
Abstract
This research aims to develop a novel hybrid process of an electrochemical intercalation and mechanical exfoliation for fabricating graphene flakes. Using a rotational tool as electrode, the graphite powders were electrochemically intercalated using ions in electrolyte, and then the expanded graphite powders were mechanically exfoliated for few-layer graphene flakes. To obtain the high-quality graphene flakes, the graphite powders were intercalated in the mixed electrolyte of myristyl alcohol surfactant added in H2SO4 solution at the speed of the rotational tool of 2000 rpm and the applied voltage of ± 4 V for 1 h, and then the expanded graphite powders were mechanically exfoliated at the speed of the rotational tool of 10000 rpm for 1 h. The average thickness and lateral size of the graphene flakes was 1.42 nm and 0.5 μm measured by an atomic force microscope, respectively. The maximum C/O and I2D/IG ratios of graphene flakes were 22.29 and 1.22 analyzed by an X-ray photoelectron spectroscope and a Raman spectrometer, respectively. Besides, the production yield of the exfoliated few-layer graphene flakes was evaluated that could achieve to 20%, which was approximately 2 times more than the pure electrochemical or pure mechanical exfoliation methods.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In recent years, a lot of graphene production technologies including solid-phase and liquid-phase methods had been proposed [1, 2]. The solid-phase methods commonly involved the chemical vapor deposition (CVD) [3, 4], molecular self-assembly [5, 6], epitaxial growth [7, 8], photoexfoliation [9, 10], and micromechanical cleavage [11]. Moreover, the liquid-phase methods commonly involved the chemical oxidation exfoliation [12,13,14,15], electrochemical exfoliation [16,17,18], and mechanical shear force exfoliation [19,20,21,22]. The liquid-phase method had a potential ability for mass production of graphene materials. Especially, both processes of the electrochemical exfoliation and mechanical shear force exfoliation were to meet the requirements of green, fast, facile, and size-controlled production of high-quality graphene (HQG). The previous studies of graphene flakes fabricated using different methods of electrochemical exfoliation and mechanical shear force exfoliation were discussed as follows. Gong et al. [23] fabricated HQG by electrochemical exfoliation and spark plasma sintering processes. The oxygen-containing groups of electrochemically exfoliated graphene could be effectively removed using the spark plasma sintering at 1500 °a for 10 min. The experimental results demonstrated that the HQG had a very low D/G intensity ratio (ID/IG) of 0.16 and an extremely high carbon to oxygen (C/O) ratio of 25.3 for fabricating a graphene paper used as supercapacitor electrodes. Chen and Xue [24] reported the preparation of colloidal graphene by electrochemical exfoliation of graphite in (NH4)2SO4 aqueous solution. According to the Raman spectra of the exploited graphene, the ID/IG ratios were less than 1 that were much lower than those of chemically or thermally reduced graphene oxides (rGOs). It was indicated that few defects existed in the exploited graphene. Moreover, the production yield of graphene could be achieved to about 0.2 g/h. Tian et al. [25] reported the preparation of graphene exfoliated from industrial isostatic graphite by a high speed homogeneous disperser. The lateral size of graphene was ranging from 5 to 10 μm, and the exfoliated graphene of 70% was less than 5 layers. The specific capacitance and equivalent resistance of graphene were 121 F/g and approximately 2.8 Ω, respectively. Yi and Shen [21] used a kitchen blender to produce a high-quality few-layer graphene (FLG). The machined FLG flakes had an average thickness of ∼ 1.5 nm. Li et al. [26] developed a procedure of shear-assisted supercritical CO2 exfoliation for fabricating high-quality and large-quantity graphene nanoflakes. The exfoliated graphene consisted of 90% flakes with less than 10 layers and 70% between 5 and 8 layers measured by an atomic force microscope (AFM) and a transmission electron microscope. Guo et al. [27] adopted a rotating packed bed (RPB) combine with the liquid-phase exfoliation to prepare graphene from edge-oxidized graphite. The average length, width, and thickness of exfoliated graphene were about 4.2 μm, 2.6 μm, and 0.89 nm, respectively, measured by the AFM.
The stripped graphite crumb was easily precipitated during the electrochemical intercalation and exfoliation processes that caused the stop of repeat intercalation and exfoliation and reduced the production of few-layer graphene. In the mechanical shear force exfoliation process, the graphite powder had to be immersed in organic solvents and to be stirred for at least 12 h. Moreover, the average production yield of the exfoliated graphene flakes was only 5–10% for two processes mentioned above. In this study, a novel electrochemical/mechanical hybrid process (EMHP) had been developed for efficiently exfoliating few-layer graphene flakes with high quality and production yield. Experimental parameters of intercalated and exfoliated graphene flakes, including electrochemical voltages, tool rotational speeds, and electrolyte types, were evaluated. Furthermore, the physical property, chemical composition, quality, and production yield of the exfoliated graphene were measured and analyzed using a Raman spectrometer, an X-ray photoelectron spectroscopy (XPS), a Fourier transform infrared (FTIR) spectrometer, a scanning electron microscope (SEM), an atomic force microscope (AFM), and a field emission gun transmission electron microscopy (FE-TEM).
2 Experimental
2.1 Preparation of graphene flakes using the EMHP
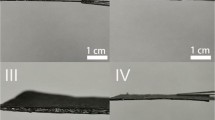
Figure 1 shows schematic diagram (a) and actual photograph (b) of electrochemical/mechanical hybrid exfoliation equipment. This equipment mainly consisted of a power supply, a clarifixator, a porous ceramic filter, a beaker, a platinum (Pt) electrode, and an electrolyte made by CHEMIST SCIENTIFIC Corp. (model BOM-300D) from Taiwan. Moreover, the clarifixator mainly consisted of a control motor, a rotational tool (rotor), and a tool housing (stator). The rotational tool and tool housing were made from stainless steel (model SUS304). A tool housing of the clarifixator and Pt electrode were connected to the power supply as the cathode and anode, respectively. This connected method of the cathode and anode could prevent solid erosion of the rotational tool and tool housing. The electrolyte was 10 wt.% sulfuric acid (H2SO4) solution. In the cycle-stirred electrolyte, the natural graphite powders (200 mesh) of 1 g firstly put in the porous ceramic filter with hole diameters of averagely 1 μm were electrochemically intercalated by ions. Meanwhile, the natural graphite powders were mechanically exfoliated through the rotational tool of the clarifixator for 1 h. The applied voltages of the power supply and the rotational speeds of the clarifixator’s tool ranged from 0 to ± 4 V in ± 1 V intervals and from 0 to 2500 rpm in 500 rpm intervals, respectively. The intercalated precursor graphite had an expanded interlayer distance, which was exfoliated as few-layer graphene flakes by the shear force generated from the rotational tool of the clarifixator with a fixed speed of 10000 rpm for 1 h. To obtain the measured specimens, the graphene solution was coated on silicon/silicon dioxide (Si–SiO2) wafers after the graphene solution was centrifuged at 4000 rpm for 10 min. The diameter, thickness, resistivity, and orientation of Si-SiO2 wafer were 100 ± 0.2 mm, 525 ± 25 μm, 1–20, and (100), respectively. Moreover, the thickness of SiO2 layer was approximately 300 nm. The exfoliated graphene flakes were thermally treated at 200 ° for 1 h using a hot plate under an atmosphere.

Schematic diagram a and actual photograph b of electrochemical/mechanical hybrid exfoliation equipment
2.2 Characterization
The dimension, surface morphology, number of layers, defect, chemical composition, and chemical bond of the dried graphene flakes coated on Si/SiO2 wafer were measured and analyzed using the AFM, SEM, FE-TEM, XPS, Raman spectrometer, and FTIR. AFM images with lateral size and thickness of graphene flakes were obtained using a BRUKER Dimension Icon AFM. The surface morphologies of graphene flakes were investigated by using the SEM (JEOL model JSM-6510) and FE-TEM (Philips model Tecnai F20 G2). The Raman spectra of graphene flakes shown the number of layers and defects were measured and analyzed using a JASCO NRS-4100 Raman spectrometer with a laser excitation wavelength of 532 nm. The oxygen/carbon atomic ratio (O/C) of graphene flakes was analyzed using the XPS (Thermo Fisher Scientific model Theta Probe). Moreover, the chemical bonds of graphene flakes were determined by FTIR in the range of 400–4000 cm−1 using a BRUKER Vertex 80.
3 Results and discussion
3.1 Effect of the rotational speed of the rotational tool on graphene flakes
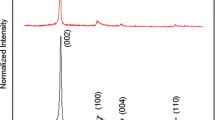
The graphite powder was intercalated in H2SO4 electrolyte at the applied voltage of ± 1 V for 1 h under different rotational speeds of the rotational tool ranging from 0 to 2500 rpm in 500 rpm intervals. Then, the expanded graphite was exfoliated at the rotational speed of the clarifixator’s tool of 10000 rpm for 1 h. The processing parameters for the effect of the rotational speed of the rotational tool on graphene flakes were summarized in Table 1. Figure 2 shows the Raman spectra of graphene flakes obtained under different rotational speeds of EMHP. The Raman spectra were recorded ranging from 1000 to 3000 cm−1. The measured results revealed that the D band at ∼1350 cm−1 represented the breathing mode of sp3 carbon atoms, G band at ∼1580 cm−1 represented the phonon mode in-plane vibration of sp2 carbon atoms, and 2D band at ∼2700 cm−1 represented the stacking order [23, 28]. The D/G intensity ratio (ID/IG) and 2D/G intensity ratio (I2D/IG) had been used as an index to determine the graphene defects and to qualify the number of stacked graphene layers, respectively. The ID/IG ratios of graphene flakes were 0.31, 0.27, 0.38, 0.4, 0.31, and 0.21 when the rotational speeds were 0 rpm, 500 rpm, 1000 rpm, 1500 rpm, 2000 rpm, and 2500 rpm, respectively. The graphene defects were significantly reduced as the rotational speed was increased more than 1500 rpm. The ID/IG ratio of graphene flakes had the lowest value of 0.21 that indicated a slight defect on the graphene when the rotational speed was set at 2500 rpm. Furthermore, the I2D/IG ratios of graphene flakes were 0.7, 0.64, 0.65, 0.67, 0.79, and 0.68 when the rotational speeds were 0 rpm, 500 rpm, 1000 rpm, 1500 rpm, 2000 rpm, and 2500 rpm, respectively. The produced graphene flakes in this experiment were estimated to be multilayer graphene structures because the I2D/IG ratios of less than 1, 1-2, and 2-3 represented the multilayer, bilayer, and monolayer graphene, respectively [29, 30]. The I2D/IG and ID/IG ratios of graphene flakes versus different rotational speeds of EMHP were shown in Fig. 3. The I2D/IG ratios increased gradually with increasing the rotational speeds from 500 rpm to 2000 rpm. Moreover, the I2D/IG ratio had a maximum value of 0.79 as the rotational speed was set 2000 rpm.

Raman spectra of graphene flakes obtained under different rotational speeds of EMHP

The I2D/IG and ID/IG ratios of graphene flakes versus different rotational speeds of EMHP
AFM were utilized to observe the morphologies of graphene flakes. Figure 4 shows the statistical lateral size analysis of graphene flakes under different rotational speeds of 0 rpm (a), 500 rpm (b), 1000 rpm (c), 1500 rpm (d), 2000 rpm (e), and 2500 rpm (f) measured by the AFM. The average lateral sizes of graphene flakes were 1.478 μm, 0.916 μm, 0.81 μm, 0.729 μm, 0.723 μm, and 0.71 μm when the rotational speeds were 0 rpm (a), 500 rpm (b), 1000 rpm (c), 1500 rpm (d), 2000 rpm (e), and 2500 rpm (f), respectively. The statistical results showed that the average lateral size decreased with increasing the rotational speed. Moreover, the distribution of average lateral sizes of graphene flakes was mostly concentrated at the 0–0.5 μm.

The statistical lateral size analysis of graphene flakes under different rotational speeds of 0 rpm a, 500 rpm b, 1000 rpm c, 1500 rpm d, 2000 rpm e, and 2500 rpm f measured by the AFM
Figure 5 shows the statistical thickness analysis of graphene flakes under different rotational speeds of 0 rpm (a), 500 rpm (b), 1000 rpm (c), 1500 rpm (d), 2000 rpm (e), and 2500 rpm (f) measured by the AFM. When the rotational speeds of EMHP were set 0 rpm (a), 500 rpm (b), 1000 rpm (c), 1500 rpm (d), 2000 rpm (e), and 2500 rpm (f), the average thicknesses of graphene flakes were 4.31 nm, 4.31 nm, 4.47 nm, 4.5 nm, 2.76 nm, and 2.74 nm, respectively. The statistical results showed that the distribution of average thicknesses of graphene flakes was mostly concentrated at the 4.31–4.5 nm as the rotational speed of EMHP was less than 2000 rpm. This was because most of graphite powers settled to the bottom of the porous ceramic filter that reduced the cyclic stir. When the rotational speed of EMHP was more than 2000 rpm, the graphite solution formed a whirlpool on the solution surface that could increase the cyclic intercalation. Consequently, the average thicknesses of graphene flakes were significantly down to approximately 2.7 nm.

The statistical thickness analysis of graphene flakes under different rotational speeds of 0 rpm a, 500 rpm b, 1000 rpm c, 1500 rpm d, 2000 rpm e, and 2500 rpm f measured by the AFM
3.2 Effect of the intercalation voltage on graphene flakes
Using the tool housing as the cathode and the Pt electrode as the anode, the graphite powder was intercalated in H2SO4 electrolyte at the speed of the rotational tool of 2000 rpm for 1 h under different applied voltages, and then the expanded graphite was mechanically exfoliated at the speed of the rotational tool of 10000 rpm for 1 h. The processing parameters for the effect of the intercalation voltage on graphene flakes were summarized in Table 2. Figure 6 shows the Raman spectra of graphene flakes obtained under different applied voltages of EMHP. When the applied voltages of EMHP were 0 V, ± 1 V, ± 2 V, ± 3 V, and ± 4 V, the ID/IG ratios of graphene flakes were 0.17, 0.21, 0.27, 0.3, and 0.43, respectively. The graphene defects were outstandingly increased as increasing the applied voltage. The ID/IG ratio of graphene flakes had the lowest value of 0.17 that indicated a slight defect on the graphene when the applied voltage was set at 0 V. Besides, the I2D/IG ratios of graphene flakes were 0.62, 0.61, 0.65, 0.94, and 1.22 as the applied voltages of EMHP were 0 V, ± 1 V, ± 2 V, ± 3 V, and ± 4 V, respectively. The obtained graphene flakes in this experiment were estimated to be multilayer graphene structures as the applied voltages of EMHP were ranging from 0 to ± 3 V. When the applied voltage was set to ± 4 V, the obtained graphene flakes were estimated to be few-layer graphene structures. Figure 7 shows the I2D/IG and ID/IG ratios of graphene flakes versus different applied voltages of EMHP. The I2D/IG ratios obviously increased as the applied voltages increase. These results indicated that the negative voltage applied in the tool housing could not generate the graphite oxide. When the applied voltage was more than ± 1 V, the I2D/IG ratio increased sharply as shown in the blue line of Fig. 7. the Moreover, the I2D/IG ratio had a maximum value of 1.22 as the applied voltage was set ± 4 V.

Raman spectra of graphene flakes obtained under different applied voltages of EMHP

The I2D/IG and ID/IG ratios of graphene flakes versus different applied voltages of EMHP
Figure 8 shows the average lateral size and thickness of graphene flakes under different applied voltages of 0 V, ± 1 V, ± 2 V, ± 3 V, and ± 4 V measured by the AFM. The average lateral sizes and thicknesses of graphene flakes were 1.49 μm, 1.46 μm, 1.49 μm, 1.52 μm, and 1.47 μm and 5.48 nm, 2.64 nm, 2.61 nm, 2.59 nm, and 2.55 nm when the applied voltages of EMHP were 0 V, ± 1 V, ± 2 V, ± 3 V, and ± 4 V, respectively. By increasing the applied voltage, the average thickness of graphene flakes was distinctly from 5.48 nm down to about 2.6 nm. When the applied voltage of EMHP was ± 4 V, the graphene flakes had the lowest value of the average thickness of 2.55 nm. Because the higher voltage was applied in the tool housing of the clarifixator as the cathode compared with the past method of the Pt electrode as the cathode, the EMHP could generate a lots hydrogen bubbles and hydrogen ions that improved the effects of the intercalation and exfoliation on few-layer graphene flakes. However, the average lateral size of graphene flakes kept about 1.5 μm by increasing the applied voltage. Due to increase a higher speed of the rotational tool to 10000 rpm during the exfoliated process, the expanded graphite powders were mechanically exfoliated by the shear force that the obtained minimum lateral size of graphene flakes had not been changed obviously.

The average lateral size and thickness of graphene flakes versus different applied voltages of EMHP measured by the AFM
3.3 Effect of the surfactant on graphene flakes
The wetting agent 10 wt.% surfactant of Myristyl alcohol (MA) of 1 mL was added in 10 wt.% H2SO4 solution with 250 mL as the mixed electrolyte, which was used to promote the intercalated effects of graphite powders and to enhance the exfoliated and dispersed effects of graphene flakes. Using the tool housing as the cathode and the Pt electrode as the anode, the graphite powder was intercalated in mixed electrolyte at the speed of the rotational tool of 2000 rpm and the applied voltage of ± 4 V for 1 h, and then the expanded graphite was mechanically exfoliated at the speed of the rotational tool of 10000 rpm for 1 h. The processing parameters for the effect of the surfactant on graphene flakes were summarized in Table 3. Figure 9 shows the representative SEM image (a), AFM images of surface morphology (b) and height profile (c), and TEM image with the SAED pattern inset (d) of the graphene flake exfoliated in the mixed electrolyte. The layer-by-layer graphene flakes could be clearly observed from the SEM image of Fig. 9 (a). The average thickness of graphene flakes analyzed by the height profile was approximately 1.42 nm, which was corresponded to a few-layer graphene structure, as shown in Fig. 2(c). The regular layer-by-layer structure was found in the TEM image shown in Fig. 2(d). Moreover, the Fourier-filtered transformed (FFT) diffraction pattern of the graphene flake inset to the TEM image of Fig. 2(d) showed a 6-fold symmetric diffraction, which indicated the exfoliated graphene with the higher crystalline structure. Compared with graphene flakes exfoliated without the MA electrolyte, the minimum thickness of graphene flakes exfoliated with the MA electrolyte was significantly reduced from 2.55 nm down to 1.42 nm, which indicated the highly intercalation effect of graphite powders in the surfactant.

The representative SEM image a, AFM images of surface morphology b, and height profile c, and TEM image with the FFT diffraction pattern inset d of the graphene flake exfoliated in the mixed electrolyte
To further probe into the chemical composition, the carbon (C) and oxygen (O) contents of the natural graphite powder (a) and the graphene flake exfoliated without (b) and with (c) the mixed electrolyte were measured by the XPS, as shown in Fig. 10. Based on the XPS survey spectra, a high C1s peak at 284.8 eV and a low O1s peak at 532 eV could be observed that could confirm the C and O elements existed in three samples. The calculated C and O contents in the natural graphite powder and the graphene flake exfoliated without and with the mixed electrolyte were 87.79% and 12.21%, 92.43% and 7.59%, and 95.82% and 4.18%, respectively. The XPS survey spectra indicated that the C1s peak was obviously higher than the O1s peak. Furthermore, the O1s peak of the natural graphite powder was slightly higher than both samples. The C/O ratios of the natural graphite powder and the graphene flake exfoliated without and with the mixed electrolyte were 7.19, 12.18, and 22.29, respectively. This result illustrated that the EMHP combined with the mixed electrolyte led to the high quality for the obtained graphene.

XPS survey spectra of the natural graphite powder a and the graphene flake exfoliated without b and with c the mixed electrolytes
3.4 FTIR analysis of different treated graphene flakes
To investigate and identify the oxygen groups, FTIR was utilized to analyze the chemical bond of the natural graphite powder and different treated graphene flakes. Figure 11 illustrates the FTIR spectra of the natural graphite powder (a) and the exfoliated graphene flake treated by room temperature drying (b), and hot plate baking at 200 °C for 1 h under an atmosphere (c). The measured wavenumbers were ranging from 400 to 4000 cm−1. According to the FTIR spectra, a broad peak of the C–O stretching bond centered on ~ 1030 cm−1 could be observed in the natural graphite powder, as shown in the black line of Fig. 11. After the room temperature drying, the graphene flake existed small peaks of C=C, C–H, and O–H stretching bonds located at ~ 1634 cm−1, ~ 2922 cm−1, and ~ 3358 cm−1, respectively, as shown in the blue line of Fig. 11. Moreover, the peak of the C–O stretching bond of graphene flakes treated by the room temperature drying was significantly smaller than that of the natural graphite powder. The exfoliated graphene flakes were treated by hot plate baking at 200 °C that these peaks of C=C, C–H, and O–H stretching bonds could be removed and the peak of the C–O stretching bond was smaller than the natural graphite powders. Based on the evidence extracted from FTIR spectra of the three specimens, it could be concluded that oxygen groups were spectacularly reduced in the graphene after the low temperature treatment. In addition, the production yield of graphene flakes fabricated by the EMHP combined with the mixed electrolyte and thermal treatment at 200 °C was obtained up to 20 wt.%, which was about 2 times more than the pure electrochemical or pure mechanical exfoliation methods.

FTIR spectra of the natural graphite powder a and the exfoliated graphene flake treated by room temperature drying b, and hot plate baking at 200 °C for 1 h c
4 Conclusion
This study presented the novel electrochemical intercalation combined with mechanical exfoliation in a single-step process for preparing few-layer graphene flakes. Using a rotational tool as processing electrode at cathode, the rotational tool and tool housing could prevent solid erosion. After the EMHP for obtaining high-quality graphene flakes, the best parameters included the rotational speed of the rotational tool of 2000 rpm, the applied voltage of ± 4 V for 1 h, the mixed electrolyte of the surfactant MA added in H2SO4 solution, the exfoliated speed of the rotational tool of 10000 rpm for 1 h, and the drying temperature of the exfoliated graphene flake at 200 °C. The representative values of the lowest thickness, maximum C/O ratio, and maximum I2D/IG ratio of graphene flakes were about 1.42 nm, 22.29, and 1.22 analyzed by the AFM, XPS, and Raman spectrometer, respectively. Furthermore, the production yield of graphene flakes was obtained up to 20 wt.%, which was about 2 times more than the traditional method of the pure electrochemical or pure mechanical exfoliation.
References
Singh V, Joung D, Zhai L, Das S, Khondaker SI, Seal S (2011) Graphene based materials: past, present and future. Prog Mater Sci 56:1178–1271
Bonaccorso F, Lombardo A, Hasan T, Sun Z, Colombo L, Ferrari AC (2012) Production and processing of graphene and 2d crystals. Mater Today 15:564–589
Karamat S, Çelik K, Shah Zaman S, Oral A (2018) Multilayer graphene growth on polar dielectric substrates using chemical vapour deposition. Appl Surf Sci 442:720–725
Mendoza CD, Caldas PG, Freire FL, Maia da Costa MEH (2018) Growth of single-layer graphene on Ge (1 0 0) by chemical vapor deposition. Appl Surf Sci 447:816–821
Qiao D, Song J, Zhang H, Liu Q, Zhang Y, Jing L, He P (2018) The adsorption geometry and molecular self-assembly of graphene for 1,3,5-triphenylbenzene on Cu(111). Surf Sci 675:42–46
Song J, Zhang H, Zhang Y, Cai Y, Bao S, He P (2016) Scanning tunneling microscopy and density functional theory investigations on molecular self-assembly of graphene on Ru(0001). Appl Surf Sci 367:424–431
Kruskopf M, Pierz K, Pakdehi DM, Wundrack S, Stosch R, Bakin A, Schumacher HW (2018) A morphology study on the epitaxial growth of graphene and its buffer layer. Thin Solid Films 659:7–15
Lundin WV, Zavarin EE, Sakharov AV, Zakheim DA, Davydov VY, Smirnov AN, Eliseyev IA, Yagovkina MA, Brunkov PN, Lundina EY, Markov LK, Tsatsulnikov AF (2018) Growth of III-N/graphene heterostructures in single vapor phase epitaxial process. J Cryst Growth 504:1–6
Zhang Y, Liu F (2016) Laser induced domino exfoliation of graphite to graphene in spheroidal graphite cast iron. Surf Coat Technol 285:235–241
Qian M, Zhou YS, Gao Y, Feng T, Sun Z, Jiang L, Lu YF (2012) Production of few-layer graphene through liquid-phase pulsed laser exfoliation of highly ordered pyrolytic graphite. Appl Surf Sci 258:9092–9095
Lapshin RV (2016) STM observation of a box-shaped graphene nanostructure appeared after mechanical cleavage of pyrolytic graphite. Appl Surf Sci 360:451–460
Gu S, Hsieh CT, Chiang YM, Tzou DY, Chen YF, Gandomi YA (2018) Optimization of graphene quantum dots by chemical exfoliation from graphite powders and carbon nanotubes. Mater Chem Phys 215:104–111
Yang CR, Tseng SF, Chen YT (2018) Characteristics of graphene oxide films reduced by using an atmospheric plasma system. Nanomaterials 8:802
Liu M, Zhang X, Wu W, Liu T, Liu Y, Guo B, Zhang R (2019) One-step chemical exfoliation of graphite to ∼100% few-layer graphene with high quality and large size at ambient temperature. Chem Eng J 355:181–185
Yang CR, Tseng SF, Chen YT (2018) Laser-induced reduction of graphene oxide powders by high pulsed ultraviolet laser irradiations. Appl Surf Sci 444:578–583
Mir A, Shukla A (2018) Bilayer-rich graphene suspension from electrochemical exfoliation of graphite. Mater Des 156:62–70
Bakhshandeh R, Shafiekhani A (2018) Ultrasonic waves and temperature effects on graphene structure fabricated by electrochemical exfoliation method. Mater Chem Phys 212:95–102
He M, Guo X, Huang J, Shen H, Zeng Q, Wang L (2018) Mass production of tunable multicolor graphene quantum dots from an energy resource of coke by a one-step electrochemical exfoliation. Carbon 140:508–520
Paton KR, Varrla E, Backes C, Smith RJ, Khan U, O’Neill A, Boland C, Lotya M, Istrate OM, King P, Higgins T, Barwich S, May P, Puczkarski P, Ahmed I, Moebius M, Pettersson H, Long E, Coelho J, O’Brien SE, McGuire EK, Sanchez BM, Duesberg GS, McEvoy N, Pennycook TJ (2014) Scalable production of large quantities of defect-free few-layer graphene by shear exfoliation in liquids. Nat Mater 13:624–630
Liu L, Shen Z, Yi M, Zhang X, Ma S (2014) A green, rapid and size-controlled production of high-quality graphene sheets by hydrodynamic forces. RSC Adv 4:36464–36470
Yi M, Shen Z (2014) Kitchen blender for producing high-quality few-layer graphene. Carbon 78:622–626
Varrla E, Paton KR, Backes C, Harvey A, Smith RJ, McCauley J, Coleman JN (2014) Turbulence-assisted shear exfoliation of graphene using household detergent and a kitchen blender. Nanoscale 6:11810–11819
Gong Y, Ping Y, Li D, Luo C, Ruan X, Fu Q, Pan C (2017) Preparation of high-quality graphene via electrochemical exfoliation & spark plasma sintering and its applications. Appl Surf Sci 397:213–219
Chen K, Xue D (2014) Preparation of colloidal graphene in quantity by electrochemical exfoliation. J Colloid Interface Sci 436:41–46
Tian J, Guo L, Yin X, Wu W (2019) The liquid-phase preparation of graphene by shear exfoliation with graphite oxide as a dispersant. Mater Chem Phys 223:1–8
Li L, Xu J, Li G, Jia X, Li Y, Yang F, Zhang L, Xu C, Gao J, Liu Y, Fang Z (2016) Preparation of graphene nanosheets by shear-assisted supercritical CO2 exfoliation. Chem Eng J 284:78–84
Guo L, Yin X, Wu W, Meng H (2017) Preparation of graphene via liquid-phase exfoliation with high gravity technology from edge-oxidized graphite. Colloids Surf A Physicochem Eng Asp 531:25–31
Ferrari AC, Basko DM (2013) Raman spectroscopy as a versatile tool for studying the properties of graphene. Nat Nanotechnol 8:235–246
Tseng SF, Hsiao WT, Cheng PY, Lin YS, Chang TL, Chung CK (2017) Laser structuring of parallel electrode array on graphene/glass substrates for rapid inspections of moisturizing efficacy. Int J Adv Manuf Technol 91:3663–3671
Nguyen VT, Le HD, Nguyen VC, Ngo TTT, Le DQ, Nguyen XN, Phan NM (2013) Synthesis of multi-layer graphene films on copper tape by atmospheric pressure chemical vapor deposition method. Adv Nat Sci Nanosci Nanotechnol 4:035012
Funding
We thank the Ministry of Science and Technology of Taiwan for financially supporting this research under projects MOST 107-2221-E-027-129-MY2 and MOST 107-2622-E-027-019-CC3.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Teng, TP., Chang, SC., Chen, ZY. et al. High-yield production of graphene flakes using a novel electrochemical/mechanical hybrid exfoliation. Int J Adv Manuf Technol 104, 2751–2760 (2019). https://doi.org/10.1007/s00170-019-04158-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04158-3