
Abstract
Continuous roll process based on sheet thickness reduction can effectively form 3D curved parts. In the forming process, work hardening is always an important factor for affecting thickness reduction of a rolled plate. In this paper, incremental multi-step forming technology is proposed for the first time, which is different from the previous multi-step forming technology, which only one set of roll gap is needed in the whole forming process. The forming process of convex and saddle curved parts is simulated, and the effect of incremental multi-step forming technology on longitude bending deformation is studied. The results show that in continuous roll process for a 3D curved part, roll gap distribution is uneven, so thickness reduction of the rolled plate is different along the roll gap. By maximizing the thickness difference between the middle and both sides of the rolled plate, the longitudinal bending deformation of the rolled plate is maximized. When the forming steps are one, two, three, and six, the longitude curvature radiuses of forming a convex curved part is 227 mm, 186 mm, 161 mm, and 154 mm in order, so the longitude bending deformation increase to 18%, 29%, and 32% in order; the longitude curvature radiuses of forming a saddle curved part is 239 mm, 185 mm, 167 mm, and 164 mm in order, so the longitude bending deformation increases to 23%, 30%, and 31% in order. Therefore, this technology is suitable for forming 3D curved parts with large bending deformation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Traditional die forming processes were widely used for forming 3D curved parts. In recent years, individuation demands of 3D curved parts are increasing. For example, in the manufacturing field, individualized body shell, ship hull plates and internal components, and artworks are also individuation demands. Individualized 3D curved parts will be applied to more fields such as medical and micro vehicle. Traditional forming processes are gradually replaced by flexible forming processes, and the rolling processes are the hot topics [1,2,3]. YAMASHITA developed the forming experiment apparatus for a doubly curved part, but poor forming quality was caused by forming tools with discrete linear profile [4]. Yoon et al. developed the line array roll process apparatus with three upper and lower rolls. In the forming process, the forming tool profiles cause the transversal bending of the rolled plate and the longitude bending is achieved by 3-point bending [5,6,7]. Because of the discontinuous contact in the forming process, the forming quality was also weak. A continuous contact forming process was developed [8, 9]; the forming apparatus employs three flexible working rolls and the rolled plate is bent into a doubly curved part with the continuous contact [10]. But the forming system of three flexible rolls is complex, so forming efficiency is low. Forming parts with only cylindrical and conical shapes could be formed in traditional roll-bending forming apparatus with straight rigid rolls [11, 12]; the forming variety is poor. Through the years, continuous roll forming process was developed: this forming process has the advantages of rolling and multi-point process. Bending deformations are caused by roll gap with the non-uniform distribution. Only two flexible working rolls are employed, so the forming system is easier to control in contrast with the previous ones [13, 14]. In later researches, the necessary conditions of convex and saddle curved surface were discussed, and an applicable model was presented and the forming formation and the parametric equations were derived by Cai [15, 16]; in the forming of large curvature surface studies, the forming zone of a convex curved part was analyzed and the utilization rate was studied [17]; Li combined differential speed rotation technology [18] and multi-step technology [19] with continuous roll process.
In the previous study [15], rolling reduction compensation is a common method for increasing the longitude bending deformation, but work hardening is a key factor for limiting bending deformation. While incremental multi-step forming technology can effectively reduce the influence of work hardening and increase bending deformation and forming precision. In this study, the forming process of a convex and saddle curved part will be simulated, and the effect of incremental multi-step forming technology on longitude bending deformation in continuous roll forming process for 3D curved parts will be studied.
2 Forming process
The continuous roll forming experiment apparatus is shown in Fig. 1. The apparatus is mainly composed of forming rolls and controlling units. The schematic of the forming experiment apparatus is presented in Fig. 2. Two working rolls arranged up and down are employed in this apparatus, and the profile of each working roll can be bent into an arc by adjusting the displacement of the controlling unit. The profiles of working rolls are like two different arcs, RU is defined as the radius of upper working roll profile and RL is defined as the radius of lower working roll profile. When the target 3D curved part is a convex curved part, RU < RL; when the target 3D curved part is a saddle curved part, RU > RL. As regards the distribution of roll gap, the transversal thickness of the convex curved part is increasing from the middle to both sides, while the transversal thickness of the saddle curved part is decreasing (T is the middle thickness; T’ is the thickness of both sides). Roll gap consists of upper and lower working roll profile; roll gap height is the minimum distance between two working rolls, and the processed thickness of the formed curved part is determined by the roll gap height. The forming process of the 3D curved part is shown in Fig. 3. First, the profiles of working rolls should be configured into the specific shape. Second, the lower working roll is fixed, and the upper working roll moves to the target position; then, the rolled plate is clamped. Third, the working rolls begin to turn about their own middle axis and the rolled plate is continuously fed and forming. Finally, the target 3D curved part is formed.

Continuous roll forming experiment apparatus. (a) 3D view (b) Front view

Schematic of continuous roll forming process apparatus.

Forming process of 3D curved part in continuous roll forming process
3 The formation mechanism of 3D curved part
Schematic of rolled plate thickness reduction is shown in Fig.4; the thickness of the rolled plate is reduced, and its length elongates in the rolling direction. At different points, the longitudinal elongation is varied along the roll gap. The forming length of the rolled plate is defined as Δl(v) at point v, and the initial length of the rolled plate is defined as Δl0, so the longitude elongation can be presented:

Schematic of rolled plate thickness reduction
The longitude forming length of the rolled plate is:
The transversal thickness of the rolled plate is uneven thinned, so the transversal bending deformation of the rolled plate is caused by roll gap shape. The longitude elongation is changed along the roll gap and the part of the rolled plate with more elongation is restrained by the adjacent part with less elongation; it caused additional compressive stress; while the part with less elongation is stretched by the adjacent part with more elongation, it caused additional tensile stress. Under the effect of additional tensile and compressive stress, the longitude bending is obtained (Fig. 5). The gradient change of thickness difference between the both sides and middle of the formed curved part decided the longitude bending deformation: the larger the gradient, the larger the longitude deformation; the smaller the gradient, the smaller the longitude deformation.

Principle of longitude bending deformation of 3D curved part
Longitude curvature of the formed curved part at any point can be presented as ρu−1 = dl/dθ, where θ is the normal angle of the longitude contour. The longitude elongation is presented:
Where ρu is used as the longitudinal curvature radius, it is presented:
So the longitudinal contour of the formed curved part can be obtained.
4 The principle of incremental multi-steps forming technology
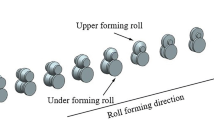
Incremental multi-step forming technology is a novel technology, which combines multi-step technology and incremental forming technology. The basic idea of multi-step forming technology is to divide a large target deformation into several small ones and realize a 3D curved part forming step by step (as shown in Fig. 6). By reasonably designing the deformation amount of each step, the overall deformation of the rolled plate can be as uniform as possible, so as to eliminate the forming defects and improve the forming ability of the rolled plate.

The bending deformation schematic of rolled plate in multi-step forming
The principle of incremental multi-step forming technology is that with the forming steps increasing, the most thickness reduction position of the rolled plate has the most forming times, while the flexible rolls contact with the least thickness reduction position of the rolled plate until the final step. Under the effect of multi-step forming technology, the influence of work hardening on the thickness reduction is minimized, so as to realize the thickness difference maximization between the middle and both sides of the rolled plate. Based on the longitude bending principle in continuous roll forming process, the maximization of longitudinal bending deformation can be obtained.
5 Finite element model
In the numerical simulation, rolling direction is defined as longitude direction (X direction), transversal direction is defined as Y direction, and thickness direction is defined as Z direction. The finite element model of continuous roll forming process should have these features: (1) the working rolls should have enough stiffness; (2) the roll profile should be configured into a various curve; (3) the working rolls can turn about their middle axis. The finite element model is shown in Fig. 7. A number of short rolls are used as a working roll; they can arranged in a various curve and turn about their middle axis at the same time. Because working rolls need enough stiffness, so a rigid-body element is used in the short roll; flexible-body element is used in the rolled plate. Rolling process along the transversal direction is symmetrical, so 1/2 model is applied in the numerical simulation; it can effectively reduce the calculation time. To prevent the abnormal offset and rotation of the rolled plate in the rolling process, symmetry constraint conditions are used in the forming process; the motion freedom in the Y direction and the rotation freedom in the Z direction are constrained. A reference point is set in each short roll, and the motion and rotation of short roll are controlled by the reference point. As the rolled plate is fed under friction, the Coulomb friction model is applied, which is simple and has strong applicability in the numerical simulations. Based on practical engineering experience, the friction coefficient between steel and mild steel is approximately 0.1~0.2. In the finite element simulation of continuous roll forming, the friction coefficient is set to 0.2 to ensure sufficient friction to realize rolled plate feed. In order to save calculation time, shell element is used in short roll, so the short roll thickness is ignored. Reduction integral element is used in sheet, which can avoid the shear self-locking problem caused by large stiffness and small deflection of the element and ensure the convergence. Quadrilateral mesh is used for meshing the short roll; the hexahedral mesh is used for meshing the sheet, and the thickness direction of the rolled plate is divided into three layers. In this paper, the forming material is 1050 aluminum alloy, material properties in the numerical simulation is shown in Table 1, and the stress-strain curve is shown in Fig. 8.

Finite element model of continuous roll forming process

The tensile stress–strain curve of material in the numerical simulation
6 Verification of finite element model reliability
With the purpose of verifying the reliability of the finite element model, the forming experiments are carried out. The forming 3D curved parts in forming experiments are shown in Fig. 9. Under the same conditions, the finite element models are built. The forming 3D curved parts in numerical simulation are shown in Fig. 10. By comparison, it can be seen in Fig. 9a, the direction of transversal and longitude bending deformation are the same, the forming characteristics in the experiment is in accordance with that in the numerical simulation (in Fig. 10a); in Fig. 9b, the direction of transversal and longitude bending deformation are opposite and the forming characteristics in experiment also agree with that in the numerical simulation (in Fig. 10b).

The formed curved parts in the forming experiment. (a) Convex curved part. (b) Saddle curved part

The formed curved parts in the numerical simulation. (a) Convex curved part. (b) Saddle curved part
The profile curves of convex curved parts are shown in Fig. 11. As the bending direction of the transverse profile curve is the same with the longitudinal profile curve, so the characteristics of formed curved parts conform to the characteristics of the convex curved parts. The profile curves of saddle curved parts are shown in Fig. 12. As the bending direction of the transverse profile curve is opposite with the longitudinal profile curve, the characteristics of formed curved parts conform to the characteristics of the saddle curved parts.

The profile of the convex curved part. (a) Transversal direction. (b) Longitude direction

The profile of the saddle curved part. (a) Transversal direction. (b) Longitude direction
The thickness distributions of convex curved parts in numerical simulation and forming experiment are shown in Fig. 13. In transverse direction, the thickness increases gradually from inside to outside. In the longitudinal direction, the thickness increases near the front end, and it gradually tends to be stable far away from the front end, when towards the back end, the thickness decreases gradually from the stable state. The thickness distributions of saddle curved parts are shown in Fig. 14. In transverse direction, the thickness decreases gradually from inside to outside. The longitude thickness distribution regularity basically agrees with the one of convex curved part. It can be seen that the characteristics of formed curved parts in the numerical simulation agree with the ones in experiment, but there are differences between numerical simulation and experiment results. The reason is that continuous roll is a process for 3D curved parts based on thickness reduction, so the bending deformation error is caused by the thickness reduction error. Mesh is a key factor for affecting thickness reduction precision, so the mesh density decides the difference between numerical simulation result and experimental result, and the numerical simulation result of finite element model with a more dense mesh is closer to the forming experiment result. In conclusion, the feasibility of numerical simulation is verified in guiding experiment.

The thickness distribution of convex curved part. (a) Transversal direction. (b) Longitude direction

The thickness distribution of saddle curved part. (a) Transversal direction. (b) Longitude direction
7 Results and discussion
7.1 Analysis of numerical simulation results
n order to study the effect of incremental multi-step forming technology on the forming results of the convex curved part, the finite element models were established. The target formed curved part is a convex curved part with large curvature, and the desired width and length are 100 mm. When the ratio of width and length is 1:1, the percent of longitude effective forming zone in the rolled plate is close to 50% [17], so the width of forming material is 100 mm, the length is 200 mm, and the thickness is 1.8 mm. The forming path is shown in Table 2. Maximization means that in this process, when the flexible roll is in contact with the smallest thickness reduction position of the rolled plate, the longitude bending deformation of the rolled plate is maximum. Based on the previous study’s conclusion of multi-step forming technology [19], equivalent bending deformation in each forming step can make the bending deformation of the formed curved part more uniform and there is no defect.
The plastic strain nephograms of convex curved parts in incremental multi-step forming technology are shown in Fig 15. The plastic strain presents a gradual trend from middle to both sides in the transverse direction. In the longitudinal direction, the plastic strain changes monotonically near both ends of the forming curved part; far away from both ends, the plastic strain distribution is stable. It can be seen that the formed convex curved parts have high qualities in incremental multi-step forming technology. The plastic strain distributions of convex curved parts are shown in Fig. 16. In the transverse direction, the plastic strain gradually decreases from middle to outside. Moreover, with the increasing forming steps, the plastic strain in the middle of the formed convex curved part increases most obviously, and the plastic strain gradient change decreases successively from middle to outside. The maximum plastic strains of formed curved parts with one step, two steps, three steps, and six steps are 0.13, 0.17, 0.22, and 0.30 in order, while the plastic strain near the both sides of formed curved parts basically doesn’t change. In the longitudinal direction, with forming step increase, the plastic strain increases at the same position. When the forming steps are one, two, three, and six in order, the plastic strain values of the stable zone are 0.13, 0.17, 0.22, and 0.30 in order. It can be seen that with the increase of forming steps, the plastic strain near the middle of the convex curved part increases most significantly, and the maximum plastic strain increases 57% from one step to six steps.

The plastic strain nephograms of convex curved parts in incremental multi-step forming technology. (a) One step. (b) Two steps. (c) Three steps. (d) Six steps

The plastic strain curves of convex curved parts in incremental multi-step forming technology. (a) Transversal direction. (b) Longitude direction
The effect of incremental multi-step forming technology on thickness reduction precision is presented in Table 3. There is a difference between the formed thickness of the formed curved part and the roll gap height. With the forming step increase, the thickness reduction difference decreases significantly from 0.168 to 0.139 mm, so the thinning precision increases 17%. The reason is that in incremental multi-step forming technology, a larger bending deformation is divided into several smaller bending deformations, so the target thickness reduction is also divided into many smaller thickness reductions. Under the condition of same thickness reduction, the influence of work hardening is decreasing with forming step increases, so the influence of work hardening on thickness reduction is obviously decreasing in contrast with one step forming, so thickness reduction in the results are different, the difference between the minimum thickness and roll gap height are also significantly reduced.
The thickness distribution curves of convex curved parts are shown in Fig. 17. In the transverse direction, the thickness increases gradually from inside to outside. With the increase of forming steps, the thickness near the middle decreases obviously. The longitudinal thickness in the stable zone is 1.738 mm, 1.731 mm, 1.722 mm, and 1.709 mm in order, the thickness thinning is 0.62 mm, 0.69 mm, 0.78 mm, and 0.91 mm in order, so the thickness thinning increases 32% from one step to six steps.

The thickness curves of convex surface parts in incremental multi-step forming technology. (a) Transversal direction. (b) Longitude direction
The effect of incremental multi-step forming technology on longitude bending deformation is shown in Table 4. When the forming steps are one, two, three, and six, the longitude curvature radiuses are 227 mm, 186 mm, 161 mm and 154 mm in order, so the longitude curvature radius decreases 18%, 29%, and 32% in order. It can be seen that the longitude bending deformation shows an increasing trend with the forming step increase.
In order to study the effect of incremental multi-step forming technology on the forming results of the saddle curved part, the finite element models were established. The target formed curved part is the saddle curved part with large curvature. The desired width of the saddle curved part is 100 mm and the length is 100 mm, so the width of forming material is 100 mm, the length is 200 mm, and the thickness is 2.0 mm. The forming path is shown in Table 5.
The plastic strain nephograms of saddle curved parts in incremental multi-step forming technology are shown in Fig. 18. In the transverse direction, the plastic strain changes gradually from middle to both sides. Near both longitude ends of the forming curved part, the plastic strain changes monotonically; far away from both ends, the plastic strain is smooth and continuous. It can be seen that the forming quality of the formed saddle curved part is satisfied in incremental multi-step forming technology. The plastic strain distribution curves of forming saddle curved parts are shown in Fig. 19. The transverse plastic strain distribution of the saddle curved part is opposite with the one of the convex curved part; the plastic strain gradually increases from middle to outside. With the forming steps increase from one to six, the plastic strain near the both sides increases most obviously, and the change degree increases successively from inside to outside. The maximum plastic strain of forming saddle parts with one step, two steps, three steps, and six steps are 0.23, 0.34, 0.39, and 0.42 in order, while the plastic strain near the middle doesn’t change. In the longitudinal direction, with forming step increase, the plastic strain also increases at the same position. The plastic strain values in the stable zone are 0.23, 0.34, 0.39, and 0.42 from one step to six steps respectively. It can be seen that with the increase of forming steps, the plastic strain near the both sides of the saddle curved part increases most significantly, and the maximum plastic strain increases 45% from one step to six steps.

The plastic strain nephograms of saddle curved parts in incremental multi-step forming technology. (a) One step. (b) Two steps. (c) Three steps. (d) Six steps

The plastic strain curves of saddle curved parts in incremental multi-step forming technology. (a) Transversal direction. (b) Longitude direction
The effect of incremental multi-step forming technology on thickness reduction precision is shown in Table 6. With the forming step increase, the thickness reduction difference decreases significantly from 0.242 to 0.096 mm, so the thickness reduction precision increases 60%.
The thickness distribution curves of the saddle curved part are presented in Fig. 20. In the transverse direction, the thickness decreases gradually from inside to outside. With the increase of forming steps, the thickness near the both sides decreases obviously. The longitudinal thicknesses in the stable zone are 1.852 mm, 1.757 mm, 1.743 mm, and 1.706 mm, and the thickness reduction is 0.148 mm, 0.243 mm, 0.257 mm, and 0.294 mm in order, so the thickness reduction precision increases 50% from one step to six steps.

The thickness curves of saddle surface parts in incremental multi-step forming technology. (a) Transversal direction. (b) Longitude direction
The effect of incremental multi-step forming technology on longitude bending deformation is shown in Table 7. When the forming steps are one, two, three, and six, the longitude curvature radiuses are 239 mm, 185 mm, 167 mm, and 164 mm in order, so the longitude curvature radius decreases 23%, 30%, and 31%. It can be seen that the longitude bending deformation shows an increasing trend with the increase of forming steps.
7.2 Discussion
In this paper, the minimum thickness reduction is zero; zero thinning point is in the both sides of the convex curved part, while zero thinning point is in the middle of saddle curved part. When the forming steps are one, two, three, and six, the thickness difference values between the both sides and middle of the convex curved part are 1.738 mm, 1.731 mm, 1.722 mm, and 1.709 mm, and longitude curvature radius values are 227 mm, 186 mm, 161 mm, and 154 mm; the thickness difference values between the both sides and middle of the saddle curved part are 1.852 mm, 1.757 mm, 1.743 mm, and 1.706 mm, and longitude curvature radius values are 239 mm, 185 mm, 167 mm, and 164 mm. When the forming step is one, two, three, and six, the longitude bending variation rate of adjacent forming time is 18%, 13%, and 4% in the convex curved part; the longitude bending variation rate of adjacent forming time is 23%, 10%, and 2% in the saddle curved part. By comparison of the 3D curved part in one forming steps and six forming steps, it can be seen that the plastic strain in six forming steps is larger. This is mainly due to the poor forming path and large thickness reduction amount in one forming step; work hardening takes effect greatly, so the thickness reduction is restrained; based on longitude bending deformation principle, the longitude bending deformation is decreasing. As the longitude bending variation decreases with forming steps’ increase, the forming efficient is also lower. So the forming path is needed to be designed as forming precision requirements.
8 Conclusion
In this paper, the forming process of the convex and saddle curved part is simulated and the effect of incremental multi-step forming technology on longitude bending deformation in continuous roll forming process are studied.
- 1.
With the forming step increase from one to six, the plastic strain near the middle of the formed convex curved part increases most obviously, and the change degree decreases successively from inside to outside. The maximum plastic strain increases 57%, while the plastic strain near the both sides of the formed saddle curved part increases most obviously, and the plastic strain variation increases successively from middle to both sides. The maximum plastic strain increases 45% from one step to six steps.
- 2.
The thickness near the middle of the convex curved part decreases obviously. From one step to six steps, the thickness reduction increases 32%, and the thickness reduction precision increases 17%, while the thickness near the both sides of the saddle curved part decreases significantly. The thickness reduction increases 50% and the thickness reduction precision increases 60%.
- 3.
When the forming step is one, two, three, and six, the longitude curvature radius of the convex curved part decreases 18%, 29%, and 32% in order; the longitude curvature radius of the saddle curved part decreases 23%, 30%, and 31% in order. It can be seen that the longitude bending deformation shows an obvious increasing trend with the increase of forming steps.
Incremental multi-step forming technology has an obvious effect on improving longitude bending deformation of the 3D curved part. As this technology is based on multi-steps, the forming efficient is lower, so it can be expected that the more effective forming path with less forming steps will be studied.
References
Hansen NE, Tannerup O (1979) Modeling of elastic-plastic bending of beams using a roller bending machine[J]. J Manuf Sci Eng 101(3):304–310
山下勇, 加藤和典, 遠藤順一. 可撓ロールによる複曲面成形加工の研究 (第 1 報 可撓べンデイングロール機の試作)[C]. 日本塑性加工学会. 第 37 回塑性加工連合講演会論文集, 横浜, 1986:345–348
Kim TJ, Yang DY (2000) Improvement of formability for the incremental rolled plate forming process[J]. Int J Mech Sci 42(7):1271–1286
Yamashita I, Yamakawa T (1988) Apparatus for forming plate with a double-curved part, US, p 11
Yoon SJ, Yang DY (2003) Development of a highly flexible incremental roll forming process for the manufacture of a doubly curved rolled plate. CIRP Ann Manuf Technol 52(1):201
Shim DS, Yang DY, Han MS, Chung SW, Kim KH, Roh HJ (2008) Experimental study on manufacturing doubly curved plates using incremental rolling process, [in] Proceedings of the 9th International Conference on Technology of Plasticity, Gyeongju, p 887
Shim DS, Yang DY, Kim KH, Han MS, Chung SW (2009) Numerical and experimental investigation into cold incremental rolling of doubly curved plates for process design of a new LARS (line array roll) rolling process. CIRP Ann Manuf Technol 58(1):239
Li MZ, Hu ZQ, Cai ZY (2007) Method of multipoint continuous forming for the freeform surface parts. Chin J Mech Eng 43(12):155
Cai ZY, Li MZ, Lan YW (2012) Three-dimensional rolled plate continuous forming process based on flexible roll bending: principle and experiments. J Mater Process Technol 212:120
Cai ZY, Sui Z, Cai FX, Liu L (2013) Continuous flexible roll forming for doubly curved part and the forming process control. Int J Adv Manuf Technol 66:393
Lin YH, Hua M (2000) Influence of strain hardening on continuous plate roll-bending process. Int J Non Linear Mech 35:883
Zeng J, Liu ZH, Champliaud H (2008) FEM dynamic simulation and analysis of the roll-bending process for forming a conical tube. J Mater Process Technol 198:330
Cai ZY, Li MZ (2013) Principle and theoretical analysis of continuous roll forming for doubly curved part. SCIENCE CHINA Technol Sci 56:351
Li RJ, Li MZ, Qiu NJ, Cai ZY (2014) Surface continuous roll forming process for three-dimensional rolled plate parts. J Mater Process Technol 214:380
Cai ZY, Mi W, Li MZ (2014) Study on the continuous roll forming process of swept surface rolled plate part. J Mater Process Technol 204(9):1820
Li MZ, Cai ZY, Li RZ, Lan YW, Qiu NJ (2012) Continuous forming method for doubly curved part based on the rolling process using bended roll. Chin J Mech Eng 48:44
Li Y, Li MZ, Liu K (2018) Study on the utilization rate of processed spherical surface part in flexible rolling[J]. Int J Adv Manuf Technol:1–12
Li Y, Li MZ, Liu K, Li Z (2018) Effect of differential speed rotation technology on the forming uniformity in flexible rolling process[J]. Materials 11(10)
Li Y, Li MZ, Liu K (2019) Influence of a multi-step process on the thickness reduction error of rolled plate in a flexible rolling process[J]. Int J Miner Metall Mater
Acknowledgments
The study was supported by the Program for Innovative Research Team of JiLin Engineering Normal University.
Funding
Financial assistance for this study was provided by the National Natural Science Foundation of China (no. 51275202).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, Y., Li, M. Effect of incremental multi-step technology on longitude bending of 3D curved part in continuous roll process. Int J Adv Manuf Technol 105, 1777–1789 (2019). https://doi.org/10.1007/s00170-019-04442-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04442-2