
Abstract
As two of the most significant parameters reflecting the cutting process, cutting force, and vibration are often adopted for tool condition monitoring (TCM) which is especially important in modern machining. Hence, various methods and sensors for detecting these two signals have been proposed and developed. In this study, an innovative multi-sensor integrated smart tool holder is designed, constructed, and tested, which is capable of measuring triaxial cutting force, torque, and cutting vibration simultaneously and wirelessly in milling operations. A standard commercial tool holder is firstly modified to integrate six capacitive sensors and an acceleration sensor. All the sensors and other electronics, like data acquisition and transmitting unit, are incorporated into the tool holder as a whole system. The characteristics of the device are then determined by a series of tests. Besides, an effective TCM model is built by fusing the features of cutting force and vibration. Experimental results showed good performance of the proposed system which could support wide and flexible application scenarios.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Tool condition monitoring (TCM) is of great importance in the modern machining process. The cutting process signal acquisition, as the first link of TCM, is especially crucial. Therefore, how to collect signal during the cutting process timely and accurately has been widely concerned. Early researchers mostly used a single-parameter sensor signal for TCM, which has drawbacks of low robustness and poor reliability due to the complexity of machining. Multi-sensor can provide redundant or complementary information reflecting multiple aspects of the cutting process, which is able to ensure high monitoring accuracy [1, 2]. Thus, there is a trend to identify tool condition by using multi-sensor information fusion technology.
In the practical application of TCM technology based on multi-sensor fusion, it is equally important to develop a cost-efficient and widely applicable multi-sensor signal detection system and research reliable and effective multi-sensor fusion algorithms [3]. However, there are more studies on the latter but relatively fewer on the former. Currently, most researchers simply use a variety of commercial single-parameter sensors such as dynamometer, accelerometer, and acoustic emission sensor to detect cutting process information independently when performing TCM experimental study. Then, the collected independent information is fused offline for further processing, which undoubtedly brings about complex system construction issues and difficulty of time synchronization of various signals. Furthermore, the majority of commercial sensors for the cutting process signal detection are wired. When mounted on spindle and feed systems that are rotating or moving at work, additional clamping fixtures are usually required, which has certain invasion and influence on the cutting process [4].
Multi-sensor integration and wireless technology may be a good solution for more flexibility and reconfigurability. Since cutting force and vibration are two of the most significant parameters reflecting the machining process, the integrated sensor systems developed for measuring these two signals have been most concerned. Totis et al. [5] proposed a wireless rotating dynamometer solution for the milling process by installing commercial piezoelectric triaxial force sensors between the modular cartridge and the cutter body. Ma et al. also presented sensor integrated methods for measuring the feed and transverse forces [6] and the torque [7] in the milling process based on thin-film polyvinylidene fluoride (PVDF) piezoelectric strain sensor. Luo et al. [8] embedded the PVDF film behind each insert to realize the measurement of the three-dimensional cutting force of each tooth during the milling process. Qin et al. has developed two strain gauge-based sensing tool holders which could measure torque [9] and simultaneously torque and axial force [10]. Wu et al. [11] presented a force measuring tool holder system based on strain sensors for measuring axial force and torque in milling and drilling processes. Rizal et al. [4] developed a force sensing element on which three full Wheatstone bridge circuits with a total of 24 strain gauges were designed and then integrated it on a tool holder to measure three-component force in milling. Then, more sensors were integrated to the tool holder for measuring more kinds of cutting signals, including two more strain gauges for measuring cutting torque, an acceleration sensor for detecting axial cutting vibration, and a thermocouple for perceiving cutting temperature, which has achieved good results [12]. Suprock et al. [13] have developed two prototypes of low-cost integrated wireless tool tip vibration sensor for milling, which were tested and confirmed to have a good performance for cutting vibration measurement. As the traditional tool holder is just the connection part between the machine spindle and cutter arbor, the tool holder integrated with sensors which is capable of measuring the cutting process information is usually defined as a smart tool holder [14].
Nowadays, strain gauge type and piezoelectric type are still the mainstream solutions for cutting force detection. In general, the overall performance of piezoelectric force sensors is better than that of strain gauge sensors. Nevertheless, in piezoelectric sensor design, the charge leakage problem needs to be solved and the technical implementation is difficult. The demand for high-performance charge amplifiers increases the cost of piezoelectric force sensors, and intricate processing circuits and strict shielding requirements also make maintenance and repair cost prohibitive. The strain gauge sensors are relatively inexpensive, but to achieve multi-dimensional force measurement, a complex elastic structure is necessary, which reduces the static stiffness of the dynamometer and further weakens the dynamic characteristics of the system. Multiple sets of bridge circuits require dozens of strain gauges, and the complicated sticking process is difficult to ensure the consistency and reliability of the assembly, which may affect the sensor performance. Therefore, other force measurement methods are being attempted to adopt, like the methods based on capacitive sensor [15], surface acoustic wave [16], and fiber Bragg grating [17]. As for integrated vibration-measuring tool holder design, it is relatively simple and easy to implement. Researchers normally select a suitable commercial acceleration sensor and embed it into the tool holder to directly measure the cutting vibration signal. In previous work, the authors have proposed a smart tool holder that can measure triaxial cutting force and torque simultaneously based on capacitive sensors [18] and a wireless vibration sensing tool holder [19], and experimental tests have proved their performance.
Considering the demand for simultaneous measurement of multi-dimensional signals during the cutting process and the shortcomings of current sensing systems, this present study makes a further contribution to addressing the issues, dealing with the design and construction of an integrated smart tool holder system. A standard commercial tool holder is modified to integrate six capacitive sensors and an acceleration sensor for measuring triaxial cutting force, torque, and cutting vibration simultaneously and wirelessly in milling operations. Then, the tool wear condition monitoring based on the smart tool holder is studied. The developed device and the monitoring model together constitute a set of cost-efficient and practical monitoring system, which is of great significance to enhance the degree of machining automation and integration and further improve product quality and production efficiency to a certain extent.
2 Overall design
A complete TCM system includes two parts as shown in Fig. 1: hardware and software; that is, a multi-sensor integrated smart tool holder and intelligent monitoring software compiled according to practical application requirements. The smart tool holder is designed for simultaneously measuring tri-directional force, torque, and vibration in the milling process, and the signals can be used for the optimization of cutting parameters, prediction of machining quality, discrimination of tool state and adaptive control, etc. This paper focuses on tool wear condition monitoring and attempts to develop a practical TCM model.

Constitution of the TCM system based on a smart tool holder
A smart tool holder is the function enhancement and design improvement of the commercial standard tool holder. Therefore, it must be able to be used as a normal tool holder firstly. As the clamping part of the cutting tool, the tool holder needs appropriate structural stiffness to reduce the deformation caused by cutting load. In the meantime, higher structural stiffness can also bring higher natural frequency, so that the device can effectively measure the dynamic cutting force. In milling, the “tool-tool holder” system is stimulated by periodic forces. When the frequency of the exciting force is close to the tool holder’s natural frequency, the system will generate resonance, which will adversely affect the signal measurement accuracy. To ensure the dynamic performance, the first-order natural frequency (fn, Hz) of the tool holder should be at least three or four times the tooth passing frequency (fe, Hz) which is highly relevant to spindle speed (n, rpm) [14, 20]. The relationship can be expressed as follows:
where Z is the number of teeth. Thus, the tooth passing frequency would be 200 Hz if the device was designed to be applied in the machining process with a spindle speed up to 6000 rpm when using a two inserts tool, and the natural frequency should be not less than 600–800 Hz.
By investigating the cutting parameters used in general milling and referring to the technical parameters of relevant sensors, the design indexes of smart tool holder are preliminarily formulated as follows: the measuring ranges of triaxial cutting force, torque, and vibration are ± 1000 N, ± 100 N·m, and ± 10 g, respectively. The cross-interference errors are less than 5%.
3 Multi-sensor integrated smart tool holder
3.1 Design and construction
In the earlier work, the authors have developed a force measuring smart tool holder based on capacitive sensors in the milling process [17]. Meanwhile, efforts are also made to integrate an acceleration sensor into the tool holder to measure cutting vibration [18]. This paper attempts to combine the two schemes and find a solution developing a smart tool holder which is capable of measuring four-component cutting force and vibration simultaneously in a wireless environment system. The exploded view of the newly designed smart tool holder is shown in Fig. 2. An acceleration sensor was fixed on a mounting bracket and then integrated on the rotation axis of the modified tool holder. Horizontal and vertical deformable beams were created by making grooves in the standard commercial tool holder, and six capacitive sensors (C1, C2,…, C6) were used to detect the tiny deformations of the beams to calculate the four-component cutting force, see Eq. (2) [17].

Scheme photograph of a smart tool holder
where Δdi (i = 1–6) is the deformation on each measuring point and ki (i = 1–4) is the coefficient related to structure sensitivity.
The smart tool holder was designed based on a commercial tool holder type of BT50SLN32-150 with an inner diameter (d1) 32 mm and outer diameter (d2) 70 mm. All the important structural parameters illustrated in Fig. 2 were optimized and determined as listed in Table 1. The whole system is powered by two rechargeable lithium batteries. In the section view of the electrical system mounting bracket, two batteries were placed symmetrically, and the bracket structure was optimized to minimize the influence of system integration on the dynamic balance performance of the smart tool holder. The materials of the tool holder and vibration sensor mounting bracket were 40Cr, and the capacitor plate mounting blocks were made of aluminum alloy. In order not to affect the wireless transmission of signal, the cover and electrical system mounting brackets were made of nonmetallic material. As can be seen from the diagram after assembly, the designed smart tool holder does not affect its own installation.
Figure 3 shows the overall scheme for the multi-parameter information acquisition system. The cutting vibration is directly measured using a commercial MEMS accelerometer (type of VS9010.D, Colibrys, Switzerland) with a measuring range of ± 10 g, the sensitivity of 200 mV/g, and bandwidth up to 2400 Hz (− 3 dB). Meanwhile, the cutting forces are detected by six capacitive sensors indirectly. Each sensor can be considered as a parallel plate capacitive displacement sensor, which consists of a commercial MEMS capacitance detection chip (type of Pcap01, acam, Germany) and two parallel conductive plates, one of which is mounted on deformable beams as the movable plate and the other is glued on a mounting block as the fixed plate. The signal collected can be wirelessly transmitted to the host computer through a WiFi module (type of MARVELL8801) with a sampling frequency of 5 kHz. Also, a DC-DC conversion circuit was designed so that the lithium battery can power the whole circuit system.

Overall scheme of the multi-parameter information acquisition system
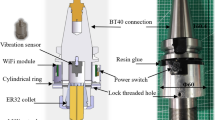
A completely developed smart tool holder is demonstrated in Fig. 4. The power consumption of the system was as low as 0.63 W in a stable working state. Two 9 V–800-mAh rechargeable lithium batteries were integrated for electricity supply, which enables the smart tool holder to be in operation for more than 10 h. Besides, a charging port was set up for batteries recharging easily, and the smart tool holder can be shifted between the work state and the rechargeable state (the idle state) by setting the switch on or off.

Photograph of a complete smart tool holder and details
The smart tool holder is developed based on a standard tool holder; thus, all the standard tools that the original tool holder could use can be equipped on this device. Since the system uses wireless signal transmission, it has a flexible application. Besides, due to the ability to simultaneously capture cutting force and vibration, the device has solved the multi-sensor signals synchronization problem.
3.2 Performance test and analysis
3.2.1 Static and dynamic test
After the static calibration test, the sensitivities of the smart tool holder were obtained with 571 aF/N, 2302 aF/N, 2353 aF/N, and 11226 aF/N·m in Fz, Fx, Fy, and T directions, respectively. It should be noted that since the selected capacitance detection chips were capacitance-to-digital conversion chips and the outputs were digital, the sensitivity units were aF/N or aF/N·m. The sensitivity in the axial direction (Fz) of the smart tool holder was much lower than that in radial directions (Fx and Fy), which is determined by the application scenario of the smart tool holder. During the cutting process, the tool holder is mounted on the spindle, and the taper part is constrained. Thus, the entire “tool holder-tool” system is equivalent to a cantilever beam structure. This results in the radial bending stiffness of the tool holder being lower than the axial tension-compression stiffness. Overall, the designed smart tool holder has high sensitivities.
Test results also showed the cross-interference errors in all directions were basically low after decoupling. The maximum error was 2.93% occurred on torque T to axial force Fx, and all the others were around 1%. The cross-interference was greatly improved compared with the authors’ previous work [17]. Since the force sensing structure had good decoupling performance, the cross-interference errors were mainly caused by capacitive sensors. In this work, the parameters of the capacitor plates were further optimized, making the electrode thinner to reduce the effect of edge effects on the linearity and sensitivity. The assembly process of the capacitor plates has also been improved to reduce assembly errors.
The pulse test was performed to evaluate the dynamic characteristics of the smart tool holder. Modal experiments of the device under free state and working condition were carried out to obtain its natural frequency, see Fig. 5. The former reflects the dynamic characteristics of the structure itself, while the latter reflects the smart tool holder’s dynamic performance in practical applications. The experimental equipment included a dynamic signal test analysis system (Donghua DH8302), an IEPE piezoelectric acceleration sensor (Donghua DH186, sensitivity of 10 mV/m s2 and measurement bandwidth of 0.5–5 kHz), and a modal impact hammer (Longke LK1427, sensitivity of 4.19 pC/N).

Modal experiment under a free state and b working condition
The smart tool holder was suspended along Z-axis to simulate a free state in X and Y directions as shown in Fig. 5a and mounted on the spindle of a vertical CNC milling machine (type of Xiangtai VM7032) as the working condition, see Fig. 5b. The experimental results are demonstrated in Fig. 6. Due to the limitation of the acceleration sensor bandwidth, only the natural frequencies in the X and Y directions were obtained, which are sufficient to reflect the dynamic performance of the device. The results showed that the two frequency response curves had no significant difference and the peaks of the curves were similar, reflecting the symmetry of the structure. Under the free state, the first two natural frequencies were 3730.5 Hz and 3925.8 Hz, respectively, which proved good dynamic characteristics. However, the natural frequencies under working condition were significantly lower which were 468.8 Hz and 488.3 Hz.

Frequency response curves of smart tool holder under a free state and b working condition
The low natural frequency of the device under working condition is mainly affected by the machine spindle. When tool holder is mounted on spindle, they are considered as a whole system. Thus, the measured values are actually the ones of the “spindle-tool holder” system. The natural frequencies of the tool holder-type force sensors when mounting on the machine spindle were generally low [4, 6, 10]. Here, according to Eq. (1), the situation where the device can be applied to the spindle speed n (rpm) and the number of cutter teeth Z is as follows:
That is, when the smart tool holder is equipped with a two inserts tool, it can reliably collect dynamic cutting force signals below the spindle speed of about 3500–4600 rpm, which can meet measurement requirements in most conventional milling.
3.2.2 Cutting test
In order to evaluate the performance of the developed smart tool holder in actual milling, cutting tests were carried out on the VM7032 vertical milling machine as illustrated in Fig. 7. A 32-mm diameter cutter arbor (BAP400R-35-160-C32) with PVD-coated carbide insert (Mitsubishi APMT1604PDER) was assembled in the device. All the experiments were performed by cutting 45 steel under dry cutting condition. The cutting forces and vibration measured by the smart tool holder were transmitted to the host computer and recorded. A table dynamometer (Kistler 9257B) was mounted between the workpiece and the machine table, and the cutting forces measured by which were recorded and considered as reference forces. Meanwhile, two acceleration sensors (Donghua DH186) were placed on the machine spindle and the workpiece, and the vibration signals measured by which were considered as reference cutting vibration. Milling experiments under different cutting parameters were carried out, and two of them were selected for special instructions, see Table 2. The cutting parameters and the number of assembled inserts of these two tests are different from each other.

Milling experiment set using a smart tool holder
Figure 8 shows the three-dimensional force and torque measured by the smart tool holder (STH) and Kistler reference dynamometer (ref) under test 1. As displayed in Fig. 8 a and b, the waveforms of the forces were similar in amplitude, and the cutting time was consistent, showing a clear “cut in-cutting-cut out” process. However, the torque results were quite different, see Fig. 8 c and d. Although the cutting parameters during test 1 remained the same, the amplitude of the torque measured by the Kistler dynamometer was constantly changing. The cutting point always moves on the cutting plane during milling; thus, the torque information calculated in the “force × force arm” mode by the table dynamometer is unreliable. The force measurement coordinate system of the smart tool holder is fixed to the device as shown in Fig. 9, so it can accurately measure the torque information at any position during the movement of the cutting point in real time, which is also one of the advantages of the tool holder-type dynamometer compared with the table dynamometer. Moreover, it can be noticed that the signal achieved by the developed device seems to contain more noise than that by the reference dynamometer at idling state. This is because the smart tool holder was also in rotating when the spindle was idling, while no cutting force was generated yet at this moment and the reference table dynamometer was still stable.

Force and torque measured by a, c smart tool holder and b, d reference dynamometer (test 1)

Diagram of measurement coordinate system of smart tool holder and table dynamometer
The measurement coordinate system of the smart tool holder is rotating during the cutting process, while the table dynamometer is fixed. The different definitions of the coordinate lead to the fact that the components of the cutting force measured by these two devices cannot be completely one-to-one corresponding. Firstly, the axial forces measured by the two sensor systems in their respective measurement coordinates are always the same, that is
But, the radial forces cannot be directly compared. When there is an angle θ between the Y′ axis of the smart tool holder measurement coordinate system and the Y axis of the table dynamometer at a certain moment, see Fig. 9, these are
Then, radial resultant forces Fr and Fr′ can be written as
Equation (6) indicates that the radial resultant forces in the two coordinate systems are always equal in magnitude. Thus, by comparing and analyzing the axial force Fz and the radial resultant force Fr measured by the smart tool holder and the reference dynamometer during the milling process, the performance of the designed device can be evaluated.
For further details, the force data in 5 revolutions of the spindle was extracted for comparison and analysis as shown in Fig. 10a, b. The measurement results of the smart tool holder were very similar to the reference dynamometer. The axial force Fz and the radial resultant force Fr excited by each tooth were accurately collected, and the same situation can be observed in Fig. 10c where the torque signal of each tooth was also reliably gathered. At a spindle speed of 800 rpm, the spindle frequency should be fs = 800/60 = 13.3 Hz. When a 3-tooth milling cutter is used, the tooth passing frequency is 39.9 Hz. Figure 10 d was the amplitude-frequency curve of the axial force signal measured by the smart tool holder in test 1, which indicates the experimental result was consistent with the theoretical analysis.

Comparison of a axial force Fz and b radial resultant force Fr measurement results; c torque T measured by smart tool holder; d amplitude-frequency characteristic of Fz by smart tool holder (test 1)
Figure 11 shows the experimental results of test 2, including the forces comparison and the amplitude-frequency curve of the axial force. The results demonstrate the smart tool holder could also reliably collect cutting force and torque information at a spindle speed of 1800 rpm.

Comparison of a axial force Fz and b radial resultant force Fr measurement results; c torque T measured by smart tool holder; d amplitude-frequency characteristic of Fz by smart tool holder (test 2)
Take experimental data of test 1 to analyze the performance of the smart tool holder on vibration measurement. The results are exhibited in Fig. 12, where Fig. 12 a and c were the spindle and workpiece vibration measured by the reference acceleration sensors and Fig. 12b was the signal measured by the smart tool holder. The comparison indicates that the three measurement results were different due to different measurement positions and vibration signal transmission paths. The signal transmission path of the vibration on spindle was “tool-cutter arbor-tool holder-spindle.” Thus, there were many coupling factors and the signal was susceptible to noise pollution. The measurement results also showed the radial vibration of the spindle was higher than the axial vibration of the tool holder.

Cutting vibration measured by a, c reference acceleration sensors and b smart tool holder; d amplitude-frequency characteristic of vibration signal by a smart tool holder
In addition, in this experiment, the acceleration sensor #2 on the workpiece was closer to the cutting point than that integrated with the smart tool holder, so the vibration measured by this sensor was slightly higher. However, since the sensor was fixed on the workpiece, it was difficult to distinguish between the idling and stall states of the spindle from its measurement signals. Moreover, this may be invasive to the cutting process when mounting the sensor on the workpiece. Thus, it demonstrates the smart tool holder has advantages on cutting vibration measurement compared with the traditional measurement methods.
The amplitude-frequency characteristic of the vibration signal was illustrated in Fig. 12d. It can be observed that the signal energy was mainly concentrated in the 0–100-Hz and 280–550-Hz frequency bands. And, the spindle frequency of 13.3 Hz and the tooth passing frequency of 40.0 Hz were also consistent with the theoretical analysis. Overall, the cutting experiment results demonstrate that the developed smart tool holder in this paper can measure the multi-parameter information including four-component force and vibration in the milling process accurately and reliably.
4 Cutting process monitoring
4.1 Experimental work
The developed device provides hardware support for the online monitoring of tool condition during the cutting process. In order to research the TCM, tool wear experiments were carried out firstly using the smart tool holder. The work was still performed on the VM7032 vertical milling machine by end milling 45 steel under dry cutting condition. The experiment setup is illustrated in Fig. 13. The cutting force and vibration were measured by the developed smart tool holder with a sampling rate of 5000 Hz, and the tool insert wear was measured using a microscope. Besides, the tool holder was still equipped with a 32-mm diameter cutter arbor and a PVD-coated carbide insert (APMT1604PDER).

Cutting tool wear experiment set
The experiments were conducted with different spindle speed and feed per tooth as listed in Table 3. There are four tests and each one for a new tool insert. The cutting tool inserts are usually replaced when the width of the flank wear area (VB) reaches the pre-defined limit. According to ISO 8688, the threshold for determining the tool life is maximum flank wear of 0.3 mm in conventional machining [21]. The tool wear was divided into three states: initial worn, medium worn, and severe worn.
4.2 Tool wear condition monitoring
The hidden Markov model (HMM) has attracted lots of attentions on TCM due to its strict data structures and reliable computing performance [22]. The author has also applied HMM to recognize tool wear conditions based on cutting force signal in the previous work [23], and in which a method using two different feature sets to identify different wear conditions of the tools in two steps was proposed and achieved good results. The method was also implemented in this article. The key to successful implementation of the method lies in the selection of two appropriate feature sets. By adopting the proven method, the time and wavelet domain features were extracted and their classification performance was evaluated. Then, two feature sets {Features}(1) and {Features}(2) were selected as follows :
Each symbol representing a feature consists of two parts. The first part indicates which source signal this feature comes from, including axial force Fz, radial resultant force Fr, torque T, and vibration V, while the second represents the feature type as listed in Table 4. Where the wavelet domain features were obtained by decomposing signals into three levels using the db4 wavelet packet, the coefficients at the first scale in the third level were selected and used to calculate the energy and other statistics.
The force and vibration data of test 2 were used for model training. In the recognition process, 1200 samples randomly selected from all four tests, 300 for each test, were extracted the same features and then put into HMM sets to recognize the tool wear states. The recognition results were summarized in Table 5. Notice that the data for recognition in test 2 were selected from what was not used for the model training.
The results show the recognition accuracy in test 2 was the highest with an average rate of 95.7% since the data used for model training also came from this test. Meanwhile, the tool’s severely worn state could be better distinguished in all 4 tests with an average value of 95%, while initial worn and medium worn states were recognized a trifle worse. Overall, the recognition results are better than those in the authors’ previous work [23] which only used three-dimensional cutting force as the monitoring signal. As the methods used in the two articles are the same, this proves that multi-sensor signal fusion including cutting force, torque, and vibration can improve the performance of TCM. It further reflects the necessity of developing the smart tool holder that can simultaneously measure multiple information during the cutting process.
5 Conclusions and future work
In this work, a practical multi-sensor integrated smart tool holder–based milling process monitoring system was proposed. The system consists of a smart tool holder which is capable of measuring triaxial cutting force, torque, and cutting vibration simultaneously and wirelessly, and an effective TCM model for tool wear state identification. A standard commercial tool holder was firstly modified to make itself be the multi-parameter information sensing element that has advantages of simple structure and easy machining. Six capacitive sensors, an acceleration sensor, and other electronics, like data acquisition and transmitting unit, were designed and all integrated into the tool holder. The whole system had low power consumption and was powered by two lithium batteries which could be recharged easily. Then, a series of tests have been carried out to determine the smart tool holder’s static and dynamic characteristics and the performance in actual cutting applications. Furthermore, tool wear condition monitoring was studied and a TCM model was built by adopting HMM and fusing the features of cutting force and vibration. Some tests were also conducted and the results proved the performance of the model.
Generally, the developed smart tool holder could be successfully applied in milling for multi-parameter information measurement and cutting process monitoring. The device is compatible with different standard cutting tools, thus providing a flexible machining process. In the future, further research would be carried out. Firstly, it is probably a good choice to adopt wireless power supply so that the device could operate for a long time without interruption. More TCM algorithms and models should be presented for better monitoring cutting process under many other conditions, like different workpieces and tools. Besides, based on the developed smart tool holder, research on the online optimization of cutting parameters and real-time prediction of processing quality could be conducted, thus expanding the application scene of the device and further improving the device’s intelligent degree.
References
Teti R, Jemielniak K, O’Donnell G, Dornfeld D (2010) Advanced monitoring of machining operations. CIRP Ann Manuf Technol 59(2):717–739. https://doi.org/10.1016/j.cirp.2010.05.010
Jauregui JC, Resendiz JR, Thenozhi S, Szalay T, Jacso A, Takacs M (2018) Frequency and time-frequency analysis of cutting force and vibration signals for tool condition monitoring. IEEE Access 6:6400–6410
Bhuiyan MSH, Choudhury IA (2014) 13.22 - Review of sensor applications in tool condition monitoring in machining. In: Yilbas SHFB (ed) Comprehensive materials processing. Elsevier. (Reprinted, Oxford, pp 539–569. https://doi.org/10.1016/B978-0-08-096532-1.01330-3
Rizal M, Ghani JA, Nuawi MZ, Che Haron CH (2015) Development and testing of an integrated rotating dynamometer on tool holder for milling process. Mech Syst Signal Process 52–53:559–576. https://doi.org/10.1016/j.ymssp.2014.07.017
Totis G, Wirtz G, Sortino M, Veselovac D, Kuljanic E, Klocke F (2010) Development of a dynamometer for measuring individual cutting edge forces in face milling. Mech Syst Signal Process 24(6):1844–1857. https://doi.org/10.1016/j.ymssp.2010.02.010
Ma L, Melkote SN, Morehouse JB, Castle JB, Fonda JW, Johnson MA (2012) Thin-film PVDF sensor based monitoring of cutting forces in peripheral end milling. J Dyn Syst Meas Control 134(5):51014
Ma L, Melkote SN, Castle JB (2014) PVDF sensor-based monitoring of milling torque. Int J Adv Manuf Technol 70(9):1603–1614. https://doi.org/10.1007/s00170-013-5410-2
Luo M, Luo H, Axinte D, Liu D, Mei J, Liao Z (2018) A wireless instrumented milling cutter system with embedded PVDF sensors. Mech Syst Signal Process 110:556–568
Qin Y, Zhao Y, Li Y, Zhao Y, Wang P (2016) A high performance torque sensor for milling based on a piezoresistive MEMS strain gauge. Sensors 16(4):513
Qin Y, Zhao Y, Li Y, Zhao Y, Wang P (2017) A novel dynamometer for monitoring milling process. Int J Adv Manuf Technol 92(5-8):2535–2543. https://doi.org/10.1007/s00170-017-0292-3
Fenghe W, Yuanxiang L, Baosu G, Pengfei Z (2018) The design of force measuring tool holder system based on wireless transmission. IEEE Access 6:38556–38566. https://doi.org/10.1109/ACCESS.2018.2853735
Rizal M, Ghani JA, Nuawi MZ, Haron CHC (2018) An embedded multi-sensor system on the rotating dynamometer for real-time condition monitoring in milling. Int J Adv Manuf Technol 95(1-4):811–823. https://doi.org/10.1007/s00170-017-1251-8
Suprock CA, Fussell BK, Hassan RZ, Jerard RB (2009) A low cost wireless tool tip vibration sensor for milling, Evanston, IL, United states, 2009. Proceedings of the ASME International Manufacturing Science and Engineering Conference, MSEC2008. ASME Foundation, pp 465-474. doi: https://doi.org/10.1115/MSEC_ICMP2008-72492
Nichols JS (2009) Design and application of a wireless torque sensor for CNC milling. In: Master of Science. University of New Hampshire, Durham
Albrecht A, Park SS, Altintas Y, Pritschow G (2005) High frequency bandwidth cutting force measurement in milling using capacitance displacement sensors. Int J Mach Tool Manu 45(9):993–1008. https://doi.org/10.1016/j.ijmachtools.2004.11.028
Wang C, Cheng K, Chen X, Minton T, Rakowski R (2014) Design of an instrumented smart cutting tool and its implementation and application perspectives. Smart Mater Struct 23(3):35019
Liu M, Bing J, Xiao L, Yun K, Wan L (2018) Development and testing of an integrated rotating dynamometer based on fiber Bragg grating for four-component cutting force measurement. Sensors 18(4):1254. https://doi.org/10.3390/s18041254
Xie Z, Lu Y, Li J (2017) Development and testing of an integrated smart tool holder for four-component cutting force measurement. Mech Syst Signal Process 93:225–240. https://doi.org/10.1016/j.ymssp.2017.01.038
Xie Z, Li J, Lu Y (2018) An integrated wireless vibration sensing tool holder for milling tool condition monitoring. Int J Adv Manuf Technol 95(5):2885–2896. https://doi.org/10.1007/s00170-017-1391-x
Shaw MC (2005) Metal cutting principles, 2nd edn. Oxford University Press, New York
IS Organization (1989). Tool life testing in milling—part 2: end milling ISO 8688-2: 1989.
Gao D, Liao Z, Lv Z, Lu Y (2015) Multi-scale statistical signal processing of cutting force in cutting tool condition monitoring. Int J Adv Manuf Technol 80(9-12):1–11
Xie Z, Li J, Lu Y (2018) Feature selection and a method to improve the performance of tool condition monitoring. Int J Adv Manuf Technol 100:3197–3206. https://doi.org/10.1007/s00170-018-2926-5
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Xie, Z., Lu, Y. & Chen, X. A multi-sensor integrated smart tool holder for cutting process monitoring. Int J Adv Manuf Technol 110, 853–864 (2020). https://doi.org/10.1007/s00170-020-05905-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05905-7