
Abstract
Single-point incremental forming (SPIF) is a rising technology used shaping sheet-metals. The emergence of this manufacturing process is due to its capability to produce parts with complex shape at lower cost. The present contribution is focused on the presentation of a new designed rolling ball forming tool that can improve (SPIF) operations. For that, the effects of process working parameters on a set of process qualification criteria when forming of AA1050 aluminum alloy sheets is presented. Deep analyses treating impacts of tool step down, tool rolling ball diameter, and tool feed rate on the process responses such as forming axial forces, surface roughness, and sheet thinning are made. The analysis is based on statistical methodologies which made it possible to establish, using the multiple regression method, predictive analytical models for the different responses.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
A new class of forming process known as incremental sheet forming (ISF) has emerged in the last few decades. From the beginning of this process with LESAK [1], various sectors of mechanical production have benefited from this process such as mentation, flexibility, and also employment. ISF is useful for rapid prototyping and limited batch [2] without a specific die. Emmens et al. [3] described the history of ISF in detail and focused mainly on technological development.
Following a predefined tool path controlled by a CNC machine, Iseki et al. [4] have developed the SPIF process which is based on the usage of a single tool to deform a metal sheet into a designed 3D shape. Matsubara [5] has proposed a two-point incremental forming (TPIF) process in which many types of tool were used to shape complex sheet metal parts. Jeswiet et al. [6] have studied the application of incremental CNC forming technology to an asymmetric shape.
This emerging technology is characterized by the fact that by means of the action of tool incremental movement, the workpiece is shaped by local plastic deformation. In addition to being adopted in a variety of industrial domains such as aeronautic, aerospace [7, 8], and automobiles industry [3], ISF has become increasingly important to produce different customized components for medical uses [9]. Moreover, it offers a valid manufacturing process to match the need of mass customization, which is regarded, among other processes, as the future of manufacturing [10].
Despite the spectacular progress that knows the ISF technology [11], many difficulties mastering this manufacturing process are still subject of studies [12]. These difficulties are caused by the high number of process parameters characterizing forming operations [13–14].
Indeed, it can be cited firstly, those concerning tooling used for forming (sheet fixing device and forming tool) [15,16,17]; secondly, other parameters related to material behavior and also to the complexity of the desired geometry [18]; and thirdly, the precision of the CNC machine to reproduce faithfully the programmed tool path [19] can be considered as another important parameter. It should be noted that the major problem that still posed up to now is how to define the appropriate tool strategy that must be adopted during the SPIF operation to obtain finished parts with optimum mechanical qualities and acceptable geometric tolerances [20] respecting imposed qualification criteria. This situation corresponds particularly to reduce shape deviation between programmed geometry and that corresponding to the manufactured parts.
To optimize ISF process, characterized by several responses, many methodologies have been developed aiming to predict responses associated to the forming process operating variables. The most commonly used are response surface methodology (RSM), analysis of variance (ANOVA), and artificial neural networks (ANN) and fuzzy logic (FL).
Some researchers devote a great effort to develop a predictive model to understand the effect of process parameters on the evolution of forming force, surface roughness, and the deformed sheet thickness. Regarding forming force, Ambrogio et al. [21] have identified the impact of the tool diameter, the step down, the wall angle, and the sheet thickness on the tangential force when deforming by ISF three different materials. This provided that increasing each of those parameters will increase the force component. Aerens et al. [22] have proposed a new approach for the prediction of forming forces based on experimental results and finite element analysis. An approximation generalized formula is obtained allowing calculating the forming force component.
In the same way, Dwivedy et al. [23] have started the study to ascertain the nature of cutting forces expected during the SPIF process. They have analyzed the impact of process parameters on these forming forces. Based on experimental findings, pre-cited researchers have used ANOVA to elaborate the corresponded mathematical model. This result was presented in graphs allowing obtaining qualitative conclusions. Further, they proposed that it is possible to reduce forming forces with increased step down and large diameter tools. Other publications show opposing results concerning the evolution of axial forces as it was mentioned in the experimental and numerical study elaborated by Saidi et al. [24]. These authors have shown that the step-down displacement and the tool diameter have a great effect on the forming force evolution. It was clearly indicated from the obtained result that increasing these parameters yields an increase in the axial forming force. Furthermore, Duflou et al. [25, 26] have adopted ANOVA analysis to calculate the statistical significance of the step down, the wall angle, the tool diameter, and the sheet thickness. The pre-cited analysis was performed according to the variation of vertical forming force. After, that the authors have developed a multilinear regression equation with those variables and conclude that if the vertical step size, tool diameter, wall angle, or sheet thickness is increased, the forces will increase accordingly.
The works related to predict surface roughness of parts produced by SPIF process can be shared into two classes. The first one contains experimentally designed models such as those developed by Liu et al. [27]. Built on the ANOVA analysis, these authors have expressed an empirical correlation performing surface roughness of the aluminum sheet metal parts according to ISF process control parameters. Also, in this first class, genetic programming, support vector regression, and artificial neural networks were used by Kurra et al. [28] to predict the surface roughness variation according to SPIF control parameters. The second class of studies is represented by analytical models such as that proposed by Durante et al. [29, 30] and highlighting the effect of wall angle and tool diameter on surface roughness. Concerning the thickness distribution, the same research was conducted to develop a mathematic model to predict the effect of the process parameter on the thinning ratio. Salem et al. [31] have described the thinning of deformed sheets as a result of progressive loading, the accumulated strains, and the uneven stresses generated by the contact with the tool. In addition, these researchers have developed a model dealing with the evolution of the thinning area, location of thinning, and its size. Also, Bahloul et al. [13] have used a statistical analysis such as ANOVA and a finite element simulation to comprehend the sheet thinning. They have proved that the wall angle and the initial sheet thickness have the significant effects on the sheet thinning rate. Li et al. [32] have found that the tool diameter and step down were nearly independent of the location of thickness. Nevertheless, the thickness thinning ratio increases as the tool diameter grows, continuously.
In the framework of the pre-cited research works, the present contribution deals with experimental study trying to identify the impact of the main ISF parameters on the quality of the manufactured components. An experimental design was conducted with a new invented roller ball tool, and the ball diameter is considered as one of the parameters in the forming process. An analysis ANOVA was carried out based on the experimental result to predict the forming force evolution, surface roughness variation, and sheet thinning.
2 Testing equipment and devices
This section presents the adopted experimental approach to study SPIF process. In the following, the CNC machine used, the device designed for forming operations, the rolling ball tool geometry designed, the geometry, and the material of samples are presented.
2.1 Machine CNC
The forming tests were performed on a 5-axis CNC machining center (MANFORD VH-510 type) (Fig. 1a). It is equipped with a control system from Oi-MC control type of the FANUC series. In addition, this machine is provided with a movable table in the horizontal plane (Fig. 1b). These enable displacement cover range between 0 and 510 mm along first X axis and between 0 and 410 mm along second Y axis. The displacement along vertical Z axis is provided by spindle on which is fixed the forming tool. Its movement covers an interval varying between 0 and 460 mm.

a MANFORD VH-510 CNC machining center. b A movable table of the CNC machine
2.2 Devices for clamping sheet samples
The specimen attachment device is designed in laboratory. It consists mainly in a blank holder, top thick plate, and support rigidly related by four columns (Fig. 2). Support is fixed on a CNC machine-movable table. Top thick plate and blank holder are used for clamping and fixing the sheet metal sample. Thus, the controlled displacements of the table are fully transmitted to the sheet sample.

A steel fixture mounted on the slide table of a CNC milling machine
The material selected for the sheet samples is AA1050-H24 aluminum alloy. The samples were cut by laser beam from 1-mm-thick sheet metal. The retained geometry of sheet sample is squared 200 × 200 mm; its central active area is also squared 100 × 100 mm (Fig. 3).

Geometry of the tested sample (AA1050-H24 aluminum alloy)
2.3 Forming tools
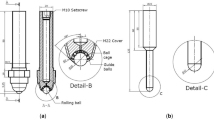
The forming tool used in this study is made on 304L stainless steel with a conical shape end (Fig. 4a). It has a hemispherical cavity where a rolling ball is inserted (Fig. 4b). Used balls were extracted from SKF bearings and three ball diameters (D) were selected for the present experimental design (4.76 mm, 8.73 mm, and 12.70 mm). These SKF balls have a like-mirror surfaces which yield to reduce friction with blank, wear of contact surfaces, and deformed surface roughness, significantly.

Forming tools. a Tools without balls. b Balls. c Tools with balls. d Designed tool
It can be highlighted that, in this paper, a new tool design is proposed concerning the tool active part for SPIF as presented in (Fig. 4c, d). This new design has the following specifications:
Roller is crowned by a set of balls arranged in annular form. This design helps centering the roller ball in its housing regarding the spindle axis.
The ball housing of the roller ball is slightly bigger than the roller; this induces a reduction of peripheral ball housing/roller friction.
The friction between the sheet and main roller ball is greater than that between the roller ball and balls arranged in annular form. This yields to improve the main roller ball rotation without sliding on the sheet.
There is no need for any kind of lubricants.
Also, it can be added a lubricating grease in balls arranged in annular form to reduce the main roller ball.
The forming tool can be used without spindle rotation.
The use of a rolling element supported by a ball ring protects the forming tool against wear.
Moreover, it can be underlined that among literature, a few authors have designed different housing parts for the roller ball. For example, the original idea to produce symmetric parts based on SPIF was patented by Leszak [1] who has designed a roller ball freely rotatable, fitted in a spherical concavity. Other authors [33,34,35] have proposed a conical housing for the roller ball. Matsubara [36] have patented a SPIF based on a roller ball housed in spherical concavity fitted with lubricating hole. Zhongyi [37] have designed a freely rotatable ball supported by a cap of small balls fitted in a spherical concavity. Lu et al. [38] have proposed a ball cap clamped by tool arm and fixed obliquely. Consequently, most of the designers of the SPIF tools have always tried to modify the active part of the tool, especially minimizing the contact and therefore the friction between the ball and its housing.
2.4 Forming axial force measurement method
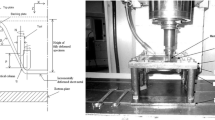
Many SPIF process studies have shown the preponderance of the Z-axis force (along forming tool axis) compared to other ones. This preponderance becomes more significant with using roller ball tool, since rolling resistance is much less than resistance to sliding friction. As the CNC machine spindle produces mainly the axial tool displacement, a force sensor was exploited as an intermediate piece between forming tool and spindle (Fig. 5) to measure axial forming force. The load sensor used is a model marketed by METTLER TOLEDO. This sensor is able to measure compressive forces ranging from 0 to 500 daN, with a C3 precision class. It is wired to model DFWL of DINI ARGEO acquisition card. The registration and storage of data were carried out with the YAT Gamma 2″ version 1.99.52 software (Fig. 5).

SPIF experimental setup for measuring the forming axial force
2.5 Measurements of deformed surface profile and roughness
To measure sheet thinning of pyramidal shape produced by forming operation, a coordinate measuring machine (CMM) type THOME MMT Rapid 544 was exploited.
This type of machine is used mainly to reduce the probability of error in measurement due to the absence of human interference. Also, all similar parts can be measured without any operator influence and with the same process. In addition, CMM was chosen for its effectiveness to not destroy the dimensional inspection of samples which permit to re-use the forming piece.
The first step in this experiment was fixing the workpiece on a CMM jig using a special clamps kit (Fig. 6a). The second step was using the probe touch to get the coordinate of the profile from the front and back side and saving it as a form of a text file. The obtained data was transformed and generated through a CAD program called SolidWorks which was chosen to achieve authentic and speedy measurement results in drawing the two profiles of both sides. Finally, the two profiles were joined to compute minimum local thickness value.

a THOME Rapid 544 coordinate measuring machine. b Front and back side probing paths
In all of the experimental pieces, the local thickness value is taken equal to a distance separating parallel tangents to position curves taken on the upper and lower faces of the deformed shape, respectively, as shown in Fig. 6.
The finished surface roughness was measured through DIAVITE DH-7 tester possessing the following characteristics: 0.8 mm of cut-off, gauss sampling filter, and 0.5 mm/s measuring speed. This equipment is operated through the DIASOFT 7.4 software, according to the methodology recommended in SR ISO 4287-2001 (Fig. 7).

DIAVITE DH-7 tester possessing for measuring the surface roughness
3 Experimental protocol and results
The present study mainly aims to evaluate effects and possible interactions of SPIF parameters such as tool step down increment, tool diameter and tool feed rate on sheet thinning, sheet surface roughness, forming force evolution, etc. In this section, the experimental approach and the main process responses according to the variation of working parameters are presented.
3.1 Experimental approach
During the adopted experimental design, shaped pyramidal samples were carried out. Indeed, this geometry helps to control easily the forming operations such as measuring roughness, local sheet thinning, average thinning, and evaluation of dimensional deviations between finished parts and programmed analytical geometry etc. During SPIF process, the paths browsed by the forming tool/blank contact are generated by MasterCam software. These paths are parallel to each other and lie in horizontal planes, as it is shown in Figs. 8a). The distance separating two consecutive planes is fixed and is equal to increment step ΔZ (Fig. 8b) that is imposed by the user. Throughout the execution of the experimental design and for all samples achieved, pyramid wall inclination angle and maximum reached depth have been fixed respectively to 45° and 30 mm (Fig. 8b).

a Tool path forming strategy of pyramidal samples. b Pyramid wall inclination angle and maximum reached depth.
The responses of experimental tests concern the forming axial force magnitude, the sheet thickness distribution in the pyramidal geometry deformed region, and the roughness profile measured along the tool paths as shown in Fig. 9.

The location of zone where roughness has been measured
3.2 Forming axial force
Figure 10a shows a continuous record of forming force axial magnitude (Fz) obtained during the SPIF process. The evolution of Fz is characterized by stepped variations, where each stage indicates its magnitude growth during tool progression along a closed path. The maximum magnitude (Zoom in A) indicated a tool transition from one path to another; it is associated with the ΔZ step down axial displacement. The minimum force magnitude symbolizes that the forming tool returns to its initial contact point, with metal sheet, while remaining on the same path. These minimums can be correlated to restoring forces generated by sheet metal spring back. Between a maximum and a minimum, axial force fluctuations are observed, as shown in Fig. 10b (zoom in B, C, and D). These are explained by the displacement direction change of the tool which occurs at vertices (corners) of the same path.

a Forming axial force evolution during SPIF process (D = 4.76 mm, ΔZ = 0.6 mm, V = 900 mm/min). b Axial force fluctuation in the 4th step down
The response, expressed in terms of axial force, highlights two operating regimes of SPIF process: an evolutionary stepped regime that spreads over the first eight paths performed by the tool, followed by a stability regime characterized by an asymptotic trend. In the following analysis, the magnitude levels of axial forming forces Favr and Fmax asymptotes will be highlighted.
3.3 Deformed sheet thickness distribution
Sheet thinning is the main problem of components manufactured by the ISF process. Indeed, when deformed part thickness becomes critical, the cracking becomes eminent, and mechanical resistance of component undergoes degradation which may cause its rejection. In this study, the thickness distribution was deduced from the inner and outer profiles measured on the same cross section. These sections were occupied symmetry planes of produced samples, as shown in Fig. 6b.
3.4 Surface roughness generated by forming
To characterize the surface state of parts obtained by incremental forming, three types of roughness measurements were performed, according to ISO4287 standard. The first one is the arithmetical mean roughness value Ra, the second one is total height of the roughness profile Rt, and the third one is the mean roughness depth Rz. Based on Fig. 11, it is possible to compare roughness profiles obtained successively with a rolling ball and a hemispherical tool with the same diameter. The obtained results show the interest of rolling ball tools in improving surface integrity expressed in terms of roughness. Table 1 shows the variation ranges of the different roughness that characterize the quality of the part surfaces obtained by incremental forming with of the pre-cited tools.

Profilometer trace of surface roughness (D = 12.7 mm, Z = 0.2 mm and F = 900 mm/min). a The new design of roller ball tools. b The rigid hemispherical head tool
4 Experimental design and collected results
The objective of this section is to establish correlations able to predict responses, related to the forming process, with an acceptable confidence level when the SPIF control parameters evolve within well-defined intervals. The control parameters (factors) for the present study included rolling ball diameter (D), tool feed rate (F), and vertical step down (ΔZ). As indicated in Table 2, three levels for each factor selected were fixed. To limit the number of forming tests, a factorial design executed in 27 tests was adopted.
The main responses associated to these factors are average and maximum forming axial force obtained after force stabilization (Favr, Fmax), surface roughness swept by the tool/blank contact (Ra, Rz, and Rt), and minimum thickness Thmin measured at the flat parts of the stretched pyramid.
Moreover, the same operating procedure was maintained for all tests by applying total locking of the spindle where the rolling ball tool is mounted. In addition, only the table of the CNC machine, where forming pilot is fixed, is controlled in speed and displacement. To avoid ball wear, a new roller ball has been used in each test. Adding to changing the rolling element after each forming process, a check of the surface condition of the removed ball is carried out. Table 3 summarizes all the data and experimental results of the 27 tests performed.
4.1 Mathematical analysis of test results
Mathematical analysis consists in developing models able to predict the responses corresponding to a predefined operating mode. In this section, the RSM methodology was adopted to optimize the SPIF incremental forming factors (D, ∆Z, F) associated with the desired responses such as forming forces, roughness parameters, and sheet thinning. For the present analysis, the responses are represented analytically by quadratic forms as expressed by Eq. 1:
where
Y: response estimated by the model
C0: average value of the response
C1, C2, and C3: coefficients representing linear effects
C11, C22, and C33: coefficients associated with quadratic effects
C12, C13, and C23: coefficients representing the double interaction effects
ε: difference between the observed value and the calculated one
4.2 Coefficients of mathematical models
The coefficients of the coded models were obtained by multiple regression’s technique using Design Expert software. Table 4 summarizes results of coefficient calculations made corresponding to a first step taking into account different effects related to linear, quadratic, and double interactions terms.
4.3 Statistical analysis of results
The objective of statistical analysis is to make a judgment on results obtained through an
Assessment of the quality associated to models’ coefficient estimation (ANOVA)
Estimation of model descriptive quality, in the experimental domain using the determination coefficients R2, R2predictif, and R2adjusted
Estimation of model validity with residuals reflecting differences between measured values and calculated ones
The analysis of variance (ANOVA) allows identification of the forming factors, retained in the experiments design, affecting responses, significantly. The regression models are developed with the Design Expert software. The results obtained by applying the ANOVA led to the results presented successively in Tables 5, 6, 7, 8, 9, and 10.
The objective of the analysis is to establish reliable models able to predict responses corresponding to a predefined configuration of the SPIF process parameters. The analysis conducted is obtained with 95% of confidence level. The tables successively show sum of the squared deviations (SS), degree of freedom (Df), mean squares (MS), Fisher test value (F-value), value of significance (P value), and percentage of contribution (%) of each typical terms. In this analysis, when P value is less than 0.05, this indicates that the elaborated analytical models are adequate and the terms are having a significant effect on responses.
Analysis by the ANOVA method (Tables 5 and 11) shows that the rolling ball diameter, D, is the main factor affecting the axial component of the average forming force Favr with a contribution rate of about 70%. In the same way, the increment ΔZ is the second most important factor with a contribution rate of about 35%. The factors having the lowest contribution rates are F, D × ΔZ, ΔZ × F, and ΔZ2 with rates evolving between 0.09 and 1.30%.
Table 6 presents results coming from ANOVA methodology applied to maximal forming force. These results indicate that ΔZ and ball diameter D are the factors having the most important effects on Fmax level with contribution rate of about 60 and 37%, respectively. Interactions and quadratic terms occur weakly across D × ΔZ and ΔZ2 with contributions below 1.6%.
From the analysis of Tables 7, 8, and 9, the incremental forming parameters show a significant effect on responses expressed by surfaces roughness Ra, Rz, and Rt. The results based on ANOVA show that the factors with the greatest impact, on the three types of surface roughness, are mainly the diameter D of the rolling ball, integrated into the forming tool, and the step down ΔZ with a contribution rate evaluating between 26 and 46%. The analysis shows that only D × ΔZ interaction has an influence on the roughness parameters within contribution limits between 8 and 12%. It is also underlined that the only quadratic term that has an impact on surface roughness is ΔZ2. This term affects only parameters Ra and Rz responses with contribution levels of 13 and 17%, respectively.
Table 10 summarizes the ANOVA results corresponding to the minimum thicknesses measured (Thmin). These findings indicate that the largest thinning is strongly influenced by the rolling ball diameter D and its square D2, and their respective contribution rates are 81.59% and 3.12%. Nevertheless, the step down ΔZ contributes slightly to the sheet thinning with a contribution rate of about 3.68%.
5 Multiple regression models
The ANOVA analysis conducted previously led to the identification of the insignificant coefficients needed for the elaboration of mathematical models. This section presents the adopted approach helping to determine the most relevant regression models using a step-by-step top-down elimination method. The selected method uses a complete model (Table 4) to extract coefficients one by one starting with the one with the highest probability (P value > 0.05). At each iteration, the analysis of variance makes it possible to identify the model term whose impact, on the response, is the least important. In fact, this one corresponds to the highest P value.
5.1 Regression results
At each iteration of analysis, the model coefficients are identified. To this identification, the standard deviation and the determination coefficients (R2, R2adjusted, R2predictive) are associated. Tables 11 and 12 summarize the results of the different calculation steps for the particular case of the average and maximal forming forces (Favr and Fmax).
By proceeding in the same way for the other responses, the final predictive models of surface roughness and sheet thinning could be established. Table 13 presents the coefficients of the selected models, the responses concerned by these models, and the number of iterations performed. The results of the calculations show that the predictive models of the forming forces Favr and Fmax are obtained with determination coefficients evolving between 0.995 and 0.997, respectively. This makes it possible to qualify these models as accurate ones. The determination coefficients associated to the surface roughness models range from 0.868 to 0.948; those associated to sheet thinning vary between 0.837 and 0.882. These coefficients indicate that the accuracy of the predictions of Ra, Rz, and Rt and the accuracy of the Thmin sheet thinning will be less important than those of the forming forces.
5.2 Predictive correlations
The predictive correlations between incremental forming parameters and performed measurements were modeled by quadratic regression. These correlations are presented with their coefficients of determination R2 in Table 14. The proposed equations are useful for predicting responses, expressed by Favr, Fmax, Ra, Rz, Rt and Thmin, based on the actual factor (operating parameters) of the incremental forming process.
Figures 12, 13, and 16a) present the model predictions to the function of the experimental results obtained successively in the cases of axial forming forces, surface roughness, and the minimal sheet thinning. All the 27 points marked, on each graph, can be classified according to their location in relation to the first bisector. The first class consists of the points located on the bisector; they indicate identical predictions or sufficiently close to the experimental results. The second one brings together the points located below the bisector, showing forecasts overestimating the experiment results. Finally, the third class is composed of the points located above. This set indicates underestimating the values obtained experimentally.

Regression predictions versus experimental measurements. a Average axial force Favr. b Maximal axial force Fmax

Regression predictions versus experimental measurements. a Ra roughness. b Rz roughness. c Rt roughness
To better visualize the quality of correlations, the relative fluctuations of the predictions were compared to experimental measurements obtained for all the 27 trials. For each test, the relative fluctuation of a response is calculated using the relationship expressed by Eq. 8:
Figures 14, 15, and 16b summarize the fluctuations for different responses collected from the test campaigns that were conducted. The diagrams show that the smallest fluctuations correspond to the axial force with its two magnitudes: average and maximal ones. The relative fluctuations, for the average force, are varying in the range of [−1.75%; 1.54%]. Those corresponding to the maximum force are in the range of [−5.20%; 3.47%].

Axial force fluctuations (%) vs test run number. a Favr. b Fmax

Surface roughness fluctuations (%) vs test run number. a Ra. b Rz. c Rt

Thinning distribution. a Regression predictions versus experimental measurements. b Thinning fluctuation (%) vs test run number
The fluctuations (%) associated to surface roughness Ra, Rz, and Rt evolve in the intervals: [−40.61; 27.16 ], [−38.81; 22.31 ], and [−21.16; 12.01 ], respectively. As for the maximum sheet thinning of the deformed sheet, it fluctuates between − 5.19 and 3.47.
6 Effect of incremental forming parameters on surfaces responses
The effects of incremental forming parameters (D, F, and ΔZ) on responses of deformed surfaces such as axial forming force, surface roughness, and thinning are discussed in this section. The results are graphically illustrated through 2D contours, 3D surfaces, and curves.
6.1 Effect of forming parameters on axial forces
At feed rate and rolling ball diameter fixed, the average axial force increases simultaneously with step down. Its parabolic appearance shows in Fig. 17a, c that it tends towards a maximum when step down level exceeds 1 mm. By setting the tool feed rate and step down at fixed levels, the evolution of the average axial force as a function of the rolling ball diameter becomes linear, as per Fig. 17d, f. In general terms, the analysis of the obtained results shows that the average axial forming force is slightly sensitive to the tool feed rate but highly sensitive to the step down and the rolling ball diameter as shown in Fig. 17a, d.

Effect of the step down and diameter of the rolling ball on the average axial forming force. a 3D surface response Favr vs (F, ΔZ). b 2D diagram contour Favr vs (F, ΔZ). c Favr vs step down. d 3D surface response Favr vs (D, ΔZ). e 2D diagram contour Favr vs (D, ΔZ). f Favr vs ball diameter
It should also be noted that the observations and the obtained results confirm that the adequate combination of forming parameters achieve an average axial force of less than 400 N. This limit corresponds to a forming step down ΔZ belonging to the interval [0.2 mm, 0.4 mm] and a ball diameter D between 4.5 mm and 12 mm. The insensitivity of the axial force regarding the variation of the feed rate makes it possible to maintain the latter process parameter in a wide range from 300 to 1500 mm/min. These observations suggest that the optimization of the axial force cannot be done and should not be based only on the forming parameters. Indeed, it is interesting to study the energy impact of the forming parameters in order to validate the obtained result related to the force. Finally, it should be noted that the findings and remarks of the average axial force also could be applied to the maximum axial force with the exception of the feed rate of the tool, which has no influence on it.
6.2 Effect of forming parameters on surface roughness
As the roughness Ra and Rz are insensitive to the feed rate of the forming tool, the most important parameters that affect these responses are the increment and the rolling ball diameter. This finding matches well with what has been obtained in [24, 32], that higher tool diameter values and increment have positive effects on the roughness of the parts. Figure 18a and d illustrate the effects of forming parameters on surface roughness evolution for feed rate equals to 900 mm/min. Indeed, at fixed step down, the responses represented by Ra and Rz decrease almost linearly with the increase of the rolling ball diameter D.

Effect of forming parameters on surface roughness. a 3D surface response Ra vs (D, ΔZ). b 2D diagram contour Ra vs (D, ΔZ). c Ra vs step down. d 3D surface response Rz vs (D, ΔZ). e 2D diagram contour (D, ΔZ). f Rz vs ball diameter
With a fixed ball diameter (here, D = 12.7 mm), the evolution of roughness as a function of the increment is characterized by a parabolic rate; the maximums of Ra and Rz are dependent on D and correspond to increment values between 0.6 and 0.8 mm.
The lowest roughness area Ra is to the right of the contour with 1.0 as iso-value (Fig 18b). Two configurations are available to the operator: The first is obtained with conditions 8.5 mm < D < 12 mm and 0.20 mm < ΔZ < 0.30 mm. The second is also obtained with conditions 11 mm < D < 12 mm and 0.95 mm < ΔZ < 1.00 mm. If the operator uses either of these two configurations, he will guarantee the production of finished parts with a surface roughness Rz less than 6 μm.
6.3 Effect of forming parameters on sheet thinning
The localized weakening of a finished sheet thickness obtained by incremental forming is a potential indicator of the areas where plastic instability is likely to occur. In order to estimate the critical sheet thinning, the operator using the results for the Thmin response surface or contour diagram should know the forming limits of the sheet proposed for a forming operation. The results of the analysis developed should facilitate to the operator a justified choice of forming parameters to push the sheet towards its forming limits, without creation of sheet instability zones. In this study, none of the 27 tests led to the cracking of shaped parts; the results obtained (Fig. 19) show that all configurations of forming parameters minimizing axial force and surface roughness can be adopted.

Effect of forming parameters on sheet thinning. a 3D surface response Thmin vs (Z,D). b 2D diagram contour Thmin vs (Z,D). c Thinning vs ball diameter
7 Conclusion
The work presented in this paper is focused on the studding of single-point incremental forming process (SPIF). The research work conducted concerns particularly the action of forming tools with rolling balls on sheets. For that, a preliminary experimental design study was carried out in order to compare two types of forming tools. The first one is a rigid tool with a hemispherical tip. The second one is an invented new tool with a spherical rolling element (Bearing extracted ball) with same diameter as hemispherical end. The experimental results obtained are in favor of tools with spherical rolling elements which generate sheet surfaces of much higher quality, even without lubricant, compared to those obtained with rigid hemispherical end tools. Based on the obtained results, it is observed that with same step down, feed rate, and ball diameter, the forming tests with both types of tools led to axial forces that were quite similar in terms of both aspects and magnitudes. Motivated by the advantage of forming tools with rolling balls improving the generated surface state, an experimental design was performed. Thus, a complete experimental design built with three factors and three levels for each factor was adopted. The analysis is focused on the effects of step down ΔZ, rolling ball diameter D, and feed rate F of the forming tool on the responses expressed in terms of axial forces Favr and Fmax; surface roughness Ra, Rz and Rt; and sheet minimal thinning Thmin.
The analysis of experimental results, conducted with Design Expert software, made it possible to establish, using the multiple regression method, predictive analytical models for the different responses. The highest determination coefficient is located at 0.997. It refers to the predictive analytical models of mean and maximum axial forces. The predictive analytical models of the surface roughness generated by SPIF process are obtained with determination coefficients ranging from 0.941 to 0.949. The lowest determination coefficient is assigned to the predictive model (Eq. 7) of the minimum thinning which stands at 0.882. By introducing the percent fluctuation (Eq. 8), a confrontation between experimental results and model predictions could be conducted. Expressed in absolute values, the smallest fluctuations are associated with the axial forces Favr and Fmax and evolve from 1.54 to 5.20%, followed by those associated with the sheet minimum thinning Thmin, which evolves between 3.47 and 5.19%. The most important fluctuations are recorded for surface roughness and vary from 12.01 to 40.61%.
Finally, it is underlined that the spatial representations of the response surfaces as well as the plane representation contours are largely useful. Indeed, these are largely useful to provide a global view of the responses by highlighting the cumulative effects of the forming process parameters. Their quadratic terms and their interactions, the plotted results show that the different responses collected are slightly sensitive to feed rate F. This is explained by the significant reduction in sliding friction effects at the level of tool/sheet contact. Consequently, the use of a tool equipped with spherical rolling elements can only preserve the integrity of the running surface.
Potentially, this experimental research work can feed a numerical based finite element model that can help to make more physical comprehension accompanying the tool/sheet interaction.
Abbreviations
- ANOVA:
-
Analysis of variance
- D:
-
Rolling ball diameter (mm)
- Df:
-
Degrees of freedom
- F:
-
Tool feed rate (mm/min)
- Favr :
-
Average axial forming force (N)
- Fmax :
-
Maximal axial forming force (N)
- Fz :
-
Axial Forming force (N)
- F-value:
-
Fisher test value
- ISF:
-
Incremental sheet forming
- MS:
-
Mean squares
- PC%:
-
Percentage of contribution (%)
- P value:
-
Value of significance
- RSM:
-
Response surface methodology
- R2 :
-
Determination coefficient
- R2adjusted :
-
Adjusted determination coefficient
- R2predictif :
-
Predictive determination coefficient
- Ra :
-
Arithmetic mean roughness (μm)
- Rz :
-
Mean peak-to-valley height (μm)
- Rt :
-
Maximum profile height (μm)
- SPIF:
-
Single-point incremental forming
- SS:
-
Squared deviations
- SSD :
-
Sum of squared deviations
- SST :
-
Total sum of squared deviations
- ΔZ:
-
Vertical step down (mm)
- ϕ:
-
Wall angle (degree)
References
Leszak E (1967) Apparatus and process for incremental dieless forming, United States Patent Office. Patent [US 3342051]
Mason B, Appleton E (1984) Sheet metal forming for small batches using sacrificial tooling.. In: Proc 3rd Int. Conf. On rotary metalworking, Kyoto, Japan, pp. 495–511
Emmens WC, Sebastiani G, Boogaard AH (2010) The technology of incremental sheet forming – a brief review of the history. J Mater Process Technol 210:981–997
Iseki H, Kato K, Sakamoto S (1989) Flexible and incremental sheet metal forming using a spherical roller. Proceedings of 40th JJCTP41–44
Matsubara S (1994) Incremental backward bulge forming of a sheet metal with a hemispherical head tool. JJpn Soc Technol Plast 35(1994):1311–1316
Jeswiet J, Micari F, Hirt G, Bramley A, Duflou A, Allwood J (2005) Asymmetric single point incremental forming of sheet metal. CIRP Ann 54(2):623–649
Gunashekar G, Kishore K (2017) Modeling and manufacturing of an aerospace component by single point incremental forming process. International Research Journal of Engineering and Technology 4(9): 600-603
Hussain G, Khan HR, Gao L, Hayat N (2013) Guidelines for tool-size selection for single-point incremental forming of an aerospace alloy. Mater Manuf Process 28(3):324–329
Boulila A, Ayadi M, Marzouki S, Slim B (2018) Contribution to a biomedical component production using incremental sheet forming. Int J Adv Manuf Technol 95:2821
Wulf WA (2007) Changes in innovation ecology. Science 316:1253
Behera A K, Alves de Sousa R, Ingarao G, Oleksik V (2017) Single point incremental forming: an assessment of the progress and technology trends from 2005 to 2015. The Society of Manufacturing Engineers.1526–6125/2017
Li Y, Chen X, Liu Z, Sun J, Li F, Li J, Zhao GA Review on the recent development of incremental sheet-forming process. Int J Adv Manuf Technol 92:2439–2462
Bahloul R, Arfa H, BelHadjSalah H (2014) A study on optimal design of process parameters in single point incremental forming of sheet metal by combining Box–Behnken design of experiments, response surface methods and genetic algorithms. Int J Adv Manuf Technol 74:163–185
Gatea S, Ou H, McCartney G (2016) Review on the influence of process parameter in incremental sheet forming. Int J Adv Manuf Technol 87:479–499
Cawley B, Adams D, Jeswiet J (2012) Examining tool shapes in single point incremental forming. Proc NAMRI/SME 13(17):163
Hussain G (2014) Experimental investigations on the role of tool size in causing and controlling defects in single point incremental forming process. Proc IMechE Part B 228:266–277
Siddiqi MUR, Corney JR, Sivaswamy G, Amir M, Bhattacharya R (2017) Design and validation of a fixture for positive incremental sheet forming. Proc Inst Mech Eng B J Eng Manuf 232(4):629–643
Do VC, Lee BH, Yang SH, Kim YS (2017) The forming characteristic in the single-point incremental forming of a complex shape. Int J Nanomanuf 13(1):33
Fernandez C, Trujillo A, Rivero A, Alvarez M, Puerta F J, Salguero J, Marcos M (2016) Implementing incremental sheet metal forming on a CNC machining centre. Proceedings of the 26th DAAAM International Symposium, pp.0926-0929, B
Li Y, Lu H, Daniel WJT, Meehan PA (2015) Investigation and optimization of deformation energy and geometric accuracy in the incremental sheet forming process using response surface methodology. Int J Adv Manuf Technol 79:2041–2055
Ambrogio G, Duflou J.R, Filice L, Aerens R (2007) Some considerations on force trends in Incremental Forming of different materials. 10th ESAFORM conference on material forming, AIP Conference Proceedings, vol 907, pp 193–198
Aerens R, Eyckens P, Van Bael A, Duflou JR (2010) Force prediction for single point incremental forming deduced from experimental and FEM observations. Int J Adv Manuf Technol 46:969–982
Dwivedy M, Kalluri V (2019) The effect of process parameters on forming forces in single point incremental forming. Procedia Manuf 29/120–128
Saidi B, Giraud-Moreau L, Boulila A, Cherouat A, Nasri R (2017) Experimental and numerical study on force reduction in SPIF by using response surface. Lecture Notes in Mechanical Engineering, 835–844
Duflou JR, Tunçkol Y, Aerens R (2007) Force analysis for single point incremental forming. Key Eng Mater:344/543–344/550
Duflou J, Tunckol Y, Szekeres A, Vanherck P (2007) Experimental study on force measurements for single point incremental forming. J Mater Process Technol 189:65–72
Liu Z, Liu S, Li Y, Meehan PA (2014) Modeling and optimization of surface roughness in incremental sheet forming using a multi-objective function. Mater Manuf Process 29(7):808–818
Kurra S, Rahman NH, Regalla SP, Gupta AK (2018) Modeling and optimization of surface roughness in single point incremental forming process. J Mater Res Technol 4(3):304–313
Durante M, Formisano A, Langella A, Capece Minutolo FM (2009) The influence of tool rotation on an incremental forming process. J Mater Process Technol 209(9):4621–4626
Durante M, Formisano A, Langella A (2010) Comparison between analytical and experimental roughness values of components created by incremental forming. J Mater Process Technol 210(14):1934–1941
Salem E, Shin J, Nath M, Banu M, Taub A (2016) Investigation of thickness variation in single point incremental forming. Procedia Manuf:5/828–5/837
Li JC, Li C, Zhou TG (2012) Thickness distribution and mechanical property of sheet metal incremental forming based on numerical simulation. Trans Nonferrous Metals Soc China 22(1):58–64
Iseki H, Kato K, Sakamoto S (1989) Flexible and incremental sheet metal forming using a spherical roller. Proceedings of 40th JJCTP41–44
Kim YH, Park JJ (2002) Effect of process parameters on formability in incremental forming of sheet metal. J Mater Process Technol 130-131:42–46
Shim MS, Park JJ (2001) The formability of aluminum sheet in incremental forming. J Mater Process Technol 113(1–3):654–658
Matsubara S (2001) Apparatus for dieless forming plate materials, United States Patent Office. Patent [US6216508B1]
Zhongyi C (2010) Rolling tool head for incremental forming, Chinese Patent Office. Patent [CN101758135A]
Lu B et al (2014) Mechanism investigation of friction-related effects in single point incremental forming using a developed oblique rollerball tool. Int J Mach Tools Manuf 85:14–29
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kilani, L., Mabrouki, T., Ayadi, M. et al. Effects of rolling ball tool parameters on roughness, sheet thinning, and forming force generated during SPIF process. Int J Adv Manuf Technol 106, 4123–4142 (2020). https://doi.org/10.1007/s00170-019-04918-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04918-1