
Abstract
Carbon-fiber reinforced silicon carbide matrix (C/SiC) composites are typical difficult-to-cut materials due to high hardness and brittleness. Aiming at the problem of the serious tool wear in conventional milling (CM) C/SiC composite process, ultrasonic vibration–assisted milling (UVAM) and conventional milling tests with a diamond-coated milling cutter were conducted. Theoretical and experimental research on the cutting force during the ultrasonic vibration milling process of C/SiC composites is carried out. Based on the kinematics analysis of tool path during ultrasonic vibration milling process, the cutting force model of ultrasonic vibration milling is established, and the influence mechanism of ultrasonic vibration on the cutting force is revealed. Based on the analysis of the evolution law of tool wear profile and wear curve during the traditional milling and ultrasonic vibration milling of C/SiC, the tool wear forms and mechanism of diamond-coated milling cutters in two processing modes and the influence mechanism of ultrasonic vibration on tool wear are revealed. It is found that the main wear mechanism of the diamond-coated milling cutter is abrasive wear, and the main wear form is the coating peeling. Compared with the traditional milling, the tool wear can be reduced by the ultrasonic vibration milling in machining process. In the range of test parameters, the tool wear decreases first and then increases with the increase of ultrasonic amplitude.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
C/SiC ceramic matrix composites are widely used in high-tech industries such as aerospace, aviation, and automobile manufacturing because of their unique characteristics of high temperature resistance, wear resistance, chemical resistance, and low thermal expansion coefficient [1]. For the precision machining of such composites, many scholars have studied the processing characteristics of such materials through traditional cutting tests. Tawakoli et al. [2] reported that the intermittent grinding can reduce the grinding force and improve the surface quality of C/SiC composites compared to the conventional grinding. Zhang et al. [3] conducted several experiments on grinding the C/SiC composites and reported that the grinding force and surface roughness can be reduced by increasing the grinding speed, reducing the feed rate and grinding depth. Eneyew et al. [4] found that the machining defects such as fiber pull-out during the drilling process of carbon fiber reinforced composites are related to the cutting direction and the direction of the material fibers. Voss et al. [5] conducted several experiments on milling the carbon fiber–reinforced polymer and reported that the milling force and tool wear can be reduced by increasing the clearance angle.
However, C/SiC is typically difficult-to-cut due to the high brittleness, hardness, and anisotropy, the severe tool wear often occurs during the machining process [6, 7]. Oliveira et al. [8] suggested that the C/SiC is hard to drill even using polycrystalline diamond (PCD) drills. Due to the advantages of the high processing efficiency and low cutting force, the ultrasonic vibration–assisted processing technology has been widely used in precision machining of the hard and brittle materials such as the optical glass, the ceramic, and the carbon ceramic composite [9]. Therefore, many scholars have carried out the theoretical modeling and experimental research on ultrasonic vibration–assisted processing technology. Gupta et al. [10] conducted the ultrasonic vibration–assisted drilling experiments of the bone and established an empirical model for predicting the drilling force and torque with the spindle speed, ultrasonic amplitude, and feed rate as variables. Jain et al. [11] studied the influence of the vibration frequency, ultrasonic amplitude, and spindle speed on the tool wear and reported that the tool wear is the smallest when the coating thickness is 100 μm and the abrasive size is 30 μm. Thirumalai et al. [12] conducted an orthogonal experimental study on low-temperature ultrasonic vibration–assisted drilling of carbon fiber reinforced composites and reported that reducing the spindle speed, increasing the feed rate and ultrasonic power is beneficial to reduce the exit burr of the machined hole. And the increase of the amplitude increases, and decreases with the increase of the grinding speed. Compared with the conventional grinding, the ultrasonic vibration–assisted grinding is beneficial to improve the surface quality and reduce the subsurface damage depth. Zhang et al. [13] reported that compared with the conventional grinding, the ultrasonic vibration–assisted grinding can improve the surface quality and reduce the subsurface damage depth. Azarhoushang et al. [14], conducting the finite element modeling and experimental analysis, suggested that the ultrasonic vibration–assisted grinding of C/SiC can effectively reduce the grinding force and surface roughness. Verma et al. [15] carried out the theoretical modeling and solution based on the mechanism of ultrasound vibration–assisted milling and the yield strength of materials, which can predict the temperature rise during the machining process. Elhami et al. [16] proposed a hybrid milling process combining the characteristics of heat-enhanced machining and ultrasonic vibration–assisted machining. Riaz et al. [17] developed novel hot ultrasonically assisted turning (HUAT) to improve dry turning of the Ti alloy with significant reduction of average cutting forces without any substantial metallurgical changes in the workpiece material. Sofuoğlu et al. [18] selected Hastelloy-X alloy as the workpiece. Experiments on conventional turning (CT), ultrasonic-assisted turning(UAT), and hot ultrasonic-assisted turning (HUAT) operations were carried out for Hastelloy-X alloy, changing the cutting speed and cutting tool overhang lengths. Muhammad et al. [19] developed a three-dimensional finite element model of ultrasonically-assisted oblique cutting of a Ti-based superalloy (Ti15V3Cr3Al3Sn). Sofuog˘lu et al. [20] proposed that soft-computing models will help to understand the effect of various parameters in non-traditional machining methods. These models will give a preliminary idea before the experiments. These models can be used as an alternative instead of 2D finite element machining simulations. Less analysis time is required compared to the finite element simulations. Gu¨rgen et al. [21] used cutting velocity (10–40 m/min) and cutting tool overhang lengths (60 and 70 mm) as cutting parameters in the experiments. The full factorial experimental design was used. Sofuo˘glu et al. [22] studied hot ultrasonic assisted turning technique reduces cutting forces and effective stress significantly but cutting temperature increases compared to conventional and ultrasonic-assisted turning. Cakir et al. [23] showed that ultrasonic-assisted turning (UAT) technique gives promising results at aviation materials. UAT changes the relationship between tool and work piece thus reduces cutting force and temperature on the cutting zone. Presently, ultrasonic vibration–assisted machining technology has been widely used in the cutting field, but there are relatively few researches on the tool wear during the C/SiC ultrasonic vibration–assisted milling process.
In this paper, the ultrasonic vibration–assisted milling (UVAM) and conventional milling C/SiC tests with a diamond-coated milling cutter were conducted. Aiming at the problem of the serious tool wear in conventional milling (CM) C/SiC composite process, ultrasonic vibration–assisted milling (UVAM) and conventional milling tests with a diamond-coated milling cutter were conducted. In this study, the tool wear mechanism was studied through the detailed observation of the tool wear curve, the tool wear profile and tool wear of the tool side and bottom flank in milling mode affect the cutting force and surface roughness, and reveal the wear mechanism of diamond-coated milling cutter C/SiC.
2 Cutting mechanism
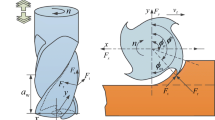
As shown in Fig. 1 in this study, the vibration direction of the tool is along the tool axis. The sinusoidal vibration amplitude applied in milling process is A (μm) and the vibration frequency is fz (Hz), then the axial displacement z(t) of any point on the cutting edge at any time relative to the initial position of the milling cutter is:

Schematic diagram of ultrasound vibration–assisted milling
The axial velocity v(t) of any point on the cutting edge of the milling cutter at any time t is:
The motion equation at the nth tip of the milling cutter at any time is:
Where xn, yn, and zn are the spatial position coordinates of the nth tip of the milling cutter, vf is the feed rate, r is the milling cutter radius, ω is the tool rotation angular frequency, ф is the inter-tooth angle, and φ is the initial phase angle of the vibration signal. As shown in Fig. 2, the trajectory of the tool tip was simulated in MATLAB when the cutter radius is 4 mm and the vibration amplitude is 5 μm. The trajectory of the tool tip is changed by the axial vibration. The tool tip makes the feed motion in the xoy plane, vibrates up and down in the z direction, the tool and the workpiece are periodically separated. The interaction between the cutting edge and the material is changed, there are the axial hammering effects besides the shearing and plowing effects. In the ultrasonic vibration–assisted machining, on the one hand, the cooling and chip removal conditions can be improved due to the periodic contact and separation between the tool and the workpiece. On the other hand, the high-frequency hammering action makes the material removed in the form of debris, and the cutting edge can be sharpened by the hard particles. Therefore, the ultrasonic vibration–assisted machining can reduce the tool wear and improve the tool life.

The trajectory of the tool tip
3 Experiment design
3.1 Material and tool
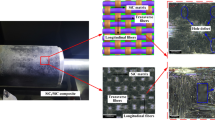
As can be seen in Fig. 3, the workpiece material was carbon fiber–reinforced silicon carbide matrix composite C/SiC, which was consisted of carbon fibers, SiC matrix, and some randomly distributed voids. The mechanical properties of materials are shown in Table 1. The dimensions of the workpiece were 78 × 64 × 12 mm, and the volume fraction of the material was 40%. Because C/SiC composites contain silicon carbide matrix and the hardness is second only to the diamond, CVD (chemical vapor deposition) diamond-coated milling cutters were selected as cutting tools. In this study, diameters of milling cutters were 3 mm and 5 mm, respectively. The cutting tool parameters are shown in Table 2.

Micromorphology of C/SiC
3.2 Experimental apparatus
The experimental platform of C/SiC ultrasonic vibration–assisted milling and cutting force measurement is shown in Fig. 4. The experimental machine is equipped with DMU 80 monoBLOCK five-axis high-speed machining center. The cutting force measurement system consists of the Kistler dynamometer, data collector DAQ, and computer with Dynoware data processing software. The ultrasonic vibration–assisted machining system consists of the ultrasonic power supply, positioning block, and ultrasonic tool shank. In the process of ultrasonic vibration milling, the form of interaction between the tool and the material changes not only shearing, plowing, etc. but also axial hammering. Axial ultrasonic vibration assist effect has the greatest influence on axial cutting force, and because the shear flow angle and chip flow angle change during ultrasonic vibration cutting, ultrasonic vibration milling also has a certain cutting force in the feed direction and vertical feed direction. Degree of influence. The frequency of ultrasonic vibration changes with the natural frequency of the tool. Considering the material characteristics, excessive ultrasonic amplitude will destroy the surface properties of the material. Therefore, an ultrasonic amplitude of 2 to 10 μm is used in this test. The specifications of the ultrasonic tool shank are HSK63A-U24KNR06 with coaxiality less than 5 μm. The vibration frequency ranges from 20 to 24 kHz. The operating principle of is that the alternating current is converted into high-frequency oscillating electric signal by the ultrasonic power supply, which provides energy for the whole ultrasonic vibration system and makes the ultrasonic tool shank produce a certain amplitude of axial vibration. After the cutting test is completed, the coated milling cutter and processed groove are cleaned by the ultrasonic cleaner. The surface morphology of the side edge, the bottom edge, and processed groove were observed by the Keynes VK-X100 laser scanning microscope and JEOL JSM-6010LA scanning electron microscope.

C/SiC ultrasonic-assisted milling and cutting force measurement test platform
In this paper, the laser Doppler vibrometer is used to measure the amplitude and frequency of the ultrasonic tool shank. The detection devices include a laser measuring head, and a laser Doppler vibrometer host. The measuring distance of the laser measuring head ranges from 0.5 to 3 m. The measuring frequency ranges from 0.1 to 250 kHz. The experimental device for measuring the amplitude and frequency is shown in Fig. 5.

Ultrasonic vibration amplitude and frequency test device
3.3 Experimental parameters
In order to analyze the influence of ultrasonic vibration–assisted machining on the cutting performance and tool life of diamond-coated milling cutters, the tool wear tests under different ultrasonic amplitudes were carried out. The machining method was slot milling and the tool diameter was 5 mm. The flank wear width VB is used to evaluate tool wear resistance and breakage resistance. The experimental cutting length is 780 mm. During the experiment, the tool wear profile was observed with a cutting length of 78 mm. The cutting parameters are shown in Table 3.
In order to study the influence of ultrasonic amplitude on tool wear during the C/SiC milling process, single-factor experiments of tool wear were performed under the condition of removing the same volume of C/SiC material (702 mm3). The ultrasonic amplitude single-factor tool wear test tool diameter is 3 mm, milling method is the slot milling, dry cutting. The reduction of cutting force is the most significant advantage and important evaluation index of ultrasonic vibration machining technology. Gupta and Pandey [24] established an ultrasonic drilling process by using ultrasonic bone-drilling tests with spindle speed, ultrasonic amplitude, and feed rate as variables Predictive empirical models for cutting forces and torques. Teimouri et al. [25] developed a new turning process using high-frequency vibrating rotary tools. Using cutting speed, tool speed and feed speed as variables, they designed and conducted a three-factor and three-level aluminum alloy turning test. According to the test results, an empirical prediction model of cutting force is established and the process parameters are optimized. The results show that under certain process parameters, the cutting speed is 9.71 m/min, the tool speed is 98.63 r/min, and the cutting force is the smallest when the feed speed is 0.08 m/min. By carrying out milling test of multiple sets of cutting parameters, considering the reduction of cutting force and the improvement of tool life, the experimental parameters in Table 4 were selected. The ultrasonic vibration processing frequency is 21.65 kHz.
4 Results and discussion
4.1 Analysis of surface defects and chip morphology in milling
4.1.1 Surface defects
When milling speed v = 7.85 m/min, feed per tooth f = 0.02 mm/z, axial cutting depth ap = 0.2 mm, traditional milling, and ultrasonic vibration milling experiments with ultrasonic amplitude A = 10 μm were performed, using scanning the electron microscope was used to measure the surface defects of the workpiece in the two processing methods at different magnifications, as shown in Figs. 6 and 7. It can be seen that, whether in traditional milling or ultrasonic vibration milling, the surface defect characteristics of C/SiC composites include fiber breakage, matrix breakage (Figs. 6a and 7a), pore collapse, and fiber extraction (Figs. 6b and 7b), fiber-layered brittle fracture, cracks (Figs. 6c and d, 7c and d). Comparing Figs. 6a and 7a, it can be found that in the ultrasonic vibration milling process, the matrix breakage of the material has been improved, but the damage such as fiber breakage has not been significantly improved. The periodic separation of the tool and the workpiece reduces the compression and friction between the workpiece and the tool. On the other hand, the ultrasonic vibration–assist effect reduces the fracture toughness and cutting force of the contact area between the cutting edge and the material during processing. Under the combined effects of these two factors, the surface defects in ultrasonic vibration milling have been improved to a certain extent compared to traditional milling.

Traditional milling surface defects

Ultrasonic vibration milling surface defects
4.1.2 Chip morphology analysis
When milling speed v = 7.85 m/min, feed per tooth f = 0.02 mm/z, axial cutting depth ap = 0.2 mm, and milling experiments without ultrasound and ultrasonic amplitude A = 10 μm were performed, using Zeiss optics microscope measures chip morphology in two processing methods, as shown in Fig. 8. Strip chips and block chips appeared in both processing methods. C/SiC composites are mainly composed of carbon fiber and SiC matrix. During the cutting process, the shearing and friction between the matrix material SiC and the diamond-coated tool causes SiC to generate micro-cracks and then break, thereby forming block chips This kind of irregular block chip is also the typical chip for the brittle removal process of hard and brittle materials. In both processing methods, C/SiC has fiber breakage and pull-out phenomena. Therefore, the elongated chip mainly considers the carbon fiber reinforced phase in the material. Comparing Fig. 8a, b, it can be found that the chip size during ultrasonic vibration milling of C/SiC is smaller than that of traditional milling. This is because the hammering of ultrasonic vibration causes micro-cracks in the chips, which reduces the strength of the chips. It is more conducive to chip breaking during processing, and smaller chips are easier to be discharged during processing. Therefore, ultrasonic vibration milling can reduce the cutting temperature and reduce the scratch of the hard surface on the processed surface, thereby improving the quality of the processed surface.

Chip morphology analysis
4.2 Tool wear curve
The tool wear curves of the tool side blade and the flank of the shear blade under different ultrasonic amplitudes are shown in Fig. 9. As the length of the cutting increases, the width of the wear band of the side blade of the milling cutter and the flank of the shear blade increases. In the process of the conventional milling, the cutter has a serious wear when the cutting length reaches 780 mm, and the wear width of the side blade and the shear blade exceeds 500 μm. Compared with the conventional milling, the ultrasonic belt-assisted milling amplitude of 6 μm is reduced by 28.06% and 33.12%, respectively in the flank and bottom flank of the 780 mm C/SiC. Ultrasonic vibration processing can effectively reduce tool wear and improve tool life. Ultrasonic amplitude at intermediate value (6 μm) reduces tool wear and improves tool life.

Tool wear curve
4.3 Effect of ultrasonic amplitude on tool wear
The effect of ultrasonic amplitude on tool wear is shown in Fig. 10. The flank wear of the side blade and bottom edges of the milling cutter decreases first and then increases with the increase of the ultrasonic amplitude. When the ultrasonic amplitude is 6 μm, the tool wear is minimal.

Effect of ultrasonic amplitude on tool wear
When the milling speed v = 62.8 m/min, the feed per tooth f = 0.02 mm/z, and the axial depth of cut ap = 0.2 mm, the ultrasonic vibration milling test is carried out with different ultrasonic amplitudes A. The ultrasonic amplitudes are 2 μm, 4 μm, 6 μm, 8 μm, and 10 μm. Within the range of test parameters, the surface roughness of the workpiece decreases first and then increases with the increase of the ultrasonic amplitude. The workpiece surface roughness is the smallest when the amplitude is 6 μm. The ultrasonic vibration–assisting effect can reduce surface damage and surface roughness to a certain extent. Properly increasing the ultrasonic amplitude can improve the effect of ultrasonic vibration on suppressing surface damage. However, excessive ultrasonic amplitude will damage the stability of the processing system, but will increase the surface roughness of the workpiece.
4.4 Tool wear mechanism
A scanning electron micrograph of the wear profile of the diamond-coated cutter behind the side flank with the cutting length of 780 mm is shown in Fig. 11. It can be seen from the figure that in the process of the conventional milling and ultrasonic vibration assisted milling, there is a phenomenon in that the coating of the flank of the side blade of the milling cutter peels off and the blade is chipped. When the ultrasonic amplitude is 6 μm, the peeling area of the flank of the side blade of the milling cutter is small, and the vicinity of the cutting blade is only slightly chipped. When the ultrasonic amplitude is 2 μm and 10 μm, the chipping of the side flank coating of the side blade of the milling cutter and the chipping of the chipping blade near the cutting blade are slightly improved. It can be seen from the above analysis that when the ultrasonic amplitude of 6 μm is applied, it is most beneficial to improve the wear of the flank face of the milling cutter during the cutting process.

Side blade flank wear profile
The scanning electron micrograph and energy spectrum analysis of the wear profile of the bottom flank of the diamond-coated cutter at a cutting length of 780 mm are shown in Fig. 12. It can be seen from the figure that the wear pattern of the flank of the shear blade in the bottom of the tool is the same as that of the side blade, that is, the coating peels off and the breakage appears. When the ultrasonic amplitude is 6 μm, it is most beneficial to improve the wear of the flank of the milling cutter in the process of cutting. From the energy spectrum analysis in Fig. 12, the main elements in the peeling area of the tool coating include C, W, and Co, which are the main elements of the diamond-coated carbide matrix, so there is still the wear of the cemented carbide matrix in the peeling area of the coating. The main elements of the alloy substrate, which did not have the wear in the coating peeling area, mainly include C and it is the main element of the tool diamond coating. The anisotropy of C/SiC ceramic matrix composites is mainly removed by brittle fracture of fiber-reinforced phase. The cemented carbide particles peeled off from the tool base during the procedimiento, the SiC matrix of the material itself and the high-hard carbon fiber reinforcement are equal. As the hard point of the cutting acts as the abrasive, the cutting blade undergoes the dynamic load and the mechanical scratching action of the fiber, which leads to the faster wear of the tool during the machining. Therefore, the hard point wear is the main wear of the ceramic-based composite machining tool. Mechanism, coating peeling is the main form of wear.

Wear profile and energy spectrum analysis of the flank of the end teeth
4.5 Influence of tool wear on cutting force
The effect of tool wear on the average cutting force during milling is shown in Fig. 13. The flank wear of the tool has no obvious influence on the cutting force Fx in the feed direction. For the vertical feed direction and the axial cutting force Fy, Fz, whether ultrasonic machining or conventional machining, the cutting force has a trend of increasing as the tool wear increases. The ultrasonic amplitude has no obvious influence on the cutting force Fx in the feed direction. For the vertical feed direction and the axial cutting force Fy, Fz, the amplitude of the intermediate value (6 μm) reduced the cutting force to some extent.

Effect of tool wear on cutting force
4.6 Influence of tool wear on cutting force surface roughness
The surface roughness Ra of the C/SiC groove bottom surface of the diamond coated milling cutter changes as shown in Fig. 14. It can be seen from the figure that as the length of the cutting increases, the surface roughness of the processing groove does not change much. Therefore, as the length of the cutting increases, the tool wear generated by the diamond-coated milling cutter has no significant effect on the surface roughness. When the amplitude is 6 μm, the surface roughness of the groove is reduced to some extent compared with the ultrasonic amplitude of 6 μm. Therefore, the surface quality of the groove is best when the ultrasonic amplitude is 6 μm.

Effect of tool wear on surface roughness
Compared with traditional milling, ultrasonic vibration milling can reduce tool wear. The main reasons are as follows: (1) From Section 4.1 (when milling speed v = 7.85 m/min, feed per tooth f = 0.02 mm/z When the axial cutting depth ap = 0.2 mm, and milling experiments without ultrasonic and ultrasonic amplitude A = 10 μm were performed, and the morphology of the chips in the two processing methods was measured using a Zeiss optical microscope, as shown in Fig. 8. Strip cutting and block cutting appear in all kinds of processing methods. C/SiC composites are mainly composed of carbon fiber and SiC matrix. As can be seen from the analysis of the section, the auxiliary effect of ultrasonic vibration makes the material Debris removal, thereby improving chip removal conditions during slot milling, reducing squeeze and friction between chips and the tool, thereby reducing tool wear; (2) The ultrasonic vibration assists the periodic contact and separation of the tool and the workpiece, which not only reduces the force on the tool [26] but also improves the cooling conditions and thus reduces the grain boundary fatigue damage of CVD diamond at high temperatures.
5 Conclusions
In this study, the tool wear mechanism was studied through the detailed observation of the tool wear curve, the tool wear profile. and tool wear of the tool side and bottom flank in milling mode affect the cutting force and surface roughness, and reveal the wear mechanism of diamond-coated milling cutter C/SiC.
- (1)
Within the range of selected test parameters, the wear of the side edge and the shear edge of the CVD diamond-coated milling cutter during C/SiC milling process have the same change laws along with the process parameters. As the ultrasonic amplitude increases, the tool wear decreases first and then increases, and the wear is minimal at 6 μm.
- (2)
UVAM can respectively reduce the wear band width of the side edge and the bottom edge flank 28.06% and 33.12%.
- (3)
In the C/SiC milling process of CVD diamond-coated milling cutter, the main wear mechanism of the tool flank is abrasive wear, and the main wear form is coating peeling.Compared with traditional milling, when the amplitude is taken as the middle value (6 μm), the tool flank wear is significantly reduced.
- (4)
The flank wear of the tool has no obvious influence on the cutting force Fx in the feed direction. For the vertical feed direction and the axial cutting force Fy, Fz, whether ultrasonic machining or conventional machining, as the tool wear increases, the cutting force has the trend of increasing. The intermediate value (6 μm) reduced the cutting force to some extent.
References
Paulmier T, Balatpichelin M, Le Quéau D (2005) Structural modifications of carbon-carbon composites under high temperature and ion irradiation[J]. Appl Surf Sci 243(1):376–393
Tawakoli T, Azarhoushang B (2011) Intermittent grinding of ceramic matrix composites (CMCs) utilizing a developed segmented wheel[J]. Int J Mach Tool Manu 51(2):112–119
Zhang L, Ren C et al (2016) Effect of fiber orientations on surface grinding process of unidirectional C/SiC composites[J]. Appl Surf Sci 366:424–431
Eneyew ED, Ramulu M (2014) Experimental study of surface quality and damage when drilling unidirectional CFRP composites[J]. J Mater Res Technol 3(4):354–362
Voss R, Seeholzer L, Kuster F et al (2016) Influence of fibre orientation, tool geometry and process parameters on surface quality in milling of CFRP[J]. CIRP J Manuf Sci Technol 18:75–91
Moneim MEA, Abdou S (1997) Comments on the wear mechanisms of impregnated diamond bits[J]. Wear 205(1):228–230
Dhokey NB, Utpat K, Gosavi A et al (2013) Hot-press sintering temperature response of diamond cutting tools and its correlation with wear mechanism[J]. Int J Refract Met Hard Mater 36(1):289–293
Oliveria JFG, Silva EJ, Guo C, Hashimoto F (2009) Industrial challenges in grinding. CIRP J Manuf Sci Technol 58:663–680
Kumar J (2013) Ultrasonic machining—a comprehensive review[J]. Mach Sci Technol 17(3):325–379
Gupta V, Pandey PM (2018) An in-vitro study of cutting force and torque during rotary ultrasonic bone drilling[J]. Proc Inst Mech Eng B J Eng Manuf 232(9):1549–1560
Jain AK, Pandey PM (2016) Experimental studies on tool wear in μ-RUM process[J]. Int J Adv Manuf Technol 85(9–12):1–14
Thirumalai Kumaran S, Ko TJ, Li C et al (2017) Rotary ultrasonic machining of woven CFRP composite in a cryogenic environment[J]. J Alloys Compd 698:984–993
Li C, Zhang F, Meng B et al (2016) Material removal mechanism and grinding force modelling of ultrasonic vibration assisted grinding for SiC ceramics[J]. Ceram Int:43(3)
Azarhoushang B, Tawakoli T (2011) Development of a novel ultrasonic unit for grinding of ceramic matrix composites[J]. Int J Adv Manuf Technol 57(9–12):945–955
Verma GC, Pandey PM, Dixit US (2018) Estimation of workpiece-temperature during ultrasonic-vibration assisted milling considering acoustic softening[J]. Int J Mech Sci 140:547–556
Elhami S, Razfar MR, Farahnakian M (2015) Analytical, numerical and experimental study of cutting force during thermally enhanced ultrasonic assisted milling of hardened AISI 4140[J]. Int J Mech Sci 103:158–171
Riaz M (2013) Hot ultrasonically assisted turning of Ti-15V3Al3Cr3Sn: experimental and numerical analysis[D]. A Doctoral Thesis, Loughborough University,United Kingdom
Sofuoğlu AM, Çakır HF, Gürgen S, Orak S (2018) Experimental investigation of machining characteristics and chatter stability for Hastelloy-X with ultrasonic and hot turning[J], International Journal of Advanced Manufacturing Technology. 95:83–97
Muhammad R, Ahmed N, Demiral M, Roy A, Silberschmidt VV Computational Study of Ultrasonically-Assisted Turning in Ti alloys [J]. Adv Mater Res 223:30–36
Sofuoğlu MA, Çakır HF, Gürgen S, Orak S, Kuşhan MC (2018) Numerical investigation of hot ultrasonic assisted turning of aviation alloys [J]. J Braz Soc Mech Sci Eng 40:122
Gürgen S, Çakır HF, Sofuoğlu AM, Orak S, Kuşhan CM, Li H (2019) Multi-criteria decision-making analysis of different non-traditional machining operations of Ti6Al4V [J]. Soft Comput 23:5259–5272
Sofuoğlu AM, Çakır HF, Ku Şhan CM, Orak S (2019) Optimization of different non-traditional turning processes using soft computing methods [J]. Soft Comput 23:5213–5231
Cakir HF, Gurgen S, Sofuoglu AM, Celik NO, Kushan CM (2015) Finite element modeling of ultrasonic assisted turning of Ti6Al4V alloy [J]. Procedia Soc Behav Sci 195:2839–2848
Gupta V, Pandey PM (2018) An in-vitro study of cutting force and torque during rotary ultrasonic bone drilling[J]. Proc Inst Mech Eng B J Eng Manuf 232(9):1549–1560
Teimouri R, Amini S, Mohagheghian N (2017) Experimental study and empirical analysis on effect of ultrasonic vibration during rotary turning of aluminum 7075 aerospace alloy[J]. J Manuf Process 26:1–12
Peng Y, Liang Z, Wu Y et al (2012) Effect of vibration on surface and tool wear in ultrasonic vibration-assisted scratching of brittle materials[J]. Int J Adv Manuf Technol 59(1–4):67–72
Funding
This work is supported by the National Natural Science Foundation of China (grant no. 51375055)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, Y., Liu, Z., Wang, X. et al. Experimental study on tool wear in ultrasonic vibration–assisted milling of C/SiC composites. Int J Adv Manuf Technol 107, 425–436 (2020). https://doi.org/10.1007/s00170-020-05060-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05060-z