
Abstract
Owing to poor thermal conductivity, heat dissipation, and high chemical reactivity toward most of the tool materials, temperature elevation in the machining of titanium alloy leads to poor surface quality. Based on analyzing the variation laws of the milling forces under cryogenic cooling, the present investigation concerns the surface integrity (surface roughness, micro-hardness, microstructures, and residual stresses) in cryogenic milling of Ti-6Al-4 V alloy under the application of liquid nitrogen (LN2) as a cooling mode. Findings have indicated a dramatic increase in milling forces, and decreasing surface roughness was observed under variation of jet temperature (20~−196 °C). Besides an increase in cutting speed from 60 to 120 m/min, a linear increase in cutting forces, surface roughness, micro-hardness, and residual compressive stress was observed. The minimum micro-hardness decreased at cutting speed of 90 m/min and up to 30 μm in depth. A holistic comparison between obtained results under cryogenic milling and previously studied results under dry milling at same cutting conditions depicted higher micro-hardness and higher compressive residual stress under cryogenic LN2 on the machined surface. However, the residual stress under LN2 cooling conditions tends to decrease relatively slower compared to dry milling. Also, there are no significant differences in grain refinement and twisting under dry and cryogenic LN2 machining. The research work proves the effectiveness of cryogenic milling in improving the surface integrity of the Ti-6Al-4 V alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys are considered as difficult-to-cut material due to the excessive heat generation and poor thermal conductivity during machining. A great deal of research work has been done to investigate the cutting mechanism, machining process, and its application for titanium alloys. Extensive research work has been dedicated to improving the machining quality, machining efficiency, energy efficiency, and economic aspects of machining titanium alloys. Also, the use of active cooling and lubrication represents a primary technical means to significantly improve the machining efficiency and surface quality of titanium alloys. In recent decades, cryogenic machining under liquid nitrogen (LN2) and cryogenic CO2 has gained attention due to their excellent lubri-cooling effects, eco-friendly characteristics, and high feasibility in application [1]. The representative work considered the cryogenic machining titanium alloys using LN2 by using equipment of Lockheed Martin, and MAG companies highlighted a ten-times extended tool life and processing efficiency of machining F-35 fighter components with less production cost [2].
Regarding the surface integrity of cryogenic machining, the current research work is focusing on surface roughness, residual stresses, microstructure, and micro-hardness of the machined surfaces. It is already mentioned in the published literature that cryogenic cutting can significantly decrease the machined surface roughness and, thereby, improve the surface finish. For instance, cryogenic cutting of AISI H13 hardened steels using LN2 has reduced 33–40% of surface roughness compared with dry cutting and 25–29% compared with conventional cooling [3]. Besides, another study has reported 20–30% reduction in surface roughness for the cryogenic machining of high-strength alloy steel [4, 5] and 33% reduction in surface roughness for the cryogenic milling of Inconel 718 alloys as compared with dry cutting [6]. Also, cryogenic cutting of Inconel 740 alloys, the LN2, and vegetable oil atomization jet double cooling and lubrication has reduced the surface roughness by 41% compared with conventional wet cooling [7]. Moreover, it is also reported that the machined surface roughness was decreased by 31% and 36–39% in the cryogenic cutting of Ti-6Al-4 V titanium alloy in comparison with the dry and flood coolant-based cutting, respectively [8, 9]. Furthermore, another research has reported the cryogenic cutting of AZ31B magnesium alloy with 20% improvement in machined surface finish [10].
In respect of machined surface residual stresses, it is shown that cryogenic cutting can effectively improve the state and amplitude of residual stresses. During cryogenic cutting Inconel 718 alloys, the compressive residual stresses of the machined subsurface were more significant than those gained under dry cutting conditions [11]. The cryogenic LN2 cooling of alloy steel can enhance the compressive residual stresses and decrease in tensile residual stresses by using an appropriate selection of the LN2 flow rate and cutting parameters to control the subsurface residual stresses and machined surface quality [12, 13]. In the high-speed cryogenic milling of Al-Li alloys using LN2, surface profile and residual stress variations differ significantly from those gained under dry cutting conditions [14]. A combination of high speeds, considerable depth of cut, and high feed conditions can achieve an excellent state of subsurface residual stresses. Besides, the application of cryogenic cutting of Al-Li alloys with LN2 can also decrease the tensile residual stresses of the machined surface [15]. The cryogenic cutting of AZ31B magnesium alloys can also enlarge the subsurface compressive residual stresses and improve surface integrity [16].
It is reported in the literature that cryogenic cutting has also been found as capable of reducing the hardened layer thickness of the machined surface and refining the surface grain size. The cryogenic cutting of alloy steel with LN2 cooling produces a lower hardened subsurface thickness, lower residual stresses, and superior machined surface precision [17]. The cryogenic cutting of AISI-52100 hardened steels can inhibit the thickness of the white layer and reduce the grain size of the surface layer [12]. Bordin et al. have conducted the turning of Ti-6Al-4 V alloy using LN2 as the cooling medium [18]. Findings have reported suppression of tool wear and surface roughness with superior chip breakability under cryogenic cutting than dry or wet machining. In another study, the effects of cooling conditions and cutting parameters on surface roughness, surface integrity, and micro-hardness in end milling of the titanium alloy were reported [19]. It was claimed that cryogenic cooling had reduced the surface roughness by 39% and 31% in comparison with dry and flood cooling, respectively. The cryogenic cooling also caused a noteworthy increase in micro-hardness of machined surface. Polycrystalline diamond tools were used to machine Ti-6Al-4 V alloy under three different lubri-cooling modes: cryogenic cooling, hybrid cryogenic and minimum quantity lubrication (MQL), and conventional flood cooling [20]. Results have indicated better surface integrity and cutting force under hybrid cryogenic MQL cooling with no post-process residuals.
Additionally, the tool wear under conventional flood cooling was five times more intense than in cryogenic and hybrid conditions. Bermingham et al. have performed an experimental study on the influence of high-pressure emulsion and cryogenic cooling on tool life and chip morphology in turning of Ti-6Al-4 V alloy [21]. Comparative results have depicted that high-pressure coolant has prolonged the tool life and better chip breaking than cryogenic cooling. In another study, an investigation on cutting forces, chip morphology, and tool life in cryogenic machining of Ti-6Al-4 V were reported lesser tool deformation and heat generation during chip formation for the combination of low feed rate and high depth of cut [22]. Recently, a study has focused on the estimation of tool wear using the measures of energy consumption and tool deflection in machining of various tempered states of a β-titanium alloy [23]. The authors have utilized acoustic emissions and tool acceleration data to determine energy consumption and tool deflection values, respectively. Sartori et al. have investigated the effectiveness of using LN2 cooling in comparison with dry cutting in turning various microstructures of Ti-6Al-4 V alloy produced by direct metal laser sintering and electron beam melting [24]. The researchers have reported existence of a secure connection between the mechanical and thermal properties of the alloys and the tool damage mechanisms in both cryogenically cooled and dry cutting conditions. A recently published study has focused on comparison of the effect of using emulsion-based coolant and LN2-based cryogenic coolant by varying the flow rates in turning Ti-6Al-4 V alloy [25]. Findings have underscored that consumption of the cryogenic coolant can be significantly reduced to achieve the same levels of tool damage and machined surface integrity as in emulsion cooling.
As evident from the above literature review, the published work regarding the cryogenic cutting has involved many work materials including high-strength steels, high-temperature alloys, titanium alloys, aluminum-lithium alloys, magnesium alloys, etc. However, a comprehensive investigation concerning the surface integrity of cryogenic cutting Ti-6Al-4 V titanium alloy is rarely reported in the available literature. Therefore, the present work aims to carry out a series of studies on the surface integrity of a machined titanium alloy after cryogenic milling. A focus was made on the analyses of machined surface roughness, machined subsurface hardness, microstructure, and the variation in residual stresses. Afterward, the gained results are carefully compared with dry machining in order to provide enough data support for the investigation of cryogenic milling mechanisms of titanium alloy and its industrial applications.
2 Experimental details
2.1 Experimental materials
An annealed Ti-6Al-4 V alloy in the form of cuboids having dimensions of 20 × 20 × 20 mm and nominal micro-hardness of around 320.8 HV was used as the tested material. The mechanical and thermophysical properties of the material are provided in Ref. [26]. Its nominal chemical composition is given in Table 1, and its metallographic structure is as shown in Fig.1.

Metallographic structure of the tested material
2.2 Experimental setup
All the milling experiments were carried out on a TH5660A vertical machining center with a maximum spindle rotational speed of 5300 r/min and a maximum feed rate of 5000 mm/min. The end mill was a traditional milling tool with PVD AlTiN coated cemented carbide insert provided by ISCAR (IC928, as shown in Fig. 2). The nose radius of the insert is 1.524 mm, the rake angle and clearance angle are 11° and 15°, respectively. The diameter of the cutter holder is 25 mm with the catalog number of M104AP1690-2525-150-2 T-C. During the milling tests, only one insert with a sharp cutting edge was mounted on the cutter holder under each round experiment.

Inserts for the experiments (IC928)
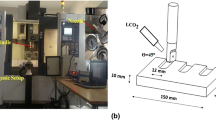
In order to study the influence of different jet temperatures on the cutting force and surface integrity under the condition of cryogenic milling, a cryogenic cooling, and lubrication system was constructed, as shown in Fig. 3. The schematic diagram of the cryogenic system and its working principles can be seen Ref. [27] and Ref. [28]. The jet nozzle was almost 50~55 mm away from the milling tool. The nozzle was injected at tool surface normal to the machine table surface. The temperature and flow rate of cryogenic nitrogen gas jet can be adjusted by adjusting the flow rate and proportion of LN2 to nitrogen gas (N2). The temperature of the cooling agent was measured directly using the thermal infrared setup.

The cryogenic cooling and lubrication system
In this research work, two kinds of cutting environments: dry milling (room temperature, T = 20 °C) and cryogenic milling with − 40 °C~− 160 °C N2 gas and − 196 °C LN2 was tested (see Table 2). Additionally, three levels of cutting speed (Vc): 60, 90, and 120 m/min were controlled. The other three cutting parameters, namely, feed rate (fz), radial depth of cut (ae), and axial depth of cut (ap) were fixed to 0.1 mm/tooth, 1 mm, and 3 mm, respectively (see Table 3). During the cryogenic milling experiments, a mica sheet was used to block the heat transfer between the work and the fixture. A jet of cryogenic N2 with an exit pressure of 0.6 MPa or LN2 with an exit pressure of 0.1 MPa was sprayed on to insert and the workpiece surface in order to ensure the actual cooling effect of cutting zones.
For the measurement equipment, a Kistler 9625B piezoelectric dynamometer was used to measure the cutting force firstly, and then the maximum feed force (Fx), radial force (Fy), and axial force (Fz) under various machining parameters and cooling conditions were analyzed. A Mahr S3P roughness meter and a VHX-500 digital microscope were used to measure the machined surface roughness and machined surface microstructure, respectively. Micro-hardness and residual stresses of the machined surfaces were measured using HXS-1000TAC micro-hardness tester and Proto-LXRD X-ray stress analyzer, respectively. In the test, all the measurements were conducted three times, and the average of three values was used for the analysis.
3 Results and discussion
3.1 Milling forces
In order to provide structural data support for the analysis of surface integrity, the milling force tests were conducted before the investigation on surface integrity. The milling forces involve feed force Fx in X-direction, radial force Fy in Y-direction, and axial force Fz in Z-direction were recorded. The cutting forces under dry and cryogenic milling for the Ti-6Al-4 V alloy with different jet temperatures (from 20 to − 196 °C) and different cutting speeds (60 m/min, 90 m/min, and 120 m/min) are shown in Fig. 4, which depicts the influence of jet temperature and cutting speed on the milling forces.

The influence of jet temperature and cutting speed on milling force
From Fig. 4, it can be seen at constant cutting speed that the milling forces in three directions increase with the decrease of jet temperature. This can be associated with the cryogenic cooling of the workpiece before the cut that increased the mechanical properties mainly hardness and ultimately led to difficult to shearing of the material [29]. Similar to 35CrMnSiA, and AISI-D2 steel material behavior under low temperature, the mechanical properties of Ti-6Al-4 V also improve under low temperature [28, 30], as its mechanical properties improve with the decrease in temperature. Therefore, high cutting forces are required in the milling of Ti-6Al-4 V alloy under low-temperature jet spray, i.e., the lower the jet temperature, the higher the milling force.
It can be determined from Fig. 4 that at the same jet temperature, increase of cutting speed from 60 m/min to 120 m/min, milling forces in three directions trend to increase. This is mainly because of the high strain hardening effect of material that leads to superior deformation resistance in the shear zone, and the intermittent cutting results in the increase of vibration and dynamic cutting force. The milling forces in three directions thus increase with the increase of cutting speed for the Ti-6Al-4 V alloy under the given experimental set. Also, by comparing Figs. 4a, 4b, and 4c, at the same jet temperature and cutting speed, the radial force is greater than the rest of the feed force and far more axial force.
3.2 Surface roughness of the machined surface
Surface roughness can indicate the state of a machined surface, and it is one of the essential parameters for evaluating the surface integrity of parts. After each round of the milling process, the surface roughness of the machined surface was measured and recorded three times to mitigate the probability of error. The measured machined surface roughness values for both cryogenic and dry milling are shown in Fig. 5. It can be seen from the figure that at the same cutting speed, the surface roughness decreases evidently as the jet temperature decreases. The cryogenic milling can significantly reduce the machined surface roughness since the cutting temperature is significantly reduced. The lower surface roughness can also be associated with the low tool-chip and tool- workpiece interaction under cryogenic milling. Similarly, as the cutting speeds were increased from 60 to 90 and 120 m/min under cryogenic milling of Ti-6Al-4 V, the values of machined surface roughness (Ra) reduced by 33.11%, 24.20%, and 34.08%, compared with dry milling. It indicates that application of cryogenic milling of Ti-6Al-4 V alloy with LN2 cooling significantly improved the workpiece surface quality.

The influence of jet temperature and cutting speed on surface roughness
It is pertinent to mention that surface roughness decreased dramatically as the cutting speed increased from 60 to 90 m/min and then slightly increased from 90 to 120 m/min in both dry and cryogenic milling. This is mainly because of increase in cutting speed that led to an increase in impact load or cutting force (as shown in Fig. 4), which slightly deteriorated the surface quality of the machined surface at higher cutting speed. Moreover, the increase in the cutting speed also increases the cutting temperature, which in turn causes more cutting heat transferred to the workpiece, affecting the tool-workpiece interaction conditions, and deteriorates the surface quality of machined surface too. However, at higher cutting speeds of 90 m/min and 120 m/min, the tool-workpiece interaction conditions under the cryogenic cooling were close to each other, leading to the surface roughness that decreases slightly.
By comprehensively analyzing the milling forces and surface roughness in both dry milling and cryogenic milling conditions (as shown in Figs. 4, 5), it can be summarized that milling force and the surface roughness dramatically increase and decrease with the decrease of the jet temperature, respectively. Compared with dry milling, the values of milling force and surface roughness and their trends in the cryogenic milling are different, especially under LN2 cooling conditions. Therefore, the following analysis of micro-hardness, microstructures, and residual stresses of the machined surface is focused on the comparison of experimental results between dry milling and LN2 cooling conditions. It would be easier to investigate and verify the performance of cryogenic milling on the surface integrity of Ti-6Al-4 V alloy.
3.3 Micro-hardness of the machined surface
Figure 6 depicts the results of the micro-hardness of the machined surface in both cryogenic LN2 and dry milling. It can be seen from Fig. 6a that micro-hardness of the machined surface in both machining conditions shows a similar trend. The maximum micro-hardness (peak value) often appears to be on the machined surface. It decreases sharply, reaches a minimum value, rises again to a high value, and finally decreases to the bulk micro-hardness value in a very shallow depth. It is well known that the titanium alloys can efficiently react with oxygen, nitrogen, and other elements during the cutting process, which forms hard titanium oxide or titanium nitride film that increased the machined surface micro-hardness significantly. However, shearing heat can also lead to thermal softening of the machined surface. Owing to low thermal conductivity of titanium alloy, cutting heat can accumulate in a very narrow depth for a while, causing the micro-hardness to decrease significantly in a very shallow depth. Besides, tool-chip friction and extrusion also result in grain refinement or twisting of the machined surface. As the depth below machined surface increases, thermal effect loses intensity, which results in an increase in micro-hardness of subsurface layer of material. Therefore, a second but relatively low peak of the surface micro-hardness curve and slightly higher than the bulk micro-hardness of the workpiece is observed.

Micro-hardness of the machined surface
A comparative study of cryogenic LN2 and dry milling shows that the newly machined layer exhibits a strong adsorption effect on nitrogen and oxygen; thus the surface micro-hardness becomes higher due to quenching effect of LN2 that makes the superficial thermal retention layer narrow and renders the micro-hardness lower than the bulk value. Moreover, as the cutting speed increases, the cutting heat intensifies, and the cutting temperature rises. However, cooling effect of the LN2 increases the micro-hardness of the machined surface. Additionally, in the machined subsurface, the trough value of the micro-hardness in a shallow depth decreases with the increase in cutting speed (Fig. 6b).
3.4 Microstructures of the machined surface
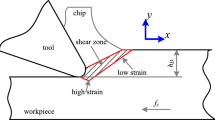
The microstructures of the cross sections of machined surfaces produced under the conditions of cryogenic LN2 and dry milling at the cutting speeds of 60 m/min, 90 m/min, and 120 m/min are shown in Fig. 7. The results indicate that the tool-chip and tool-workpiece friction and extrusion have caused apparent phenomena of grain refinement and twisting, which leads to a clear difference between the micro-hardness of the machined surface and the bulk micro-hardness. The thickness of the grain refinement and the twisting zone is identified about 10 μm~15 μm, which is consistent with the micro-hardness measurement shown in Fig. 6. However, the variation trend of the grain refinement and twisting in the machined surface with the cutting speed and cooling conditions is not so evident, as shown in Fig.7.

Micrographs showing the microstructures of machined surfaces (in cross section)
3.5 Residual stresses of the machined surface
Figure 8 presents the measured residual stresses on the machined surface for both the cutting environments at cutting speed (60~120 m/min). It can be seen from Fig. 8 that residual stresses of the machined surface are compressive ones under both the cutting environments. The values of compressive residual stresses of the machined surface under LN2 cooling condition are higher than those under dry milling condition. This is mainly due to the cooling effect of LN2 that reduced the cutting temperature and increased the brittleness of Ti-6Al-4 V alloy. It also decreased the plastic deformation of workpiece during the milling process. Moreover, a prestress field with the main feature of cold shrinkage is formed on the surface of material, which is nonlinearly superposed with the stress field formed by force and heat during the machining process. As a result, the amplitude of compressive residual stress increased [12].

Residual stresses on machined surfaces under dry and cryogenic milling
Besides, it can also be observed from Fig. 8 that with the increase of cutting speed, the values of the compressive residual stress of the machined surface increases under dry and cryogenic milling. This should be attributed to the fact that as the cutting speed increases, cutting force applied on the machined surface becomes more substantial, and the cutting temperature also increases. Consequentially, this causes a greater extent of plastic deformation in the material of the machined surface, which imparts an increasing tendency to the magnitude of the corresponding compressive residual stress.
The residual stresses observed in the feed direction as well as in the cross-feed direction of the machined surface are compressive. Furthermore, the residual stresses in the feed direction are slightly smaller than those in the cross-feed direction. The associated reason is that under the same machining conditions, the feed and radial milling forces are not the same during the machining process. Therefore, the plastic deformations on the machined surface in the two directions are also different and so are the residual stresses in these directions. The more substantial component of the milling force produces larger magnitude of residual stresses in that direction. In comparison with dry milling, LN2 cooling can increase the magnitude of compressive residual stress to a certain extent. This is consistent with the findings presented in Ref. [11, 12] that the LN2 cooling can increase the compressive residual stress or reduce the tensile residual stress in cryogenic cutting of high-strength alloys and steels.
Figure 9 shows the variation in the residual stresses as observed in the machined surface layer when the cutting speed is increased from 60 to 120 m/min under both the machining conditions of dry milling and cryogenic milling.

Distribution of residual stresses in the machined surface layer
It can be seen from Fig. 9 that under the dry and cryogenic LN2 cutting environments, the residual stress distribution curves of the machined surface layer are the same with slight variations. The highest magnitude of the compressive residual stress in both cases can be found on the machined surface. With an increase in depth below the machined surface, the corresponding residual stress begins to decrease enormously. At a depth of about 40~60 μm, it drops to a specific value and then fluctuates within a certain range as the depth below machined surface increases. Finally, the residual stress gradually changes from compressive to tensile and tends to touch zero at a depth of about 110 μm. As shown in Fig. 9e, at the cutting speed of 90 m/min and the depth range of 0–30 μm, the compressive residual stress under LN2 cooling conditions tends to decrease relatively mildly as compared with the dry milling.
4 Conclusions
This work investigated the effects of employing LN2-based cryogenic cooling at different levels of cutting speed on the milling forces, surface roughness, micro-hardness, microstructures, and residual stresses in end milling of Ti-6Al-4 V alloy. Based on experimental results, the major conclusions are summarized as follows:
- (1)
With the decrease of jet temperature, the milling forces in feed, radial, and axial directions increase clearly. This can be attributed to the fact that the mechanical properties of Ti-6Al-4 V alloy increase with the decrease of jet temperature under the condition of cryogenic cooling of workpiece before the cut. Besides, with the increase of cutting speed, the milling forces in three directions increase too. This mainly results from the increase of strain hardening effect of material with the increase of cutting speed and the intermittent cutting characteristics of the milling process with the increase of spindle speed.
- (2)
The surface roughness of the machined surface decreases dramatically as the jet temperature decreases at the same cutting speed. This is can be attributed to the high cooling performance of cryogenic LN2, which can effectively reduce the cutting temperature and improve the tool-chip and tool-workpiece interaction conditions. When the cutting speeds are 60 m/min, 90 m/min, and 120 m/min, compared with dry milling, the surface roughness under LN2 cooling conditions reduces by 33.11%, 24.20%, and 34.08%, respectively. Additionally, the surface roughness decreases evidently with the increase of cutting speed in both dry milling and cryogenic milling. This mainly results from the increase of impact load or cutting force and the increase cutting heat transferred to the workpiece as cutting speed increases.
- (3)
The maximum value of micro-hardness appears on the machined surface, and micro-hardness decreases sharply in the superficial layer along with the depth, rises again, and finally decreases to match the bulk micro-hardness of the substrate. This trend was observed in both the cooling options. Cryogenic cooling yields higher machined surface micro-hardness and renders the superficial thermal retention layer narrower and the trough value lower. This can be attributed to the quenching effect of LN2. With the cutting speed increases, the peak value on the machined surface and the trough value in the machined subsurface under LN2 cooling conditions increases and decreases, respectively. This also can be attributed to the quenching effect of LN2.
- (4)
Concerning microstructure, both the cooling options resulted in occurrence of the grain refinement and twisting beneath the machined surface layers up to a depth of 10~15 μm. This mainly results from the strong thermomechanical coupling between tool-chip and tool-workpiece. However, the effects of cutting speed and cooling conditions on the grain refinement and twisting in the machined surface layer were not noticeable.
- (5)
The option of cryogenic cooling outperformed dry milling in terms of imparting higher compressive residual stress to the machined surface. Furthermore, the higher levels of cutting speed not only increases the magnitude of compressive residual stress but also increases the depth of the layer up to which the compressive stress is imparted.
Above all, the surface integrity-focused experimental study led to some significant findings in the surface roughness, micro-hardness, microstructures, and residual stresses of the machined surface. It indicates that the application of the cryogenic milling of Ti-6Al-4 V alloy with LN2 cooling can significantly improve the machined surface quality.
References
Hong SY (2001) Economical and ecological cryogenic machining. J Manuf Sci Eng 123(2):331–338
Logan M (2012) Cryogenic cooling that increases tool life. MAG Industrial Automation Systems, Erlanger
Ravi S, Kumar MP (2011) Experimental investigations on cryogenic cooling by liquid nitrogen in the end milling of hardened steel. Cryogenics 51:509–515
Paul S, Dhar NR, Chattopadhyay AB (2001) Beneficial effects of cryogenic cooling over dry and wet machining on tool wear and surface finish in turning AISI 1060 steel. J Mater Process Technol 116(1):44–48
Al-Ghamdi KA, Iqbal A, Hussain G (2015) Machinability comparison of AISI 4340 and Ti-6Al-4 V under cryogenic and hybrid cooling environments: a knowledge engineering approach. P I Mech Eng B-J Eng 229(12):2144–2164
Shokrania A, Dhokia V. Newman ST, et al (2012) An initial study of the effect of using liquid nitrogen coolant on the surface roughness of Inconel 718 nickel-based alloy in CNC milling. Procedia CIRP 3: 121-125
Tazehkandi AH, Shabgard M, Pilehvarian F (2015) Application of liquid nitrogen and spray mode of biodegradable vegetable cutting fluid with compressed air in order to reduce cutting fluid consumption in turning Inconel 740. J Clean Prod 108:90–103
Dhananchezian M, Kumar MP (2011) Cryogenic turning of the Ti-6Al-4 V alloy with modified cutting tool inserts. Cryogenics 51:34–40
Shokrani A, Dhokia V (2016) Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti-6Al-4 V titanium alloy. J Manuf Process 21:172–179
Pu Z, Outeiro JC, Batista AC et al (2012) Enhanced surface integrity of AZ31B Mg alloy by cryogenic machining towards improved functional performance of machined components. Int J Mach Tool Manu 56:17–27
Pusavec F, Hamdi H, Kopac J et al (2011) Surface integrity in cryogenic machining of nickel-based alloy–Inconel 718. J Mater Process Technol 211(4):773–783
Umbrello D, Micari F, Jawahir IS (2012) The effects of cryogenic cooling on surface integrity in hard machining: a comparison with dry machining. CIRP Annals-Manu Tech 61(1):103–106
Biček M, Dumont F, Courbon C et al (2012) Cryogenic machining as an alternative turning process of normalized and hardened AISI 52100 bearing steel. J Mater Process Technol 212(12):2609–2618
Mou H, Huang X, Yuan Y et al (2014) Investigation of surface integrity of aluminum lithium alloy in high speed machining. Scientia Sinica Technologica 44(1):89–98
Zhang X, Mu H, Huang X et al (2015) Cryogenic milling of aluminum-lithium alloys: thermo- mechanical modelling towards fine-tuning of part surface residual stress. Procedia CIRP 31:160–165
Pu Z, Outeiro JC, Batista AC et al (2011) Surface integrity in dry and cryogenic machining of AZ31B Mg alloy with varying cutting-edge radius tools. Procedia Engineering 19:282–287
Kaynak Y, Lu T, Jawahir IS (2014) Cryogenic machining-induced surface integrity: a review and comparison with dry, MQL, and flood-cooled machining. Mach Sci Technol 18(2):149–198
Bordin A, Sartori S, Bruschi S et al (2017) Experimental investigation on the feasibility of dry and cryogenic machining as sustainable strategies when turning Ti-6Al-4 V produced by additive manufacturing. J Clean Prod 142(4):4142–4151
Shokrani A, Dhokia V, Newman ST (2016) Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti–6Al–4 V titanium alloy. J Manuf Process 21:172–179
Schoop J, Sales WF, Jawahir IS (2017) High speed cryogenic finish machining of Ti-6Al-4 V with polycrystalline diamond tools. J Mater Process Technol 250:1–8
Bermingham MJ, Palanisamy S, Kent D et al (2012) A comparison of cryogenic and high pressure emulsion cooling technologies on tool life and chip morphology in Ti-6Al-4 V cutting. J Mater Process Technol 212(4):752–765
Bermingham MJ, Kirsch J, Sun S et al (2011) New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti-6Al-4 V. Int J Mach Tool Manu 51(6):500–511
Iqbal A, Biermann D, Abbas H et al (2018) Machining β-titanium alloy under carbon dioxide snow and micro-lubrication: a study on tool deflection, energy consumption, and tool damage. Int J Adv Manuf Technol 97:4195–4208
Sartori S, Moro L, Ghiotti A et al (2017) On the tool wear mechanisms in dry and cryogenic turning additive manufactured titanium alloys. Tribol Int 105:264–273
Isakson S, Sadik MI, Malakizadi A et al (2018) Effect of cryogenic cooling and tool wear on surface integrity of turned Ti-6Al-4 V. Procedia CIRP 71:254–259
Jamil M, Khan AM, Hegab H et al (2019) Effects of hybrid Al2O3-CNT nanofluids and cryogenic cooling on machining of Ti–6Al–4 V. Int J Adv Manuf Technol 102(9-12):3895–3909
Zhao W, Gong L, Ren F et al (2018) Experimental study on chip deformation of Ti-6Al-4 V titanium alloy in cryogenic cutting. Int J Adv Manuf Technol 96(9-12):4021–4027
Gong L, Zhao W, Ren F et al (2019) Experimental study on surface integrity in cryogenic milling of 35CrMnSiA high-strength steel. Int J Adv Manuf Technol 103(1-4):605–615
Sun S, Brandt M, Palanisamy S et al (2015) Effect of cryogenic compressed air on the evolution of cutting force and tool wear during machining of Ti–6Al–4 V alloy. J Mater Process Technol 221:243–254
Khan AM, Jamil M, Ul Haq A et al (2019) Sustainable machining. Modeling and optimization of temperature and surface roughness in the milling of AISI D2 steel. Industrial Lubrication and Tribology 71(2):267–277
Funding
The authors wish to acknowledge the financial support of this research by the National Natural Science Foundation of China under contract no. 51475234 and General Assembly Project under contract no. 9140A18030115HT90052.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhao, W., Ren, F., Iqbal, A. et al. Effect of liquid nitrogen cooling on surface integrity in cryogenic milling of Ti-6Al-4 V titanium alloy. Int J Adv Manuf Technol 106, 1497–1508 (2020). https://doi.org/10.1007/s00170-019-04721-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04721-y