than factor flip-over. The importance ratio of deformation to flip-over is 9.
Finishing stage: The relative residual stiffness, the machining removal amount and the releasable stress are decreasing in this machining stage.
The importance ratio of stiffness to deformation is 1, and to flip-over is 7. According to Table 1, the evaluation matrix A1, A2, A3 of three stages are given as
The calculation confirms that the consistency ratio (of A3) CR < 0.1, which means the ratio is consistent. The weights in different stages are shown in Table 3 based on the equations in Sect. 3.
The dimension of the selected structural part is 510 mm × 140 mm × 30 mm, which is performed on a DMG 80P machine tool, and the material of the part is aluminum alloy 6061. The part is designed as double-sided, and there are 14 machining features in upside (face A) and downside (face B) in total. Figure 3 shows the numbered part. The collection of deformation data is carried out by inspection probe in both experiments. Figure 4 shows the clamping points and the measuring points of the part. The part is clamped by 7 clamping point, including 3 fixed points (red) and 4 floating points (green). The oranges are the measuring points. Table 4 shows the machining parameter while Fig. 5 shows the workblank and the part, the process of locating and clamping, the process of machining, and the process of data collection.

Workpiece with numbered features

Clamped points and measured points of the part. a The coordinate of clamped points. b The coordinate of measured points

Experiment scene. a Workblank and part. b Locating and clamping. c Machining process. d Data collection
The proposed machining sequence adjustment strategy is applied to experiment A. The machining process is divided into 8 groups (3 in roughing stage, 3 in semi-finishing stage, and 2 in finishing stage). The same cutting depth is adopted in each group. In order to obtain the feature deformation, the first group machining sequence is from top to bottom, left to right, and face A to B. After each group machining is completed, the deformed surface of the group is fitted according to the measured deformation value. Then, the device will clamp the part back to the initial position for subsequent machining (tolerance to ± 0.01 mm). The deformed surface can be fitted according to the 16 datum of each group, and the deformation value of each feature can be obtained by the deformed surface as well.
Take group 8 as an example. Figure 6 a shows the deformed surface fitted from deformation data of face A in group 7. Considering that face A and B are on the same part, the deformed surface can be seen as the deformation condition of the whole part. The sign indicates the deformation direction and the absolute value indicates the magnitude. The deformation data collected in the deformed surface of group 7 will be used in the calculation of group 8. Figure 6 b presents the feature deformation in which the red points represent the deformation values in face A and the black points represent those in face B. In finishing stage, the relative residual stiffness data, which can be achieved off-line, is combined with the deformation data and flip-over evaluation data to determinate the machining sequence. The hexahedron is selected as the mesh in ABAQUS and the size is 1 mm × 1 mm × 1 mm. Table 5 shows the fuzzy comprehensive evaluation values and the final machining sequence in group 8. A1, A2, … , B8 in the first column show the number of the machining features and MS means the machining sequence. The following columns show the evaluation value of each feature and the highest value is chosen to form the final machining sequence. Table 6 shows the total deformation of measuring points in each group and the traditional method. When cutting to the same depth, the deformation value of measuring points in the proposed method is smaller than the traditional method except points 3, 4, and 6. However, the measuring error may lead to this given that the difference between them is tiny.

The deformed surface of group 8. a The deformation value of measured points. b The deformation value of features
The same batch of workblank and machining parameters are selected in experiment B as experiment A. The part is machined in layer from face A to B orderly. The machining sequence in each side is based on the feature distribution (from top to bottom and left to right). After finishing the measurement of experiment B, the total part deformation of the two experiments is obtained, the deformed surfaces are shown in Fig. 7. According to the results, the maximum deformation of experiment A is 0.0791 mm while the maximum deformation of experiment B is − 0.157 mm. The results demonstrate that the proposed optimization method of machining sequence can reduce part deformation. Table 7 shows the machining sequence of 8 groups in experiment A. The machining sequence is different in each group.

Part deformation after finishing with the comparison. a The part deformation in this paper method. b The part deformation in the traditional method
In order to meet needs in different machining stages, the weights of the factors are determined heuristically. At the very beginning, we did not take the flip-over evaluation into consideration in the model and the total flip-over number is 45 in the roughing stage and the semi-finishing stage. Although the machining quality is improved, the machining efficiency is not acceptable. Hence, the flip-over evaluation is introduced and the total flip-over number is decreased from 45 to 31 (a reduction of 31.11%) during two stages. The case study shows that the machining efficiency is improved under the premise of ensuring machining quality. Moreover, the simulation data of the relative residual stiffness can be obtained off-line, which does not take up the machining time. Although the machining efficiency of the proposed method is obviously lower than the traditional method, it prioritizes deformation control for quality purpose.
6 Conclusions
The machining deformation of aircraft structural parts is one of the key factors affecting the machining quality. In order to realize the deformation control for double-sided parts, this paper has proposed an optimization method of machining sequence, where off-line numerical analysis and on-line deformation monitoring are combined in the proposed method. The machining efficiency is ensured by optimizing the number of flip-over. According to the case study, proposed method obtains the smaller deformation (0.0791 mm) than traditional method (− 0.157 mm), which verifies the feasibility of the proposed method. Additionally, the machining sequence optimization method can also be used in the machining of multi-side parts such as cylinder head.
Although the proposed method has achieved a good effect on deformation control of double-sided part, there are a lot of worthwhile works for future research. In order to verify the proposed method, a simple part is adopted in case study. Many more constraints should be considered for complex parts with interacting features and machining interference or complex constraint. Additionally, the heuristic parameters can be further investigated for better deformation control effect.
References
Wang Z, Chen W, Zhang Y, Chen Z, Liu Q (2005) Study on the machining distortion of thin-walled part caused by redistribution of residual stress. Chin J Aeronaut 18(2):175–179
Li J, Wang S (2017) Distortion caused by residual stresses in machining aeronautical aluminum alloy parts: recent advances. Int J Adv Manuf Technol 89:997–1012
Wu Q, Zhang Y, Zhang H (2009) Corner-milling of thin walled cavities on aeronautical components. Chin J Aeronaut 22(6):677–684
Sim W (2010) Challenges of residual stress and part distortion in the civil airframe industry. Int J Microstruct Mater Prop 5(4/5):446–453
Wang Y, Lang L, Sherkatghanad E, Nielsen KB, Zhang C (2018) Design of an innovative multi-stage forming process for a complex aeronautical thin-walled part with very small radii. Chin J Aeronaut 31(11):112–122
Li Y, Liu C, Hao X, Gao JX, Maropoulos PG (2015) Responsive fixture design using dynamic product inspection and monitoring technologies for the precision machining of large-scale aerospace parts. CIRP Ann Manuf Technol 64(1):173–176
Sasahara H, Obikawa T, Shirakashi T (1996) FEM analysis of cutting sequence effect on mechanical characteristics in machined layer. J Mater Process Technol 62(4):448–453
Mocellin K, Cerutti X (2016) Numerical prediction of distortions during machining of large aluminium aeronautical parts. Mater Werkst 47(8):699–709
Outeiro JC, Umbrello D, M’Saoubi R (2006) Experimental and FEM analysis of cutting sequence on residual stresses in machined layers of AISI 316L steel. Mater Sci Forum 524-525:179–184
Huang Z, Ke Y, Dong H (2005) Finite element model of milling process sequence for frame monolithic components. J Zhejiang Univ 39(3):368–372
Tang Z, Liu Z, Xu L (2010) Effect of process routing on machining deformation for multi-frame double sided monolithic components. Adv Mater Res 97-101:2894–2897
Keleshian N, Kyser R, Rodriguez J, Cueva C, Vega V, Lee EW, Ogren J, Es-Said OS (2011) On the distortion and warpage of 7249 aluminum alloy after quenching and machining. J Mater Eng Perform 20(7):1230–1234
Chen Y, Chen W, Liang R, Feng T (2017) Machining allowance optimal distribution of thin-walled structure based on deformation control. Appl Mech Mater 868:158–165
Zhang W, Luo H (2002) Realization of genetic algorithm in the sequencing of machining operations and a discussion of relevant problems. Acta Armamentarii 23(2):286–288
Xu R, Chen Z, Chen W, Wu X, Zhu J (2010) Dual drive curve tool path planning method for 5-axis NC machining of sculptured surfaces. Chin J Aeronaut 23(4):486–494
Liu E, Liu X, Fang Y (2011) Study on the optimization process technology in NC machining based on the polychromatic sets theory. Adv Mater Res 383-390:1007–1012
Wang W, Li Y, Huang L (2018) Rule and branch-and-bound algorithm based sequencing of machining features for process planning of complex parts. J Intell Manuf 29(6):1329–1336
Huang W, Hu Y, Cai L (2012) An effective hybrid graph and genetic algorithm approach to process planning optimization for prismatic parts. Int J Adv Manuf Technol 62(9-12):1219–1232
Mohanty CP, Mahapatra SS, Singh MR (2016) A particle swarm approach for multi-objective optimization of electrical discharge machining process. J Intell Manuf 27(6):1171–1190
Qiao L, Hu Q, Zhang H (2012) Machining sequencing optimization based on simulated annealing algorithm. Adv Mater Res 472-475:1632–1636
Lee C, Lee J, Kim D, Heo E, Kim D (2013) A hole-machining process planning system for marine engines. J Manuf Syst 32(1):114–123
Wu Y, Gao S, Chen Z (2001) An approach to establish machining sequence for intersecting features. J Comput Aided Des Comput Graph 13(10):937–942
Wang L, Cai N, Feng HY, Liu Z (2006) Enriched machining feature-based reasoning for generic machining process sequencing. Int J Prod Res 44(8):1479–1501
Lin AC, Lin S, Diganta D, Wen FL (1998) An integrated approach to determining the sequence of machining operations for prismatic parts with interacting features. J Mater Process Technol 73(1-3):234–250
Heo E, Kim D, Lee J, Lee C, Chen FF (2011) High speed pocket milling planning by feature-based machining area partitioning. Robot Comput Integr Manuf 27(4):706–713
Liu Z, Wang L (2007) Sequencing of interacting prismatic machining features for process planning. Comput Ind 58:295–303
Phung L, Tran DV, Hoang SV, Truong SH (2007) Effective method of operation sequence optimization in CAPP based on modified clustering algorithm. J Adv Mech Des Syst Manuf 11(1):JAMDSM0001
Hao X, Li Y, Zhao Z, Liu C (2018) Dynamic machining process planning incorporating in-process workpiece deformation data for large-size aircraft structural parts. Int J Comput Integr Manuf 32(2):136–147
Saaty T (1980) The analytic hierarchy process: planning, priority setting, resource allocation. McGraw-Hill, New York
Hao X, Li Y, Chen G, Liu C (2018) 6+x locating principle based on dynamic mass centers of structural parts machined by responsive fixtures. Int J Mach Tool Manu 125:112–122
Funding
The research work presented in this paper was primarily supported by National Natural Science Foundation of China (Ref: 51775278) and the National Science Fund of China for Distinguished Young Scholars (Ref: 51925505).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hao, X., Li, Y., Ni, Y. et al. A collaborative optimization method of machining sequence for deformation control of double-sided structural parts. Int J Adv Manuf Technol 110, 2941–2953 (2020). https://doi.org/10.1007/s00170-020-05968-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05968-6