
Abstract
In this work, the research efforts have been made to investigate the effect of important drilling parameters such as spindle speed and feed rate on effectiveness of process and quality of holes during drilling of difficult-to-machine Al/SiC metal matrix composite using diamond-coated cemented carbide tool. Thrust force, hole diameter, delamination factor, surface roughness, tool wear, and chip analysis of the drilled holes were investigated at different spindle speeds (3000–9000 rpm) as well as feed rates (0.05–0.2 mm/rev), respectively. The outcomes of this study reveal that thrust force varies directly with the feed rate, but inversely with the spindle speed. Both the hole diameter and the delamination factor shows a rough proportionality with the feed rate, although the rates of variation are slow at the high spindle speed combined with a high feed rate. Similarly, the hole surface roughness increases with the feed rate, while the moderate spindle speeds produce better surface roughness. Smaller chips were found for all spindle speed. Adhesive and abrasive wear mechanisms are prominent on drill bit and drill wear occurs on both drill tip and secondary cutting edge. Drilling at moderate spindle speeds of 5000 rpm and 7000 rpm is the most suitable for the hole drilling in the Al/SiC metal matrix composites.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Metal matrix composite (MMC) is comprised of ceramic reinforcements in metallic matrix. MMCs exhibit relatively better properties such as strong wear resistance, good ratio of strength to weight, heat resistance, big elastic modulus, and lower coefficient of thermal expansions compared to the metallic alloys and fiber-reinforced polymer composites [1, 2]. These enhanced properties ensured a steep rise in the application of these materials in high-performance sectors such as aerospace, automotive, marine, and defense industries [3,4,5]. General trend in the production of MMC parts is to fabricate near net-shaped products. However, secondary machining operations are often adopted for finishing, dimensional accuracy as well as assembly constraints of composite materials [6, 7]. MMC is difficult to be machined because of the embedded hard ceramic particles [8]. Among the conventional operations for the machining of MMC, drilling is the most frequently used, accounting for almost 40% of all material removal processes [9, 10].
While drilling the composite materials, among various machinability problems, the hole quality is the most serious one. Major problems related to hole quality such as diameter variations, delamination, and matrix resin degradation are related to an inappropriate combination of cutting parameters and cutting tool [11, 12]. The mechanisms associated with the machining of MMC are different from that of the metals, thus, there is a need to understand the process mechanism in order to improve the accuracy and efficiency, and achieve a better surface quality at a lower cost in the machining of MMC [13]. Zitoune et al. [14] reveal that the selection of ideal cutting parameters is helpful to improve the surface quality of drilled holes and the thrust force plays a vital role to influence the cutting force [15]. Tsao et al. [10] stated that the hole quality depends on the thrust force during the drill exit and no damage occurs below a critical thrust force. Khashaba et al. [16] studied the drilling behavior of a chopped composite and showed that by increasing the cutting speed especially at high feed rate reduces the thrust force. Q An et al. [17] studied on cutting mechanics of composite materials and found that by increasing spindle speed, the thrust force decreases. Çelik et al. [18] showed that the thrust force of WC-CO tool is 2 to 3 times less than that of a ceramic tool. It was generally accepted that the thrust forces are reduced with the application of special coating tools, especially, diamond coating tools improve the machining performance of composite materials [19,20,21].
Few researchers have studied the factors affecting the quality of the drilled hole. Hole diameter is considered as an important measurement to evaluate the overall quality of the hole. Diameter deviation between different layers of the composite material in the hole is usually large due to the difference between elastic moduli of the composite and the metal [22]. Garrick et al. [23] studied the diameter of drilled hole in CFRP/Ti stacks using ploy crystalline diamond (PCD) drill bit and presented that diameter tolerance for the coating tool is much better than a standard twist drill. Tsao et al. [24] measured the delamination in the drilled holes of composite material and presented that higher feed rates produce large delamination and thus the hole of more irregular shape.
Delamination is also a critical material damage phenomenon that exists during machining of composite materials. The vagueness of delamination measurement methods often leads to difficulties in comparison of delamination among various studies. The delamination to hole diameter ratio is the most adopted delamination measurement model used by researchers. Various studies have analyzed the delamination in drilling operations. It is shown that the delamination damage is sensitive to cutting parameters [25]. Tsao et al. [26] prove that the delamination is mostly affected with the influence of cutting forces during the drilling of composite materials. Davim et al. [27] described that the feed rate influences the delamination damage. Mohan et al. [28] analyzed the delamination damage in the drilled holes and found that material thickness is also a significant parameter influencing the delamination of composites. Latha and Senthilkumar [29] found that the effect of spindle speed followed by drill diameter and feed rate is a less substantial factor during the drilling of GFRP composites. Davim et al. [30], using a Taguchi design, compared the influences of different drill bit geometries and cutting parameters on delamination. Delamination factor, also defined as the ratio of maximum damage zone diameter to the drill diameter, is found to increase with both cutting speed and feed rate. In addition to delamination, the role of surface roughness is also important and it is highly affected by the drilling factors such as spindle speed and feed rate. In the machining of Al/SiC particulate metal matrix composites (PMMC), El-Gallab and Sklad et al. [31, 32] found that the surface roughness is directly proportional to the feed rate and cutting speed, but inversely with the depth of cut. Zitoune et al. [14] examined the hole quality in composite material by using coated and uncoated drill bits. They found that by increasing the spindle speed, surface roughness increases which is relatively good with the coated drill bit. Basavarajappa et al. [33] found that feed rate is an influential process parameter during drilling composites with coated cemented carbide drills.
Chip formation depends on the characteristics of the material and machining [34]. For instance, the models related to chip lengths of spiral chips and string chips are proposed by Feng et al. [35]. Zhang et al. [36] stated that chip formation depends on feed rate; long and continuous chips were observed at a lower feed rate while shorter and stiffer chips were found at a higher feed rate. Mellinger et al. [37] developed the prediction model for drilling and thrust forces using the chip evacuation theory. Due to hard abrasive nature of composite materials, tool edge chipping and abrasive wear the are main wear mechanisms. For the higher drilling speeds, the dominant wear mechanism on the WC drill is edge micro-chipping and abrasive wear [38]. Rawat et al. [39] studied the wear behavior of tungsten carbide drill during the drilling of composite materials and found that the main wear mechanisms were abrasion and chipping. Faraz et al. [8] established the relationship of cutting edge rounding with drilling loads and delamination damage content in the drilling of composite materials.
Apart from the aforementioned studies, however, the existing research on the drilling of Al/SiC MMCs is very limited. Therefore, the drilling of metal matrix composite Al/SiC using tungsten carbide drill bits is investigated experimentally in this study. The effect of various drilling parameters is examined on the thrust force and the hole quality. The hole quality is assessed on the basis of hole diameter, delamination factor, and the drilled hole surface quality. Based on the experimental results, an optimized spindle speed for drilling is suggested.
2 Experiment details
2.1 Workpiece material
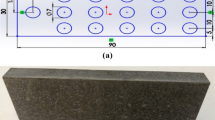
Al/SiC MMC was used as the workpiece for the drilling study. One MMC plate with a dimension of 90 mm × 30 mm × 10 mm was cut by using HF320Ma wire cut electrical discharge machining (WEDM). Two plates with the same dimension were used during the experimental test and the chemical compositions along with the mechanical properties are mentioned in Table 1.
2.2 Cutting tool
Four kinds of cutting tools (Multilayer CVD diamond-coating cemented carbide drill bits, Kennametal K-2106AX), each with a diameter of about 5.1 mm and the same geometry, were used for drilling. Specifications of the drill bit are shown in Table 2. The geometry is identical to that of a twist drill. Each drill bit has a 90° point angle, which increases the centering capability and hole quality.
2.3 Drilling procedure
The vertical machining center, i.e., DMU70VCNC make was used to perform the drilling experiments. Drilling operation was conducted by varying spindle speeds within 3000–9000 rpm and feed rates within 0.05–0.20 mm/rev. The specific spindle speeds and the feed rates are listed in Table 3, which generate 16 different spindle speed-feed rate combinations, divided into four levels. One new tool was dedicated for drilling under each level, which is comprised of one constant spindle speed and the four different feed rates (e.g., 3000–0.05, 3000–0.1, 3000–0.15, and 3000–0.2). Overall, four identical cutting tools were used in the experiments. All the above drilling tests were conducted with dry drilling conditions. Schematic of the data acquisition system and photograph of the drilling setup are shown in Fig. 1.

Data acquisition system and experimental setup for drilling
2.4 Measurement of process variables
The signals corresponding to the cutting force were measured using a four-component force dynamometer (Kistler9257B). Subsequently, the acquired signals were transmitted into the multichannel charge amplifier and the force data was accessed using Dyno Wave software. The hole diameter was measured from both sides of the hole using a versatile digital Dino-Lite microscope. Dimensional accuracy of the hole was assessed with Dino-Capture 2.0 software. Delamination factor was measured using the images captured by Dino-Lite microscope and the delamination factor equation, shown in Eq. (1).
Where, Dmax is maximum delamination diameter and D0 is drill diameter as seen in Fig. 2.

Schematic diagram of measured diameters
Surface roughness on the inside hole wall was evaluated by a roughness-measuring device (TR-200, China). The surface roughness readings were taken at three different positions of each hole and their average value was reported. To measure the delamination, the workpiece was cut vertically from the middle of the drilled hole. Hole quality, delamination, and chemical constituent of the material were accessed using a scanning electron microscope (SEM) (Manufacture: Supra-55, Zeiss, Germany) constituting an energy-dispersive spectrometer (EDS) (Manufacture: PV9900, Philips, Netherlands). SEM images were taken at three stages of the hole from entry, middle, and exit of the hole. Chip formation and drill wear were also accessed using SEM and EDS.
3 Results and discussion
3.1 Thrust force
The thrust force has been investigated during the drilling of Al/SiC in two manners, one is influence of feed rate with all spindle speeds as shown in Fig. 3(a) and the other is influence of spindle speed with all feed rates as shown in Fig. 3(b). It can be seen from Fig. 3(a) that there exists a direct relationship between the thrust force and the feed rate in terms of given spindle speeds. The same results are reported by R Zitoune during drilling of CFRP/Aluminum sandwich [41]. The change in thrust force can be associated with the increase in the chip load per tooth by increasing feed rate. The increasing trend in thrust force with increasing feed rate varies by adopting different constant spindle speeds. For example, an increase in the feed rate from 0.05 to 0.2 mm/rev at a constant spindle speed of 3000 rpm causes an increase in thrust force by 260 N, while an identical increase in the feed rate at the constant spindle speeds of 5000, 7000, and 9000 rpm causes the thrust force to increase by 130 N, 215 N, and 210 N, respectively.

Effect on thrust force with variations of a feed rate and b spindle speed
Similarly, it has been noticed from Fig. 3(b) that, at any given feed rate, the thrust force decreases sharply by increasing the spindle speed from 3000 to 5000 rpm. Beyond 5000 rpm, an increase in spindle speed leads to a decrease in thrust force to either marginal or almost zero. The decreasing tendency of thrust force with an increase in the spindle speed and a constant feed rate can be attributed to the smaller feed per tooth. Thus, in the drilling operations, the drill bits experience a steep decrease in thrust force at 5000 rpm. Beyond this, the thrust force becomes less effective on a further increase in the spindle speed. A slight anomaly to the above trend can be found with a feed rate of 0.2 mm/rev where the thrust force slightly increases by increasing the spindle speed from 5000 to 7000 rpm. However, this increase can be due to a random error.
3.2 Hole diameter and delamination in drilling
The drilling process and the hole quality are affected by several factors and the results are shown in Fig. 4. It has been depicted from the given figure that the diameter of entry hole increases slightly with the change in feed rates from lower to higher values. This could be due to the cutting tool chatter and in consistency in the cutting condition at a higher feed rate. A sudden increase in the entry hole diameter can be observed by increasing the feed rate from 0.15 to 0.20 mm/rev for a spindle speed of 3000 rpm. The entry holes with large diameters are found when the drilling is conducted at a high spindle speed of 9000 rpm, or at a low spindle speed and a high feed rate. The diameters are the smallest when the spindle speeds are 5000 and 7000 rpm. The above results indicate that the stability of the cutting operation is of particular significance to achieve stable entry holes with minimum diameters. The moderate spindle speeds such as 5000 and 7000 rpm are suitable to achieve stable entry holes.

Variation in hole diameter on entry side with feed rate at a constant spindle speed
Similarly, the effect of feed rate on the behavior of exit hole diameter is presented in Fig. 5. It has been observed from Fig. 5 that the diameter of exit hole increases at increasing feed rates for all spindle speeds. Further, it is apparent that the hole diameter on the exit side is always smaller than that on the entry side. Also, the diameter is smaller at the spindle speeds 5000 rpm and 7000 rpm for both the entry and the exit sides. This is because of a lower tool vibration and a corresponding improvement in the stability of drilling operation. From Figs. 4 and 5, it can be found that the hole diameter at the entrance of the drill is always larger than that at the exit. This is due to the presence of hard SiC particles at the top surface of specimen and a relatively low degree of tool vibration on the exit side.

Variation in hole diameter on exit side with feed rate at a constant spindle speed
Drilled holes’ images under various feed rates and spindle speeds are shown in Fig. 6. The hole size with more variations is obvious at a high spindle speed of 9000 rpm, or at a low spindle speed of 3000 rpm for all feed rate specially at high feed rate. The size of the holes with less variation is found at spindle speeds of 5000 and 7000 rpm, so these spindle speeds are more suitable for accurate results.

Microscopic images of the drilled holes under different feed rate and spindle speed
Delamination is a critical material damage phenomenon which exists during machining of composite materials. Delamination factor (Fd) is the ratio of maximum diameter (Dmax) of damage hole to the original diameter (Do) of the hole diameter. The variations in the delamination factor (Fd) on the entry hole with the increase of feed rate at different constant spindle speeds are shown in Fig. 7. A slow increase in Fd with increasing feed rate is obvious at the high and low spindle speeds. However, Fd remains roughly independent of feed rate at the moderate spindle speeds such as 5000 rpm and 7000 rpm and Fd are relatively low at the moderate spindle speeds while it is very high at the high spindle speeds. It appears from Fig. 7 that a high spindle speed or a high feed rate at a low spindle speed can cause a higher deterioration of the hole. The edge wear of the drill bit could be a major reason for the higher delamination and deterioration of the hole.

Effect of feed rate and spindle speed on delamination factor
3.3 Hole surface quality
The surface parameter arithmetic mean value (Ra) was considered for the analysis of surface roughness. The variations in surface roughness (Ra) with feed rate under different constant spindle speeds are shown in Fig. 8. Each Ra value in Fig. 8 is obtained by averaging the individual Ra values at three locations (entry, middle, and exit) of the hole. It can be seen from Fig. 8 that the magnitude of surface roughness increases with an increase in the feed rate at each spindle speed. The same results are reported by R Zitoune during drilling of CFRP/Aluminum sandwich [41]. At a constant spindle speed, a higher feed rate leads to a higher rate of material removal, and resulting in a higher surface roughness. While a low feed rate produces a relatively low rate of material removal, and thus a better surface roughness. It can be seen that the surface roughness values are relatively lower at the speeds of 5000 rpm and 7000 rpm, which means that the hole has the improved surfaces at these spindle speeds. The surface roughness value is found to be the lowest (0.570 μm) at a moderate spindle speed (5000 rpm) and the smallest feed rate (0.05 mm/rev) whereas it is the highest (1.711 μm) with the lowest spindle speed (3000 rpm) and the largest feed rate (0.2 mm/rev).

Effect of feed rate and spindle speed on surface roughness values
In order to view the hole surface, each specimen was cut about the holes into two symmetrical pieces and examined by SEM. The SEM images of the entry, exit, and middle surface of drilled holes are shown in Fig. 9. It can be observed that, at the entry side, the surface texture contains edge breaking, crake damage, and small pits caused by plow. Severe crake damage and edge breaking can be observed at the lowest and highest spindle speeds of 3000 and 9000 rpm. On the other hand, the drilling operation at the spindle speeds of 5000 and 7000 rpm yields a better surface roughness, as evident from Fig. 9. The exit surface of drilled holes shows that the surface texture contains severe crake damage and pits for all the examined spindle speeds. Tearing and burrs are also obvious at the highest spindle speed as it can be seen in Fig. 9. Relatively poor surface roughness can be analyzed at the exit as compared to the entrance of the drill. This is because of the pulling out effect, which is exerted by the cutting tool edge and the worn cutting tool.

SEM analysis of the entry, exit, and middle surface of drilled hole at f = 0.1 mm/rev
It can be seen from the middle surface that smooth surface is observed at low spindle speed while surface tearing and pits are found at spindle speed of 5000 rpm. Adhered chips and trapped air bubbles are generated at a spindle speed of 7000 rpm, as observed in Fig. 9. The formation of trapped bubbles can be attributed to the air contamination. With 9000 rpm, the middle surface is comprised of small pits, and thus, exhibits a poor surface roughness, the reason for this lower surface roughness is generation of high temperature at the maximum cutting speed which causes softening of the material matrix. Same results are reported by AR Ahamed during his research on metal matrix composites [42]. Still, the overall surface quality at these moderate spindle speeds is much better than those achieved with 9000 rpm.
3.4 Tool-wear analysis
Cutting tool wear relates gradual failure of drill over the passage of time. With the increase of cutting duration, tool-wear size increases gradually. In order to avoid tool failure, tool wear must not go beyond a certain limit. The life cycle of the tool strongly depends on the amount of wear that has occurred on it which can reduce the efficiency to an unacceptable level or eventually results in tool failure. SEM pictures and EDS of drill bit used in the machining process with 0.1 mm/rev feed rate at different spindle speeds are shown in Fig. 10. It can be noticed that adhesive and abrasive wear mechanisms are prominent on drill bit and drill wear occurs on both drill tip and secondary cutting edge. It was observed from the analysis of SEM pictures that the workpiece material intensively adhered especially on the cutting edge. With the increase of spindle speed, drill wear also increases and some worn area has been observed at high spindle speed which might be because of higher temperature in cutting zone. AR Ahamed et al. [42] also reported same results during drilling metal matrix composite materials. The main phenomenon is that the Al-SiC have high thermal conductivity, which causes low heat dissipation to chip and generate higher temperature at high speed and consequently, high tool wear occurs. Moreover, the temperature is increased with the increase of spindle speed and less wear is observed at low spindle speed while at high spindle speed wear rate is very high as it can see in Fig.10. With the increase of temperature, the heat formation generates in the cutting zone and because of this heat formation, the abrasive wear mechanism is found to be prominent. Normally, this wear mechanism is not very prominent in cryogenic/wet drilling because of the decreased friction at the drill bit-workpiece interface. Furthermore, the heat is eliminated due to lubrication in cutting zone and resulting in a low abrasive wear, but in dry drilling, the abrasive wear mechanism is found to be dominant. EDS analysis was carried out to better understand the wear mechanism which shows that there is relative abundance of aluminum and silicon carbide at high spindle speed (7000 rpm and 9000 rpm) which states the excessive adhesion of chips/uncut material on the drill. Built-Up edge (BUE) formation which happens due to sticking of chips/uncut material on drill bit is not good for smooth drilling process. When these uncut pieces move between drill bit and workpiece, it plows and makes grooves. The sticking of chips on the drill bit is attributed to pull-out of matrix grains due to high temperature and plastic deformation which is responsible of higher wear rate. This might be due to high chemical interaction between drill bit and workpiece. EDS that results for low spindle speeds (3000 rpm and 5000 rpm) shows that abrasive wear mechanism is dominant and adhesion of chips/uncut material is not found on drill bit which has a good impact for less drill wear.

SEM pictures showing phenomena of wear after drilling at f = 0.1 mm/rev with overview, cutting edge, successive zooms of the surrounded area, and EDX analysis
3.5 Chip shape analysis
Chip formation and chip breaking mechanisms are considered as important aspects during drilling. If the chips are well broken, drilling operation is smooth but if the chips are continuous, that would severely affect the hole quality as well as drill wear. Chips are formed due to the shearing effect between work piece material and drill. During the drilling test of Al/SiC composite materials, chips were collected to do the chip analysis. Only short and curled acicular chips were observed which shows that after the chip breaks, it moves out of the hole rapidly which shows that the holes have less frictional resistance to chip formation. It might be due to pullout of SiC particles during drilling which generate crack along the SiC interface and produced short chips. The images of the chips for different spindle speeds at 0.1 mm/rev feed rate are shown in Fig. 11. It can be seen that a good chip breaking is obtained. The shape of the chips is elemental crescents from 3000 to 7000 rpm spindle speed but after this speed, flat chips are found. With an increase in spindle speed from 3000 to 7000 rpm, the length of the chips also increases but chip length decreases after 7000 rpm spindle speed. Smooth chips are formed at low speed and rough chips are observed at spindle speed of 5000 rpm while distorted chips are found at 7000 rpm and 9000 rpm spindle speed. Crack is more obvious at high spindle speed of 9000 rpm while at lower spindle speed (3000 rpm to 7000 rpm), crack is not prominent. These cracks reach the edges of chips, and then fracture and result in smaller and less continuous chips that are observed at 9000 rpm spindle speed. The same results are reported by S. Basavarajappa during drilling of hybrid aluminum matrix composites [33]. Hence, smaller chips are formed at the highest spindle speed.

Image of the chips under different cutting conditions: a 3000 rpm and 0.1 mm/rev, b 5000 rpm and 0.1 mm/rev, c 7000 rpm and 0.1 mm/rev, and d 9000 rpm and 0.1 mm/rev
4 Conclusion
The drilling of Al/SiC composite material is performed at high spindle speed. Thrust force, the hole diameter, delamination factor, surface roughness, tool wear, and chip analysis of the drilled holes were investigated The conclusions of the given study are as follows:
- (1)
An obvious increase in thrust force with increasing feed rate was observed which can be attributed to increased chip load per tooth with increasing feed rate. FZ decreases sharply by increasing spindle speed from 3000 to 5000 rpm, but remains roughly unchanged thereafter.
- (2)
The hole diameter at both the entrance and exit of the holes increases gradually with increasing feed rate as at higher feed rate, the tool chatter increases. Combinations of the high spindle speed and feed rate do not obey the above trend and increase rapidly. The drilled hole diameter is relatively smaller at the exit because of relatively low degree of tool vibration.
- (3)
Delamination factor exhibits a sluggish increase with the feed rate at the lowest and highest spindle speeds while it is insensitive to feed rate at the moderate spindle speeds. Delamination of the hole increases significantly at 9000 rpm due to the drill bit wear.
- (4)
At a given spindle speed, the surface roughness, Ra, of the hole increases with the feed rate due to higher material removal rate. Moderate spindle speeds of 5000 and 7000 rpm produce a better surface finish than that of high or low spindle speeds such as 3000 and 9000 rpm.
- (5)
Adhesive and abrasive wear mechanisms are prominent on drill bit and drill wear occurs on both drill tip and secondary cutting edge. EDS results show that there is higher tool wear observed at high spindle speed due to adhesion and built-up edge.
- (6)
Short and curled acicular chips are observed and smooth chips are formed at low spindle speed while distorted chips are found at high spindle speeds.
Abbreviations
- MMC:
-
Metal matrix composite
- WEDM:
-
Wire cut electrical discharge machining
- rpm:
-
Revolution per minute
- mm/rev:
-
Millimeter per revolution
- SEM:
-
Scanning electron microscope
- EDS:
-
Energy dispersive spectrometer
- Fz:
-
Thrust force
- n :
-
Spindle speed
- f :
-
Feed rate
- D max :
-
Maximum delamination diameter
- D o :
-
Drill diameter
- F d :
-
Delamination factor
- Ra:
-
Surface roughness
- BUE:
-
Built-up edge
References
Barnes S, Pashby IR, Hashim AB (1999) Effect of heat treatment on the drilling performance of aluminium/SiC MMC. Appl Compos Mater 6:121–138
Haq AN, Marimuthu P, Jeyapaul R (2008) Multi response optimization of machining parameters of drilling Al/SiC metal matrix composite using grey relational analysis in the Taguchi method. Int J Adv Manuf Technol 37:250–255. https://doi.org/10.1007/s00170-007-0981-4
Manna A, Bhattacharayya B (2003) A study on machinability of Al/SiC-MMC. J Mater Process Technol 140:711–716
Ding X, Liew WYH, Liu XD (2005) Evaluation of machining performance of MMC with PCBN and PCD tools. Wear 259:1225–1234
Tosun G, Muratoglu M (2004) The drilling of an Al/SiCp metal-matrix composites. Part I: microstructure. Compos Sci Technol 64:299–308
Ekici E, Motorcu AR (2014) Evaluation of drilling Al/SiC composites with cryogenically treated HSS drills. Int J Adv Manuf Technol 74:1495–1505. https://doi.org/10.1007/s00170-014-6085-z
An Q, Chen J, Cai X, et al (2018) Thermal characteristics of unidirectional carbon fiber reinforced polymer laminates during orthogonal cutting. https://doi.org/10.1177/0731684418768892
Faraz A, Biermann D, Weinert K (2009) Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int J Mach Tools Manuf 49:1185–1196
Hocheng H, Tsao CC (2007) Computerized tomography and C-scan for measuring drilling-induced delamination in composite material using twist drill and core drill. In: Key engineering materials. Trans Tech Publ, pp 16–20
Tsao CC, Chiu YC (2011) Evaluation of drilling parameters on thrust force in drilling carbon fiber reinforced plastic (CFRP) composite laminates using compound core-special drills. Int J Mach Tools Manuf 51:740–744
Liu D, Tang Y, Cong WL (2012) A review of mechanical drilling for composite laminates. Compos Struct 94:1265–1279
Isbilir O, Ghassemieh E (2012) Delamination and wear in drilling of carbon-fiber reinforced plastic composites using multilayer TiAlN/TiN PVD-coated tungsten carbide tools. J Reinf Plast Compos 31:717–727
Acır A, Turgut Y, Übeyli M et al (2009) A study on the cutting force in milling of boron carbide particle reinforced aluminium composite. Sci Eng Compos Mater 16:187–196
Zitoune R, Krishnaraj V, Collombet F (2010) Study of drilling of composite material and aluminium stack. Compos Struct 92:1246–1255
Altunpak Y, Ay M, Aslan S (2012) Drilling of a hybrid Al/SiC/Gr metal matrix composites. Int J Adv Manuf Technol 60:513–517. https://doi.org/10.1007/s00170-011-3644-4
Khashaba UA, Seif MA, Elhamid MA (2007) Drilling analysis of chopped composites. Compos Part A Appl Sci Manuf 38:61–70
An Q, Ming W, Cai X, Chen M (2015) Study on the cutting mechanics characteristics of high-strength UD-CFRP laminates based on orthogonal cutting method. Compos Struct 131:374–383. https://doi.org/10.1016/j.compstruct.2015.05.035
Çelik A, Lazoglu I, Kara A, Kara F (2015) Wear on SiAlON ceramic tools in drilling of aerospace grade CFRP composites. Wear 338:11–21
Montoya M, Calamaz M, Gehin D, Girot F (2013) Evaluation of the performance of coated and uncoated carbide tools in drilling thick CFRP/aluminium alloy stacks. Int J Adv Manuf Technol 68:2111–2120
Murphy C, Byrne G, Gilchrist MD (2002) The performance of coated tungsten carbide drills when machining carbon fibre-reinforced epoxy composite materials. Proc Inst Mech Eng Part B J Eng Manuf 216:143–152
Shyha IS, Aspinwall DK, Soo SL, Bradley S (2009) Drill geometry and operating effects when cutting small diameter holes in CFRP. Int J Mach Tools Manuf 49:1008–1014
Brinksmeier E, Janssen R (2002) Drilling of multi-layer composite materials consisting of carbon fiber reinforced plastics (CFRP), titanium and aluminum alloys. CIRP Ann 51:87–90
Garrick R (2007) Drilling advanced aircraft structures with PCD (poly-crystalline diamond) drills. SAE Technical Paper
Tsao CC, Hocheng H (2005) Computerized tomography and C-scan for measuring delamination in the drilling of composite materials using various drills. Int J Mach Tools Manuf 45:1282–1287
Dharan CKH, Won MS (2000) Machining parameters for an intelligent machining system for composite laminates. Int J Mach Tools Manuf 40:415–426
Tsao CC (2008) Experimental study of drilling composite materials with step-core drill. Mater Des 29:1740–1744
Davim JP, Reis P, António CC (2004) Drilling fiber reinforced plastics (FRPs) manufactured by hand lay-up: influence of matrix (Viapal VUP 9731 and ATLAC 382-05). J Mater Process Technol 155:1828–1833
Mohan NS, Kulkarni SM, Ramachandra A (2007) Delamination analysis in drilling process of glass fiber reinforced plastic (GFRP) composite materials. J Mater Process Technol 186:265–271
Latha B, Senthilkumar VS (2009) Fuzzy rule based modeling of drilling parameters for delamination in drilling GFRP composites. J Reinf Plast Compos 28:951–964
Davim JP, Reis P, Antonio CC (2004) Experimental study of drilling glass fiber reinforced plastics (GFRP) manufactured by hand lay-up. Compos Sci Technol 64:289–297
El-Gallab M, Sklad M (1998) Machining of Al/SiC particulate metal-matrix composites: part I: tool performance. J Mater Process Technol 83:151–158
El-Gallab M, Sklad M (1998) Machining of Al/SiC particulate metal matrix composites: part II: workpiece surface integrity. J Mater Process Technol 83:277–285
Basavarajappa S, Chandramohan G, Davim JP, Prabu M, Mukund K, Ashwin M, PrasannaKumar M (2008) Drilling of hybrid aluminium matrix composites. Int J Adv Manuf Technol 35:1244–1250
Oxley PLLB (1989) Mechanics of machining: an analytical approach to assessing machinability. Ellis Horwood Limited, West Sussex
Ke F, Ni J, Stephenson DA (2005) Continuous chip formation in drilling. Int J Mach Tools Manuf 45:1652–1658
Zhang PF, Churi NJ, Pei ZJ, Treadwell C (2008) Mechanical drilling processes for titanium alloys: a literature review. Mach Sci Technol 12:417–444
Mellinger JC, Ozdoganlar OB, DeVor RE, Kapoor SG (2003) Modeling chip-evacuation forces in drilling for various flute geometries. J Manuf Sci Eng 125:405–415
Park K-H, Beal A, Kwon P, Lantrip J (2011) Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 271:2826–2835
Rawat S, Attia H (2009) Wear mechanisms and tool life management of WC–Co drills during dry high speed drilling of woven carbon fibre composites. Wear 267:1022–1030
Zhou L, Huang ST, Wang D, Yu XL (2011) Finite element and experimental studies of the cutting process of SiCp/Al composites with PCD tools. Int J Adv Manuf Technol 52:619–626
Zitoune R, Krishnaraj V, Almabouacif BS et al (2012) Influence of machining parameters and new nano-coated tool on drilling performance of CFRP/aluminium sandwich. Compos Part B Eng 43:1480–1488
Ahamed AR, Asokan P, Aravindan S, Prakash MK (2010) Drilling of hybrid Al-5% SiC p-5% B 4 C p metal matrix composites. Int J Adv Manuf Technol 49:871–877
Acknowledgments
The author would like to thank Girish Kumar Padhy and all others who helped and contributed in this work.
Funding
This work is financially supported by Shandong Province Natural Science Foundation (ZR2018ZA0401).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Abbas, C.A., Huang, C., Wang, J. et al. Machinability investigations on high-speed drilling of aluminum reinforced with silicon carbide metal matrix composites. Int J Adv Manuf Technol 108, 1601–1611 (2020). https://doi.org/10.1007/s00170-020-05409-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05409-4