
Abstract
Machinability of Ni-based aerospace alloy is considered to be difficult due to its numerous intrinsic properties. However, the machining performance of nickel-based alloys can be improved with the geometric alteration on the tool rake zone and by the proper cooling-lubrication mechanism. However, the complete consideration of the proper mechanisms is required. To fill this gap, the impact of cutting speed, machining time, and tool texturing was thoroughly inquired about along with cooling conditions on machinability indices such as tool wear, chip morphology, and cutting forces as well as surface finish. The machining tests were done with textured tools on Inconel 718 alloy at cutting speeds 80, 120, and 180 m/min respectively. Then, the comparison of machining characteristics with or without using solid lubrication mixed minimum quantity lubrication system were made. For that, the time of cutting was restricted to 10 min for comparison purposes. For machining at 80 and 180 m/min, the noteworthy reduction in flank and crater wear was observed, whereas at 120 m/min, small reduction is seen from 1 to 10 min under NFMQL condition. The surface roughness was found to be higher under a dry environment compared to a NFMQL environment due to the low coefficient of friction of MoS2 at a constant feed rate with an increase in cutting speed. The worst surface finish with maximum of 28.17% difference under dry machining condition was observed. It was clearly seen that the blend of canola oil mixed with MoS2 particles improved the cooling and friction at the cutting zone. In addition, analysis on the scanning electron microscope (SEM) has been done on the worn tools for better comprehension of tool wear during turning of Inconel 718 alloy. Finally, it has been reported that the performance of the textured tool under solid lubrication conditions is better to achieve a lower tool wear (Vb), surface roughness (Ra), cutting forces, and acceptable form of chips.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
One of the most important sectors to strengthen in manufacturing technology is the aerospace industry. In particular, civil aviation has seen an exponential growth over the last few decades. The aviation industry is driven by the individual needs of moving between places in less time, at low cost and in a more convenient way. The International Air Transport Association (IATA) states that within the overall operating cost, 19.6% is represented by fuel cost [1]. The development of new jet engines which exhibit lower fuel consumption and emission levels is solely dependent on new superalloys. To improve the efficiency of jet engine propulsion, one of the key requirements is to have the maximum engine temperature ratio possible. High temperature in the jet engines requires high-performance materials that can exhibit and retain their mechanical properties at higher temperatures [2]. This requirement has encouraged the development and use of a group of superalloys called heat-resisted superalloys (HRSA). Nickel-based and titanium-based superalloys are mostly used in aerospace industry as their mechanical strength, chemical resistance, and thermal conductivity are higher than steels. Half of the weight of a jet engine is Inconel 718 which is a Ni-Fe-Cr alloy [3, 4].
Superalloys like the nickel-based ones have extraordinary properties such as elevated temperature strength, good toughness, and resistance to corrosion [5]. These are particularly helpful for a wide domain of applications. However, Inconel has properties like low thermal conduction, hardening likeliness, hardness as high temperature, and chemical attraction to foreign materials in addition to having presence of abrasive carbide particles in the microstructure; it generally has inferior machinability [6]. Because of these shortcomings, the aviation industry is forced to reset the criteria of tool failure. As such, tools are rejected much before the threshold of wear is reached so that the tool wear’s effect does alter the surface topography [7]. While nickel-based superalloys are machined, the tool’s mechanical wear, diffusion wear, and oxidation wear as well as adhesive wear are the dangerous issues resulting a shorter tool life [8]. Due to the low machinability of the difficult-to-cut Ni-based superalloys, the surface which is machined and its subsurface are easily damaged.
Traditionally, the cutting fluids are used for cooling which increase the tool life by decreasing high temperature wear (adhesion and diffusion). On top of that, on the rake face of the cutting edge, the lubrication reduces attrition wear (abrasion). However, the fluid supply system is costly to implement. Moreover, because of the chemical disassociation of lubri-coolant at high temperature, the conventional cutting fluids pose a health risk for the operators as well as possess a threat to the environment. These issues motivate the researchers to study the cooling options which are cheap and safe. Nowadays, dry conditions and near-dry conditions aka minimum quantity lubrication (MQL) are considered. In MQL machining, the biodegradable and mineral-based or completely plant-based lubricants are sprayed in the oil mist to the cutting zone with the help of compressed air [9]. This process generally consumes a small amount of coolant (10–100 ml/h) and shows promising results comparable to wet cutting [10, 11]. Encouraging results of MQL in machining Inconel 718 have been reported; therefore, the dry/near-dry machining is always chosen in the field of manufacturing which is also economic and eco-friendly. Penetration of lubricant deep into the tool-chip interface reduces friction without affecting the surface quality of the machined part. However, the machining of Inconel 718 remains difficult because of the poor cooling capacity of air compared to liquids [12, 13]. Cooling at the cutting area increases tool life by the conditions mentioned above. To improve the cutting performance and to reduce cutting force and generation of heat, it is significant that friction between tool and chip can be controlled. Hence, the tool surface is modified by micro/nanoscale texturing on the rake face of the tool which improves surface tribology of tool-chip interface by improving adhesion and they act as microreservoirs for lubrication [14, 15].
Development of micro/nanomachining technologies enables us to create the solid surface textures which are on rake face of tool to control the tribological (less friction surface), optical, and mechanical properties on the rake surface [15]. A reduction in abrasion due to micro/nanoscaled texture on rake face is an effective method for improving machinability and it creates storage which can be used as a lubricant reservoir transported by capillary action which improves tribological characteristics between tool-chip interfaces [16]. Researchers have adopted various methods to create textures on the solid surface of tool rake face such as EDM, WEDM, femtosecond laser, and microgrinding to reduce contact between the tool-chip interface as well as supplied lubricant. The geometry of textures also influences the tribological characteristics. Elliptical and dimple shape textures have revealed a large depletion in the coefficient of friction, cutting forces, and cutting temperature as compared to other textures [17, 18].
To enhance the sustainability of machining process, researchers are exploring the development of coated and uncoated carbide tools instead of expensive ceramic CBN and PCBN tools. This is during the machining of difficult-to-cut materials under different conditions: dry and MQL, thus reducing high cutting forces and harmful impacts of dry and flooded machining [19]. The advancement of nanotechnology over recent years has prompted the development of NFs (nanofluids), which are another class of coolants. These fluids actually comprise of nano/microsized solid lubricants (MoS2, graphite, and CaF2) in a suitable base liquid (water, vegetable oil, or ordinary liquids). Contrasted with traditional coolants, these are a soberly new class of coolant and they have an enormous heat transfer rate because of high specific surface area, which improves thermal conductivity by the level of solid lubricant in base fluid. Due to these advantages of nano/microsized particles, they improve the tribological behavior as compared to conventional fluids at tool-chip interface. Additionally, the utilization of NFs has demonstrated some superb changes of machining performance parameters, for example, milling, grinding, drilling, and turning of different metals and their alloys [19,20,21].
Hence, the application of an advanced nanomodification of tool along with a solid nanofluid-assisted MQL technique has not been investigated much compared to the conventional dry machining of Ni-based superalloys. Here, the effect of application of surface texture under dry environment and solid lubricant mixed with canola oil delivered by MQL is compared with economical uncoated carbide tools during the machining process of Inconel 718. Furthermore, the cutting forces, surface roughness, tool flank wear, and crater wear are measured and analyzed to study wear behavior under different conditions.
2 Materials and method
2.1 Tool-work details
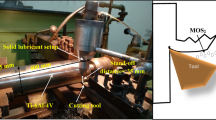
The turning experiment was conducted on the round bars of Inconel 718 (L = 250 mm, D = 26 mm)—it is the workpiece material. The material hardness is 42 HRC as received from the supplier. The application of this superalloy includes jet engine, nuclear reactors, and gas turbine. Chemical composition of this workpiece material can be found in Table 1. For the machining tests, an uncoated carbide tool provided by Kennametal India Limited with an ISO designation of TNMA160408-THMF was used. The name of the tool holder was WTJNR1616H16. It was used to rigidly mount the tool mentioned above and had a tool cutting edge angle of 93°.
2.2 Tooling strategies
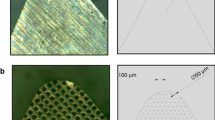
There are several kinds of microfabrication which can be used for material removal. Examples include microgrinding, femtosecond laser, micro-EDM, fiber laser, etc. The diameter of the dimple is 50 μm and the spacing is 100 μm. For fabricating this texture on the tool rake face, it was imported into a suitable interface. A multi-diode pump fiber laser (LM-487-A-22-SD6-UX-M30-M) was used to make texture cluster with a carbide insert on the rake face. The disposition of dimple texture was zigzag and parallel to the cutting edge.
2.3 Formation of nanofluids for MQL application
It was attempted to compare the surface finish quality of machined material for machining conditions—dry and MoS2 solid lubricant-assisted MQL turning. The solid lubricant used here (MoS2) is arguably the best lubricant material in solid form. It has been used in machining for quite a while. Molybdenum disulfide can provide coefficient of friction that is 0.05 or lower. Also, the structure layers of this material can slip against each other at ease as it is bonded by Van der Waals forces [22]. MoS2 oil-based nanofluids were prepared by adding a certain amount of MoS2 microparticles to the base oil followed by ultrasonification. For MQL application, the microsized molybdenum disulfide (MoS2) solid lubricant, powder particles of size < 2 μm provided by the Sigma-Aldrich were scattered (0.5% wt) in canola oil base fluid (20:1). The ultrasonification time used was 1 h for the molybdenum disulfide.
2.4 Machining tests
For the machining tests, a traditional lathe was used (HMT, India; Pmax = 7.5 kW; Nmax = 2040 rpm). At first, to repel the oxidizing layer machining, the outermost layer of the workpiece was turned off using uncoated carbide (ø26 to ø25 mm). After that, using a fresh cutting edge, each experiment was carried out for 1–10 min progressively. Table 2 presents the detailed experimental conditions which were followed for the machining tests. Three different cutting speeds, i.e., 80, 120, and 180 m/min, were conducted, whereas the feed rate was 0.16 mm/rev and the depth of the cut was 0.5 mm, and both were kept constant. Figure 1 shows the methodology of the work.

Methodology of the work
2.5 Response measurements
Here, the leading machining indices are cutting forces, surface roughness, tool wear, and chip morphology. All four indices were met according to machining standard ISO/9687. The three cutting forces were measured using a 3-component strain gauge-based dynamometer. This dynamometer was fixed carefully under the tool rest (RMS controls). This was connected to a data acquisition and processing system. Likewise, Toolmaker’s microscope (Metzer India, magnification: × 30 to × 150 and 5 μm resolution) was used to measure the flank wear of worn-out inserts. After completing these tests, the tools were scanned in a scanning electron microscope (SEM) JEOL 6610 LV, which has a high magnification (from a minimum of × 5 to greater than × 300,000). Later, the roughness profiles of the specimens, which are machined, were evaluated with a portable surface roughness tester (Mitutoyo, SurfTest-SJ-201, cutoff length = 0.8 mm). Then, according to their shapes and sizes, the chips were examined and analyzed visually. Tool-chip interface temperature was measured using a portable infrared pyrometer (Tashika TB 1350). The temperature of the cutting tool is measured by an optical IR method (which gives trends of temperature in all conditions but not actual temperature).
3 Process mechanisms
3.1 Heat transfer in textured tools
The power input to the machining process is converted into heat in the cutting zone and is done so to a large extent due to the plastic deformation of the job and the friction between the tool-chip interfaces. Heat generation is less during machining of low-strength alloys but in the machining operation of high-strength alloys like Inconel 718, a huge amount of heat is produced which increases as the cutting speed does. Figure 2 shows the isothermal distribution of heat which is generated while machining on the cutting edge.

Heat generation and temperature distribution during cuttting
The thermal and cooling aspects of the turning process are of vital influence on tool life. The productivity of the turning process depends on the material removal rate (MRR), which can be improved by increasing the feed/cutting speed/depth of cut or incorporation of any of these. Nevertheless, if the generated heat is not carefully eliminated, it affects the surface finish and shortens tool life drastically due to the rising value of the cutting speed and/or feed rate. In particular, a lower thermal conductivity of nickel-based superalloys leads to an increase as well as insulate the heat which is generated at the cutting edge [23]. That means heat will accumulate close to the cutting edge. In addition, Ni-based superalloys exhibit strong work hardening that influences the machining further. Thus, a small increase in feed rate or cutting speed leads to a negative impact on the tool life [24].
Transfer of heat is the exchange of thermal energy between the systems at different temperatures. Heat will always flow from a high-temperature region to low-temperature region to attain thermal equilibrium. In machining, conduction and convection are the two modes of primary interest. In conduction, Qcond, transfer of heat energy occurs by solid medium between the tool/chip/workpiece. The three main regions where heat is generated during the machining process are shown in Fig. 2. Primary, secondary, and tertiary shear zones influence the cutting tool life and tool wear mechanism. In the primary shear zone, the material is removed under compression and sheared into small chips, whereas the secondary zone chips formed during cutting slide on the rake face of the tool resulting in friction and heat in the tool-chip interface. The virgin surface formed after cutting is exposed to the clearance face of the tool, causing heat and tool-workpiece friction. The transfer of heat depends on the thermal conductivity k, temperature gradient dT/dx times the area, A, through which the heat is transferred, and x is the span in the direction of the heat flow, as shown in Eq. (1).
Convection, Qconv, is classified as natural and forced convection which basically depends on the initial fluid motion. In the presence of bulk fluid motion and the absence of heat transfer by conduction, the convection is considered as heat transfer through a fluid. The convection heat transfer mechanism is complicated because of the fluid motion and parallel occurring heat conduction. The fluid motion increases the cooling effect and heat transfer rate when it gets in contact with a hot surface to achieve thermal equilibrium between two mediums. Specific heat, cp; thermal conductivity, k; dynamic viscosity, μ; density, ρ; and fluid velocity, U; all these are fluid properties which can be strongly related to the convection heat transfer. In addition, it is governed by the type of fluid flow (laminar or turbulent) and also roughness and geometrical shape of the solid surface over which the fluid flows. Heat transfer rate due to convection is given by Newton’s law of cooling, as shown in Eq. (2):
The convection heat transfer coefficient, h, is dependent on a number of factors that determine the level of heat transfer. In machining with coolant assistance, the dominant mode is convection heat transfer in addition to the conduction between the workpiece, tool, and chip.
The usage of MQL assisted machining in which coolant is applied on cutting zone to ensure an improved surface finish and/or tool life without creating any impurities in the machining parts. For these advantages, usages of MQL-assisted machining have increased rapidly in the metal cutting industry. In addition, minimum quantity lubrication removes the effects of cutting fluid, which are hazardous for environment and also for human body. The use of MQL does not make any compromise to get the benefits of cutting fluids. In flood cooling, a great amount of fluid disposal is necessary, whereas when the minimum quantity of cutting fluid is applied, it causes significantly less usage of coolants with a flow of 50–500 ml/h. The application of high-pressure coolant on the rake face naturally forms a hydraulic wedge shape between tool and chip. At high pressure, the coolant transmits mechanical force needed to penetrate deeper into the sliding zone and to bend the chip. Thus, it reduces the tool-chip contact length which in turn influences the heat generated by friction in the secondary shear zone. Poor thermal conductivity of difficult-to-cut material like Inconel 718 during cutting generates heat significantly. The high friction coefficient merged with adhesion is also produced. Thus, the surface integrity is deteriorated and tool wear is increased. However, this study includes the thermal interactivity between the oil mist and a hot cutting zone. Though the high-pressure coolant [25,26,27] jet is not used here, the application of aerosol (cutting fluid and typical 4–6 bar compressed air mixture) can be correlated with this technique. In this method, the cutting zone gets connected with small droplets of aerosol by direct contact. From cutting zone, the latent heat is extracted by evaporation. Conductive heat transfer is not the main concern. Moreover, this study is more concerned with evaporative heat transfer. In addition, in comparison with convective heat transfer, conductive heat transfer is more efficient. In the case of aggressive machining, for example, the high-speed machining, the vaporization of oil mist occurs when it comes into contact with the machining zone. But effective heat removal does not occur during vaporization. When a liquid touches a heated surface hotter than the liquid’s boiling point, it vaporizes immediately and forms an insulating vapor layer which protects the remaining part of the liquid from boiling, known as the Leidenfrost effect.
To satisfy all cutting conditions on a beneficial view point, the properties of MQL have to be improved. The addition of microsized thermally conductive particles with lubricating properties with a base fluid medium is a proposed solution. This technique enables cooling as well as a lubricating effect at the cutting zone.
3.2 Lubrication and cooling mechanism of textured tools
Aiming the coolant at a precise vicinity with the right pressure and flow rate on the cutting tool will assist to obtain those desires. Consistent with Bernoulli’s law, recall a streamline flow (laminar) of fluid having constant density and volume passing from the larger diameter inlet to a smaller diameter outlet results in higher fluid velocity to the fluid exiting the nozzle, illustrated in Fig. 3.

Fluid flow through varying nozzles with constant laminar flow
According to Bernoulli’s law, a decrease in area leads to a simultaneous decrease in pressure with increase in velocity. That is beneficial for reducing the thermal boundary layers. High-pressure coolant increases the localized pressure on the targeted locations, delaying the formation of vapor due to increase in boiling point of the fluid.
Although for the surface area analysis, a dimple texture geometry is created on the insert’s rake face for the largest surface area compared to the regular inserts. These texture indents act as a reservoir for the coolant to enable the access of the coolant in close proximity of the cutting insert. It also influences the chip bending which in turn leads to the reduction of the contact length of tool chip which further lowers friction and generation of heat at the secondary shear zone.
In comparison to flood cooling method, there are additional benefits in MQL-assisted machining. At the tool-chip interfaces (i.e., secondary and third deformation zones), tribological effects can be correlated by this effect. In addition, this effect is concerned with the mechanical behavior of the work material. This behavior mainly acts at the primary deformation zone. The usage of vegetable oil in the turning of Inconel affects the friction coefficient. The value of friction coefficient is reduced and this fact has been revealed by the many researchers.
The heat transfer coefficient definitively affects the cooling of the cutting tool. In order to have improved tool life, it is necessary to know the effects of this coefficient. Moreover, between the canola oil and hot cutting tool, there is a large temperature difference. For this reason, heat transfer between the canola oil and nickel alloy is affected strongly. In this experiment, the canola oil is mixed with the MoS2 particles to enhance the heat transfer coefficient for the reduction in temperature at the cutting zone and lessening friction at the tool-chip interface. Due to weak Van der Waals interactions between the sulfide atoms, MoS2 has a friction coefficient which is low and higher stability up to 350 °C in oxidizing environments. Canola oil mixed with MoS2 particles blend improved cooling and friction at the cutting zone. Heat is transferred by forced convection at the cutting zone due to the presence of a fluid motion on a surface and some part of the fluid is deposited in the cavity on the rake face of the tool which acts as a coolant reservoir. The presence of MoS2 particles with canola oil decreases friction between the tool-chip interface. When a fluid flow passes over a heated plate surface and the surface temperature is higher than the fluid, a temperature distribution field is created. This zone or layer is known as the thermal boundary layer. The fluid flow is turbulent rather than laminar considering majority of the particles in the boundary layer and convection heat transfer system. In our experiments, a mist coming out from the nozzle is considered turbulent. Due to the transfer of heat and momentum, there are irregular velocity fluctuations in turbulent flow. As such, the groups of particles randomly come in collision with each other and get mixed in turbulent flow. Consequently, the rate of heat and momentum transfer is larger than that in laminar flow. Also, the heat coefficients and associated friction are several times higher in turbulent condition compared to laminar flow. The convection heat transfer is given by Eq. (3).
where
- Q:
the heat transfer rate
- \( \overline{h} \):
the heat transfer coefficient
- ts:
the temperature of the tool surface
- t∞:
the temperature of the oil
- \( \overline{h} \):
depends on the Nusselt number Nu = f(Re, Pr)
where “Re” is the Reynolds number which indicates the nature of flow and “Pr” is the Prandtl number that indicates the heat transfer of solid and moving fluid.
\( \mathit{\operatorname{Re}}=\frac{UL}{\upsilon } \), where U is velocity, L is length, and υ is kinematic viscosity.
\( \mathit{\Pr}=\frac{\upsilon }{\alpha } \), where α is thermal diffusivity.
It is very clear that heat transfer rate has proportional relation with the heat transfer coefficient (\( \overline{h}\Big) \) as well as the surface area As. In our test, the surface area is increased by fabricating dimple textures on the tool’s rake face which also act as coolant reservoirs and increase the surface area. Therefore, the heat transfer coefficient is enhanced with the use of NFMQL.
4 Results and discussion
4.1 Influence of dry and solid lubricant-assisted MQL cooling conditions on surface roughness values
Surface finish plays a vital role on product service life as well as its performance. Hence, it is necessary to know how surface roughness influences the life cycle of the machined product. The machined arithmetic mean surface roughness Ra was measured. Surface roughness was measured at five different points of the machined surface.
From Fig. 4, it can be revealed that the surface finish improves both in dry machining and solid lubricant-assisted MQL machining on machined work piece. If the feed rate is constant and the cutting speed is increased, surface roughness tends to decrease. Results show that the solid lubricant-assisted MQL machining produces less surface roughness when compared with dry machining. As a result, in MoS2 assisted in MQL machining, the experimental results indicate a better surface finish quality on the machined work materials. In addition, the usage of MoS2 solid lubricating particles could be the reason for a lower surface roughness value. MoS2 has been used as a solid lubricant and a self-lubricating material for many years because of its chemical composition. It has a very low friction coefficient as it has anisotropic hexagonal layered structure. This structure showcases two types of covalent bonds; one of them are strong—they occur between M and X atoms (M = Mo, X = S) within a lamella. The other lamellae are linked with another bond, which is somewhat weak compared to the previous one, called the Van der Waals forces. This attribute makes the basal layer of MoS2 sliding and the force mentioned above link with the next lamellae.

Surface roughness variations with respect to the machining time. a 80 m/min. b 120 m/min. c 180 m/min
Solid lubricant-assisted MQL machining ensured the best quality surface finish. The worst surface finish was under the dry machining condition—at its highest, a 28.17% difference was observed in Fig. 4. Low surface finish found in both machining environments could be for some specific reasons. Since severe tool wear occurs during the machining process, the cutting edge geometry gets damaged. Also, there is adhesion of tool wear. Both these facts may create damage in the machined surface and result in a low surface finish. For the cutting speed of 80 m/min, Ra value ranges from 1.98 to 2.78 μm for solid lubricant-assisted MQL machining. In addition, for the cutting speed of 120 m/min, Ra value ranges from 1.9 to 2.32 μm and 1.65 to 2.85 μm for the cutting speed of 180 m/min. It is visible from the values obtained for the small cutting time that the discontinuity in surface was found using low-temperature coolant in machining along the feed mark slopes. As the cutting process occurs in low temperature, the ductility of material decreases which may be the probable reason for discontinuous surface. The combined strategies of solid lubricant-assisted MQL produced surface topography better to the one obtained with textured cutting tool in dry condition.
4.2 Influence of dry and solid lubricant-assisted MQL cooling conditions on tool wear values
Tool wear is defined as the collective effects between workpiece and tool based on diffusion, adhesion, plastic deformation, and abrasion. In machining of HRSA like Ni-based superalloys with a carbide tool, diffusion wear occurred at the tool-chip interface due to poor thermo-chemical stability of carbide tools. During the machining of Inconel 718, flank wear and crater wear were formed due to high chemical reactivity between the substrate element (cobalt) and uncoated carbide tool that resulted in the deterioration of the cutting edge and rake face due to high temperature, as exhibited in Figs. 5 and 6. While machining Inconel 718 with the textured cutting tool in a dry environment and under mist with the nanosize solid lubricant as a coolant, it was found out that the dominant types of wear were flank wear, oxidation, notching, crater wear, and build-up-edge (BUE) [28, 29]. The test that was performed using nanoadditives (MoS2 nanofluids) showed that the dominant wear modes were crater wear, notching, and flank wear. On the other hand, the implementation of nanofluids (MoS2 + canola oil mist using MQL) showed a significant reduction in flank and crater wear relative to the test performed without MQL as shown in Figs. 5 and 6. Therefore, the effect of nanofluid on the tool wear during turning was observed. The tool wear was measured by using optical microscopy under a dry and an MQL environment under different conditions. The cutting test was performed using nanosize additive MoS2 nanoparticles and it was shown that the dominant wear mode for this test was crater wear, adhesion, abrasion, and notching at flank face. The applied mist of nanofluid with textured tool showed notable flank wear reduction regarding the test using a textured tool without the lubricant as shown in Figs. 5 and 6. Adhesion at the tool surface occurs due to the hard ingredients of the working material. The hybrid mechanism of abrasion and adhesion was observed at flank face during machining without the additive. However, the cooling and lubrication properties were improved during the application of nanofluid under mist that enhanced tool and workpiece interaction bonding which in turn reduced the flank wear by partially eliminating adhesion wear. The adhesion mechanism results are due to the fact that cold welding takes place between the tool and workpiece poses sufficient temperature and pressure between the tool and workpiece contact portion that can lead to plastic deformation on actual contact area [8].

Flank wear variations with respect to the machining time. a 80 m/min. b 120 m/min. c 180 m/min

Crater wear variations with respect to the machining time. a 80 m/min. b 120 m/min. c 180 m/min
The flank wear is caused due by the rubbing of the tool against the workpiece that results in abrasive and adhesive wear. During the interaction of the tool with the workpiece, the edges of the tool are worn off, causing damage to the machined surfaces. Figure 5 shows the influence of cutting time on different tooling strategies on tool wear—it affects the final tool wear profile. For instance, the tool wear profile of dry cutting showed maximum wear generated by high temperature on cutting zone and that influenced the material adhesion. In the cutting test performed at 80 m/min, the reduction of flank wear was observed using NFMQL from 1 min machining time to 10 min as shown in Fig. 5a. However, at 120 m/min, a small reduction was visible as compared to TT (see Fig. 5b). The cutting test at 180 m/min reveals that initially there was a small reduction of wear using NFMQL as compared to TT, but as the machining time increased from 6 to 10 min, a noteworthy reduction in flank wear was observed. However, the improvement in the flank wear showed auspicious results in terms of the performance of nanofluid. At a high value of cutting speed, the notching wear was observed during machining with nanofluid (see Fig. 5c). A textured tool with MoS2 nanofluid was much better than cutting with a textured tool in a dry environment in terms of different types of wear. It could be the result of using the lubricant containing a high thermal conductivity and lubrication property. Figures 5 and 6 indicate that an improvement is obtained by using MoS2 particles in canola oil mist. To create very fine mist, the nanocutting fluid was atomized into the MQL nozzle. Moreover, it had created droplets of nanofluid on the tool and work surface and enhanced the tribological characteristics and reduced friction.
The mechanisms mostly responsible for the crater wear formation were indicated by the means of adhesion, diffusion, and abrasion. The diffusion phenomenon between the adhered layer was caused by high temperature because of the chips sliding; moreover, the tool determined a pauperization of the subtracted element and caused tool matrix embrittlement. Thus, the reduced mechanical strength of tool was increased by abrasion of the tool as it faced a flow of chips. As such, the crater wear is formed due to the influence exerted by the removal of WC grains. Diffusion phenomenon occurred due to the rising of tool temperature because of the friction. Diffusion and friction might be reduced by decreasing the friction coefficient between the chip-tool. In this study, the separate strategies were employed. These were TT and NFMQL. TT stands for textured tool under dry environment and NFMQL stands for textured tool under MQL with MoS2 particles having an oil flow. The graph in Fig. 6 demonstrates that both conditions of textured tool can minimize crater wear relative to dry case and shows that the NFMQL strategy obtained the best outcome.
It is evident from the crater wear (see Fig. 6) that nanofluid mist employment reduced the induced crater wear significantly because of its high lubrication and cooling properties which faced high temperature on tool face interface. While cutting in the dry environment, the high temperature was intensified by cutting speed which prevented the diffusion of hard constituents of workpiece material into softer material matrix. The observed crater wear in the dry condition is hybrid wear mechanism that includes chemical reactivity and diffusion. For TT, the distance between the crater and cutting edge was about 213 μm and 189 μm in NFMQL at 80 m/min, 204 μm in the case of TT, 225 μm in NFMQL at 120 m/min for the lubricating strategies, 374 μm in the case of TT, and 354 μm in NFMQL at 180 m/min for cooling strategy including the hybrid technique.
For better investigation of the worn surfaces of the tool, the SEM images were captured and analyzed (Fig. 5). There, in places over the abraded surface, the adhesion of materials is found indicating the interaction of the chips with the tool. The solid lubricants are pressed over the tool faces, as well as the chip debris are welded over the tool.
4.3 Influence of dry and solid lubricant-assisted MQL cooling conditions on cutting force values
Contact and friction stress of the cutting tools result in cutting forces. Knowledge of force reduction is important because it has a significant potential impact on the machining process. In addition, compared to the other parameters of the machining, the impact of cutting forces on the machining process is important in the design of the mechanical structure machine. This is a measure of power consumption. There are several parameters that affect the cutting power. These include variables of the cutting tools such as geometry, equipment, and equipment; work material characteristics like hardness and mechanical properties; cutting conditions such as speed, feed, and machining depth cut; and lubricants such as liquids and solid lubricants. The heat generation at the tool-chip interface depends on this cutting force, and it is important for it to maintain good surface quality of the product. In the current operation, the feed force (Fx), thrust force (Fy), and cutting force (Fz) of the cutting tool and workpiece are measured on a consistent basis. Figure 7 shows the effect of increasing cutting speed on feed force (Fx), thrust force (Fy), and cutting force (Fz) in the comparison of the dry and MQL conditions. Increase of cutting speed means increase in MRR. Nevertheless, the time of interaction is low for the tool-work; therefore, the temperature increases. Workpiece thermal conductivity increases the probability of preheating and that is a bit ahead of current cutting zone. It causes thermal softening of the workpiece. The flow stress of the workpiece material decreases because of the rising temperature of secondary shear zone that helps to reduce cutting force with increasing cutting speed correspondingly.

Variation of a axial thrust force, b radial thrust force, c main cutting force, and d coefficient of friction, with respect to cutting speed and tool cooling condition
The genesis of lubrication film is found over the cutting tool due to the high shear strength of WC and MoS2 in the case of SL-MQL-assisted machining using textured tools. Interestingly, when the cutting speed is higher, the force is less influenced as the elevated temperature of the cutting zone. The MoS2 is reported to oxidize and to form molybdenum(VI) oxide (MoO3) at the minimum temperature of 450 °C; moreover, this element has no lubrication property. The effect of machining speed is related to feed, thrust, and cutting force as shown in Fig. 7. As the machining time and speed increased, the cutting force also increased. While machining at both the conditions (dry and MQL), cutting forces also increase as the machining time increases and it happens because of the enlargement of the cutting tool edge. While there was varying cutting forces under MQL condition, MQL reduced the forces by an average of around 12–14% in all the tests because the MoS2 solid lubricant in canola oil reduced friction at the tool-chip contact zone.
Depending on the geometric parameters of machining, the average coefficient of friction (μ) between tool and chip is calculated using Eq. (4).
where α: rake angle, β: friction angle, Fy: radial thrust force, and Fz: main cutting force.
Figure 7d shows the average coefficient of friction (COF) of the dry and MQL environments with respect to cutting speed. The tool-chip contact length determines the frictional force on it. It was observed during 80 and 180 m/min cutting speed that the values of COF are less as compared to 120 m/min in both the cases. But the pressure of solid particles in MQL mist decreases the friction to a considerable amount. Figure 7 demonstrates that the textured tool under the NFMQL cooling strategy minimized the frictional effects at the cutting interface. Lower values of friction coefficient during machining indicate (a) a lower cutting force at tool-work interface and (b) lesser tool-chip contact cutting temperature due to the MoS2 particles in MQL.
4.4 Influence of dry and solid lubricant-assisted MQL cooling conditions on cutting tool temperature values
Metal cutting work has been focused majorly on the tool temperature because tool wear is responsive to elevated temperature at cutting zone. Tool geometry, cutting speed, feed, and depth of cut are major parameters that affect the cutting zone temperature. Physical properties of the tool and workpiece also have influence on the temperature. Heat generation and concentration in a small area or less heat dissipation also increase the temperature. Tool-chip temperature was measured by using a portable infrared pyrometer (Tashika TB 1350). Figure 8 indicates the temperature that was achieved under dry and MQL condition with the progression of tool life during machining. A low value of friction coefficient, cutting forces, and temperature was achieved mainly due to the low tool-chip contact and precipitation of MoS2 as lubricant in the textured pocket of the tool. From Fig. 8, it was found out that the cutting zone temperature is proportional to cutting time. The reason for this is that the increase on cutting time increases the friction effect and causes erosion of the tool edges; hence, more areas are in contact. It results in increasing the temperature on tool-chip contact zone. Prevention of thermal deformation and maintaining low temperature of cutting zone are the main purposes of the cutting fluid. Cutting tests were performed with the prepared mist of canola oil + MoS2 particles so that a large amount of temperature will be reduced at cutting zone. Coolant/lubricant supplied via mist is focused on tool-chip interface, where some amount of fluid is deposited in the dimple which then acts as a reservoir that was generated on the rake face. MoS2 particles have heat dissipation capacity and a large surface area that provides an advantage to coolant/lubricant mist. These properties provide significant temperature reduction.

Cutting temperature variations with respect to the machining time a 80 m/min, b 120 m/min, and c 180 m/min under different tool cooling conditions
4.5 Influence of dry and solid lubricant-assisted MQL cooling conditions on chip morphology
Detailed effects of the dispersed MoS2 particles in canola oil on the tool-chip cutting zone temperature are examined by chip morphology. The machining test executed without any lubricant with the textured tool generates continuous helical chips (see Fig. 9) and the work material becomes soft relative to the cutting tool because of the high temperature at shear zone. Larger chip helix angels (θ) were generated with MoS2 which consisted of MQL mist. It forms a hydrodynamic layer among the chip and rake face (see Fig. 10). Chip helix angel is increased by this hydrodynamic layer of lubricant (Fig. 11).

Chips generated during machining of Inconel 718. a Under dry condition. b Under canola oil + MoS2 mist condition

Mechanism of hydrodynamic layer under canola oil + MoS2 mist

Mechanism of chip generation. a Lower helix angle using textured tool under dry condition. b Large helix angle using textured tool under canola oil + MoS2 mist
The chip morphology observation was revealed in [25] which applied Al2O3 nanofluid during the turning operation of AISI 4340. The high hardness and yield strength of Inconel 718 compared to AISI 4304 accordingly prevented the occurrence of tiny chip segments. Thus, it indicates that MoS2 mist possesses the best lubrication and tooling performance. BUE chips were examined at higher cutting speed (180 m/min) because on the dry condition, the temperature and pressure were elevated at the tool tip. Conversely, MoS2 + canola oil mist offers promising cooling and lubrication, thus preventing the formation of BUE chips. The chip morphology investigation showed that the use of nanofluid and lubricants improved the machining of Inconel 718 by reducing the temperature on the cutting zone.
5 Conclusions
A series of cutting operations of Inconel 718 superalloy were conducted with the laser-textured inserts with dimple geometry on the rake face at different cutting speeds, and constant feed and depth of cut under dry and MoS2 particles infused in canola oil mist. The inserts designed with dimple texture increased the surface area by 7.85%. Furthermore, the insert created an interface for coolant to reach closer proximity of the cutting edge.
In comparison to dry air machining, tool wear had improved in MQL-assisted machining. The evaluation was done by the tool wear mechanism and coolant precipitation on the flank face of the insert in relation to the heat generation. Approximately 20–30% lower flank wear was observed for cutting under the dry condition at higher cutting speeds.
The output response revealed that with the increasing value in cutting speed, the cutting forces decreased. Infusion of MoS2 particles facilitated in the reduction of cutting forces and cutting temperatures. Surface roughness is proportionally related to cutting speeds. Moreover, MoS2 particle-assisted MQL improved surface finish. Continuous chips were obtained under the dry machining condition, whereas the broken type of chips was formed under nanofluid lubricating mist. Increase in surface area with texture on the rake face clearly demonstrated significant decrease in tool wear. Multi-fold benefits were attained by the use of nanofluid lubricating MQL condition: firstly, a lower cutting fluid consumption; secondly, the less cutting energy requirements; and lastly, the improvement in the surface quality. In sum, an environment-friendly and sustainable manufacturing method has been established here.
Change history
07 November 2019
The original version of this article contained a mistake. In the original manuscript, the source of Figure 10 and 11 was missing. Figure 10 and 11 have been adopted from [28].
References
IATA – Airline Industry Economic Performance. http://www.iata.org/publications/economics/Pages/index.aspx?menu=Outlook&cat=Industry%20Economic%20Performance#. Accessed 3-May-2018
Gupta M, Pruncu C, Mia M, Singh G, Singh S, Prakash C, Sood P, Gill H (2018) Machinability investigations of Inconel-800 super alloy under sustainable cooling conditions. Materials 11(11). https://doi.org/10.3390/ma11112088
Pollock TM, Tin S (2006) Nickel-based superalloys for advanced turbine engines: chemistry, microstructure and properties. J Propuls Power 22(2):361–374
Jamil M, Khan AM, Hegab H, Gong L, Mia M, Gupta MK, He N (2019) Effects of hybrid Al2O3-CNT nanofluids and cryogenic cooling on machining of Ti–6Al–4V. Int J Adv Manuf Technol 102(9):3895–3909. https://doi.org/10.1007/s00170-019-03485-9
Gupta MK, Mia M, Pruncu CI, Kapłonek W, Nadolny K, Patra K, Mikolajczyk T, Pimenov DY, Sarikaya M, Sharma VS (2019) Parametric optimization and process capability analysis for machining of nickel-based superalloy. Int J Adv Manuf Technol 102(9):3995–4009. https://doi.org/10.1007/s00170-019-03453-3
Ezugwu E, Wang Z, Machado A (1999) The machinability of nickel-based alloys: a review. J Mater Process Technol 86(1–3):1–16
Thakur A, Gangopadhyay S (2016) State-of-the-art in surface integrity in machining of nickel-based super alloys. Int J Mach Tools Manuf 100:25–54
Zhu D, Zhang X, Ding H (2013) Tool wear characteristics in machining of nickel-based superalloys. Int J Mach Tools Manuf 64:60–77
Krolczyk GM, Maruda RW, Krolczyk JB, Wojciechowski S, Mia M, Nieslony P, Budzik G (2019) Ecological trends in machining as a key factor in sustainable production—a review. J Clean Prod 218:601–615. https://doi.org/10.1016/j.jclepro.2019.02.017
Yazid M, CheHaron C, Ghani J, Ibrahim G, Said A (2011) Surface integrity of Inconel 718 when finish turning with PVD coated carbide tool under MQL. Procedia Engineering 19:396–401
Zhang S, Li JF, Wang YW (2012) Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J Clean Prod 32:81–87. https://doi.org/10.1016/j.jclepro.2012.03.014
Tebaldo V, di Confiengo GG, Faga MG (2017) Sustainability in machining: “eco-friendly” turning of Inconel 718. Surface characterisation and economic analysis. J Clean Prod 140:1567–1577
Dureja J, Singh R, Singh T, Singh P, Dogra M, Bhatti MS (2015) Performance evaluation of coated carbide tool in machining of stainless steel (AISI 202) under minimum quantity lubrication (MQL). Int J Precis Eng Manuf Green Technol 2(2):123–129
Sugihara T, Enomoto T (2009) Development of a cutting tool with a textured surface for dry cutting of aluminum alloys. Int J Autom Technol 3(2):199–203
Darshan C, Jain S, Dogra M, Gupta MK, Mia M (2019) Machinability improvement in Inconel-718 by enhanced tribological and thermal environment using textured tool. J Therm Anal Calorim. https://doi.org/10.1007/s10973-019-08121-y
Kawasegi N, Sugimori H, Morimoto H, Morita N, Hori I (2009) Development of cutting tools with microscale and nanoscale textures to improve frictional behavior. Precis Eng 33(3):248–254
Arulkirubakaran D, Senthilkumar V, Kumawat V (2016) Effect of micro-textured tools on machining of Ti–6Al–4V alloy: an experimental and numerical approach. Int J Refract Met Hard Mater 54:165–177
Koshy P, Tovey J (2011) Performance of electrical discharge textured cutting tools. CIRP Ann 60(1):153–156
Behera B, Ghosh S, Rao P (2016) Application of nanofluids during minimum quantity lubrication: a case study in turning process. Tribol Int 101:234–246
Ghosh S, Rao PV (2015) Application of sustainable techniques in metal cutting for enhanced machinability: a review. J Clean Prod 100:17–34
Sharma AK, Singh RK, Dixit AR, Tiwari AK (2016) Characterization and experimental investigation of Al2O3 nanoparticle based cutting fluid in turning of AISI 1040 steel under minimum quantity lubrication (MQL). Mater Today: Proc 3(6):1899–1906
Sidik NAC, Samion S, Ghaderian J, Yazid MNAWM (2017) Recent progress on the application of nanofluids in minimum quantity lubrication machining: a review. Int J Heat Mass Transf 108:79–89
Sen B, Hussain SAI, Mia M, Mandal UK, Mondal SP (2019) Selection of an ideal MQL-assisted milling condition: an NSGA-II-coupled TOPSIS approach for improving machinability of Inconel 690. Int J Adv Manuf Technol 103:1811–1829. https://doi.org/10.1007/s00170-019-03620-6
Singh G, Gupta MK, Mia M, Sharma VS (2018) Modeling and optimization of tool wear in MQL-assisted milling of Inconel 718 superalloy using evolutionary techniques. Int J Adv Manuf Technol 97(1):481–494. https://doi.org/10.1007/s00170-018-1911-3
Khan MA, Mia M, Dhar NR (2017) High-pressure coolant on flank and rake surfaces of tool in turning of Ti-6Al-4V: investigations on forces, temperature, and chips. Int J Adv Manuf Technol 90(5):1977–1991. https://doi.org/10.1007/s00170-016-9511-6
Mia M, Dhar NR (2018) Effects of duplex jets high-pressure coolant on machining temperature and machinability of Ti-6Al-4V superalloy. J Mater Process Technol 252:688–696. https://doi.org/10.1016/j.jmatprotec.2017.10.040
Mia M, Khan MA, Dhar NR (2017) High-pressure coolant on flank and rake surfaces of tool in turning of Ti-6Al-4V: investigations on surface roughness and tool wear. Int J Adv Manuf Technol 90(5):1825–1834. https://doi.org/10.1007/s00170-016-9512-5
Hegab H, Umer U, Soliman M, Kishawy HA (2018) Effects of nano-cutting fluids on tool performance and chip morphology during machining Inconel 718. Int J Adv Manuf Technol 96(9–12):3449–3458
Sartori S, Ghiotti A, Bruschi S (2018) Solid lubricant-assisted minimum quantity lubrication and cooling strategies to improve Ti6Al4V machinability in finishing turning. Tribol Int 118:287–294
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Darshan, C., Jain, S., Dogra, M. et al. Influence of dry and solid lubricant-assisted MQL cooling conditions on the machinability of Inconel 718 alloy with textured tool. Int J Adv Manuf Technol 105, 1835–1849 (2019). https://doi.org/10.1007/s00170-019-04221-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04221-z