
Abstract
The 4th industrial revolution (Industry 4.0, I4.0) is based upon the penetration of many new technologies to the industrial world. These technologies are posed to fundamentally change assembly lines around the world. Assembly systems transformed by I4.0 technology integration are referred to here as Assembly 4.0 (A4.0). While most I4.0 new technologies are known, and their integration into shop floors is ongoing or imminent, there is a gap between this knowledge and understanding the form and the impact of their full implementation in assembly systems. The path from the new technological abilities to improved productivity and profitability has not been well understood and has some missing parts. This paper strives to close a significant part of this gap by creating a road map to understand and explore the impact of typical I4.0 new technologies on A4.0 systems. In particular, the paper explores three impact levels: strategic, tactical, and operational. On the strategic level, we explore aspects related to the design of the product, process, and the assembly system. Additionally, the paper elaborates on likely changes in assembly design aspects, due to the flexibility and capabilities that these new technologies will bring. Strategic design also deals with planning and realizing the potential of interactions between sub-assembly lines, kitting lines, and the main assembly lines. On the tactical level, we explore the impact of policies and methodologies in planning assembly lines. Finally, on the operational level, we explore how these new capabilities may affect part routing and scheduling including cases of disruptions and machine failures. We qualitatively assess the impact on performance in terms of overall flow time and ability to handle a wide variety of end products. We point out the cases where clear performance improvement is expected due to the integration of the new technologies. We conclude by identifying research opportunities and challenges for advanced assembly systems.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The industrial environment is currently experiencing its fourth revolution, named Industry 4.0 (I4.0) [1]. This revolution is characterized by a radical change integrating many new digital technologies into production processes. Some of these technologies are cloud computing, autonomous navigation, friendly robotics, computer vision, augmented reality (AR), deep learning, 3-D printing, additive manufacturing, smart sensors, deep learning, and Industrial Internet of Things (IIOT).
Assembly processes have the tradition of pioneering the adoption of new technologies: due to their large throughput that financially justifies the investment in new technologies. Therefore, assembly systems are expected to pioneer the integration of I4.0 technologies forming the class of Assembly 4.0 (A4.0) systems.
Assembly systems are related to the coupling of various parts. However, in the era of I4.0, the parts have the ability to communicate with each other, while data is being gathered constantly. Moreover, parts frequently possess self-awareness, context awareness, local decision-making, and reasoning abilities (on their chips), making their behavior closer to that of living objects. All these part abilities are bound to fundamentally impact the assembly processes.
While most I4.0 new technologies are (or will be) making their way into A4.0 systems, their various impacts on the assembly processes and systems so far were not fully clear. This paper strives to clarify this issue by creating a road map to understand and explore the impact of typical I4.0 new technologies on A4.0 systems.
Most of the I4.0 technologies are related to digitization and the computerized world and are dependent on solid data acquisition technologies. A new generation of cheap and smart sensors (with IoT communications capabilities and self-awareness) is the foundation of I4.0 data acquisition. This big quantity of data is typically shared through internet-based networks and is collected in a unique and shared online environment. The acquired data is used to digitize its myriad details into meaningful information [2]. This shared digital data and information offer tremendous opportunities to develop a new generation of smart assembly systems grounded on production process digitalization [1]. These assembly systems are distinguished by an increased production flexibility through the use of 3D printing, additive manufacturing, and real-time reconfigurable machines that allow small batches of personalized production [3]. Furthermore, augmented reality is used for virtual modelling the manufacturing and assembly processes including instruction capabilities to the individual worker and ubiquitous sensors for product monitoring enabling the efficient, profitable, and reliable production of items designed and individually personalized by every single customer [4].
In this paper, we develop a sequential reasoning thread depicted in Fig. 1, starting with (1) the review of new technologies in the Industry 4.0 era and continuing with (2) the impact of the new technologies on the operational level of assembly lines, then on (3) the tactical level of assembly lines, and finally on (4) the strategic level of assembly lines.

The logical structure of this paper and its reasoning path
Each part of Fig. 1 has a supporting role for its successive portion. This paper approach is different from other review studies of I4.0, e.g. [4, 5], by (1) elaborating the expected impact on the three levels of decision-making: strategic, tactical, and operational and (2) focusing on assembly lines and the possible implication for this important industrial sector.
The paper is structured as follows: Section 2 presents the new technologies that are bound to impact assembly systems around the globe. Section 3 discusses the considerations and potential of adopting technologies into A4.0. Sections 4, 5, and 6 deal with operational, tactical, and strategic issues in A4.0 respectively, whereas Section 7 is made of three sub-sections: first, it discusses A4.0 aspects that do not clearly fall into operational, tactical, and strategic categorization; secondly, it deals with barriers for implementing A4.0; and finally, it discusses the impact of I4.0 technologies on A4.0 systems. Section 8 discusses future research and prospects of A4.0 systems. Finally, Section 9 concludes the paper.
2 Current state of assembly research and main enabling technologies
This section briefly reviews the current and developing technologies related to A4.0 (future assembly systems in I4.0 era). Many of these pioneering technologies are already validated and shown to work effectively in many case studies, and some in isolated cases in industrial settings (e.g., cobots and augmented reality). However, most presented technologies are in pioneering stages of integration in current shop floors or current assembly systems. Full integration of these technologies is expected to characterize A4.0 systems.
Until recently, assembly line balancing has been a main pillar of assembly line research. A comprehensive review of the Simple Assembly Line Balancing Problem (SALBP) is given in [6]. A taxonomy of line balancing problems and their solution approaches is presented and discussed by Battaia and Dolgui [7]. A comprehensive review and evaluation of heuristics and meta-heuristics for the two-sided assembly line balancing problem is presented in Zixiang et al. [8]. Therein, diverse types of heuristics and meta-heuristics are presented. Finally, the stream of research in assembly lines is the Generalized Assembly Line Balancing Problem (GALBP) [9]. Recently, some research has been done on smart adaptable assembly [10], reconfigurable assembly [11, 12], and mass customization assembly [13].
Since Internet of Things (IoT) is expected to be an important pillar of A4.0, we now review the literature on IoT. The definition of IoT is “a world-wide network of interconnected objects uniquely addressable, based on standard communication protocols” [14, 15]. This means that at a first stage, machines could communicate with other machines (in addition to presenting their real-world status to anyone interested); at a later stage, the communication could be done with or by each product or part [15]. IoT exploits the ubiquitous presence of multiple sensors and actuators, as RFIDs, beacons, smartwatches, smartphones, etc., in the factory shop floor to digitalize the physical information related to the production process, share the collected data, and cooperate for a common purpose [15, 16].
The sensors and actuators are web-connected according to the IoT principle and produce an enormous quantity of information related to different aspects of manufacturing and assembly processes at high frequency. The storage of these information results in databases distinguished by specific features usually named as Big Data [16]. Gantz and Reinse [17] are the first to propose a classification of these datasets considering their four most relevant characteristics, called the four Vs, namely (1) volume, (2) velocity, (3) variety, and (4) value. The first V (volume) deals with the huge quantity of information collected in these databases; the second V suggests the high pace of data generation, transfer, and the related requirements to perform a quick analysis. The third V underlines the different sources, types, and formats of the collected data, structured and unstructured. The last V suggests to exploit the significant hidden value of the data through the adoption of novel and performing mining models and algorithms.
Analysis of big datasets includes various types of problems such as classification, clustering, feature selection, and a myriad of other combinatorial optimization problems.
The fast and efficient analysis required by big datasets suggests to fully adopt and exploit the optimization techniques of real-time decision-making. Several advances in operation research in recent years enable to rely on effective algorithms. These algorithms include neural network techniques and learning-based algorithms as well as bioinspired metaheuristic algorithms. Mature metaheuristics include genetic algorithms, simulated annealing, ant colony, bee colony, particle swarm, and tabu-search algorithms. Compared to traditional optimization techniques, these algorithms are able to provide a quasi-optimal solution for very complex and sophisticated optimization problems in a very limited computational time [18]. Furthermore, considering the irregular flow of data, hardware limitation, and time availability, these metaheuristic techniques could be tailored to specific applications and implemented efficiently by utilizing parallel distributed computing [19, 20].
The computing capacity required by the aforementioned metaheuristic algorithms along with the necessity to store a huge quantity of data which frequently varies suggests to leverage the novel solution known as cloud computing. This key enabling technology provides a unique opportunity to efficiently store and analyze big data sets. Indeed, the computing and storage capacity is physically located in one single location, whereas it is leased and released to users spread all over the world through dedicated web-based applications [21,22,23]. Compared to traditional information communications technology (ICT) architecture, cloud computing partitions physical resources using virtualization techniques to achieve superior performance and efficiency at much lower operating expenditure [24].
A suitable architecture is required to manage the integration between the meaningful data collected from the factory shop floor by dedicated sensors, their appropriate elaboration and analysis, and the feedback to be provided to the physical assets. Cyber physical systems aim to gather this process into a unique, flexible, and ready-to-use architecture to assist the practitioners into the decision process related to a wide variety of manufacturing and assembly processes. Corrective and preventive decisions act as the feedback from the cyber to the physical space to make the controlled devices self-configurable and self-adaptive [25].
Self-adaptive devices and autonomous decision processes rely on machine learning and big-data algorithms. These AI algorithms fully exploit the experience collected over time. Indeed, after an initial training phase on static and past datasets, these algorithms continue their training during their entire lifetime, leveraging the dynamic information collected during their execution for better decision-making. Machine learning techniques are able to consider the erratic evolution of their environment to forecast the most likely scenario to support and enable efficient and effective autonomous decision processes [25, 26].
A4.0 enabling technologies include significant hardware novelties such as an exoskeleton that enables a worker to deal with heavy weights, laser cutters, and laser welding with impressive accuracy, 3D printers, re-configurable machines, etc. All these advances are digitally controlled and integrated in different manufacturing and assembly processes. Collaborative robots (cobots) are powerful devices, which actively cooperate with the operators during the execution of specific tasks, providing a powerful source of automation and assistance for specific activities [27]. These robots can be grouped into two different categories considering the degree of interaction with humans. The cobots that share the workplace with operators provide limited assistance, whereas the ones that share time and space jointly perform specific tasks with humans. An adequate control system has to be designed and implemented to avoid possible collision with the operators [28]. Visual, gesture, and voice interfaces are used along with force feedback systems to enable the real-time human-machine interaction (HMI). The potential of this hardware technology is highly affected by the normative framework, which regulates the HMI [29]. At the European level, the current regulations do not enable the robot operation within human reach to compel with safety reason (DIN EN 775 Safety of manipulating robots). However, at the international level, a recent standard has been proposed to regulate different aspects of HMI to finally enable the operator to fully cooperate with intelligent robots (ISO 10218: Robots for Industrial Environments-Safety Requirements) [28, 29].
In an assembly line with a significant assembly workforce, the labor can count for 50% of the cost of goods sold (COGS). Technologies like cobot decrease the percentage of labor to the range of single-digit percentage as of COGS. General Electric (GE), for example, found that to cope with the recruitment of young people to assembly lines, they adopted a 4D’s approach, where the human tasks should not be dull, difficult, dangerous, or dirty (https://www.ge.com/digital/blog/dull-dirty-dangerous-its-robot-work).
A further digital technology distinguished by a strong potential for I4.0 applications is augmented reality (AR). AR broadens the human environment with virtual entities developed by computing algorithm. One of the most relevant peculiarities of this technology is the possibility for the operator to interact in real time both with real and virtual objects. AR solutions are usually adopted to empower the operator sight through the creation of virtual holograms, but they can be extended to all the other human senses, e.g., hear, touch, and smell [30, 31]. An additional feature of AR is the integration of the assembly instructions to the view, where for years they were elaborated in heavy, yet sometimes ineffective, manuals [32]. Using a library of animation templates and files, visualizations can enhance the workers’ performance, shorten learning times, and support her decision-making [33, 34]. The integration of external sensors and cameras resulted in the creation of mixed reality (MR), where the digitally created world of AR co-exists and interacts seamlessly with advanced sensors that allow spatial awareness and gesture recognition in addition to the view of reality [35].
Finally, the last investigated enabling technology for I4.0 is 3D printing, which stems from a new paradigm called additive manufacturing (AM). AM can be contrasted with subtractive manufacturing, typically based on the removal of certain volumes from an initial block of material, whereas AM is based on the addition of several layers of metallic or plastic material to create objects of unique shapes. The impact of this technology on production processes is enormous. AM enables the customers to design the final product with personalized features with a peer-to-peer connection to the production plant. The manufacturers can exploit this cooperation postponing the fabrication activities, re-shoring the production facilities, and significantly reducing the temporary storage of materials and components as well as the warehouse of final goods [36]. To summarize, Fig. 2 presents some major enabling technologies of I4.0.

Examples for major enabling technologies of Industry 4.0
3 Adoption of new A4.0 technologies—considerations and potential
The different technologies presented in the former section have an enormous potential to be leveraged in A4.0. If properly adopted, they could significantly increase the efficiency, quality, reliability, and safety of any assembly process. This section identifies the considerations and potential of implementing I4.0 technologies in A4.0 systems.
Computer vision is expected to be significantly exploited in A4.0 systems for various purposes, such as quality assurance, flow control, detecting anomalies, and for providing automatic feedback [37]. In the A4.0 era, computer vision is expected to be accompanied by other external sensors, in order to track and eventually record the activities in a predetermined area without interfering with the considered process. Furthermore, this solution is distinguished by a great adaptability to monitored activity since the different types of optical sensors could be easily and rapidly displaced within the assembly environment with no specific or peculiar required infrastructure [37, 38]. Computer vision solutions to assist the assembly processes could be divided into two main branches, e.g., object recognition and motion capture. The former represents algorithms devoted to the analysis of a traditional image captured by a regular camera to automatically detect a specific object or recognize a certain color or shape. The latter technology adopts depth cameras to digitalize the movements and postures of a human being into a 3D virtual environment tracking the absolute position of the different parts of his body [39]. The integration of these two computer vision technologies could result in a significant advancement of assembly processes. Object recognition eases the identification of complex components and automatically provides the operator with the right task to be performed. Furthermore, it could automatically detect any defect or anomaly of the mounted product to prevent human error or reworking at the end of the assembly process [39]. Motion capture has the enormous potential to automatically and quantitatively assess the productive and ergonomic performance of the monitored operator to improve his productivity and minimize the risk of musculoskeletal disorders. For instance, the component picking from storage locations within an assembly station could be monitored to analyze the duration and frequency and consequently optimize this process. The traditional ergonomic indices, e.g., RULA, REBA, NIOSH, OCRA, OWAS, etc., can be easily evaluated through the digitalization of a hazardous manual assembly process.
Digital twin is based on a replica of the A4.0 system in real time. Digital twin emulates all the activities and movements of materials and parts in the shop floor in real time, and run various scenarios related to corresponding to scheduling and routing decisions for better decision-making. The digital twin enables not only full real-time control over the assembly line but also some prediction abilities and the ability to run “if-then” scenarios for various decision-making purposes.
Data analytics are currently making immense improvements and carry the promise of early detection of symptoms leading to machine failure. This will enable failure prevention by performing immediate maintenance. So the expectation is that the frequency of machine failures would be greatly reduced in the A4.0 environment, leading to higher throughput.
Cobots are expected to be widely used in the A4.0 environment. Cobots are newly developed robots that can safely work in the same workspace with a human operator. The cobots could be easily taught by the operator to help and cater him/her in various pick and place missions. The collaboration of human and cobots is expected to increase the station’s pace and efficiency, leading to higher throughput [28].
More generally, the different enabling technologies of I4.0 have the great ability to generate a huge quantity of data of different types, hence the term Big Data. That variety may also contain a great hidden value to be discovered. The A4.0 process will be equipped with a large variety of different sensors dispersed in the workstation and in the workshop to digitalize any kind of data or information. Proper techniques able to extract meaningful data from this information could be of major help to maximize the assembly process quality. Unfortunately, traditional statistic and metaheuristic algorithms are not able to detect recognizable patterns within these large datasets. Indeed, these data are often related with non-linear functions. For this reason, machine-learning techniques could be of strong help to recognize such relevant but hidden patterns related to different aspects of the assembly process. For instance, quality control significantly benefits from these approaches to automatically detect anomalies not detectable to the human knowledge as the one of an operation performing a manual assembly task. Another relevant application of machine learning to the assembly processes is represented by maintenance policy optimization of the tools and machines involved in the assembly process [40]. Traditional maintenance policies could mismanage these pieces of equipment through the definition of frequent unnecessary replacements of functioning parts or mismanaged broken components, which cause the breakdown of the entire process. The proper training and adoption of suitable machine learning techniques could prevent such severe inefficiencies [40].
Additive manufacturing is a general name for several technologies (mostly 3D Printing) that generate a 3D component based on a computerized drawing. Some examples are polymers that solidify when cooled, polymers that solidify by light, and powders that cure and solidify using laser fusion. Additive manufacturing has an important impact on parts and fasteners availability in A4.0. It gives the opportunity to fabricate on demand any type of personalized component to meet the specific requirement of a market niche as large as one customer [41]. In the A4.0 context, some parts of the Bill of Material may be supplied by 3D printing especially in cases of late delivery of parts or parts that are needed in small quantities. The concept of AM ensures the real implementation of the novel production paradigm defined as personalized production. This paradigm overcomes the well-known mass production concept since in the former the end users are involved at the outset, i.e., the design phase. Indeed, the customers have the opportunity to define the single features of the final product they are going to purchase [42]. If properly managed, this huge variety has no impact on the material storage policies and the related warehousing required capacity since the required components are manufactured just at the right time it is needed. A4.0 systems are expected to be able to be very flexible to a variety of different product models and requirements.
Another new digital technology that is bound to contribute to part and product traceability is blockchain (BC). BC enables tracing the manufacturing history of individual components of the assembly throughout their supply chain. Thus, in some cases, we get an early warning that may be used for avoiding quality problems. Moreover, in A4.0, self-aware parts trace the assembly process and document all the processes and measurements related to the specific part [43]. BC capabilities are expected to bring significant benefits to the assembly performance by early detection of quality issues, eliminating waste and redundancies, streamlining the flow along the line, and increasing reliability and quality due to the accurate monitoring [43]. Big companies like Accenture, SAP, and IBM, among others, have entered the field and are working on developing I4.0 solutions based on BC [44].
Finally, Data security and privacy are the last two aspects that ensure a successful implementation of all these technologies within A4.0 systems. Data and network security against malicious digital activity is a general issue, of which A4.0 is only a small part. Enormous efforts are being invested to secure the data and communications in I4.0 systems in general, and in particular in any IoT-related systems. It is important that any A4.0 implementation shall include the state-of-the-art cyber defense. Privacy, on the other hand, is more of an internal issue that deserves special attention. A huge amount of captured and stored data is often directly or indirectly related to personal issues of the involved human operators. The production managers, technicians, and practitioners that will follow the suggestions provided by this manuscript to implement the assembly process of the future should carefully and meticulously assess this aspect and implement all the required and suggested actions to ensure the privacy of the involved human beings, e.g., in the European Union, one should refer to the General Data Protection Regulation since May 2018.
4 Operational issues in A4.0
Assembly resources (material, equipment, personnel) and their statuses can be collected, analyzed, and extracted based on multiple intelligent technologies. Such technologies, for example, resource identification technology, multi-source multi-sensor information fusion technology, and man–machine interaction technology, can help in decision optimization of the assembly processes and the intelligent operation of the assembly system [45].
There are multiple operational decisions, which need to be taken to manage operations for IoT-enabled A4.0 systems. Objectives for such decisions will be to improve flexibility [46], quality [2, 45], and customization ability [2] of the assembly process while ensuring optimal utilization and balancing across stations. For example, in A4.0, every assembly task can be monitored to detect any possible error or non-compliance on a real-time basis. Thus, product quality can be significantly improved, replacing statistical fault analysis with single item control [2]. Worker activity can be continuously monitored to track the assembled components and the task duration, further ensuring quality and providing opportunity to optimize the assembly cycle time [2]. A reconfigurable assembly system as part of A4.0 can have modules such as robots or flexible fixtures. Such modules can be added or removed depending on the products to be assembled and capacity required, thereby providing flexibility and customization ability [10]. The operational decisions, aligned with the strategic and tactical decisions, can help achieve the above potential performance improvements. Figure 3 depicts major enabling technologies for enhanced assembly operations planning capabilities. We outline some of these operational planning and decisions capabilities in A4.0 below:

Assembly 4.0 enabling technologies and their enhanced operational areas
4.1 Real-time sequencing of mixed models in the A4.0
An enormous quantity of data can be collected in the assembly systems from the equipment, the processes, the individual parts, and the individual products. In addition, the diversity of the data can be immense. Such big data about the assembly task with updated measurements and status on real-time basis can be used to generate optimal or at least near-optimal assembly sequences. For example, the assembly control system (ACS) can implement real-time optimization models and machine learning algorithms to automatically configure the A4.0. Thus, assembly line self-scheduling and self-balancing can be defined in real time, utilizing the optimal product sequence and task assignment, considering the skills of the available workers, the inventory level of the different components, and the availability of the installed pieces of equipment [2]. Self-sequencing of mixed models in A4.0 should also take into account the time to reconfigure workstations and feeding lines for product changeovers.
Augmented reality (AR) exploits smart glasses to impose a real image perceived by a human being, over virtual holograms artificially created by a software [2, 10, 47]. The benefits of AR could be appreciated by comparing it with the alternative situation of retrieving meaningful information from a computer screen which is separate from the real work piece and parts (that may be positioned and oriented differently). This is particularly beneficial for manual assembly tasks, as it prevents distracting the view from the real work piece and parts while performing the assembly.
Augmented reality (AR) and mixed reality (MR) and other related technologies improve the real surrounding environment of a human with virtual, e.g., computer-created, objects that coexist in the same space of the real environment to maximize the cognitive capabilities of an operator through the integration of these objects [2]. AR provides the operator with a feedback in real time concerning the ongoing activity he is currently performing without any shift in the eye trajectory. AR operates in real time in the human environment, and it allows people to interact both with real and with virtual objects [47]. The above technologies can facilitate remote monitoring, machine monitoring, process/workflow monitoring, and virtual inspections. AR and MR can thus help monitor the optimally sequenced A4.0 processes and can help in further improving assembly processes and in optimizing assembly sequences with potential reduction in assembly time and increased flexibility [48].
Thus, there will be a need to test and validate to what extent real-time data from assembly processes can generate an optimal assembly sequence and how can AR and MR help further improve it. Another aspect of AR and MR that will affect the operational level is worker training. Training is a costly and time-consuming activity. By utilizing AR, one can boost the process of training, shorten the learning curve of newly hired personnel, and save on important resources like expert people.
4.2 Dynamic matching of workers with assembly operations
Based on the optimal sequence of the mixed model A4.0 system and the work content of the scheduled products, workers with matching skills and experience can be assigned to the specific assembly tasks. In typical current assembly lines, workers work away from robots, whereas in A4.0, they shall work with cobots. This may have a profound effect both on the efficiency and the learning processes. The mutuality of human capabilities and cobot abilities must be matched intelligently.
Similarly, all tools required for the assembly tasks can also be made available at the right station at the right time. In such an environment, the required tools for assembly are gathered and made available before the workers start, so as to prevent delays when the assembly job arrives at the station [49]. Once the tasks are completed and quality is verified, the worker can either stay at the same station or move to another station, where he or she is assigned.
Such dynamic matching of workers with assembly operations should ensure that all the required assembly tasks are completed on time with the required quality by the workers with the desired skills while trying to minimize the overall number of workers required. Challenges can arise if some quality problems are detected and the worker needs to rectify such tasks while he or she may be assigned to another task at the same time. Without fast and efficient correction in case of failures and disturbances, a tremendous increase of overhead capacities, deemed as “hidden factory,” would be required in order to keep rework times short and keep up with promised delivery dates [13]. Hence, the real-time decision, in case of a quality problem, will be to decide whether the assigned worker will rectify the problem as soon as it is detected or do the rework later. This decision depends on the rework time and cost and the criticality and urgency of the next assembly task.
4.3 Optimal workplace adjustment considering product changeovers
As multiple product changeovers may be required during a shift, workplace designs and workstation configuration need to change accordingly with each changeover, for example, to adjust the height of a work station to fit the height of a certain assembled vehicle [50, 51]. Additionally, ergonomic workplace adjustment for minimizing the physical load or minimizing body twist needs to be considered for A4.0. For this purpose, AI is required to decide not only on the necessary adjustment (or configuration) but also on the timing of the adjustment (when to initiate the adjustment) considering the effect of the adjustment on the workflow [50]. While planning and scheduling the assembly operation, there will be a need to include the workplace adjustment time. This is necessary to ensure that all the different products are assembled on time.
4.4 Optimizing human-robot collaboration
To ensure high productivity and flexibility, robots may take fair share of the work in A4.0, yet the human worker has to stay in the work area either in supervision role or for the jobs for which the robots cannot be trained [52]. In this regard, the safety of humans when robots are around them and interacting with them becomes an important issue. Thus, processes should be designed to specify the interaction of humans and robots in a human-robot environment with the objective of minimizing assembly times and labor cost, as well as improving flexibility of the assembly operations while ensuring the quality of the product and safety of the assembly workers.
4.5 Handling exceptions and knowledge sharing using assistance systems
Due to increasing complexity, reconfiguration of A4.0 systems calls for more emphasis on quality assurance and error proofing [10]. In the eventuality that an assembly step was not fully carried out during the automatic fabrication process due to a disturbance, a corresponding virtual tutorial for manual product completion can be called up. While the worker is performing the work process according to the instructions, the individual assembly steps are tracked with object and hand recognition, and compared to the underlying planned workflow model. Thus, real-time assistance can be implemented, which will automatically guide the worker through complex work processes and provide relevant feedback when errors appear [53]. Assistance systems must be designed in such a way that they provide workers with the opportunity to record their expert knowledge and share best-practice approaches with their colleagues [53]. Though investing in such assistance systems for A4.0 can be a design choice, the impact of investing in assistance systems on overall assembly time, elimination of errors, and thus avoiding defects and recalls needs to be investigated.
4.6 Optimal maintenance planning of A4.0 systems
Data collected from the assembly line and the assembly processes should also enable real-time monitoring of the assembly-line equipment. Such data can be used to predict the failure of the assembly line and plan maintenance activities. Such maintenance schedules can also be utilized to create the production schedules of the assembly line. Real-time monitoring of the assembly line can also help in deciding whether to request for AR-based remote maintenance activities, and plan for scheduled maintenance later [54]. The decisions involved for such maintenance activities will be to optimize the maintenance frequencies while minimizing costs and ensuring minimum downtime of the assembly line.
4.7 Overall impact of the operational decisions in A4.0 systems on manufacturing performance
Real-time sequencing will help in handling a greater variety of products, which can be assembled in the same assembly line, provide volume and product-mix flexibility, and also enhance assembly line productivity, as they will reduce planning restrictions [55]. Similarly, dynamic matching of workers with assembly operations will also help in having high variety, improved flexibility, improved productivity along with high quality, and reduced costs due to optimal worker allocation. Optimizing workplace adjustment considering product changeovers will improve worker health and safety, thereby contributing to improved productivity. Optimizing human-robot collaboration will also enhance productivity and flexibility, while handling exceptions and knowledge sharing using assistance systems that will enhance quality and avoid productivity loss. In addition, I4.0 technologies enabled by real-time monitoring and storage are expected to expedite learning curves, be it the workers’ or the organizations’—learning curve expediting is of critical importance for growth and future innovation. Finally, optimal maintenance planning will ensure that the assembly line and the supporting equipment is maintained in the best condition with minimal cost, thereby improving productivity. Figure 4 summarizes the impact on performance of operational decisions in A4.0 systems.

Performance impact of operational decisions in Assembly 4.0 systems
Although there are multiple potential performance benefits of A4.0 systems, such benefits can only be obtained through well-aligned strategic, tactical, and operational decision-making. Moreover, manufacturing companies should assess the potential benefits and the investments required of A4.0 systems for their current and future product portfolio and determine which elements of A4.0 systems will be most suitable for their context.
Companies with a large variety of assembled products and multiple assembly lines across their facilities should actively consider investing in A4.0 systems. As such a decision is strategic in nature, it is important that a cross-functional team involving research and development, manufacturing, sourcing, and marketing is created and the decision to invest in A4.0 systems is taken considering the impact of the assembly system on product design, the future product portfolio, outsourcing decisions, etc. Usually, product design and product portfolio planning and sourcing decisions are constrained by the capacity and capabilities of the assembly lines of the company. A4.0 is expected to provide much needed flexibility and hence open up much more possibilities of innovative, customized, and customer-friendly products, which can be delivered on demand. It will also have an impact on supply chain design. Product allocations to specific assembly lines in different parts of the world will be highly flexible. Depending on the demand of products in different parts of the world, production volumes can be shifted across assembly lines, closer to the customer ensuring faster delivery lead times.
5 Tactical issues in A4.0 and their impact
Tactical issues in A4.0 stem from the adoption of new I4.0 technologies. Sections 2 and 3 of this paper thoroughly cover new A4.0 technologies; a good general review of I4.0 technologies and other aspects could be found in [56]. Tactical issues of A4.0 are related to these new characteristics. Therefore, a brief summary of these characteristics is presented before dealing directly with the tactical issues. Accordingly, Fig. 5 illustrates schematically the proposed stages of the tactical model development.

Schematic framework of the proposed tactical model development and analysis
5.1 A4.0 characteristics affecting tactical issues
Bortolini et al. [56] identified the following six main characteristics of A4.0 that affect the tactical planning and decision-making:
- 1.
Aided assembly—the operator’s assembly process would be greatly improved and expedited by computerized assembly instructions supplied in real time, augmented reality, and supporting cobots.
- 2.
Intelligent storage management—in order to closely manage the inventory and prevent stockouts, the assembly storage locations will be equipped with abundant sensors.
- 3.
Self-configured workstation layout—new self-adjusting shelving and workbench moving parts shall optimize their dimensions and location to fit the activities performed in the workstation. Self-configuration requires a context-aware system based on sensors and computer vision.
- 4.
Product and process traceability—to ensure traceability, data on each individual part and process would be stored and easily traced if needed. This may include quality checks and various measurements, such as humidity and heat during the process.
- 5.
Late customization—increasing late customization in A4.0 is based on advanced additive manufacturing technologies and the ability of 3D printers to quickly print customized parts. These capabilities allow to postpone the decision on the final type of product model.
- 6.
Real-time control and self-scheduling/balancing—A4.0 control systems are expected to achieve improved real-time control by the increased use of sensors and improved communications. Moreover, A4.0 self-awareness includes self-scheduling, self-balancing, and self-maintenance planning. A4.0 self-awareness and decision-making could be facilitated by using digital twins.
A digital twin is an important characteristic of A4.0 [57]. This concept is related to full simulation/emulation of the assembly line and its environment, including some real-time data acquisition. A digital twin enables quick decision-making by running and evaluating scenarios for decision-making and production optimization [58]. Söderberg et al. [58] show its contribution to real-time processing decisions related to individual part geometry. Uhlemann et al. [59] explain the challenges of real-time acquisition into a digital twin. Um et al. [60] explain the advantages of a digital twin in modular assembly lines.
5.2 Tactical issues in A4.0
The aforementioned A4.0 process characteristics affect the following tactical issues:
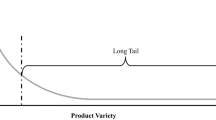
Product variation in assembly systems
All of the above characteristics are about to significantly increase the assembly- line flexibility to changes, and its ability to produce a wide range of non-standard assembly parts and products. On the worker’s level, for example, flexibility is enhanced by computerized assembly guidance and escort, assembly assistance, and assembly self-configuring technologies. Some papers even talk about individualized assembly [61]. A4.0 is expected to have more mass customization than today and a much more “assemble to order” environment than is found today [61, 62]. Some of the A4.0 systems will even have various degrees of “engineered to order” environments.
Assembly load planning
The new I4.0 technologies are expected to enhance the throughput and its product variation [63]. As a result of the product variation, load planning will become more challenging than it is today. However, the adjustment to machine failures and real-time responses to events will undoubtedly improve the throughput. The real-time data availability is bound to shorten the planning period, so that the daily load could be estimated.
Workforce planning
Once the load is estimated for the assembly system, the workforce planning could be effectively planned [64]. Planning for absenteeism in the assembly line is always a consideration. While today the workforce recruitment is for 120–130% of the active assembly positions [65, 66], this figure could be reduced significantly by more effective, skill-based job assignment and reduction of the learning curve by aided assembly devices for assembly instruction and augmented reality [67].
Supply of parts and materials for enabling an efficient assembly process
The IoT and the physical internet along with the multi-sensor capabilities provide ubiquitous communications between shelves, containers and parts, automated guided vehicles (AGVs), forklifts, conveyors, and other material-handling devices. The communications update the status of parts, kits, and products along with material-handling systems to prevent cases of shortage or cases of large accumulation of inventory [68].
Quality control and management
The set of tools for A4.0 quality control and management is especially impressive. Smart sensors, gauges, and cameras are a standard part of each process in the A4.0 system. They continuously collect data, and their data is continuously analyzed to identify any deviation from the specification. This helps identify not only the defects or failures but also the need for maintenance before they happen. In particular, performance deterioration is identified in real time and some preventive maintenance can be applied to prevent failures and downtimes [11]. The inspection and documentation of individual products facilitate the identification of quality failures, and enable quick response. In addition, the self-aware sensor parts and machines control their own self-performance and failures. The most interesting technologies in that regard are related to self-prognosis and self-healing. However, these are novel technologies that are yet to be tested in real settings.
5.3 Implied A4.0 tactical advantages
The main implications of the aforementioned tactical A4.0 characteristics and improved decisions and their impacts on cost reduction and profit growth are summarized as follows:
- a.
Expediting and improving the operator assembly work, by helping and supporting technologies (such as assembly instructions, animation and augmented reality, computer-automated and aided inspections, and cobots).
Impact: increased throughput (even when facing product variety), workforce savings, and faster training of replacement workers
- b.
Exploiting the technology enhancements and innovations for broadening the variety of assembled products while preserving efficiency. This is achieved in part by setup-time reductions, by reconfigurable equipment, and by interactive computerized operator’s instruction and guidance.
Impact: cost reductions and increased flexibility to assemble a larger variety of products on the same line
- c.
Optimizing decisions related to inventory acquisition and transportation based on information generated using real-time communication between machines and each potential item to be processed.
Impact: cost reduction
- d.
Identifying real-time machine failures, product quality failures, and quick response ability to these failures. This ability can be harnessed to shorten the machine downtime, e.g., mean time to repair (MTTR), expedite finding ad hoc solutions to such machine failures, and fixing quality failures [11].
Impact: reducing downtimes and increasing throughput
- e.
Identifying bottleneck machine in real time, and prioritizing accordingly. This is particularly challenging and important when product variety causes the bottleneck to shift.
Impact: increased throughput
- f.
Avoiding of shortages of parts and fasteners in the assembly stations [69].
Impact: increased throughput
- g.
Reducing setup and adjustments between different product models.
Impact: increased throughput
- h.
Deploying self-adjusting machines and infrastructure for better ergonomic stations [12].
Impact: increased worker health and satisfaction, decreasing absenteeism and medical problems, treatments, and litigations
It is clear that these implications (a. through h.) are significant, but their quantitative contributions to the overall assembly performance could only be projected or approximately estimated.
6 Strategic aspects in assembly lines in the era of Industry 4.0
I4.0 is expected to bring a radical change in assembly processes rather than an incremental one. This expected change spans strategic, tactical, and operational levels and culminates as an A4.0. All three levels (operational, tactical, and strategic) will be altered due to the perceptions, methodologies, tools, and technologies that A4.0 will encompass.
6.1 A mind map of A4.0
In terms of timing, we are at the initial stages leading to the A4.0 era. In view of the new technologies, there is a big difference between organizations that are to be built from scratch versus existing organizations that need to steer their views, strategies, and operations in view of I4.0 and A4.0. It is in the latter where the change is more complex and hard. Thus, it is of great help to widen our view as much as possible so that the readers can see which of the parts are relevant to their case. Figure 6 is an initial mind map that captures critical aspects of the A4.0. It may be far from being comprehensive, yet it gives the flavor. Each of these aspects affects the assembly processes in some way.

A mind map of Assembly 4.0 aspects
6.2 Relevant strategic dimensions
The plethora of I4.0 technologies, elaborated upon in this study, are expected to affect the assembly line performance by consistently increasing throughput and reducing costs. However, there are heavy costs associated with deploying these new technologies which are expected to decline with time. So the decisions whether and when to adopt a technology is a strategic one. On the other hand, there are several strategic issues, on product and process design levels, that one should consider.
Product design level—Concurrent engineering has been the standard methodology for product design. Axiomatic design (AD) constitutes the foundational approach for design [11]. Also reconfigurable machines have many principles rooted in features and characteristics that pertain to the I4.0 [69]. For example, families of parts, customized flexibility convertibility, scalability, and modularity, among other principles, are foundational for the reconfigurable machine approach as well as for the I4.0 era. Moreover, with the advent of I4.0 technologies, which not only embody the views of the production, purchasing, marketing, etc. but also encapsulates the variations in costs, among others, it is expected that product design will become more complex on one hand and data-based on the other. The designers can better embark on historic data to decide upon components to include in the design. Thus, new design methodologies and principles may arise to capitalize on the vast amount of data and information that is gathered.
Process design level—The process for assembling the product needs also to be designed and possibly will be affected by the I4.0 technologies. For that purpose, we will need to answer questions like how to save on time, waste, labor, and material using the I4.0 platform or how fast can we alter an assembly process based on near on-line process alternative?
Yet another aspect is modeling. From a modeling point of view, the decision-maker will face several decision-making challenges, as discussed below. Some of the challenges relate even to the time before the investment in the infrastructure, and some relate to the challenges after the infrastructure of A4.0 is deployed.
6.3 Issues to consider before investing in A4.0
In what follows, we discuss the various aspects to consider before investing in the upgrade to A4.0, regardless if the intention is to partially or completely alter the current state.
- 1.
Level of automation: I4.0 is a myriad of technologies that one can select a subset of it, according to what fits the organization at hand. It is not plausible that decision-makers will alter their organizations 180°. From a high management point of view, to automate the whole assembly line including feeders of raw materials and storage of finished goods, all at once, seems to be extremely risky. Rather, they will decide on experiencing one or a couple of the aspects proposed. For example, in an assembly factory, the managers may add one cobot or several cobots for a test period along the assembly line. Therefore, proper analytical and engineering models should be constructed to aid in the decision-making. Moreover, while it is more plausible to think of this as a discrete scale, Go-No Go decision, one may model it as a continuum, especially on a strategic level, so it can help us understand figuratively to what level and how the various forces are balanced.
- 2.
Positioning of cobots: after obtaining the required intensity level of adaptation of I4.0 in the assembly line, the decision-maker should decide upon where to locate the cobots, taking into account that these resources should be fixated. The structure of the system and bill of material and the complexity of work packages will dictate where and how to allocate to position the cobots for maximal benefit.
- 3.
Return on investment (ROI): this is one of the chief concerns of any decision-maker: to verify that economically, they are doing the right decision. A major attribute to take into account here is the ever-shortened life cycle of products. Typically, ROI in the range of 4–8 years is plausible; however, if the product at hand is expected to “live” for 4–5 years, the decision-maker seeks an ROI of 1–2 years.
- 4.
Performance measures: in addition to the regular and accepted performance measures used so far in a design for manufacturing and assembly (DfMA), e.g., [70,71,72], a new set of measures will need to be created and used. The new measures will better reflect the way of doing things, in particular, a reality in which the physical is connected to the cyber. Moreover, they will capture the dynamic and intense nature of doing things and how these data must be crunched and used in subsequent stages to enhance the decision-making process. In addition to regular measures commonly used in assembly lines, due to the self-regulating, self-configurability, self-scheduling nature of the system, more measures that monitor the degree by which the local decision-making oracles are learning are needed.
6.4 Issues to consider after investing in A4.0
-
a.
Hybrid systems and allocation of orders: Since the transition of assembly systems to I4.0 is a lengthy process, in certain shop floors, regular (legacy) assembly systems may operate in parallel to A4.0 systems. Thus, a hybrid co-existence situation will prevail. For example, consider co-existence in a shop floor of a regular assembly line with machinery and human operators and a new A4.0 line rich with 3D-printing stations. Then, a major decision to take is to determine the optimal allocation of incoming orders: some orders are more suitable to the fast and new 3D printing line, and some are more suitable to the regular line. Surely, the size of the order affects the decision. While in the past, orders less than a threshold value were ignored or dismissed, with the new reality, these orders can be accepted; thus, market share can be enhanced.
-
b.
Balancing human-cobot work package allocation: Having a new product to assemble, a key question to answer is how to allocate the work packages between human workers and cobots. This is related to the question of positioning. We also need to make the allocation decision while taking into account the learning effects of the worker. However, we will need also to consider the learning of the machines, which with the help of machine learning has a learning curve of its own.
6.5 Cyber security
The I4.0 intensive connectivity (including IoT and the cyber-physical paradigm) brings with it also the cyber security challenges against the incessant activity of hackers and malware [73]. While today, supply chains, factories, customers, and operations are connected, in the I4.0 era, machines, products, parts, and sensors will be inter-connected and the risks posed by cyber threats become all the greater and potentially farther reaching [74]. Cyber security requires implementing a secure, vigilant, and resilient cyber risk strategy at all communication levels [73, 75]. Therefore, cyber security is an essential I4.0 ingredient [75]. This applies directly to A4.0, in particular for a complex technological system producing sub-assemblies or parts allocated to distributed workstations, possibly belonging to different organizations.
7 Discussion
This section is divided into three subsections: (1) other aspects of A4.0 not directly related to operational, tactical, or strategic categories, (2) barriers for implementing A4.0, followed by (3) a discussion on the impact of I4.0 technologies on A4.0 systems.
7.1 Other aspects of A4.0
Other aspects to take into account in A4.0 include:
- 1.
Social effect: The aim of the intensive integration of new A4.0 technology is to increase the automation and assembly efficiency. Thus, many tasks are expected to be automated and assembly workers will work more efficiently due to the support by AR, cobots, 3D printing, AI, etc. Clearly, the A4.0 workforce will be reduced. However, a new generation of technicians and maintenance workers will be needed. Thus, the expected reduction in assembly workers is significantly compensated by the increase in new technicians, maintenance workers, and experts. Also, A4.0 increased throughput and product variety shall lead to worker increased productivity. Thus, in spite of many popular beliefs that machines shall replace humans in the assembly lines, the total number of human technicians, operators, and maintenance people will remain high, while each person’s productivity and profitability will increase.
- 2.
Sources of uncertainty: The hallmark of A4.0 operation (mainly through IoT deployment) is the elimination and reduction of uncertainties. One way A4.0 is expected to reduce uncertainty is to plan for robustness. However, the addition of numerous sensors and digital components increases the probability of failure of one or more of these components. It is critical to make sure that the information that is received from the various sources is correct and not marred by failures and errors of the same sensors that were supposed to defend against other failures as sensors can sometimes create false alarms.
- 3.
Human-machine interaction: In A4.0, machines and human operators are in close proximity; this is especially true for cobots, but may also be true for other machines. While the human operator’s veto power (or “shut-down” power) is axiomatic, the major questions are related to the information, recommendations, and intervention level of the machines. Moreover, in some safety situations, the system shuts down before a human can intervene. Some related questions that may arise are the following: Who serves whom? Is the operator who loads, unloads, and maintains the machine, to reach high utilization, a server? Or is the machine considered as a service agent that will help humans, or servicing parts, work in process (WIP), or materials. Communication is an obvious aspect where the status of each machine should be “public” information to all other machines, operators, and agents in the chain. However, overloading an operator with information is clearly undesirable and sometimes dangerous.
- 4.
Supply chain aspects of A4.0: IoT and the cyber physical world are integral parts of I4.0 which aims at realizing their full potential. So A4.0 (as part of I4.0) is characterized by high connectivity and information sharing along its supply chains. Thus, full information about the assembly components and their fabrication is readily available online. Moreover, any machine failure in any stage of the supply chain is detected in real time, and solutions are planned and executed with no delay. In certain cases, where parts production is paused or delayed, the connectedness allows to predict the related part shortages, and in some cases to use additive manufacturing to temporarily fill the shortage. Such information should be made available to all members of the supply chain so that the plans for each individual player in the supply chain can be updated. In the ideal case, all the relevant members in the supply chain should adopt the technologies. But, this will require that the benefits obtained by implementing the technologies are equitably distributed across the members, which will encourage members to invest. To conclude: this connectedness allows A4.0 systems to streamline the part flow into the assembly process. Communications and connectedness are also important in the delivery of the final product that comes out of the assembly system. Also, using blockchain along the supply chain can allow to trace the processing histories of parts, components, and sub-assemblies and hence may be integrated in the future A4.0 systems.
7.2 Barriers for implementing A4.0
While we outlined I4.0 capabilities, it is also appropriate to mention some limitations, constraints, and challenges of these technologies. For example, the cobot cannot compete with the human hand in some cases such as putting stickers or taking them off. Another example is the fixation of a cobot. While a human has short arms, if needed, it can move on legs and reach out. Cobot is fixated. It can either move from one place to another without hands or fixed and one location with arms. Other limitations characterize each of the other technologies (e.g., augmented reality, computer vision, etc.) These constraints and others are limitations that should be taken into account before adopting the A4.0 technologies. Interviews conducted by [76] revealed that companies perceive the concepts of I4.0 as highly complex resulting in uncertainty regarding benefits and outcomes. Companies can also fail to assess their own capabilities in I4.0, which restrains them from taking any coordinated decisions. Moreover, knowledge and skills regarding reconfigurable system design and the application of a structured and well-documented system design process for assembly systems are lacking in manufacturing companies.
It is also important to note that skills of available workers must be regularly updated for getting the most benefits of A4.0 for many operational tasks like dynamic matching of workers with assembly operations, exception handling, etc. This implies that companies should either have a relatively stable workforce or workforce skills inventory should also be digitized and updated [77]. Specifically, collaborative robot applications are highly complex systems with a large number of individual components and range of interdependencies. This can result in safety-related challenges [78] and pose barriers for its adoption in an A4.0 environment. For collaborative human-robot applications, for dynamically matching workers to assembly operations and for designing real-time assistance systems, there can be challenges related to understanding the complete spectrum of human-in-the-loop control, in modeling human behavior of various types, and in incorporating these models into the formal feedback control methodology to ensure desirable performance outcomes [79]. The biggest barrier for adopting A4.0 can be challenges associated with realistic quantification of the potential benefits, thereby justifying the investments. Simulations of A4.0 systems can potentially help in quantifying the benefits.
7.3 Expected impact of I4.0 technologies on A4.0 systems
This paper divides the potential impact of I4.0 technologies on A4.0 systems into the strategic, tactical, and operational levels, as elaborated above. The three decisional levels of A4.0 are highly interrelated and connected both from a top-down and a bottom-up perspective. The first direction of connections is determined by the fact that the decisions taken at a certain level have a great impact on the lower level, since they represent a constraint for the latter. For instance, the decision to purchase and install some cobots for a certain assembly line (tactical level) determines a relevant impact on the weekly workforce balancing of this line (operational level), since some tasks usually performed by operators could be assigned to these cobots and/or the task manual execution time of workers could significantly decrease. However, the different A4.0 levels are also connected by bottom-up linkages. Indeed, the feedback obtained at a certain level could suggest some specific decisions to be taken at a higher level, though after obtaining data for a prolonged time. For instance, quality problems at the operational level may trigger improvements in the tactical levels such as re-engineered manufacturing processes and improved planning. Another example of an operational level issue could be delays in product assembly due to a missing part. The solution to this phenomenon may be an improved tactical level process planning and scheduling. A major challenge ahead of us will be to utilize existing rigorous methodologies like the Production System Engineering (PSE) [80, 81] tools and methods in A4.0. This would require adapting them to the characteristics of A4.0. Such an endeavor requires substantial effort and rigor and warrants a dedicated research project.
8 Future research
This section addresses future prospects and research related to A4.0. For consistency, the section is divided to operational, tactical, and strategic levels.
Operational future prospects and research: On the operational level, future research may be directed at developing a generic benchmark model for simulating an A4.0 system to demonstrate how such an assembly system can improve system performance and handle product variety better than an existing assembly system. Such a generic digital twin should have built-in capabilities not only to include technologies, but also models of their integration, behavior and their impact. Such a generic tool may be also used as the basis to build specific digital twins. This could be accomplished by offering generic simulation modules. In such cases, scenario exploration, via the digital twin simulation, can lead to achieving better performance. For example, consider a digital twin of a mixed-model assembly line for a single product-platform with its several variants, and its feeding sub-assembly lines, and materials supermarkets. The digital twin can be used for checking the effects of various scenarios, for example, finding out the impact of a combination of new I4.0 technologies, or how the same assembly line with enhanced digital technologies copes with additional product lines or platforms. Such research will help determine what level of automation is optimal for an assembly line to handle a certain level of product variety and complexity. Future research should also consider the impact of changeover from existing assembly systems to A4.0 systems on the existing and future product portfolio of the company. For example, A4.0 systems will provide flexibility to have a large variety of customized products, thereby enhancing the mass customization ability of the company, which will also make some existing products redundant. Hence, decision to invest in A4.0 systems should not be made in isolation with the product portfolio and the product strategy of the company. A separate stream of future research can also be directed at assessing the combined effect of adoption of additive manufacturing technologies for functional parts and assembly of such parts with those produced by conventional manufacturing technologies using A4.0 systems on the operational and business performances of manufacturing companies. Such a research stream will be particularly relevant for industries like aerospace and automotive, where leading companies are investing in both additive manufacturing technologies and A4.0 systems.
Tactical future prospects and research: On the tactical level, future research of A4.0 issues may be directed in the following directions:
- 1.
Case studies and experience measuring the effect of new technology integration, gathered empirically
- 2.
Simulations of the new A4.0 environments and their comparison to current or benchmark assembly systems
- 3.
Theoretical development of new workforce planning and scheduling techniques, as well as acquisition and inventory management techniques that exploit the new capabilities of A4.0
- 4.
Finding ways to better manage quality and maintenance in assembly systems
- 5.
Finding ways to exploit the new technologies to enhance the assembly of large systems such as aircraft and shipbuilding assemblies
- 6.
Creating new standards and maturity models such as the A4.0 maturity model and the Self-X maturity model (self-aware, self-prognosis, self-healing, self-assessment).
- 7.
Creating new smart A4.0 timeline analysis tools (understanding implication of changes along the timeline) for warnings, recommendations, and dynamic error avoidance.
Strategic future prospects and research: On the strategic level, in an environment where data is in abundance, some insights can be derived over time by data and process mining and these can lead to a radical change in the business model. Then a strategic issue of managing the array of dynamic capabilities should be at focus. Other future research may be conducted in one of the following areas:
- 1.
Modeling methodologies to visualize, evaluate, and benchmark future realities in order to make decisions prior to investing in the infrastructure. In A4.0, before constructing the assembly line, we will need to evaluate a priori how that A4.0 line will perform and attempt to detect bottlenecks and major problems.
- 2.
Create analytical models to help make better decisions as for the various strategic decisions mentioned above.
9 Conclusion
The aim of this paper is to propose a framework to understand and assess how the main technological improvements enabled by I4.0 could be expected to be part of the assembly system, defining the so-called A4.0. A detailed overview of the latest promising research trends suggests how most of the direct impact of I4.0 technologies would be on the operational level of A4.0 processes. The improvement of this level of A4.0 affects as well the performance of the A4.0 tactical level fostering the quality control, the machine reliability, the logistic efficiency, and the flexibility to unexpected changes. All these factors are bound to have an impact also on the strategic level of the assembly system and process design. Thus, of major interest is the analysis proposed by this manuscript to assess how the strategic decision-making is affected both before and after the implementation of I4.0 technologies to A4.0.
First, a detailed analysis is proposed in this paper to assess how and to which extent the coalescing technologies of A4.0 have the potential for increasing different features of such production systems, as their productivity, cooperation, and control. Indeed, these different relevant features have the potential, if properly managed, to tremendously increase the A4.0 profitability. An original framework is developed and proposed in this research to suggest the likely connections between I4.0 technologies and the different A4.0 areas which benefit from their adoption, for A4.0 operational level in particular. Similarly, a relation diagram is presented to assess the most plausible impact of A4.0 operational decisions on the performance of such production systems. However, understanding this potential is far from being straightforward, and future research is needed to explicitly turn this potential into reality.
Finally, this manuscript proposes a detailed overview about how A4.0 future research should be targeted at putting the human operator back in the center of the production systems of the future, supporting from a manufacturing perspective the concept of “human in the loop.” Indeed, the A4.0 worker should be able to ensure a significantly high quality to the final product, with a great flexibility to support the personalized production paradigm with no decrease in productivity. This trend suggests a novel demand in the labor market for A4.0 automation technicians, maintenance operators, and digital specialists. The required number of workers could potentially slightly decrease in the next few years, but the required competences, granted salary, and work added value would likely increase far more through the adoption of I4.0 technologies in A4.0 as described in detail by the procedures proposed by this manuscript for the operational, tactical, and strategic levels of assembly systems.
References
Kagermann H, Helbig J, Hellinger A, Wahlster W (2013) Recommendations for implementing the strategic initiative INDUSTRIE 4.0. Securing the future of German manufacturing industry; final report of the Industrie 4.0 Working Group. Forschungsunion, Frankfurt/Main
Faccio M, Ferrari E, Gamberi M, Pilati F (2019) Human Factor Analyser for work measurement of manual manufacturing and assembly processes. Int J Adv Manuf Technol 103:861–877. https://doi.org/10.1007/s00170-019-03570-z
Hu SJ (2013) Evolving paradigms of manufacturing: from mass production to mass customization and personalization. Proc CIRP 7:3–8
Wang S, Wan J, Li D, Zhang C (2016) Implementing smart factory of industrie 4.0: an outlook. Int J Distrib Sensor Netw 12(1):3159805
Lu Y (2017) Industry 4.0: A survey on technologies, applications and open research issues. J Ind Inf Integr 6:1–10
Baybars I (1986) A survey of exact algorithms for the simple assembly line balancing problem. Manag Sci 32:909–932
Battaia O, Dolgui A (2013) A taxonomy of line balancing problems and their solution approaches. Int J Prod Econ 142:259–277
Zixiang L, Kucukkoc I, Nilakantan JM (2017) Comprehensive review and evaluation of heuristics and meta-heuristics for two-sided assembly line balancing problem. Comput Oper Res 84:146–161
Becker C, Scholl A (2006) A survey on problems and methods in generalized assembly line balancing. Eur J Oper Res 168(3):694–715
ElMaraghy H, ElMaraghy W (2016) Smart adaptable assembly systems. Procedia CIRP 44:4–13
Cheng CY (2018) A novel approach of information visualization for machine operation states in industrial 4.0. Comput Ind Eng. https://doi.org/10.1016/j.cie.2018.05.024
Wang S, Wan J, Zhang D, Li D, Zhang C (2016) Towards smart factory for industry 4.0: a self-organized multi-agent system with big data based feedback and coordination. Comput Netw 101:158–168
Battaïa O, Otto A, Sgarbossa F, Pesch E (2018) Future trends in management and operation of assembly systems: from customized assembly systems to cyber-physical systems. Omega 78(7):1–4
4INFSO (2008) Internet of Things in 2020. The European technology platform on smart systems integration. Retrieved from http://www.smart-systems-integration.org/public
Nguyen KT, Laurent M, Oualha N (2015) Survey on secure communication protocols for the Internet of Things. Ad Hoc Netw 32:17–31
Xia F, Yang LT, Wang L, Vinel A (2012) Internet of things. Int J Commun Syst 25(9):1101–1102
Gantz J, Reinsel D (2011) Extracting value from chaos. IDC view, Framingham
Shim JP, Warkentin M, Courtney JF, Power DJ, Sharda R, Carlsson C (2002) Past, present, and future of decision support technology. Decis Support Syst 33(2):111–126
Frantzén C, Moore P (2011) A simulation-based scheduling system for real-time optimization and decision making support. Robot Cim Int Manuf 27(4):696–705
Bortolini M, Faccio M, Gamberi M, Pilati F (2018) Motion analysis system (MAS) for production and ergonomics assessment in the manufacturing processes. Comput Ind Eng. https://doi.org/10.1016/j.cie.2018.10.046
Armbrust M, Fox A, Griffith R, Joseph AD, Katz R (2010) A view of cloud computing. Commun ACM 53(4):50–58
Weintraub E, Cohen Y (2015) Cost optimization of cloud computing services in a networked environment. Int J Adv Comput Sci Appl 6(4):148–157
Weintraub E, Cohen Y (2016) Security risk assessment of cloud computing services in a networked environment. Int J Adv Comput Sci Appl 7(11):79–90
Rajkumar R, Lee I, Sha L, Stankovic J (2010) Cyber-physical systems: the next computing revolution. In Design Automation Conference (DAC), 47th ACM/IEEE:31-736
Andrieu C, De Freitas N, Doucet A, Jordan MI (2003) An introduction to MCMC for machine learning. Mach Learn 50(1-2):5–43
Huang G, Huang GB, Song S, You K (2015) Trends in extreme learning machines: a review. Neural Netw 61:32–48
Fast-Berglund Å, Palmkvist F, Nyqvist P, Ekered S, Åkerman M (2016) Evaluating cobots for final assembly. Procedia CIRP 44:175–180
Roy N, Dudek G (2001) Collaborative robot exploration and rendezvous: algorithms, performance bounds and observations. Auton Robot 11(2):117–136
Bortolini M, Faccio M, Gamberi M, Pilati F (2017) Multi-objective assembly line balancing considering component picking and ergonomic risk. Comput Ind Eng 112:348–367
Bimber O, Raskar R (2005) Spatial augmented reality: merging real and virtual worlds. AK Peters/CRC Press
Rodrigues JM, Cardoso PJ, Lessa J, Pereira JA, Sardo JD, de Freitas M, Esteves E (2018) An initial framework to develop a mobile five human senses augmented reality system for museums. In: Handbook of research on technological developments for cultural heritage and etourism applications, 96-119. IGI Global.
Neb A, Strieg F (2018) Generation of AR-enhanced assembly instructions based on assembly features. Procedia CIRP 72:1118–1123
Heilala J, Helaakoski H, Peltomaa I (2008) In: Ratchev S, Koelemeijer S (eds) IFIP International Federation for Information Processing, 260 in Micro-Assembly Technologies and Applications. Springer, Boston, p 371-381
Bader S, Aehnelt M (2014) Tracking assembly processes and providing assistance in smart factories. Conference paper available at: https://www.researchgate.net/publication/262
Cook A, Jones R, Raghavan A, Sai I (2018) Digital reality - the focus shifts from technology to opportunity. Tech Trends 2018: The symphonic enterprise. Deloitte Publication
Zhang Y, Huang GQ, Qu T, Ho O, Sun S (2011) Agent-based smart objects management system for real-time ubiquitous manufacturing. Robot Comput Integr Manuf 27(3):538–549
Gavish N, Gutiérrez T, Webel S, Rodríguez J, Peveri M, Bockholt U, Tecchia F (2015) Evaluating virtual reality and augmented reality training for industrial maintenance and assembly tasks. Interact Learn Environ 23(6):778–798
Wang X, Ong SK, Nee AY (2016) A comprehensive survey of augmented reality assembly research. Adv Manuf 4(1):1–22
Sheng B, Yin X, Zhang C, Zhao F, Fang Z, Xiao Z (2018) A rapid virtual assembly approach for 3D models of production line equipment based on the smart recognition of assembly features. J Ambient Intell Humaniz Comput 1-14
Sipsas K, Alexopoulos K, Xanthakis V, Chryssolouris G (2016) Collaborative maintenance in flow-line manufacturing environments: An Industry 4.0 approach. Procedia CIRP 55:236–241
Thames L, Schaefer D (2016) Software-defined cloud manufacturing for industry 4.0. Procedia CIRP 52:12–17
Gaub H (2016) Customization of mass-produced parts by combining injection molding and additive manufacturing with Industry 4.0 technologies. Reinf Plast 60(6):401–404
Mondragon AEC, Mondragon CEC, Coronado ES (2018) Exploring the applicability of blockchain technology to enhance manufacturing supply chains in the composite materials industry. In 2018 IEEE International Conference on Applied System Invention (ICASI) (pp 1300-1303). IEEE.
Li Z, Barenji AV, Huang GQ (2018) Toward a blockchain cloud manufacturing system as a peer to peer distributed network platform. Robot Comput Integr Manuf 54:133–144
Liu M, Ma J, Lin L, Ge M, Wang Q, Liu C (2017) Intelligent assembly system for mechanical products and key technology based on internet of things. J Manuf 28(2):271–299
Brettel M, Klein M, Friederichsen N (2016) The relevance of manufacturing flexibility in the context of Industrie 4.0. Procedia CIRP 41:105–110
Azuma R, Baillot Y, Behringer R, Feiner S, Julier S, MacIntyre B (2001) Recent advances in augmented reality. Naval Research Laboratory, Washington DC http://www.dtic.mil/dtic/tr/fulltext/u2/a606245.pdf
Paelke V (2014) Augmented reality in the smart factory: supporting workers in an Industry 4.0. environment. In Emerging Technology and Factory Automation (ETFA), 2014 IEEE: 1-4
Huang GQ, Zhang YF, Chen X, Newman ST (2008) RFID-enabled real-time wireless manufacturing for adaptive assembly planning and control. J Intell Manuf 19(6):701–713
Nguyen TD, Bloch C, Krüger J (2016) The working posture controller: automated adaptation of the work piece pose to enable a natural working posture. Procedia CIRP 44:14–19
Alkan B, Vera D, Ahmad M, Ahmad B, Harrison R (2016) A lightweight approach for human factor assessment in virtual assembly designs: an evaluation model for postural risk and metabolic workload. Procedia CIRP 44:26–31
Khalid A, Kirisci P, Ghrairi Z, Thoben KD, Pannek J (2016) A methodology to develop collaborative robotic cyber physical systems for production environments. Logist Res 9(1):23
Gorecky D, Schmitt M, Loskyll M, Zühlke D (2014) Human-machine-interaction in the industry 4.0 era. In Industrial Informatics (INDIN), 2014 12th IEEE International Conference on (pp 289-294)
Mourtzis D, Vlachou A, Zogopoulos V (2017) Cloud-based augmented reality remote maintenance through shop-floor monitoring: a product-service system approach. J Manuf Sci Eng 139(6):1–11
Brettel M, Friederichsen N, Keller M, Rosenberg M (2014) How virtualization, decentralization and network building change the manufacturing landscape: an Industry 4.0 perspective. Int J Mech Ind Sci Eng 8(1):37–44
Bortolini M, Ferrari E, Gamberi M, Pilati F, Faccio M (2017) Assembly system design in the Industry 4.0 era: a general framework. IFAC-PapersOnLine 50(1):5700–5705
Vachálek J, Bartalský L, Rovný O, Šišmišová D, Morháč M, Lokšík M (2017) The digital twin of an industrial production line within the industry 4.0 concept. In, 2017, 21st International Conference on Process Control (PC) IEEE: 258-262
Söderberg R, Wärmefjord K, Carlson JS, Lindkvist L (2017) Toward a digital twin for real-time geometry assurance in individualized production. CIRP Ann 66(1):137–140
Uhlemann THJ, Schock C, Lehmann C, Freiberger S, Steinhilper R (2017) The digital twin: demonstrating the potential of real time data acquisition in production systems. Procedia Manuf 9:113–120
Um J, Weyer S, Quint F (2017) Plug-and-simulate within modular assembly line enabled by digital twins and the use of automation ML. IFAC-PapersOnLine 50(1):15904–15909
Karaköse M, Yetiş H (2017) A cyberphysical system based mass-customization approach with integration of Industry 4.0 and Smart City. Wirel Commun Mob Comput 1-14
Wang B, Guan Z, Ullah S, Xu X, He Z (2017) Simultaneous order scheduling and mixed-model sequencing in assemble-to-order production environment: a multi-objective hybrid artificial bee colony algorithm. J Intell Manuf 28(2):419–436
Zhong RY, Xu X, Klotz E, Newman ST (2017) Intelligent manufacturing in the context of industry 4.0: a review. Engineering 3(5):616–630
Rüßmann M, Lorenz M, Gerbert P, Waldner M, Justus J, Engel P, Harnisch M (2015) Industry 4.0: The future of productivity and growth in manufacturing industries. Boston Consulting Group, p 9
Cohen Y (2012) Absenteeism as a major cause of bottlenecks in assembly lines. Int J Prod Res 50(21):6072–6080
Cohen Y (2013) Assembly line segmentation: determining the number of stations per section. J Manuf Technol Manag 24(3):397–412
Cohen Y, Faccio M, Galizia FG, Mora C, Pilati F (2017) Assembly system configuration through Industry 4.0 principles: the expected change in the actual paradigms. IFAC-PapersOnLine 50(1):14958–14963
Ivanov D, Dolgui A, Sokolov B, Werner F, Ivanova M (2016) A dynamic model and an algorithm for short-term supply chain scheduling in the smart factory industry 4.0. Int J Prod Res 54(2):386–402
Sanders A, Elangeswaran C, Wulfsberg J (2016) Industry 4.0 implies lean manufacturing: research activities in industry 4.0 function as enablers for lean manufacturing. J Ind Eng Manag 9(3):811–833
Kulak O, Cebi S, Kahraman C (2010) Applications of axiomatic design principles: a literature review. Expert Syst Appl 37:6705–6717
Katz R (2007) Design principles of reconfigurable machines. Int J Adv Manuf Technol 34:430–439
Thompson MK, Jespersen IKJ, Kjaergaard T (2018) Design for manufacturing and assembly key performance indicators to support high-speed product development. Procedia CIRP 70:114–119
Thames L, Schaefer D (2017) Cybersecurity for Industry 4.0. Springer
Flatt H, Schriegel S, Jasperneite J, Trsek H, Adamczyk H (2016) Analysis of the cyber-security of Industry 4.0 technologies based on RAMI 4.0 and identification of requirements. In: Emerging Technologies and 2016 IEEE 21st International Conference on Factory Automation (ETFA), (pp. 1-4). IEEE
Waidner M, Kasper M (2016) Security in industrie 4.0-challenges and solutions for the fourth industrial revolution. In: Design, Automation & Test in Europe Conference & Exhibition (DATE), 2016 (pp. 1303-1308). IEEE
Schumacher A, Erol S, Sihn W (2016) A maturity model for assessing Industry 4.0 readiness and maturity of manufacturing enterprises. Procedia CIRP 52:161–166
Andersen R, Ketelsen C, Nielsen K, Andersen AL, Brunoe TD, Bech S (2018) A Conceptual digital assistance system supporting manual changeovers in high-variety production. In: IFIP International Conference on Advances in Production Management Systems. Springer, Cham, pp 449–455
Saenz J, Elkmann N, Gibaru O, Neto P (2018) Survey of methods for design of collaborative robotics applications-why safety is a barrier to more widespread robotics uptake. In Proceedings of the 2018 4th International Conference on Mechatronics and Robotics Engineering. ACM, pp 95-101
Munir S, Stankovic JA, Liang CJM, Lin S (2013) Cyber physical system challenges for human-in-the-loop control. In: Presented as part of the 8th International Workshop on Feedback Computing
Jingshan L, Meerkov SM, Zhang L (2009) Production system engineering: problems, solutions, and applications. Proceedings of the 13th IFAC Symposium on Information Control Problem in Manufacturing Moscow, Russia
Li J, Meerkov SM (2008) Production systems engineering. Springer Science & Business Media
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cohen, Y., Naseraldin, H., Chaudhuri, A. et al. Assembly systems in Industry 4.0 era: a road map to understand Assembly 4.0. Int J Adv Manuf Technol 105, 4037–4054 (2019). https://doi.org/10.1007/s00170-019-04203-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04203-1