
Abstract
Because of its poor rigidity, a thin-walled casing can easily cause chatter during the cutting process, which seriously affects the efficient processing of the casing, so some measures are needed to suppress the flutter. In this paper, a dynamic model of flexible fixtures for thin-walled casings is presented. This model differs from the analysis of casings with rigid fixtures. A new flexible fixture has been designed based on the principle of multiple dynamic vibration absorbers. A hybrid dynamic model of the lumped mass method and the finite element method for thin-walled casings and flexible fixtures has been developed, and the effect of flexible fixtures on the vibration suppression of thin-walled casings is analyzed. To verify the model, a typical thin-walled casing is taken as an example, and the accuracy of the dynamic model is verified by the comparison between the modal test results and the simulation results. The simulation and experimental results show that the model can effectively reflect the dynamic response of thin-walled casings under the flexible fixture. With a flexible fixture, the corresponding amplitude of the frequency response of the casing is reduced, and the frequency is shifted to the right. Through cutting experiments, it is found that the low-order vibration amplitude of the system is reduced by nearly 20 times and the coupling vibration amplitude of the cutter and the workpiece is reduced by nearly 5 times with a flexible fixture. Finally, it is also noted that flexible fixtures are an effective measure to suppress casing flutter.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The casing is an important component of aero-engines. Casings have complex shapes and structures and the characteristics of thin-walled cylindrical parts. The primary casing material is usually difficult to machine. Because of its poor rigidity, high strength of materials, and difficult processing characteristics, serious chatter may occur during processing, which makes it difficult to meet the design requirements of accuracy and surface quality. It also limits the processing efficiency of the casing. Therefore, suppression of chatter in the processing of thin-walled casings and improvement of manufacturing technology are challenging and a topic of active research.
The efficiency of the actual processing of thin-walled casing parts is often improved by various methods. Many scholars have done much work for this purpose. For the processing of thin-walled parts, they have focused mainly on using multi-point supporting rigid fixtures, increasing damping, optimizing cutting parameters, predicting cutting chatter, active and passive controls, and other methods [1,2,3,4,5,6,7,8,9,10]. Aoyama et al. [1] used low melting point materials to support thin-walled flexible parts uniformly at multiple points and restrained the elastic deformation of parts during processing. Rai et al. [2] introduced a verification model of a milling process based on the finite element method. By considering the influence of fixture, operation sequence, tool path, and cutting parameters, the thin-wall deformation and elastic deformation of parts during the milling process were simulated and predicted. Gao et al. [3] noted that the stiffness of thin-walled curved surface parts changes during processing. The choice of different tool paths may cause complex machining deformation, which affects processing quality. A deformation control strategy based on tool path was proposed by Kolluru et al. [4] and Rashid et al. [5], who studied the effect of adding dampers to suppress chatter during milling. An active vibration control system was established by Zhang et al. [6] with a laser displacement detector and a voice coil motor (VCM). The vibration of a thin-walled flexible workpiece was actively controlled. An active control loop for cutting tools was designed, which improved the material removal rate of milling by one order of magnitude. Parus et al. [7] also proposed an active control system in which damping was introduced into the system. The linear quadratic Gauss algorithm and a piezoelectric actuator were used to suppress vibration in the cutting process. The principle of feedback control is adopted in active control, which can adjust the system continuously and has strong adaptability, but the realization scheme is complex. Liu [8], Zhang [9], and Li [10] made chatter predictions for the cutting process of thin-walled parts, and Zhang [9] used different flutter detection thresholds based on workpiece geometry, tool path, and dynamic characteristics to identify flutter. The current research focuses on prediction, and there are few studies on how to control and suppress vibration. Tuysuz et al. [11] noted that the dynamic response of thin-walled parts is related to cutting path and tool position. A reduced-order time-domain dynamic update model based on finite element substructure and perturbation methods was used to predict the frequency variation of thin-walled blades along the milling path. The research mainly focuses on vibration control of thin-walled flexible workpiece and adjusts cutting parameters to a certain extent. Up to now, vibration problems in thin-walled parts machining process are still important constraints and difficulty, which directly affect the accuracy, efficiency, and upgrading of products and further research is needed.
It is a meaningful exploration to control cutting vibration of thin-walled casing by innovative design of flexible fixture. However, the research on the vibration of thin-walled casing and fixture during the milling process is insufficient, and the active design of flexible fixtures lacks theoretical calculation and experimental basis. Zeng et al. [12] pointed out that the chatter during the milling process can be minimized by designing a reasonable fixture position, a proper force acting mode, and a limited number of fixture units, but the effect of the damping is not considered. In fact, the damping characteristics of the whole workpiece-fixture system directly determine the dynamic characteristics of the processing system. Ma et al. [13] proposed a dynamic analysis model to determine the influence of the damping coefficient on the dynamic response of thin-walled workpieces during processing. A semi-active control flexible fixture based on magnetorheological fluid (MRF) was proposed to suppress the processing vibration. However, the above fixture implementation scheme is complex and difficult to solve, and may not be suitable for the requirements of engineering simplification. Therefore, it is necessary to study the anti-vibration performance of flexible clamps for the processing of thin-walled casings.
In this paper, a new flexible fixture has been designed based on the principle of multiple dynamic vibration absorbers. A hybrid dynamic model of the lumped mass method and the finite element method for thin-walled casings and flexible fixtures has been developed. The effect of flexible fixtures on the vibration suppression of thin-walled casings is analyzed. Finally, it is verified by cutting experiments.
2 A dynamic model of flexible fixtures for thin-walled casings
2.1 Design of a flexible fixture for a typical thin-walled casing
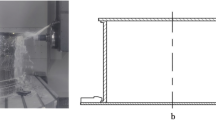
The three-dimensional structure of a typical thin-walled casing is shown in Fig. 1a. The casing is positioned and clamped by four bolts on the flange; the 3-2-1 principle is applicable to it. The equivalent finite element model of the casing is shown in Fig. 1b. The material is a superalloy with physical properties as follows: elastic modulus 199.9 GPa, Poisson’s ratio 0.3, and density 8240 kg/m3. The outer diameter of the casing is 412.70 mm, the inner diameter is 409 mm, the thickness is 1.85 mm, the height is 129.70 mm, and the mass is 10.664 kg. The constraints set by the finite element model are zero displacement constraints at the flange block at the bottom of the casing. The natural frequencies and modal shapes of the thin-walled casing are calculated by the block Lanczos method, as shown in Table 1. By analyzing the modal modes of different casing wall thicknesses (blank-roughing workpiece, semifinished workpiece), it is found that the modal modes of workpieces have high similarity, which provides ideas for research on vibration suppression and fixture design by similar methods.

Casing structure and equivalent finite element model. a Physical casing structure. b Equivalent finite element model of casing
Setting high-speed milling conditions at spindle speeds of n = 5000–9000 r/min and end milling cutter teeth of z = 4–6, the research focuses on the vibration mode and cutting stability of thin-walled casings in the excitation frequency range of 300 to 1000 Hz. According to the results of finite element analysis, the vibration modes of the casing in this range are up and down extension (462.08 Hz), triangular extension (554.99 Hz), and quadrangular extension (923.53 Hz). The local mode shapes of clamp holding points that correspond to the third natural frequency are not the focus of this paper. According to the results of finite element analysis, in addition to the flange being positioned and clamped by four screws, an auxiliary flexible fixture is designed as shown in Fig. 2. In general, the fixture consists of five parts: rubber belt (rubber spring damper), torsion spring (energy storage element), pressing block, rotating shaft screw, and frame connecting rod. Among them, the pressing block is in contact with the rubber ring under the pretightening force of the torsion spring and can adapt to the change of the casing surface; the frame connecting rod forms a polygonal structure to support the casing. Considering the engineering simplification, the six connecting rods form a hexagonal frame structure, which is tightly fixed on the casing and the damping rubber belt.

Schematic diagram of casing and the auxiliary flexible fixture
2.2 Equivalent dynamic model of casing and flexible fixture
The vibration absorption principle of the tuned mass damper (TMD) is to connect the damper (including mass, spring, and damper) to the main structure and transfer the energy of the main structure to the TMD through inertia to reduce the vibration of the whole system. In the establishment of an equivalent dynamic model of the flexible fixture, the coupling effect between the fixture and the thin-walled casing is not considered and the casing is set as a rigid body. The characteristics of the flexible fixture make it equivalent to a dynamic model consisting of multiple dynamic vibration absorbers, as shown in Fig. 3.

Equivalent dynamic model of the flexible fixture
The equations of the abovementioned dynamic models can be listed as shown in Eqs. (2.1), (2.2), and (2.3).


In these equations, M is the mass of the casing structure; C and K are the damping and spring stiffness, respectively; mi, ci, and ki are the mass, damping, and spring stiffness of the damper; X is the vibration displacement of the main structure; xi is the displacement of the tuned mass damper; fi is the action force of a single tuned mass damper acting on the casing structure; fin(t) is an excitation force imposed externally. By solving the above equations, the parameters of multiple dampers can be obtained quantitatively, and the vibration reduction effect of the parameters of the flexible fixture on the casing can be analyzed. However, actual engineering structures such as thin-walled casings are more complex, and the vibration of the casing and the vibration of the flexible fixture are coupled. Here, the finite element model is used to calculate and analyze. The finite element model of the flexible fixture is shown in Fig. 4a. The finite element mesh model of the casing and the flexible fixture is shown in Fig. 4b.

Equivalent dynamic model of the casing and the flexible fixture. a Finite element mesh model of the auxiliary flexible fixture. b Finite element mesh model of the casing and the auxiliary flexible fixture. c Equivalent dynamic model of the casing and the flexible fixture
The torsional force of the torsional spring of the actual fixture mainly depends on its elastic coefficient. The torsion spring is equivalent to the spring element, as shown in Fig. 4c. The forces acting at different torsion angles are shown in Table 2. From the table, it is seen that the force produced by the torsion spring with an angle of 300° is larger than at the lower torsion spring angles. The calculation shows that at a torsion spring angle of 300°, the frictional force between the auxiliary fixture and the rubber belt, and the rubber belt and the casing, is not less than 118 N, which is more than 20 times the weight of the auxiliary fixture. This ensures that the vibration-reducing auxiliary fixture is firmly fixed in the required installation position during the processing.
Because the connecting rods of fixture frame are designed with a lightweight and high rigidity material, their mass is less than 5% of the casing mass, their rigidity is higher than that of the thin-walled casing by more than two orders of magnitude, and their deformations are neglected. Therefore, to simplify the analysis, the frame consisting of connecting rods is equivalent to a rigid element. The mass of fixture truss and other parts is equivalent to the mass element distribution applied on elastic rubber rings, where the lumped masses are located in the action area of the inclined plate. The rotating shaft is connected by a screw, which is tightened and simplified to be integrated with the connecting rod. The rubber spring damper, as an internal support, has certain rigidity and adaptability to the inner wall of the casing. Under the pre-pressure of the torsion springs and the pressing blocks, it may produce large deformation. In the equilibrium state, rubber spring has produced pre-denaturation and supported the thin-walled casing. In this case, the deformation caused by external cutting vibration belongs to a small deformation state, which satisfies the hypothesis of small deformation to a certain extent and can be equivalent to linear elastic vibration.
Thus, a hybrid dynamic model of the lumped mass method and the finite element method for thin-walled casings and flexible fixtures has been developed, as shown in Fig. 4c. In the simulation process, the elasticity of the clamp is adjusted by adjusting the elastic coefficient of the torsion spring, and the damping of the whole system is measured by modal test. Then, the damping ratio is calculated by the half power bandwidth method of the spectrum diagram. In this paper, the damping ratio of the auxiliary flexible fixture system is 3.6%, and that of the non-auxiliary fixture system is 0.16%.
3 Effect of a flexible fixture on the dynamic response of a thin-walled casing
The frequency response of nodes is simulated in different positions of the outer ring of the casing when the knife tip acts on TCP 1 (shown in Fig. 4). Under the same constraints, two working conditions were compared: one with a flexible fixture and the other without a flexible fixture. The results of the frequency response analysis of each point without a flexible fixture are shown in Fig. 5 and that of each point with a flexible fixture is shown in Fig. 6.

Frequency response analysis results and comparison of case body and case with fixture. a Frequency response analysis results of each point of the casing (without flexible fixture). b Frequency response analysis results of a flexible fixture with the casing. c Comparison of frequency response analysis results at different points under two working conditions

Comparison of frequency response analysis results of node 5421 under two working conditions
The results of frequency response analysis shown in Fig. 5 a and b at each point of the two working conditions are compared as shown in Fig. 5c. With the flexible fixture, the corresponding amplitude of the frequency response at each point of the casing decreases, and the frequency shifts to the right. Among them, the peak value and frequency change of the frequency response curve are the first, the second, the fourth, and the sixth order.
Consider node 5421 as an example to compare the results. As shown in Fig. 6, the first peak frequency of node 5421 with flexible fixture shifts from 461 to 524 Hz, and the peak value decreases by 1/3. The second peak frequency shifts from 553 to 606 Hz, and the peak value decreases by 2/5. The fourth peak frequency shifts from 921 to 956 Hz, and the peak value decreases by 1/2. The sixth peak frequency shifts from 1757 to 1811 Hz, and the peak value does not change. Considering that the corresponding frequency of machine tool flutter is not more than 2000 Hz and that the results of the frequency analysis are truncated at 2000 Hz, other higher order frequency response results are not the focus of this paper and are ignored.
4 Analysis of cutting experiments
4.1 Vibration analysis of casing during cutting
To analyze whether the designed auxiliary fixture can change the dynamic characteristics of the whole structure, cutting experiments were carried out to verify the change of the mass, stiffness, and damping of the whole structure.
The D165 high-speed milling machine has the advantages of high cutting speed, high processing efficiency, and suitability for the processing of thin-walled parts used in aviation. A D165 high-speed milling machine is selected as the experimental platform. The experimental device is shown in Fig. 7. To obtain the vibration signals of the tool and the casing, two accelerometers are embedded outside the tool spindle, and four accelerometers are installed on the surface of the casing. Two accelerometers are also installed in the torsional spring area and the nontorsional spring area to measure the difference in vibration amplitudes between the torsional spring force and the nontorsional spring force. Simultaneously, in order to obtain adequate data to analyze the frequency components during tool rotation, a sampling frequency of 216 kHz is selected to collect acceleration signals. Because the casing is a hard-to-machine superalloy, the cutting parameters are αp = 0.5 mm and αe = 0.2 mm. The spindle speed of the machine tool is 6000 r/min. A carbide 4-tooth end milling cutter with TiC coating is used for milling. The cutting length of the cutter is 25 mm, the total length of the cutter is 75 mm, and the diameter of the cutter is 10 mm.

Experimental device diagram
The RMS value is used to measure the vibration amplitude during milling, as shown in Fig. 8. According to the measured acceleration RMS value, the RMS value of the vibration signal after fixture installation is 5.1 times lower than that without the fixture and 1.5 times lower than that with only the rubber belt. To better determine the role of torsional spring force in restraining vibration, the vibration of torsional spring force area and nontorsional spring force area during the milling process is analyzed, as shown in Fig. 9. From the results of the analysis, it can be seen that the vibration amplitude of the torsional spring force action zone is approximately the same as that of the nontorsional spring force action zone, which effectively ensures the consistency of processing and further improves the processing accuracy. As an aside, it is also seen that the torsional spring force increases the stiffness and damping near the action point area.

Acceleration signals during the milling process (acceleration signals measured from top to bottom without fixture, and with rubber belt and fixture, respectively)

Vibration during milling. a Vibration of torsional spring force acting region. b Vibration of the nontorsional spring force region
4.2 Coupling analysis of tool and workpiece
Analyzing the dynamic coupling response between the tool and the workpiece is an important means to detect the effect of vibration suppression. By forced excitation, the frequency response curve of the tool used in the experiment is shown in Fig. 10a. In the cutting process, the coupling of the vibration between the cutter and the workpiece can be clearly seen by analyzing the vibration signal of the milling cutter, as shown in Fig. 10b.

Tool frequency response curve and vibration signal of each tooth. a Tool frequency response curve. b Vibration signals of each tooth
By amplifying the acceleration signal of the vibration of the workpiece, the vibration of each tooth of the cutter during milling can be clearly seen. As seen from Fig. 10b, the interval between each tooth of the cutter is 2.4 ms, while the milling time of the cutter is 0.01 s. Therefore, the time interval for the coupling analysis between the cutter and the workpiece is set to 1.4 ms, so that the coupling vibration of the workpiece and the cutter can be clearly observed, from when the cutter contacts the workpiece, until the cutter leaves the workpiece. The three-dimensional spectra of the milling process under three working conditions are shown in Fig. 11.

Three-dimensional spectral array obtained from the short-time FFT of the acceleration signal. a Three-dimensional spectral array of the short-time FFT of the acceleration signal with fixture. b Three-dimensional spectral array of short-time FFT of acceleration signal without fixture
Analysis of Fig. 11 shows that the vibration amplitude of the clamp is reduced by nearly 20 times, and the coupling vibration amplitude of the tool and the workpiece is reduced by nearly 5 times than that of the clamp without fixture.
5 Conclusion
In this paper, a hybrid dynamic model of flexible fixtures for thin-walled casings is proposed, which analyzes the chatter associated with cutting thin-walled casings. A typical thin-walled casing has been taken as an example, and the influence of flexible fixture on the vibration suppression performance of the thin-walled casing is analyzed. The accuracy of the dynamic model is verified by comparing the modal test results with simulation results.
The simulation results show that the model can effectively reflect the influence of a flexible fixture on the dynamic response of a thin-walled casing. With a flexible fixture, the peak value of the frequency response curve at each point of the casing decreases, and the frequency shifts to the right. The cutting experiments show that the low-order vibration amplitude of the flexible fixture system is reduced by nearly 20 times, and the coupling vibration amplitude of the tool and the workpiece is reduced by nearly 5 times than without the fixture.
The actual test results are affected by the clamping position and contact state, the rigidity of the flexible fixture frame, the rubber thickness, and the elastic force of the torsion spring during the processing of the casing. This analysis simulates several typical states. Under similar clamping conditions, the influence of a flexible fixture on the frequency response of each point of the casing is studied. For practical engineering applications, different working conditions have been considered for calculation and comparison.
References
Aoyama T, Kakinuma Y (2005) Development of fixture devices for thin and compliant workpieces. Cirp Ann-Manuf Technol 54(1):325–328
Rai JK, Xirouchakis P (2008) Finite element method based machining simulation environment for analyzing part errors induced during milling of thin-walled components. Int J Mach Tool Manu 48(6):629–643
Gao YY, Ma JW, Jia ZY, Wang FJ, Si LK, Song DN (2016) Tool path planning and machining deformation compensation in high-speed milling for difficult-to-machine material thin-walled parts with curved surface. Int J Adv Manuf Technol 84(9–12):1757–1767
Rashid A, Nicolescu CM (2008) Design and implementation of tuned viscoelastic dampers for vibration control in milling. Int J Mach Tool Manu 48(9):1036–1053
Kolluru K, Axinte D, Becker A (2013) A solution for minimising vibrations in milling of thin walled casings by applying dampers to workpiece surface. Cirp Ann-Manuf Technol 62(1):415–418
Zhang H-T, Chen Z, Chen P, Zhang X-M, Ding H (2016a) Saturated output regulation approach for active vibration control of thin-walled flexible workpieces with voice coil actuators. IEEE/ASME Trans Mechatron 21:266–275
Parus A, Powałka B, Marchelek K, Domek S, Hoffmann MJJOV, Control (2013) Active vibration control in milling flexible workpieces. J Vib Control 19(7):1103–1120
Liu Y, Wu B, Ma J, Zhang D (2017) Chatter identification of the milling process considering dynamics of the thin-walled workpiece. Int J Adv Manuf Technol 89(5):1765–1773
Zhang X, Yu T, Wang W, Ehmann KF (2016b) Three-dimensional process stability prediction of thin-walled workpiece in milling operation. Mach Sci Technol 20(3):406–424
Li ZY, Sun YW, Guo DM (2017) Chatter prediction utilizing stability lobes with process damping in finish milling of titanium alloy thin-walled workpiece. Int J Adv Manuf Technol 89(9–12):2663–2674
Tuysuz O, Altintas Y (2018) Time-domain modeling of varying dynamic characteristics in thin-wall machining using perturbation and reduced-order substructuring methods. J Manuf Sci Eng-Trans ASME 140(1)
Zeng SS, Wan XJ, Li WL, Yin ZP, Xiong YL (2012) A novel approach to fixture design on suppressing machining vibration of flexible workpiece. Int J Mach Tool Manu 58(7):29–43
Ma JJ, Zhang DH, Wu BH, Luo M, Liu YL (2017) Stability improvement and vibration suppression of the thin-walled workpiece in milling process via magnetorheological fluid flexible fixture. Int J Adv Manuf Technol 88(5–8):1231–1242
Acknowledgments
We also thank all reviewers and editors for their valuable comments and suggestions.
Funding
This study was financially supported by the Key Project of Deformation Control Technology for 123 Case in Aviation Industry (nos. GTX20160029) and Major National Science and Technology Projects for High-grade CNC Machine Tools and Basic Manufacturing Equipment (nos. 2014ZX04001021 and 2018ZX04003001) of China.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, X., Ma, P., Peng, X. et al. Study on vibration suppression performance of a flexible fixture for a thin-walled casing. Int J Adv Manuf Technol 106, 4281–4291 (2020). https://doi.org/10.1007/s00170-019-04696-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04696-w