
Abstract
The cutting performance of coated tools can be significantly improved by appropriate post-treatment of coated surface. To determine the effects of micro-abrasive slurry jet (MASJ) and micro-abrasive air jet (MAAJ) on the performance of coated tools, single-factor tests were conducted to investigate the effects of micro-abrasive jet processing parameters on surface roughness of coated tools and thickness of coating removed. Based on the single-factor results, multi-process tests were designed, and two types of coated tools were obtained after micro-abrasive jet post-treatment. Based on the results of wear tests and the effect of cutting parameters on the surface roughness of the turning workpiece, the cutting performance of the three different tools on hardened die steel was evaluated. Turning tests showed that the micro-abrasive jet post-treatments effectively improved the surface morphology of the coating and the surface quality of the coated tools. Under the same machining parameters, the coated tools treated with the MASJ show better cutting performance than the tools post-treated by MAAJ.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, the proportion of coated cemented carbide tools has reached 85%, and continues to rise [1], which is mainly due to excellent cutting performance of these coated cemented carbide tools. Excellent cutting performance is closely associated with high hardness and wear resistance, good chemical inertness, and excellent thermal stability and oxidation resistance of these coating materials [2]. So far, physical vapor deposition method, especially cathodic arc evaporation, being one of the mainstream coating techniques, has widely been carried out to improve the cutting performance of coated tools. However, there are numerous micro-particles on coated tools, resulting in a notable loss in anti-wear of coated tools, bad machining quality, and the premature failure of cutting tools. Therefore, to further improve the surface quality of coated tools, some post-treatment methods for coated tools were developed, such as micro-blasting [3,4,5], heat treatment [6, 7], and laser processing [8, 9]. Among these post-treatment methods, the micro-blasting has been widely accepted in industrial applications [4, 10]. Micro-blasting not only increases surface roughness of coated tools but also induces residual compressive, and further significantly enhances cutting service life of coated tools. During micro-blasting process, the transport medium is usually air or wear, namely dry micro-blasting or wet micro-blasting. Bouzakis et al. [11] found that under the same process parameter conditions, the wet micro-blasting resulted in a rougher surface and a lower hardness, but a higher cutting performance compared with the dry micro-blasted coating.
Micro-abrasive jet (MAJ), similarly as the conventional micro-blasting processing, is a precision processing method in which abrasive particles are introduced to form a high-speed flow to impact the workpiece surfaces, showing a higher material removal efficiency. Moreover, MAJ exhibits more flexibility in process control than conventional blasting and has numerous advantages in brittle material machining [12,13,14,15]. According to the different transport medium of abrasive grain, MAJs can be classified into micro-abrasive air jet (MAAJ), micro-abrasive water jet (MAWJ), and micro-abrasive slurry jet (MASJ). The MASJ is based on the addition of a certain amount of polymer additive to the MAWJ, so that the abrasive grain is in a uniform suspension state with constant concentration and more concentrated jet beam [16]. Recently, abrasive slurry jets have been used for micromachining due to the absence of a heat-affected zone and a low workpiece force transfer, which result in little change in target material properties [17, 18]. Low-pressure MAJ has shown good results in polishing glass and die steel [19,20,21]. However, the studies of the effect of MAJ on cutting performance of coated tools have been not reported yet.
During micro-abrasive jet, the surface quality of the workpiece is affected by various important parameters including the abrasive mass concentration (abrasive mass flow rate), particle size, working pressure, processing time, and incidence angle [19, 22]. In this study, the effects of MASJ and MAAJ parameters on the surface quality and coating removal thickness were comparatively studied using single-factor experiments. Based on the results of the single-factor experiments, multi-process polishing tests were designed, and two types of coated tools with different surface qualities and coating removal thicknesses were evaluated. In addition, the performances of three coated tools for turning hardened steel were also studied.
2 Experimental methods
2.1 MAJ machining equipment
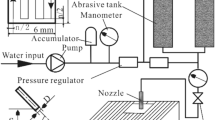
The MASJ machining equipment mainly consists of supercharging, feeding, jet, movement control, and auxiliary devices [19]. The principle mechanisms for the MAAJ have been shown in ref. [15]. The MAJ post-treatments were conducted on AlTiN-coated tools, with an average of surface roughness (Ra) of 0.312 μm and an average coating thickness of 2.77 μm. A 4 × 4-mm2 area on the flank of the blade was used as the machining area of the coated blade polished by the MAJ. The slurry was composed of an alumina abrasive, a 5 million nonionic polyacrylamide (PAM) with a mass concentration of 0.6%, and a dispersant with a mass concentration of 0.1%.
The turning experiments were performed on a CAK3665NJ CNC lathe (spindle motor power of 5.5 kW, maximum spindle speed of 2400 rpm, GSK980TD system of Guangzhou NC). A CALMAX hardened steel (manufactured by ASSAB Group) was used for the turning workpiece in the cutting experiment, with a length of 100 mm, diameter of 61.5 mm, and hardness of HRC 56. The coating removal thickness and surface micromorphology were evaluated by scanning electron microscopy (SEM) (NOVA NANOSEM 430). The surface roughness was measured by a surface profilometer (MarSurf XR20).
2.2 Experimental parameters
For the post-treatment of a PVD-coated tool, Bouzakis et al. [5] noted that if unsuitable parameters are chosen, it may increase the coating brittleness and cause local substrate revelations, which may deteriorate the coated tool cutting performance. Based on the results from refs. [14, 19], this experiment focused on the five key parameters, including the abrasive mass concentration (abrasive mass flow rate), particle size, working pressure, processing time, and incidence angle. The parameter experimental schemes are listed in Tables 1 and 2, and the multi-process polishing experiments are listed in Tables 3 and 4.
To analyze the wear of three cutting tools, moderate cutting parameters were used in the wear experiments. The cutting speed (V) was 90 m/min, the feed rate (f) was 0.25 mm/r, and the cutting depth (ap) was 0.15 mm. The tool was turned off at 30 s (i.e., 45 m) and removed, and the wear on the flank of the cutting tool was measured. After this, the wear on the flank of the cutting tool was measured every 2 min (i.e., 180 m) until the total turning length was greater than 1480 m.
To analyze the effect of cutting parameters on the surface roughness of the turning workpiece, this paper focused on V, f, and ap. Each parameter had five different experimental values, and an experimental scheme to evaluate cutting performance was designed. For each group, the surface roughness of the turning workpiece was tested after processing. The experimental parameters are listed in Table 5. Each experiment of the cutting parameters was repeated three times, and the three measurement results were averaged.
3 Results and discussion
3.1 Analysis of single-parameter experimental results of MAJ
3.1.1 Abrasive mass concentration and abrasive mass flow rate
Figure 1 shows the effects of the abrasive mass concentration and the abrasive mass flow rate of both MASJ and MAAJ on the surface roughness and coating removal thickness. The Ra for the coated tool post-treated by MASJ gradually decreases from 0.183 to 0.141 μm with the increase of abrasive mass concentration from 25 to 100 g/L, and then reaches the minimum value (0.141 μm) at 100 g/L, and subsequently increases after the abrasive mass concentration of over 100 g/L. The Ra for MAAJ slightly decreases with the abrasive mass concentration increasing from 25 to 50 g/L, and subsequently increases with the increase of abrasive mass concentration from 50 to 125 g/L. Moreover, it shows that under the same abrasive mass concentration conditions, the Ra for MASJ is always lower than that for MAAJ. For both MAAJ and MASJ, the coating removal thickness increases with the increase of abrasive mass concentration, and they have approximate coating removal thickness at the same abrasive mass concentration.

Effect of MASJ abrasive mass concentration and MAAJ abrasive mass flow rate on the surface roughness and coating removal thickness
During the fluid jet polishing process, the wear rate depends on the sharpness of the abrasives and their kinetic energy [23]. When the abrasive mass concentration was large, a high number of particles per unit time of the impact involved, which results in the interaction between the abrasive particle increases and the average kinetic energy of the abrasive particle decrease. Therefore, the rate of material removed was not proportional to the number of particles involved in the impact. Excessive removal of surface coating will lead to reduction of the service life of the coated tools [5]. Thus, in the multi-process experiments with the MASJ, a small abrasive mass concentration should be chosen to avoid excessive coating removal thickness while reducing surface roughness.
3.1.2 Particle size
Figure 2 shows the effect of the particle size on the surface roughness and coating removal thickness during the MAJ machining process. During MASJ processing, as the particle size increased from 1 to 5 μm, the Ra increased gradually from 0.142 to 0.168 μm. This is consistent with the effect of particle size on the surface roughness in traditional grinding and polishing. This illustrates that big particle size can result in higher Ra. Similar results were also found in ref. [11]. Under low working pressure conditions, the small particle size has a small kinetic energy. Thus, a strong grind of the surface was not produced, resulting in a small removal rate of the material and limited changes in surface roughness of coatings. When the abrasive particle size increased from 0.5 to 1 μm, the thickness removal of the coating increased rapidly from 0.22 to 0.5 μm. With further increase in the particle size from 1 to 5 μm, the material removal rate of the coating increased slowly. In conclusion, when the abrasive particle size was 0.5 μm, the coating removal thickness was low; however, the surface roughness was relatively high. When the abrasive particle size was 5 μm, the rate of coating removal was large, and the surface of the coating is the roughest. Therefore, the multi-process polishing experiment scheme with the MASJ should use a moderate abrasive particle size, such as a 3 μm abrasive for a rough polishing process, a 2 μm abrasive for a semi-fine polishing process, and a 1 μm abrasive for a fine polishing process. As shown in Fig. 2, the effect of the particle size on the surface roughness and coating removal thickness was approximately the same for the MAAJ and MASJ.

Effect of particle size on the surface roughness and coating removal thickness
3.1.3 Working pressure
The effects of the working pressure on the surface roughness and coating removal thickness are shown in Fig. 3. Under low working pressure conditions, the kinetic energy of the jet was insufficient, and the amount of material removed was limited; therefore, the surface roughness was high. With increasing working pressure, the surface roughness of the workpiece initially decreased and then increased, while the coating removal thickness increased sharply. As the working pressure increased, the kinetic energy of the particles also increased. In addition, the grinding ability of the particles on the surface of the workpiece increased, and thus, the surface roughness of the workpiece decreased. As the working pressure continued to increase, the kinetic energy became too large, and the surface texture of the workpiece was coarse and deep, resulting in a higher surface roughness.

Effect of working pressure on the surface roughness and coating removal thickness
As shown in Fig. 3, at a working pressure of 0.4 MPa, the coating removal thickness was 1.69 μm for the MASJ machining process. However, the actual machined surface exhibited partial peeling, which reduced the cutting performance of the coated tool. Therefore, for the multi-process polishing experiment scheme with the MASJ, a high working pressure should be avoided, and the working pressure should be 0.15 MPa or 0.2 MPa. In addition, a working pressure of 0.173 MPa or 0.259 MPa with the MAAJ was found to be optimal.
3.1.4 Processing time
The effects of the processing time on the surface roughness and coating removal thickness are shown in Fig. 4. With increasing processing time, the surface roughness initially decreased and then increased, while the coating removal thickness increased linearly. The Ra of the workpiece is the lowest when the processing time for MASJ and MAAJ is 9 s and 6 s, respectively. As the processing time further increases, the single-point surface removal thickness increased owing to overgrinding. The surface of the workpiece contained a rough groove with a rough tool path, and the surface roughness of the coating exhibited an increasing trend. The removal thickness of the coating increased linearly with the increase in working time, which is consistent with the effect of processing time on the amount of material removed during traditional grinding. Therefore, controlling the processing time is important for post-treatment of the coating.

Effect of processing time on the surface roughness and coating removal thickness
In Fig. 4, at a processing time of 15 s, the coating removal thickness was 1 μm and 2.77 μm for the MASJ and MAAJ processes, respectively, and brittle micro-peeling of the coating was extensive. In addition, local substrate revelations appeared in the post-treated coated tool. This reduced the service life of the coated tool. Therefore, multi-process polishing experiments with the MASJ should avoid long processing times.
Comparison of the experiment results for the MASJ and MAAJ shows that the material removal rate with the MAAJ machining process was greater than that with the MASJ machining process, and the removal thickness of the coating was larger. In addition, the surface roughness of the coating treated with the MAAJ was worse than that treated with the MASJ.
3.1.5 Incidence angle
In the MASJ machining process, the material removal rate increased with an increase in the incidence angle from 15° to 90°. When the incident angle of the MASJ was between 45° and 60°, the material removal rate was greatest and then decreased gradually. This effect is consistent with the ref. [24]. Al-Bukhaiti et al. [24] and Boud et al. [25] evaluated the erosion removal mechanism of the MASJ at different angles for a plastic material. The erosion mechanism of the MASJ was found to be related to the tangential force and normal impact force of the particles on the workpiece; however, the material removed was dependent on the lateral shear force of the slurry jet.
The effect of the incidence angle on the surface roughness and coating removal thickness is shown in Fig. 5. With increasing incidence angle, the surface roughness of the workpiece decreased initially and then increased, while the thickness of the coating increased initially and then decreased. The effects of the incidence angle with the two methods were very similar. At an incidence angle of 15°, the particles in the jet were not strong enough to shear the surface of the workpiece. The removal thickness of the coating was small and the surface roughness was high. The surface of the coating was prone to scratches. Luo [26] suggested that at an incidence angle of 30–45°, the jet had a strong shear effect on the surface of the workpiece, and thus, the coating had a large removal thickness and low surface roughness. At incidence angles of 60–90°, the jet had a strong plastic extrusion effect on the surface of the workpiece, but the radial shear force was small. To control the coating removal thickness, the required machining surface can be obtained by multi-process polishing with different incidence angles. Therefore, for the multi-process polishing experiments with the MASJ, an incidence angle of 30–45° should be used.

Effect of incidence angle on the surface roughness and coating removal thickness
3.2 Experimental analysis of multi-process polishing with MAJ
Figure 6 shows that for the multi-process polishing experiments with the MASJ, the surface roughness decreased from 0.312 to 0.082 μm with a processing time of 6 s after three polishing cycles. The thickness of the coating decreased from 2.77 to 2.07 μm, and the material removal rate was 0.117 μm/s. In the multi-process polishing experiments with the MAAJ, the surface roughness decreased from 0.312 to 0.141 μm with a processing time of 6 s after three polishing cycles. In addition, the thickness of the coating decreased from 2.77 to 1.92 μm, and the material removal rate was 0.142 μm/s.

MAJ multi-process polishing test results
Figure 7 shows the surface topography of the coated tools treated in the multi-process polishing experiments with the MAJ. Compared with the MAAJ post-treated tools, the coated tools post-treated with the MASJ exhibited a more uniform surface. The slurry of MASJ contained a suspension with cohesion and uniformity; therefore, the surface after machining was smooth and uniform, and the effect was satisfactory. In the MAAJ processing, the abrasives easily formed agglomerates, and when the injection pressure is large, the jet beam diverges toward the surroundings due to the influence of the air, resulting in unevenness surface. Also, the MAAJ machining showed a higher material removal rate than that of the MASJ. In addition, the slurry for the MASJ must be prepared in advance at a certain proportion. As a result, the preparation process was more complex, and the preparation time was longer. Therefore, the machining efficiency of the MASJ was lower than that of the MAAJ.

MAJ multi-process polishing test results. a Untreated. b Rough polishing-MASJ. c Semi-fine polishing-MASJ. d Fine polishing-MASJ. e Coating thickness of untreated coated tool. f Rough polishing-MAAJ. g Semi-fine polishing-MAAJ. h Fine polishing-MAAJ
3.3 Cutting performance of the three coated tools
Turning CALMAX hardened die steel with three different coated tools, curves of the cutting tool wear were obtained. The effect of the different cutting parameters (cutting speed, V; feed rate, f; and cutting depth, ap) on the surface roughness of the three coated tools were investigated. The service life and cutting performance of the coated tools treated with the MASJ and MAAJ were evaluated.
3.3.1 Tool wear curves
The tool wear curves are shown in Fig. 8. With increasing cutting length, the wear of the three tools increased. The wear of the untreated tool was greatest, and its tool life was shortest. The wear of the tool treated with the MASJ was lowest, and its tool life was longest. In addition, when the turning length was 45 m, the wear of the untreated tool was minimal (0.022 mm), while the wear of the tool treated with the MASJ was moderate (0.023 mm), and the wear of the tool treated with the MAAJ was the largest (0.025 mm). The coating thicknesses of the flank of the cutting tool treated with the MASJ and MAAJ were small; therefore, the initial wear value was large. The coating thickness of the untreated cutting tool was large (2.77 m), and thus, the initial wear value was small. As the turning length increased, because the surface of the flank treated with MAJ is smooth, the contact stress of the turning workpiece during the cutting process is weak. As a result, the cutting temperature is low, and thus, the wear of the tools treated with MAJ is mild compared with the untreated tool. When the cutting length reached 1480 m, the wear of the untreated tool was 0.151 mm, while the wear of the MAAJ was 0.137 mm, and that of the MASJ was only 0.103 mm. The tools treated with the MAAJ and MASJ exhibited 90.7% and 68.2% of the flank wear of the untreated tool, respectively.

Flank wear versus cutting length
3.3.2 Effect of cutting parameters on surface roughness of turning workpiece
The surface roughness of turning workpiece is an important parameter for evaluating machining quality. The main factors that affect the surface roughness of turning workpiece are the geometric parameters of tool, the amount of cutting, the material properties, and the cooling mode. In this turning test, the same material was machined with the same cutting parameters using three different coated tools, and the surface roughness Ra of turning workpiece was measured at three different positions along the circumference. After an unreasonable value was discarded, the remaining five sets of roughness measurements were averaged to obtain surface roughness values for the conditions of each cutting parameter.
As shown in Fig. 9, when the three coated tools cut the hardened die steel, the surface roughness of turning workpiece decreased with increasing cutting speed. This is because the CALMAX hardened die steel has a high toughness and adequate hardenability; therefore, a continuous chip was produced at a low cutting speed, and it was not easily broken. A long chip would scratch the turning workpiece, resulting in increased turning workpiece surface roughness. At a high cutting speed, the chips can break, and thermal softening of the turning workpiece can improve surface quality. In the diagram of Fig. 9, the decreasing trend in the surface roughness was the same for increasing cutting speeds with the three cutting tools. At the same cutting speed, the surface roughness of the untreated tool was the largest, while that of the tool treated with the MASJ was the lowest. Therefore, tool performance with MASJ treatment was optimal. Under the same cutting parameters, the surface roughness of the coated tool affects the surface quality of the turning workpiece. Thus, when the surface roughness of the coated tool is low, the surface quality of the turning workpiece is improved.

Effect of cutting speed on the surface roughness of turning workpiece
As shown in Fig. 10, when the three coated tools machined the hardened die steel, the surface roughness of turning workpiece increased with increasing feed rate. In many studies, it has been found that in the main process parameters such as cutting speed, feed rate, and depth of cut, the feed rate is the most significant factor influencing the surface roughness of the turning workpiece during turning hardened steel [27,28,29]. When the feed speed was large, the number of processing per unit volume of material was reduced, the residual height of the turning workpiece surface was increased, and obvious groove marks appeared, resulting in rough surface. In general, under the experimental conditions, the three cutting tools using different post-treatment methods have similar rises in the surface roughness of the turning workpiece when increasing the feed rate. At the same feed rate, the surface roughness of the untreated tool was the largest, while that of the tool treated with the MASJ was the lowest. Therefore, tool performance with MASJ treatment was optimal.

Effect of feed rate on the surface roughness of turning workpiece
As shown in Fig. 11, the surface roughness of the turning workpiece decreased with increasing cutting depth for the three tools cutting the hardened die steel. At small cutting depths, cutting occurred in the tip arc. The tool point had a strong extrusion effect on the turning workpiece. This extrusion effect strengthened the plastic deformation of the turning workpiece. The small cutting depth also produced continuous chips that did not break, and the long chips wrapped around the turning workpiece and rubbed the machined surface. This resulted in an increase in the surface roughness of the turning workpiece. With increased cutting depth, cutting occurred near the main cutting edge, and the extrusion action between the tool and turning workpiece was weakened. The chip was no longer continuous, and friction between the chip and the turning workpiece was weak. Therefore, in a certain range, when the cutting depth increased, Ra decreased. However, as the cutting depth increased further, the cutting force increased. The cutting temperature rose, the turning workpiece vibration strengthened, and the surface roughness increased. Based on the machining characteristics of the hardened die steel and because the Kenna KC5010 series tool is suitable for semi-finishing and finishing processes, the five cutting depths used in these experiments were relatively small. Therefore, the surface roughness of the machined turning workpiece only exhibited a decrease with increasing cutting depth.

Effect of cutting depth on the surface roughness of turning workpiece
4 Conclusions
Based on the experimental investigation of the effect of surface treatment with the MAJ on coated tools, the primary conclusions are summarized as follows:
-
(1)
Reasonable process parameters of the MAJ can effectively improve the surface quality of the coated tools and reduce the coating thickness.
-
(2)
In the multi-process experiments of the MAJ, the machining efficiency of the MASJ is lower than that of the MAAJ; however, the surface of the tool post-treated by MASJ is more uniform than that post-treated by MAAJ.
-
(3)
In the turning of CALMAX hardened steel, the MASJ post-treated coated tool with higher surface quality has better cutting performance, less tool wear, and lower surface roughness of workpiece.
Abbreviations
- ρ :
-
Abrasive mass concentration (g/L)
- P :
-
Working pressure (MPa)
- T :
-
Processing time (min)
- W :
-
Particle size (μm)
- α :
-
Incidence angle (°)
- q m :
-
Abrasive mass flow rate (g/s)
- V :
-
Cutting speed (m/min)
- f :
-
Feed rate (mm/r)
- a p :
-
Cutting depth (mm)
References
Bobzin K (2017) High-performance coatings for cutting tools. CIRP J Manuf Sci Tech 18:1–9. https://doi.org/10.1016/j.cirpj.2016.11.004
Lu WZ, Li GJ, Zhou YY, Liu SY, Wang K, Wang Q (2020) Effect of high hardness and adhesion of gradient TiAlSiN coating on cutting performance of titanium alloy. J Allogy Compd 820:153137. https://doi.org/10.1016/j.jallcom.2019.153137
Bouzakis K, Skordaris G, Bouzakis E, Kotsanis T (2018) Improving the cutting performance of coated tools via appropriate pre- and post-treatments. MATEC Web Conf 188:04018. https://doi.org/10.1051/matecconf/201818804018
Bouzakis KD, Bouzakis E, Skordaris G, Makrimallakis S, Tsouknidas A, Katirtzoglou G, Gerardis S (2011) Effect of PVD films wet micro-blasting by various Al2O3 grain sizes on the wear behaviour of coated tools. Surf Coat Technol 205:S128–S132. https://doi.org/10.1016/j.surfcoat.2011.03.046
Bouzakis KD, Skordaris G, Bouzakis E, Tsouknidas A, Makrimallakis S, Gerardis S, Katirtzoglou G (2011) Optimization of wet micro-blasting on PVD films with various grain materials for improving the coated tools’ cutting performance. CIRP Ann Manuf Technol 60(1):587–590. https://doi.org/10.1016/j.cirp.2011.03.012
Kulikovsky V, Ctvrtlik R, Vorlicek V, Zelezny V, Bohac P, Jastrabik L (2014) Effect of air annealing on mechanical properties and structure of SiCxNy magnetron sputtered films. Surf Coat Technol 240(3):76–85. https://doi.org/10.1016/j.surfcoat2013.12.017
Bouzakis KD, Michailidis N, Hadjiyiannis S, Pavlidou E, Erkens G (2001) An effective way to improve the cutting performance of coated tools through annealing. Surf Coat Technol 146(9):436–442. https://doi.org/10.1016/S0257-8972(01)01373-1
Sugihara T, Enomoto T (2012) Improving anti-adhesion in aluminum alloy cutting by micro stripe texture. Precis Eng 36(2):229–237. https://doi.org/10.1016/j.precisioneng.2011.10.002
Sugihara T, Enomoto T (2009) Development of a cutting tool with a nano/micro-textured surface—improvement of anti-adhesive effect by considering the texture patterns. Precis Eng 33(4):425–429. https://doi.org/10.1016/j.precisioneng.2008.11.004
Kennedy DM, Vahey J, Hanney D (2005) Micro shot blasting of machine tools for improving surface finish and reducing cutting forces in manufacturing. Mater Design 26(3):203–208. https://doi.org/10.1016/j.matdes.2004.02.013
Bouzakis KD, Tsouknidas A, Skordaris G, Bouzakis E, Makrimallakis S, Gerardis S, Katirtzoglou G (2011) Optimization of wet or dry microblasting on PVD films by various Al2O3 grain sizes for improving the coated tools’ cutting performance. Tribol Ind 33(2):49–56
Li HZ (2012) Process analysis of abrasive jet micromachining for brittle materials. Aust J Mech Eng 10(1):61–69. https://doi.org/10.7158/M12-001.2012.10.1
Wakuda M, Yamauchi Y, Kanzaki S (2002) Effect of workpiece properties on machinability in abrasive jet machining of ceramic materials. Precis Eng 26(2):193–198. https://doi.org/10.1016/S0141-6359(01)00114-3
Fan JM, Wang CY, Wang J (2009) Modelling the erosion rate in micro abrasive air jet machining of glasses. Wear 266(9):968–974. https://doi.org/10.1016/j.wear.2008.12.019
Fan JM, Wang CY, Wang J, Luo GS (2007) Effect of nozzle type and abrasive on machinablity in micro abrasive air jet machining of glass. Key Eng Mater 359-360:404–408. https://doi.org/10.4028/www.scientific.net/KEM.359-360.404
Luo WS, Wang CY, Song YX, Liao YP (2010) Characteristics and polishing effect of abrasive jet beam with polymer abrasive suspension additives. Adv Mater Res 126-128:9–13. https://doi.org/10.4028/www.scientific.net/AMR.126-128.9
Haghbin N, Ahmadzadeh F, Spelt JK, Papini M (2016) High pressure abrasive slurry jet micro-machining using slurry entrainment. Int J Adv Manuf Technol 84(5–8):1031–1043. https://doi.org/10.1007/s00170-015-7769-8
Wang CJ, Cheung CF, Ho LT, Liu MY, Lee WB (2017) A novel multi jet polishing process and tool for high-efficiency polishing. Int J Mach Tools Manuf 115:60–73. https://doi.org/10.1016/j.ijmachtools.2016.12.006
Wang RJ, Wang CY, Wen W, Wang J (2016) Experimental study on a micro-abrasive slurry jet for glass polishing. Int J Adv Manuf Technol 89(1–4):1–12. https://doi.org/10.1007/s00170-016-9109-z
Tsai FC, Yan BH, Kuan CY, Huang FY (2008) A Taguchi and experimental investigation into the optimal processing conditions for the abrasive jet polishing of SKD61 mold steel. Int J Mach Tools Manuf 48(7–8):932–945. https://doi.org/10.1016/j.ijmachtools.2007.08.019
Liao YP, Wang CY, Hu YN, Song YX (2009) The slurry for glass polishing by micro abrasive suspension jets. Adv Mater Res 69-70:322–327. https://doi.org/10.4028/www.scientific.net/AMR.69-70.322
Yuan Y, Chen J, Gao H, Wang X (2020) An investigation into the abrasive waterjet milling circular pocket on titanium alloy. Int J Adv Manuf Technol 107(11):4503–4515. https://doi.org/10.1007/s00170-020-05294-x
Messelink WACM, Waeger R, Wons T, Meeder M, Heiniger KC, Faehnle OW (2005) Prepolishing and finishing of optical surfaces using fluid jet polishing. Opt Manuf Test VI 5869(586908):1–6. https://doi.org/10.1117/12.618628
Al-Bukhaiti MA, Ahmed SM, Badran FMF, Emara KM (2007) Effect of impingement angle on slurry erosion behaviour and mechanisms of 1017 steel and high-chromium white cast iron. Wear 262(9):1187–1198. https://doi.org/10.1016/j.wear.2006.11.018
Boud F, Carpenter C, Folkes J, Shipway PH (2010) Abrasive waterjet cutting of a titanium alloy: the influence of abrasive morphology and mechanical properties on workpiece grit embedment and cut quality. J Mater Process Technol 210(15):2197–2205. https://doi.org/10.1016/j.jmatprotec.2010.08.006
Luo WS (2011) Fluid properties of micro-abrasive slurry jet and polishing mold steel. Guangdong Univ Technol. https://doi.org/10.7666/d.y2027983
Fnides B, Yallese MA, Mabrouki T, Rigal JF (2009) Surface roughness model in turning hardened hot work steel using mixed ceramic tool. Mechanika 77(3):68–73. https://doi.org/10.1016/j.mechrescom.2008.06.010
Suresh R, Basavarajappa S (2014) Effect of process parameters on tool wear and surface roughness during turning of hardened steel with coated ceramic tool. Procedia Mater Sci 5:1450–1459. https://doi.org/10.1016/j.mspro.2014.07.464
Benga G, Savu D, Olei A (2015) Influence of the cutting parameters on the surface roughness when machining hardened steel with ceramic and PCBN cutting tools. Adv Eng Forum 13:19–22. https://doi.org/10.4028/www.scientific.net/AEF.13.19
Funding
This work was financially supported by the Natural Science Foundation of China (No. 51075076) and the Key Program of NSFC-Guangdong Joint Fund, China (No. U1201245).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, S., Deng, Y., Wang, R. et al. Tool performance on micro-abrasive post-treatment coated carbide. Int J Adv Manuf Technol 109, 943–951 (2020). https://doi.org/10.1007/s00170-020-05708-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05708-w