
Abstract
In recent years, the popularity of nickel-based super alloys has been on the rise due to their widespread application in oil and gas, aerospace and automobile, marine and biomedical industries. The unique combination of superior mechanical and chemical properties like hardness, strength, temperature and corrosion resistance is responsible for the extensive application of these alloys. However, these properties pose challenges during the conventional machining of nickel-based super alloys. The low thermal conductivity and high work-hardening characteristics of Inconel 718 make it difficult to machine. To overcome the aforementioned problem, a hybrid non-contact electrical discharge and arc-machining process has been employed. In this process, an additional DC power supply is employed in conjunction with the normal EDM-pulsed power supply. Furthermore, the selection of proper electrode material plays an important role in defining the machining performance. In this study, in order to select a suitable electrode material for the newly developed process, several experimental investigations have been conducted with three different electrode materials, namely brass, copper (Cu) and copper tungsten (CuW). The results have shown that, for all the current settings, brass electrode provides the highest material removal rate (MRR), followed by Cu and CuW electrodes. However, CuW exhibited the lowest electrode wear rate (EWR). Moreover, the average surface roughness and surface characteristics of the electrodes after machining were investigated as well. Based on all the performance parameters, CuW appears to be the best choice for the hybrid process to machine Inconel 718.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Presently, Inconel 718 finds great demand in the production of downhole equipments for oil and gas industry due to its high strength, hardness and corrosion resistance over a wide range of temperatures. However, in terms of machinability, Inconel 718 is considered one of the most difficult-to-machine materials. Machinability studies of Inconel 718 have been carried out by various researchers with both conventional and non-conventional machining approaches to achieve the desired objectives. During conventional machining of Inconel 718, work hardening and low thermal conductivity have an adverse effect. Due to work-hardening tendency after removing one layer of material, the next layer becomes harder and difficult to machine. Consequently, cutting tools face high cutting and frictional forces that lead to increased thermo-mechanical loading, which shortens the tool life. Moreover, the thermal conductivity of commonly used carbide tools is higher than that of Inconel 718, causing maximum heat dissipation to the tool [1], which accelerates abrasive and diffusion wear of the tool material. Owing to rapid tool degradation, cutting mechanics change which advances the subsurface damage [2, 3]. In another study, experimental investigations confirmed that subsurface microstructural alterations and residual stress caused by machining Inconel 718 significantly affect the component lifetime and performance [4] by influencing fatigue, creep and stress corrosion cracking resistance [5].
In order to avoid aforesaid problems related to conventional drilling of Inconel 718, researchers have moved towards non-conventional approaches like electrical discharge machining (EDM). The EDM uses a sequence of thermal sparks to remove material from the electrically conductive workpiece irrespective of its hardness, toughness etc. Due to its non-contact behaviour, no mechanical cutting forces exist between the workpiece and tool. Consequently, the issues caused by the tool degradation in the conventional approach of machining are absent in this case.
Despite the fact that the EDM process has been developed over the years, its MRR is still very low [6] compared to other mechanical machining processes. Recently, some efforts have been made to enhance the MRR of EDM drilling. Tanjilul et al. [7] presented an innovative simultaneous flushing and vacuum-assisted deep hole drilling of Inconel 718 and reported a significant improvement in machining time at higher depths. Another study demonstrated a combination of conventional and non-conventional drilling method named compound EDM-gundrilling (EDMG) to drill deep holes up to 350 mm in Inconel 718 [8].
In this study, an additional DC power source was employed with the existing EDM power supply to generate high discharge energy in the machining gap and the resulting new process is termed hybrid electrical discharge and arc machining (HEDAM). Since HEDAM is a high discharge energy process, selection of proper electrode material plays an important role in defining its performance. Electrode material investigation that has been carried out for EDM confirms that copper tungsten (CuW) boasts low electrode wear, independent of the workpiece material. This is due to its high melting point [9]. Additionally, most of the investigations in conventional EDM reported lower electrode wear for brass electrode in comparison to Cu [10, 11]. Shen et al. [12] conducted investigations on the high-energy compound milling of Inconel 718 with electrodes of different shapes and materials. It was discovered that a tubular carbon electrode provides the highest MRR and lowest EWR while rough milling Inconel 718. Section 2 provides a brief review of different tool electrode materials used over the years considering vital input and output parameters.
2 Review of different tool electrode material research
EDM is the non-conventional machining process which employs different tool electrode materials for machining. Based on the literature from EDM domain, an initial selection of electrode material for HEDAM can be made. Over the years, a wide variety of tool electrodes have been used during EDM including metallic, composites, green compact and sintered materials to machine different materials.
2.1 Composite-based tool electrode materials
Tsai et al. [13] fabricated composite electrode with Cu powder of 53 μm size mixed with Cr powder (45 μm) in a cylindrical shape blender which contains resin as the matrix. It is then heated and pressed to form a Cu-Cr composite electrode to machine AISI 1045 medium carbon steel. An increase in MRR was observed but at the cost of an increase in EWR as well. In another study, Curodeau et al. [14] used 60–65% carbon thermoplastic polymer composite as tool electrode to polish tool steel with air as dielectric medium. The average roughness was reduced from 44 to 36 μm. An improvement in MRR and EWR was also reported when Al-Cu-Si-TiC composite electrode was used to machine CK 45 steel [15]. The idea of using composite electrodes in EDM evolved from sintered powder metallurgy (PM) electrodes. Zaw et al. [16] used TiSi-Cu sintered (1300 C in furnace) electrode through powder metallurgy route to machine tool steel and observed an improvement in MRR. Often these PM electrodes were used for the surface modification of the workpiece substrate due to the migration of materials from the tool electrode towards the workpiece [17]. However, with the advent of additive manufacturing (AM) technologies, researchers simultaneously started exploring different AM methods to fabricate the electrode. For instance, selective laser sintering (SLS) became the most effective AM method for the fabrication of metallic components. SLS can be further classified into direct metal laser sintering (DMLS) and indirect metal laser sintering (IMLS). IMLS makes use of a polymer/plastic binder whereas DMLS allows fabrication of electrodes directly from the powder particles without the use of any polymer binder and cumbersome furnaces. Instead, it uses a laser beam to fuse powder particles with metallic binder to form solid electrodes. Zhao et al. [18] fabricated IMLS electrodes composed of steel powders, polyester and phosphate to machine 45# steel and noticed slight improvement in the roughness of the machined cavity. Moreover, in a comparative experimental investigation with different DMLS fabricated electrode (bronze-nickel alloy, Cu/bronze-nickel alloy), it was observed that alloyed electrodes achieved higher MRR and lower EWR when compared to pure metallic copper electrode [19].
2.2 Metallic tool electrode materials
Metallic electrodes are most commonly used in EDM applications because of their ease of manufacturability and of-the-shelf availability. The most commonly used metal electrodes are copper, brass, tungsten, CuW, silver tungsten (AgW) etc. The only non-metallic electrode used in EDM machining is graphite which has a unique property of conducting electricity. Most of the researchers found that the material of the electrode has significant effect on MRR and surface quality. For instance, in a study conducted by Lonardo et al. [20], the MRR reported was lower and surface finish was better when copper electrodes were used against graphite electrode to machine mould alloy steel (Cr-Mo-V). Similar results were reported while electrical discharge machining of AISI P20 tool steel with graphite and copper electrodes as cathodes [21]. However, when these electrodes were analysed in positive polarity, the MRR showed similar trends whereas lower values of volumetric tool wear were obtained. Again, the best surface finish was obtained for copper tool under negative polarity condition. In another comparative study, during EDM of mild steel and aluminium with copper and brass electrodes, it was found that brass provides the highest MRR as well as EWR when compared to copper. This is due to the higher thermal conductivity and melting point of copper compared with brass [19].
Harder materials with high melting point like CuW were also employed in order to enhance the life of the electrode. Lee et al. [22] utilized CuW electrode to machine AISI 1045 carbon steel and studied the MRR, surface roughness, white layer thickness, crack density and amount of induced residual stress. It was found that a maximum MRR of ≈ 2.55 mg/min was achieved with peak current of 12 A, voltage of 200 V and pulse duration of 23 μs. Increase in peak current increases the crack density, while an elevation in pulse on duration defines the degree of crack opening. Again, the magnitude of residual compressive stress was highly influenced by peak current and pulse on time. In order to further reduce the electrode wear, the micro-EDM performance of novel boron-doped CVD diamond (B-CVD) and polycrystalline diamond (PCD) electrodes were investigated [23]. From the investigation, it was reported that B-CVD and PCD electrodes incurred minimum wear when compared with graphite, copper and copper tungsten.
In a recent study, a novel multifilament carbon fibre rod electrode was used in micro-EDM as tool electrode. It was noticed that the MRR was comparable to tungsten, AgW and CuW electrodes; however, tool wear was very difficult to measure due to non-uniform gathering of all the carbon fibres to form a rod [24]. Table 1 gives the details of different electrodes with specific performance parameters.
Based on the review of wide variety of electrode materials in EDM, the present study selected copper, brass and copper tungsten materials for drilling holes in Inconel 718. The reasons for the selection were as follows:
- 1.
Since HEDAM is a high-energy erosion process, electrode made through powder metallurgy, composite and sintering routes will not survive the intensity of heat energy.
- 2.
Another criterion is to select a material which provides high MRR. The literature review suggested that brass electrodes give the highest MRR. Also, copper tungsten electrode has very high melting point which makes it suitable for the high-energy process like HEDAM. Moreover, copper has the ability to generate smoother finish.
The effects of various operating parameters like peak current, flushing pressure, rotational speed on MRR and EWR were investigated. In addition, to comprehend the appearance and composition of electrodes after machining, SEM and EDX analyses were conducted. It was observed that among the three electrodes, CuW outperformed brass and Cu. Nonetheless, irrespective of the tool material, the HEDAM process has shown significant potential to enhance the MRR of Inconel 718 while drilling.
3 Principle of HEDAM
HEDAM is a combination of EDM and arc machining (AM). In HEDAM process, EDM-pulsed power supply is combined with a constant DC power supply as shown in Fig. 1 to facilitate arching process. Since the HEDAM process combines two different types of power supplies, the anode of diode D1 draws current from the continuous DC power supply while the anode of the diode D2 draws current from the pulsed DC power supply. A common output current is drawn from the four cathode points separated across the circuit through a copper plate connected to the four points. Moreover, diodes D1 and D2 also prevent any cross flow of current from one power supply to another.

a–c Working principle of hybrid process
Existing EDM processes usually employ pulsed DC power supply and have two main phases: discharging phase (ton) and discharging interval phase (toff). In the case of pure EDM, no current is supplied from the pulse power supply during the discharging interval phase (toff). However, in the case of HEDAM, based on the voltage settings of the pulsed and DC power supply, two types of current profile can be obtained as illustrated in Fig. 1b, c.
When the voltage across constant DC power supply and pulsed power supplies is equal (VDC = VPDC), both the diodes in the integrated circuit are in forward biased condition. Therefore, during ton time, current is drawn from both the power supplies. During toff time, current is drawn only from DC power supply. The operation of HEDAM in the mode (VDC = VPDC) is very difficult, because maintaining the two voltages at same magnitude is challenging as there is always voltage drop across the diodes. When the voltage across constant DC supply is less than the voltage across the pulsed DC (VDC < VPDC), then during ton time, only diode D1 is forward biased. Hence, the current is supplied only from the pulsed DC power supply.
In the HEDAM process, EDM works as a catalytic process which facilitates the formation of the initial plasma channel due to sparking. As the servo controller starts moving towards the workpiece, the electric field gains the highest strength when the electrode and workpiece are close to each other. When the resistivity of the dielectric fluid becomes lowest, a single spark is triggered leading to formation of plasma channel. In the HEDAM process, constant DC power supply simultaneously adds to this plasma channel of EDM, and an electric arc appears. Due to constant DC power supply in the HEDAM plasma channel sustained during the discharging interval phase (toff) of pure EDM, in the HEDAM process, due to the high current density, a very high temperature and pressure is developed inside the plasma channel which melts the workpiece material rapidly. High-pressure flushing and high-speed rotation of the electrode in HEDAM process aid to break the plasma channel continuously. High pressure continues to flush and eject the molten debris from the discharge gap until the cycle is repeated.
4 Experimental apparatus
4.1 Machine tool
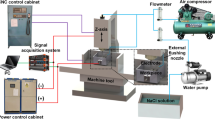
To implement the concept of ultrafast drilling, a setup has been developed that features a work table size of 250 × 350 mm2 and an axis travel capability of (X, Y, Z) 200 × 300 × 300 mm3. In this experiment, tubular pipe electrodes of 3.0 mm external diameter were used. In order to control the electrode wobbling during machining operation, an electrode guide was installed in the setup. To incorporate arc machining, an additional external DC power supply was added to the existing pulsed power supply. These two power supplies were combined through an integrated circuit as discussed in Section 2. Figure 2 represents a schematic diagram of the developed apparatus.

a, b Schematic diagram of the developed apparatus
4.2 Workpiece, electrode and dielectric
The workpiece material used in this study was Inconel 718 with a composition as shown in Table 2. The thickness of the workpiece was 12.5 mm. The tool electrode materials used in this study were Cu, brass and CuW. The important properties of the electrode materials are listed in Table 3. The dielectric fluid used was the commercially available ‘Vitol KS’ having a composition of 80% water, 10% fatty acid and 10% organic amine.
4.3 Machining conditions
A series of experiments were carried out to evaluate the performance of different electrode materials using the machining conditions listed in Table 4.
4.4 Measurements and data acquisitions
After all the experiments were conducted, the surface quality and the appearance of the electrode tips were captured using a JSM-5500 scanning electron microscope (SEM). The material composition of the tool tips after machining was analysed by energy-dispersive X-ray spectroscopy (EDX) system integrated with this SEM. The surface roughness of the drilled holes were measured using a Taylor Hobson Talysurf (Model:120) stylus profiler.
5 Comparative study on EDM and HEDAM processes
In order to evaluate the performance of novel HEDAM against EDM, comparative experiments were conducted using CuW as the electrode material. The machining parameters are listed in Table 4 and the MRR and EWR results are shown in Fig. 3.

Comparative study of EDM and HEDAM process for different rotational speeds of the electrode
The experiments were conducted at an optimum pressure of 8 MPa and with a rotational speed of 100 and 2000 rpm. It can be observed that the MRR and EWR for HEDAM drilling of Inconel 718 have shown substantial improvements compared to EDM. The average MRR of HEDAM is about 200 mm3/min which is twelve times higher than that of conventional EDM (at 2000 rpm and a minimum current setting of 50 A from the DC power supply). Moreover, EWR for the hybrid process is approximately 3.5%, which is much lower compared to EDM.
This can be explained based on the fact that the additional current drawn from the DC power supply helps in maintaining the extended plasma channel that is formed initially during ton phase of the pulse generator. This results in maintaining high temperature and pressure inside the plasma channel leading to increased melting of the workpiece. In comparison to plasma formation in EDM, the arc plasma has bigger spark radius [28] during arc machining which ionizes more efficiently, leading to high temperature and hence higher MRR [29]. Another possible reason for higher MRR is the formation of the larger plasma channel, which interacts with the workpiece during HEDAM. Thus, more material melts and gets removed.
EWR also shows a significant dip during HEDAM due to the greater increase in workpiece material removal and same electrode wear when compared to EDM. The difference in MRR between EDM and HEDAM becomes even more pronounced with the increase in rotational speed. This is explained based on the fact that at higher rotational speed, the plasma channel is fully deionized leading to more stability in machining.
5.1 Comparison of MRR and EWR of different electrode materials
MRR and EWR are vital parameters that define the efficiency of the hybrid process. The effect of peak current on MRR and EWR for the HEDAM process for Cu, brass and CuW is shown in Fig. 4. From Fig. 4a, it can be observed that the increase in current shows an increasing trend in MRR, registering at 311, 339 and 355 mm3/min for Cu, brass and CuW, respectively. This can be explained by the fact that with the increase in current, the amount of discharge energy increases in the machining gap. This results in more melting leading to an increased MRR. It has been found that for all settings of peak current, brass electrode provides the highest MRR, followed by CuW and Cu electrodes. This is because brass has the lowest thermal conductivity (Table 3), which does not conduct much of heat energy during the machining process. As a result, most of the heat generated during machining gets used for melting the workpiece material. For this reason, brass electrode exhibits higher MRR than CuW during HEDAM drilling of Inconel 718, although CuW has a higher melting point.

Comparison of the influence of current on a MRR and b EWR for different electrode materials
On the other hand, EWR does not show any significant trend. Electrode materials play an important role in determining the EWR. As seen from Fig. 4b, Cu has the highest EWR followed by brass and CuW respectively. According to Tsai et al., the thermal properties of electrode play an important role during the machining process [7]. It has been found from the comparative study that the EWR is inversely proportional to melting point of the material. From Fig. 4b, it can be seen that for every setting of voltage and current, the wear of CuW is the lowest due to its high melting point among the three electrodes. The CuW electrode also has good wear resistance due to its high melting point and spark/arc-resisting capacity [30]. During HEDAM drilling, the high discharge energy causes the temperature in the machining gap to be very high. High melting point of CuW electrode can withstand the high temperature and experience less wear.
However, Cu electrode experiences the highest EWR due to its low melting point coupled with high thermal conductivity. High thermal conductivity allows more heat to be conducted by the Cu electrode, resulting in faster wear. However, brass has a lower melting point compared to Cu, but its low thermal conductivity does not allow much heat to get conducted. Hence, it experiences less EWR compared to the Cu electrode. In addition, thermal diffusivity is one of the important properties that influences the wear of an electrode during the HEDAM process [7]. Among all the three electrodes, CuW has the highest thermal diffusivity (6.48 × 10−4 m2/s) followed by Cu (1.13 × 10−4 m2/s) and brass (0.49 × 10−4 m2/s) respectively. A high thermal diffusivity means heat moves rapidly through it without damaging the electrode. However, the lower thermal diffusivity of Cu and brass is responsible for the high EWR.
6 Effect of process parameters on the electrodes during HEDAM
6.1 Influence of current
Figure 5 shows the SEM images of the electrode tip after machining for Cu, brass and CuW respectively at 50 A and 140 A current settings. It can be seen from the images that at lower current settings (50 A), there is less deposition of molten debris on the electrode. At low magnitude of current, the amount of material removal is not so high and the flushing pressure is sufficient to flush the molten debris out from the discharge gap before it re-solidifies on the electrode. At higher current settings (140 A), apart from more deposition on the tool electrode, the badly damaged tip of the electrode can also be observed. Due to the high current, the amount of heat generated in the machining gap is high which rapidly wears off the electrode material. Since Cu and brass have a much lower melting point than CuW, both experience the maximum damage, as can be seen from the SEM images.

Comparison of electrode surface appearance after HEDAM at 50 A and 140 A
6.2 Influence of flushing pressure
The SEM images of the electrode tip after machining for Cu, brass and CuW with minimum and maximum flushing pressure of 4 MPa and 10 MPa respectively are shown in Fig. 6. It can be seen that there is more deposited material over the surface of the electrode at a low flushing pressure (4 MPa). This is due to the insufficient flushing pressure, which allows more molten debris to remain within the discharge gap and re-solidify onto the tool electrode [31]. It can also be observed that the surface of the electrode tip becomes smoother with the increase in flushing pressure. This is because the high pressure allows the molten material to be flushed away before it can re-solidify on the surface.

Comparison of electrode surface appearance after HEDAM at 4 MPa and 10 MPa
In addition, the tip of the electrode becomes more tapered (especially in case of brass and Cu) when the highest flushing pressure of 10 MPa is employed. This phenomenon is due to the wobbling of the electrode at a higher flushing pressure, which causes the electrode to approach closer to the walls of the hole during machining. This increases the chances of secondary discharge taking place at the sides of the tool resulting in tapering at the tip of the Cu and brass electrode. This phenomenon of wobbling is not very much evident in case of CuW electrode which resists the impact of high pressure due to its higher strength than Cu and brass.
The EDX spectrum analyses of the Cu, brass and CuW electrodes after HEDAM are shown in Fig. 7a–c respectively. It represents the breakdown of the various elements found on the electrode after the machining process. From Fig. 7, it can be observed that the carbon content for Cu is the highest. In addition, from the experimental results obtained from Fig. 4, the tool wear for copper is the highest among the three electrodes. This is due to the high discharge energy during the HEDAM process and the low melting point of copper, which cause the copper electrode to melt and form carbon residues. It was also observed that the carbon content on the CuW electrode is the lowest among the three electrodes. Owing to superior thermal properties of CuW, it is able to withstand the high temperatures during machining resulting in very low values of tool wear and less carbon residue is produced as a result.

EDX spectrum analysis after HEDAM. a Cu. b Brass. c CuW
Moreover, it was also found that the oxygen content for all three electrodes is quite significant. This is attributed to the high water content of the dielectric fluid (80% water). Under high temperatures during the machining process, the water-based dielectric fluid breaks down into hydrogen and oxygen. The oxygen reacts with the surface of the electrode and workpiece, forming an oxide layer over it.
EDX analysis performed on all three electrodes shows that the percentages of chromium and nickel are the highest for the CuW electrode (Fig. 8). During the machining process, molten debris from the machining zone is flushed away, and some of it re-solidifies on the surface of the electrode. However, in the case of copper and brass electrodes, the percentage deposition seems to be less. This is due to the rapid melting of these tool electrodes during HEDAM. As discussed in the Section 5.1, the EWR for CuW is minimum. Hence, more material gets deposited, resulting in a higher percentage composition.

Comparison of EDX analysis for three electrode materials
6.3 Influence of rotational speed
During the HEDAM process, the selection of proper rotational speed of the tool electrode is also important. Figure 9 shows the comparison of SEM images after HEDAM drilling of Inconel 718 at 100 and 2000 rpm respectively. It has been found that at a lower rotational speed of 100 rpm, the corner edges of the tool were blemished more, when compared to the edge of the tool at 2000 rpm. This is explained by the fact that at lower rotational speed of 100 rpm, the arc expanded freely and got deionized at the sharp edge of the tool. However, due to the combination of high rotational speed (2000 rpm) and better flushing environment (8 MPa), the breaking of the plasma channel becomes easier, resulting in less corner wear.

Comparison of electrode surface appearance after HEDAM at 100 rpm and 2000 rpm
The percentage composition of different elements present after HEDAM drilling for Cu, brass and CuW is shown in Fig. 10. The comparison is conducted for two different rotational speeds of 100 rpm and 2000 rpm respectively. It has been found that apart from the migration of constituents of workpiece material to the tool electrodes, there are traces of carbon and oxygen present as well. The major source of carbon is the by-product of sparking/arching after the machining operation. As discussed in the earlier sections, oxygen comes from the water-based dielectric fluid which gets dissociated into hydrogen and oxygen during machining. It is interesting to note that there is a higher percentage of carbon at lower rotational speed (100 rpm) compared to that at 2000 rpm. This is attributed to the fact that at 100 rpm, there is higher tool wear, resulting in an increase in carbon formation.

EDX analysis of the electrode tip after HEDAM at a 100 rpm and b 2000 rpm
7 Roughness and quality of the machined surface
7.1 Surface roughness provided by different electrode materials
The comparison of average surface roughness generated on the surface of Inconel 718 workpiece by Cu, brass and CuW after HEDAM is shown in Fig. 11.

Comparison of average surface roughness (Ra) provided by a brass, b Cu and c CuW
It can be seen from the figure that the surface roughness is influenced by the electrode material properties. It has been observed that for the parameter settings of 50 A, 8 MPa and 2000 rpm, Cu and brass electrodes have lower surface roughness. The reason for obtaining lower surface roughness using Cu and brass electrodes is the better electrical and thermal properties of Cu and brass compared to that of CuW (Table 3). If the electrical conductivity of the electrode material is better, then it facilitates the uniform and effective discharges reducing ineffective pulses leading to better surface quality of the workpiece surface.
7.2 Surface quality of machined holes
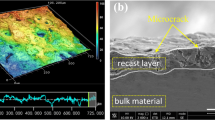
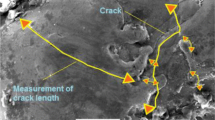
Figure 12(a, b) shows the entry and exit surface qualities respectively at the side walls of the hole after machining. A current setting of 110 A was used and the rotation speed and the flushing pressure were maintained at the optimum setting of 2000 rpm and 8 MPa respectively. By comparing the surface qualities of the entry and exit side images of the drilled holes, it was found that micro-cracks are present in both the entry and exit sides.

SEM images of micro-cracks on hole wall (a) at the entry side of the hole and (b) at the exit side of the hole. (c) Magnified view
Due to the poor thermal conductivity of Inconel 718, heat is not quickly dissipated across the workpiece. Instead, the heat is largely concentrated near the region where the plasma channel contacts the workpiece. Furthermore, the area further away from the plasma channel slowly gets heated due to conduction. Due to the high-temperature gradient, high tensile residual stresses prevail. Under constant expansion and contraction during the machining process, micro-cracks begin to develop.
It has also been found that there are fewer cracks present on the exit side than the entry side. This is due to the fact that the entry side suffers more thermal damage as a result of the prolonged exposure to the flowing molten material. In addition, continuous flushing is taking place to cool the system. This repeated cycle of heating and cooling accelerates the expansion and contraction phenomenon resulting in the formation of the micro-cracks. As for the exit side of the hole, the machining process stops immediately once the hole is through. Thus, the exit side experiences less exposure to the cyclical heat fluctuations and faces less thermal damage, resulting in fewer micro-cracks.
8 Conclusions
A comparative study on the performance of Cu, brass and CuW electrodes for the HEDAM drilling of Inconel 718 has been presented in this article. Based on the experimental investigations, the following conclusions can be drawn from the study:
For HEDAM drilling of Inconel 718, the thermal properties of the electrode material play a vital role. It has been found that for all the current settings, brass electrode provides the highest MRR followed by Cu and CuW electrodes.
CuW electrode exhibited the lowest EWR, followed by brass and CuW electrodes.
The tendency of debris re-solidification is higher at lower flushing pressure. However, higher flushing pressure results in an increase in corner wear (tapering) of the electrodes. Due to the improper deionization of arcs at lower rpm, higher corner wear is observed. Moreover, higher wear leads to more carbon deposition at 100 rpm.
Electrical and thermal properties of the tool electrode material have a significant effect on average surface roughness (Ra) obtained. Brass and copper provided less Ra compared to CuW electrode.
References
Dudzinski D et al (2004) A review of developments towards dry and high speed machining of Inconel 718 alloy. Int J Mach Tools Manuf 44(4):439–456
Rahman M, Seah WKH, Teo TT (1997) The machinability of Inconel 718. J Mater Process Technol 63(1–3):199–204
Sharman ARC, Hughes JI, Ridgway K (2006) An analysis of the residual stresses generated in Inconel 718™ when turning. J Mater Process Technol 173(3):359–367
Leskovar P, Ferlan D, Kovač M (1987) Residual stresses as essential criteria for the evaluation of production processes. CIRP Ann Manuf Technol 36(1):409–412
Ezugwu EO, Tang SH (1995) Surface abuse when machining cast iron (G-17) and nickel-base superalloy (Inconel 718) with ceramic tools. J Mater Process Technol 55(2):63–69
Kunieda M et al (2005) Advancing EDM through fundamental insight into the process. CIRP Ann Manuf Technol 54(2):64–87
Tanjilul M, Ahmed A, Kumar AS, Rahman M (2018) A study on EDM debris particle size and flushing mechanism for efficient debris removal in EDM-drilling of Inconel 718. J Mater Process Technol 255:263–274
Ahmed A, Lew MT, Diwakar P, Kumar AS, Rahman M (2019) A novel approach in high performance deep hole drilling of Inconel 718. Precis Eng 56:432–437
Tsai Y-Y, Masuzawa T (2004) An index to evaluate the wear resistance of the electrode in micro-EDM. J Mater Process Technol 149(1–3):304–309
Singh S, Maheshwari S, Pandey PC (2004) Some investigations into the electric discharge machining of hardened tool steel using different electrode materials. J Mater Process Technol 149(1–3):272–277
Khan AA (2008) Electrode wear and material removal rate during EDM of aluminum and mild steel using copper and brass electrodes. Int J Adv Manuf Technol 39(5–6):482–487
Shen Y, Liu Y, Zhang Y, Dong H, Sun P, Wang X et al (2016) Effects of an electrode material on a novel compound machining of inconel718. Mater Manuf Process 31(7):845–851
Tsai HC, Yan BH, Huang FY (2003) EDM performance of Cr/Cu-based composite electrodes. Int J Mach Tools Manuf 43(3):245–252
Curodeau A, Richard M, Frohn-Villeneuve L (2004) Molds surface finishing with new EDM process in air with thermoplastic composite electrodes. J Mater Process Technol 149(1–3):278–283
El-Taweel TA (2009) Multi-response optimization of EDM with Al–Cu–Si–TiC P/M composite electrode. Int J Adv Manuf Technol 44(1–2):100–113
Zaw HM, Fuh JYH, Nee AYC, Lu L (1999) Formation of a new EDM electrode material using sintering techniques. J Mater Process Technol 89:182–186
Ahmed A (2016) Deposition and analysis of composite coating on aluminum using Ti–B4C powder metallurgy tools in EDM. Mater Manuf Process 31(4):467–474
Zhao J, Li Y, Zhang J, Yu C, Zhang Y (2003) Analysis of the wear characteristics of an EDM electrode made by selective laser sintering. J Mater Process Technol 138(1–3):475–478
Amorim FL, Lohrengel A, Müller N, Schäfer G, Czelusniak T (2013) Performance of sinking EDM electrodes made by selective laser sintering technique. Int J Adv Manuf Technol 65(9–12):1423–1428
Lonardo PM, Bruzzone AA (1999) Effect of flushing and electrode material on die sinking EDM. CIRP Ann Manuf Technol 48(1):123–126
Amorim FL, Weingaertner WL (2007) The behavior of graphite and copper electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool steel. J Braz Soc Mech Sci Eng 29(4):366–371
Lee HT, Hsu FC, Tai TY (2004) Study of surface integrity using the small area EDM process with a copper–tungsten electrode. Mater Sci Eng A 364(1–2):346–356
Uhlmann E, Roehner M (2008) Investigations on reduction of tool electrode wear in micro-EDM using novel electrode materials. CIRP J Manuf Sci Technol 1(2):92–96
Trych-Wildner A, Wildner K (2017) Multifilament carbon fibre tool electrodes in micro EDM—evaluation of process performance based on influence of input parameters. Int J Adv Manuf Technol 91(9–12):3737–3747
Khanra AK, Sarkar BR, Bhattacharya B, Pathak LC, Godkhindi MM (2007) Performance of ZrB2–Cu composite as an EDM electrode. J Mater Process Technol 183(1):122–126
Rahman MM, Khan MAR, Kadirgama K, Noor MM, Bakar RA (2010) Modeling of material removal on machining of Ti-6Al-4V through EDM using copper tungsten electrode and positive polarity. World Acad Sci Eng Technol 71:576–581
Bhaumik M, Maity K (2018) Effect of different tool materials during EDM performance of titanium grade 6 alloy. Eng Sci Technol Int J 21(3):507–516
Ahmed A, Fardin A, Tanjilul M, Wong YS, Rahman M, Kumar AS (2018) A comparative study on the modelling of EDM and hybrid electrical discharge and arc machining considering latent heat and temperature-dependent properties of Inconel 718. Int J Adv Manuf Technol 94(5–8):2729–2737
Xu H, Gu L, Chen J, Hu J, Zhao W (2015) Machining characteristics of nickel-based alloy with positive polarity blasting erosion arc machining. Int J Adv Manuf Technol 79(5–8):937–947
Jahan MP, Rahman M, Wong YS (2011) A review on the conventional and micro-electrodischarge machining of tungsten carbide. Int J Mach Tools Manuf 51(12):837–858
Ahmed A, Tanjilul M, Fardin A, Wong YS, Rahman M, Kumar AS (2018) On the design and application of hybrid electrical discharge and arc machining process for enhancing drilling performance in Inconel 718. Int J Adv Manuf Technol 99(5–8):1825–1837
Acknowledgements
The authors would like to thank Dr. S. Panda and Mr. J. Adhikari for their help and support to fabricate the integrated circuit.
Funding
This work was funded by A*Star (Grant No: R265-000-534-305) and Singapore Institute of Manufacturing Technology (SIMTech) (Grant No: R265-000-518-504).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ahmed, A., Tanjilul, M., Rahman, M. et al. Ultrafast drilling of Inconel 718 using hybrid EDM with different electrode materials. Int J Adv Manuf Technol 106, 2281–2294 (2020). https://doi.org/10.1007/s00170-019-04769-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04769-w