
Abstract
Superplastic deformation behavior plays a significant role in the manufacturing of light and complex shaped components, and particularly, the superplastic behavior of Ti-6Al-4V alloy has different fields of applications such as hollow fan blades used in a gas turbine engine and high-performance heat exchangers. To study this, uniaxial tensile tests have been conducted within a temperature range of 700 to 900 °C at different strain rates, 0.01/s, 0.001/s, and 0.0001/s. The test results show more than 50% elongation in general and more than 200% elongation from 750 to 900 °C at 0.0001/s strain rate, representing the superplastic deformation behavior in Ti-6Al-4V alloy. The fractured specimens have been characterized by means of an optical microscope, scanning electron microscope, and X-ray diffraction techniques. Microstructure analysis confirms coarsening of grain size and variation in volume fraction of β with temperature, while SEM study clearly indicates ductile fracture with improved amount of dimples and flow lines at elevated temperatures. X-ray diffraction results indicate that the basic peaks position remains the same, but parameters vary due to superplastic deformation behavior. To accurately estimate the flow stress behavior, modified Arrhenius model has been developed and found to have the correlation coefficient (R) as 0.9939 when compared with experimental flow stress. Furthermore, by using the flow stress data, processing maps have been developed for analyzing the superplastic deformation behavior based on the efficiency and flow instability region at different elevated temperatures and strain rates. Processing maps clearly show excellent efficiency of power dissipation without any presence of flow instability in the superplastic deformation domain, i.e., from 770 to 900 °C temperature range and at 0.01–0.0001/s strain rate.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium is recognized as the fourth most abundant element that originates from the Earth’s crust after iron, aluminum, and magnesium. Among titanium alloys, Ti-6Al-4V alloy is noteworthy as it adds 50% of aggregate fabrication and is regarded as the spearhead of the titanium industry [1]. Ti-6Al-4V alloy contains exceptional properties like high melting temperature, strength to weight ratio, and good corrosion resistance; however, its application is restricted up to 400 °C due to the oxidation effect at higher temperatures. Ti-6Al-4V alloy is a polycrystalline material, i.e., it can endure high ductility (El %) of ~ 200% prior to rupture, which is an indication of superplastic behavior. Superplastic behavior is achieved by using fine-grained equiaxed or bimodal structures, at deformation temperature approximately half of the melting temperature and with a low strain rate range of 0.0001–0.01/s [2]. Superplastic deformation behavior of Ti-6Al-4V alloy has applications in different fields such as hollow wide-chord fan blades, airframe windows, and high-performance heat exchangers.
Over more than a decade, several researchers have investigated the superplastic behavior in Ti-6Al-4V alloy from different perspectives. Alabort et al. [3] performed tensile tests with constant strain rate on 5-mm-thick Ti-6Al-4V alloy sheets at high temperature range 700–950 °C, to study the superplastic behavior for its characterization, modelling, and applications, considering ductility up to 300%. They identified the processing region related to superplasticity in Ti-6Al-4V alloy from 850 to 900 °C and at strain rates 0.001/s and 0.0001/s. On the other hand, Salishchev et al. [4] conducted tensile tests at 20 °C, 650 °C, 700 °C, and 750 °C and from 0.1 to 0.0001/s strain rates, by developing submicrocrystalline grains (0.3 μm) in Ti-6Al-4V alloy and obtained superplasticity properties from 650 to 750 °C. Similarly, researchers have developed Ti-6Al-4V alloy sheets with extremely fine (300 nm) and fine (1–2 μm) grains and conducted tensile tests on it at diverse elevated temperatures and strain rates, to study the superplastic behavior and found superior superplastic properties in this regime of grain size than with the regular grain size (> 3 μm) [5, 6]. Thus, the superplastic properties and its range in Ti-6Al-4V alloy depends a lot on the grain size and microstructure.
Several researchers have tried to understand the microstructural mechanisms behind superplastic deformation behavior in Ti-6Al-4V alloy. Kim et al. [7] conducted tensile tests on a two-phase Ti-6Al-4V alloy at 600 °C and 900 °C and at 0.001/s strain rate and carried out microstructural investigations with transmission electron microscope technique (TEM). Vanderhasten et al. [8] studied various microstructural mechanisms of Ti-6Al-4V alloy through tensile tests at 0.0005/s strain rate and up to 1050 °C, by using metallurgical characterization like microstructure and electron backscatter diffraction (EBSD). They investigated various mechanisms such as grain boundary sliding (GBS) and dynamic grain growth that are taking place during deformation, and determined mechanical properties like flow stress behavior, strain hardening, and strain at fracture. Similarly, Liu et al. [9] adopted a hybrid sheet metal-forming method for superplastic forming of Ti-6Al-4V alloy and studied microstructure and oxidation behavior through EBSD maps and X-ray diffraction analysis.
For predicting the flow stress behavior, researchers developed various constitutive models, which are classified into three categories by Lin et al. [10] as phenomenological-based, physical-based, and artificial neural network models. For investigating the flow stress behavior in Ti-6Al-4V alloy, several researchers have conducted tensile/compression tests at different temperatures and strain rates and developed various constitutive models. Picu et al. [11] proposed a physical-based constitutive model for Ti-6Al-4V alloy as to incorporate thermal and athermal components based on the experimental results performed at diverse temperatures and at 0.001/s strain rate. Huang et al. [12] presented a constitutive model which includes temperature-dependent aspect and its influence between different factors on flow softening of Ti-6Al-4V alloy. Khan et al. [13] described anisotropic thermomechanical behavior of Ti-6Al-4V alloy at different strain rates and from − 40 to 482 °C and used Khan–Huang–Liang model to estimate the flow behavior. Kotkunde et al. [14, 15] performed tensile tests on Ti-6Al-4V alloy sheet from 50 to 400 °C, strain rates of 0.00001–0.01/s, and developed constitutive models like modified Johnson Cook and Zerilli–Armstrong models. The prediction performances of these models were compared on the basis of statistical measures. Tuninetti et al. [16] conducted tensile tests from 0.001 to 0.1/s strain rates and up to 400 °C, to compare the predictions of flow behavior based on the Norton–Hoff and the CPB06 models with the experimental results. Xiao et al. [17] conducted tensile tests on Ti-6Al-4V alloy at elevated temperatures and low strain rates, up to 25% ductility of the specimen and used Arrhenius-type equation for modelling the flow behavior. Porntadawit et al. [18] studied the flow behavior of Ti-6Al-4V alloy by conducting compression tests from 900 to 1050 °C and at 0.1/s, 1/s, and 10/s strain rates, by using Shafiei and Ebrahimi, Cingara, and hyperbolic sine equations.
The flow stress data is also used to develop processing map, as it predicts whether an area is safe to be considered or not while producing complex products, particularly at elevated temperatures through the evolution of microstructure. Prasad et al. [19, 20] studied diverse metallurgical conditions for titanium alloys as well as for other materials and identified optimum parameters including superplastic range, by developing processing maps at different temperatures and strain rates. Seshacharyulu et al. [21, 22] generated processing maps to acquire processing windows for achieving microstructure observation and control, including superplasticity, by considering material models and variations in microstructures through hot deformation of Ti-6Al-4V alloy from 750 to 1100 °C and strain rates of 0.0003–10/s. Cai et al. [23] conducted compression tests from 0.0005 to 1/s strain rates and 800–1050 °C and developed processing maps utilizing various flow instability conditions and validated it based on the microstructure evolution. Lukaszek-Solek et al. [24] combined conventional method of evaluating hot working behavior and compression test with a structural energetic study based on dynamic material model. In addition, they have evaluated microstructure and hardness by developing processing maps. Wang et al. [25] conducted compression tests on multicrystalline tungsten from 1250 to 1550 °C and 0.001–1/s strain rates for obtaining flow behavior and developed processing maps for characterizing microstructure, flow stability, and instability domain in the hot deformation behavior.
This paper focuses on the mechanical properties, microstructure, constitutive equation, and processing maps of Ti-6Al-4V alloy in the superplasticity region, which is required as an initial study for the superplastic forming of Ti-6Al-4V alloy. In this research, uniaxial tensile tests have been conducted at high temperatures (700–900 °C) and low strain rates (0.01–0.0001/s) for investigating the superplastic deformation behavior of Ti-6Al-4V alloy. This test data has been used to determine the material properties and to study the material characterization within the superplastic region along with the development of constitutive model and processing maps.
2 Material and experimental details
The chemical composition of 1.3-mm-thick as-received Ti-6Al-4V alloy sheet in the rolled and annealed condition is presented in Table 1. Figure 1 shows the microstructure of Ti-6Al-4V alloy, which consists of equiaxed microstructure with fine (α + β) phase grains. Even though ultrafine grained (UFG) materials are also preferred [4, 5], but due to greater cost and high sensitivity to grain growth, makes their applications limited.

a Optical and b SEM micrographs of as-received Ti-6Al-4V alloy
Tensile test specimens were sheared parallel to the rolling direction from the raw annealed sheet by using wire-cut EDM for high degree of precision and quality. The specimens were made in accordance with ASTM E8/E8M-11 sub-size standard as shown in Fig. 2. Uniaxial tensile experiments have been conducted at different temperatures in a range of 700–900 °C, at an interval of 50 °C, and at different strain rates 0.01/s, 0.001/s, and 0.0001/s.

Tensile test specimen geometry (all dimensions are in mm)
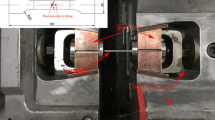
A computerized 50-kN capacity hot forming universal testing machine (UTM) with controlled strain rate was used for conducting tensile tests as shown in Fig. 3. The UTM is fitted with a heating split furnace having a capacity of 1000 °C for heating; K-type thermocouples are used for measuring temperature. This setup is enclosed with ceramic bricks to avoid heat dissipation. The specimens were heated up at a rate of about 10 °C/min and then held for 3–5 min to maintain uniform temperature distribution before the commencement of strain. Before tensile tests were performed, a glaze coating was applied on the specimens to diminish oxidation effect. Tensile experiments were held till fracture. After completion of experiment, specimens were furnace cooled as shown in Fig. 4. For each set of parameters, three specimens were tested for achieving repeatable and accurate results.

Computerized UTM of 50-kN capacity

Representation of tensile deformation processes for Ti-6Al-4V alloy sheet
For microstructure analysis, the specimens were snipped within the ruptured length (i.e., gauge length) and then hot mounted. Surface polishing was carried out with the help of different grades of emery papers to remove layers of coating present on the surface. Lapping was performed on a double-disc polishing machine, by employing lots of water and diamond paste on a velvet cloth for obtaining mirror surface finish, then followed by chemical etching by Krolls reagent (4 ml HF + 12 ml HNO3 + 84 ml H2O). Microstructure of the specimens was obtained at different magnifications with the help of an optical microscope (OM) and scanning electron microscope (SEM). ImageJ digital image processing software has been used to determine the mean grain size and area fraction of the phases from the captured images.
For fractography studies, samples were prepared from the ruptured specimens and investigations were conducted on the fractured area at different magnifications by means of a high-resolution SEM—make of Carl Zeiss machine (Model EVO - 18). Energy-dispersive spectroscopy (EDS) was also performed on the fractured surface of the specimen, on the same SEM machine for elemental analysis.
For X-ray diffraction (XRD) study, the fractured tensile test specimens were taken and mechanically grinded by using emery papers to eliminate any peaks of inclusions, and then, XRD study was conducted by using copper source (λ = 1.54 Å) with scintillation counter detector, on a Rigaku make machine (Model - ULTIMA IV). Flowchart of complete activities carried out in this work is shown in Fig. 5.

Flowchart of complete activities involved in this work
3 Results and discussion
3.1 Material properties
Figure 6 represents the deformation in the tensile test specimens at different temperatures and strain rates, showing the value of percentage elongation up to rupture. Superplastic range for Ti-6Al-4V alloy exists from 750 to 900 °C at 0.0001/s; this can be observed from Fig. 6, as the total elongation up to rupture is more than 200%. In addition, the strain rate sensitivity (m) value for these experimental settings is found to be in a range of 0.3–0.8, as presented later on in Fig. 21, indicating the superplastic deformation [2, 26].

Deformation in tensile test specimens displaying total elongation up to rupture
The stress vs. strain curves for these conditions are presented in Fig. 7. From Fig. 7, it can be observed that the values of flow stress are much larger at lower temperatures and higher strain rates compared to the flow stress values at higher temperatures and lower strain rates. At 0.01/s strain rate and 700 °C temperature, the elongation is only up to 0.6 strain, which increases with the increase in temperature and decrease in strain rates up to 2.6 strain. However, superplasticity (more than 2.0 strain) is achieved only at very low strain rates. From these figures, it can be shown that due to flow softening, the stress–strain curves endure large strains up to rupture. Particularly in Fig. 7c, the stress–strain curves from 750 °C onwards undergo very high strains because of very low strain rate and high temperatures such that it attains superplastic deformation, which consists of sliding of grain boundaries with parallel relaxation of stresses produced at the grain boundary triple junctions by processes involving high diffusion of atoms that in turn enhances the flow ability of the material [21].

Stress–strain curves in Ti-6Al-4V alloy deformed at different temperatures and strain rates of a 0.01/s, b 0.001/s, and c 0.0001/s, respectively
The stress vs. strain data has been used for obtaining different material properties such as (a) yield strength (0.2% offset), (b) ultimate tensile strength, and (c) ductility (El %). Figure 8 shows graphs presenting variation of these properties corresponding to temperature and strain rate. From Fig. 8a and b, it can be observed that yield strength (0.2% offset) and ultimate tensile strength decreases as the temperature increases; it might be due to thermal softening, activation of atoms, and dislocation mobility. Figure 8c shows that ductility (El %) increases with an increase in the temperature and decrease in strain rate, due to thermal softening. From 700 to 900 °C temperature and from 0.01 to 0.001/s strain rate, ductility (El %) is found to be less than 200%; however, at 0.0001/s strain rate and from 750 °C temperature, ductility (El %) increases above 200%, representing the superplastic behavior of Ti-6Al-4V alloy, as also observed by Leyens et al. and Giuliano [1, 2].

Graphs presenting variation of a yield strength, b ultimate tensile strength, and c ductility (El %) with respect to temperature at different strain rates
For a constant temperature, as the strain rate increases, it could be observed that number of voids increases, while its size decreases. The quantitative analysis of the void size at 800 °C as presented later on in Fig. 15d shows an average value of 0.83 μm for 0.0001/s strain rate and from Fig. 9a and b, it shows void size as 0.58 μm and alpha grain size as 7.86 μm for 0.001/s strain rate. While at 750 °C as presented later on in Fig. 15b shows an average value of 0.48 μm for 0.0001/s strain rate and from Fig. 10a and c as 0.36 μm and 0.41 μm for 0.001/s and 0.01/s strain rates. This clearly indicates that there is a decrease in void sizes with increasing strain rates except for 0.01/s at 750 °C. Interestingly, for 0.001/s strain rate at 750 °C, the grain size and void size are lower when compared to 0.0001/s and 0.01/s strain rates, grain size are shown in Table 2, respective microstructures are shown in Figs. 10b and d and 11b. This might be due to the grain refinement facilitating the sliding of grains that decreases the effective stress. A small amount of cavitation is required to accommodate the sliding of grains at superplastic conditions. Thus, grain refinement due to dynamic recrystallization could be one of the reasons for flow softening. At lower strain rate, superplastic flow of deformation enhanced grain coarsening due to long exposures to higher temperatures, while at higher strain rates due to the dynamic recrystallization, the grain size and void size are lower which might be the reasons for the flow softening [3]. Grain size of α = 9.4 μm at room temperature.

a SEM and b optical micrograph of fractured sample at 0.001/s strain rate and at 800 °C

SEM and Optical micrographs of fractured samples at (a & b) 0.001/s and (c & d) 0.01/s strain rate and at 750 °C

Optical micrographs of fractured samples at 0.0001/s strain rate and at different temperatures a RT, b 750 °C, and c) 800 °C
3.2 Material characterization
Metallography analysis has been carried out on the fractured specimens at 750 °C and 800 °C at 0.0001/s strain rate as to study the superplastic behavior, i.e., ductility (El > 200%), in contrast to the fractured specimen at room temperature (RT). Optical micrographs of fractured specimens at 0.0001/s strain rate and temperatures at RT, 750 °C, and 800 °C are presented in Fig. 11. In this figure, the presence of both α and β phase can be seen with altered size and distribution, as also reported by Vanderhasten et al. [8]. The microstructure at room temperature comprises of equiaxed α phase grains with homogeneous distribution of fine intergranular β phase, which is similar to the findings of Xiao et al. [17]. Volume fractions and average grain size of β phase are shown in Fig. 12. The quantitative analysis of the grain size is shown in Figs. 13 and 14, which clearly indicates an increasing trend with respect to temperature. The mean grain sizes of α and β are found to be 9.4 μm and 1.2 μm at room temperature, while at higher temperatures of 750 °C and 800 °C, it was found to be 9.9 μm and 1.4 μm, and 11.2 μm and 1.5 μm, respectively. The coarsening of β phase is due to the agglomeration at higher temperatures. Thus, the increase in grain size with an increase in temperature might be attributed to the increase in ductility (El %) and decrease in strength which is evident from Fig. 7c. Similar observation has been presented by Kim et al. [7] that the presence of β phase, its grain size distribution, and volume fraction have a significant effect on the properties of the material.

Volume fractions and average grain size of β phase for fractured samples at 0.0001/s strain rate and at different temperatures a RT, b 750 °C, and c 800 °C

Quantitative analysis of β phase for fractured samples. a Volume fraction (%) and b avg. size (μm) with respect to RT, 750 °C, and 800 °C at 0.0001/s strain rate

Quantitative analysis of α-phase for fractured samples—avg. size (μm) with respect to RT, 750 °C, and 800 °C at 0.0001/s strain rate
The increase in the grain size at elevated temperatures is due to the thermal activation of interface energy and the higher driving force for grain growth. The heat-induced phase transformation for β phase turns out to be difficult at temperatures below transus temperature (~ 1040 °C) [27,28,29]. Thereby, with the increase in the temperature, the agglomeration of β phase results in the coarse grain size and the stress-induced phase transformation, which provides extra activation energy for phase transformation from α to β, resulting in relatively more volume of transformed β phase which can be observed from Fig. 13a, clearly indicating an increase from 9.8 to 11.5%. Similar observations are found in the study carried out by Zhang et al. [26]. Hence, the increase in ductility with the temperature might be due to grain boundary sliding and the phase transformation of α to β phase at higher temperatures which serves as a supplementary stress accommodation mechanism, and leads to a greater elongation. However, there is a corresponding decrease in the properties like yield strength and ultimate tensile strength which is evident from Fig. 8.
SEM analysis has been carried out on the fractured specimens to confirm superplastic deformation behavior. SEM micrographs of fractured samples at 0.0001/s strain rate and at different temperatures (a) RT, (b) 750 °C, and (c) 800 °C are presented in Fig. 15, indicating ductile fracture with increasing ductility. The increase in ductility is expressed in accordance with the increase in the amount of dimples and flow lines. From these figures, it can be observed that the dimple size at higher temperatures is much larger compared to dimple size at room temperature. The presence of large size dimples, flow lines, and voids indicate existence of superplastic deformation behavior at the associated temperatures. In these images, the dispersed particles are mostly impurities. EDS analysis of the fractured specimens at three different positions are shown in Fig. 16, which clearly shows the presence of second-phase particle composed of titanium and vanadium, while the base matrix is composed of titanium.

SEM micrographs of fractured samples at 0.0001/s strain rate and at different temperatures a RT, b, c 750 °C, and d, e 800 °C

Energy-dispersive spectroscopy (EDS) analysis of Ti-6Al-4V alloy at different spectrums a, b, and c for 800 °C temperature and at 0.0001/s strain rate
Figure 17 shows the XRD spectrum of Ti-6Al-4V alloy deformed at different temperatures and at 0.0001/s strain rate. The figures reveal that the basic peak positions remain almost the same in all the three cases; however, the diffraction pattern shows slight changes. All three diffraction patterns show a dominant hcp diffraction peak of the planes (002), (101), and (102). However, with increase in temperature, the diffraction curves seem to get rough. This might indicate some changes occurring within the lattice of the system through short-range diffusions even though phase transformations are not very apparent through diffraction curves. Whereas, plane (004) disappears at 750 °C and 800 °C, it might be due to increase in the temperature.

XRD spectrum of Ti-6Al-4V alloy deformed at different temperatures and at 0.0001/s strain rate
3.3 Development of constitutive model
Generally, the flow stress data is used to develop constitutive models for characterization of the flow stress condition at elevated temperatures and different strain rates [10,11,12,13,14,15,16,17,18]. Here, the modified Arrhenius model has been used for modelling the flow behavior of Ti-6Al-4V alloy in superplastic deformation region. Arrhenius-type equation has been used by a number of investigators [30,31,32,33,34] effectively, to estimate the flow stress behavior at different temperatures and strain rates and also to account for flow softening phenomena at various stress levels. The Zener–Holloman parameter (Z) depicts the effects on hot deformation behavior, by incorporating temperature, strain, and strain rate. It can be mathematically presented in the form of an exponential equation [35, 36] as illustrated in Eq. (1).
where Q represents activation energy (kJ/mol), R denotes universal gas constant (8.314 J/ mol K), T symbolizes temperature (K), and \( \dot{\varepsilon} \) is the strain rate (1/s), as it is shown in Eq. (2).
where
By introducing hyperbolic sine function in Eq. (2), it can be written as
Now, combining Eqs. (1) and (4), we get
In the above equation, strain has not been considered. Therefore, for considering strain, Xiao et al. [37] has introduced additional terms in Eq. (5), as presented in Eq. (6), such that it satisfactorily studies the influence of temperature, strain, and strain rate.
Equation (6) is known as modified Arrhenius (m-Arr) model, where the material constants A, α, and n are evaluated based on experimentally obtained uniaxial tensile test data at different strain rates and temperatures, taking a true strain range from 0.05 to 0.4 at an interval of 0.05. Plotting of ln [sin h (ασ)] vs. ln (\( \dot{\varepsilon} \)) yields 1/n as the slope, from where value of n is obtained. Similarly, plotting ln [sin h (ασ)] vs. 1/T yields (Q/nR) as the slope. The average of these slopes is used to calculate the deformation activation energy (Q) which comes out to be 164 kJ/mol. The determined material constants for m-Arr model are presented in Table 3.
where β0, β1, and β2 are calculated as per Eq. (7).
By using a nonlinear regression function nlinfit in MATLAB, β0, β1, and β2 material constants are determined as per the below equations.
After calculating all the necessary constants, the value of Zener–Hollomon parameter (Z) is evaluated based on the experiments performed at different strain rates and temperatures. After obtaining Z value, flow stress has been calculated by using Eq. (6), where the Zener–Holloman parameter has been finally expressed as \( Z=\dot{\varepsilon}\ast \exp\ \left(\frac{164}{8.314\ast T}\right) \).
Figure 18a, b, and c show comparison of experimental vs. predicted flow curves at diverse temperatures and at different strain rates (a) 0.01/s, (b) 0.001/s, and (c) 0.0001/s. The prediction ability of m-Arr model has been evaluated on the basis of statistical procedures like correlation coefficient (R), average absolute error, and its standard deviation, which are determined as 0.9939, 11.34%, and 14.27%, respectively. Figure 19 shows the correlation coefficient between experimental vs. predicted flow stress. The very high degree of closeness of fit for R value and minimum error value clearly show the accuracy of m-Arr model in predicting flow stress behavior at different elevated temperatures and strain rates. From Fig. 18a, b, and c also, it can be observed that the prediction of flow stress behavior by m-Arr model is in fair agreement with experimental flow stress behavior, particularly at 0.01/s and 0.001/s strain rates. However, the differences in these values at 0.0001/s strain rate may be due to the presence of superplastic deformation behavior from 750 to 900 °C.

Comparison of experimental vs. predicted flow curves at different temperatures and at different strain rates a 0.01/s, b 0.001/s, and c 0.0001/s

Comparison of experimental stress vs. predicted stress
3.4 Development of processing map
The flow stress data is also used to develop processing map, which is an important tool for attaining optimal parameters in case of hot working conditions. First, the true stress vs. true strain data has been used to determine the strain rate sensitivity values, which are further used for calculating efficiency and flow instabilities in order to develop the processing maps.
The strain rate sensitivity (m) plays a vital role in defining superplastic behavior. Superplastic deformation behavior is receptive to strain rate, which is given by a corresponding stress (σ) and strain rate (\( \dot{\varepsilon} \)) [38,39,40,41] as shown in Eq. (11).
where K represents material constant and m denotes strain rate sensitivity.
Applying logarithm function on both sides of Eq. (11), we get
Generally, strain rate sensitivity is determined by using Eq. (12). Figure 20 shows log–log plot of true stress vs. strain rate at different values of strains (a) 0.1, (b) 0.2, (c) 0.3, and (d) 0.4 for obtaining strain rate sensitivity values at each and every point by using polynomial fit.

Log–log plot of true stress vs. strain rate at different values of strains (a) 0.1, (b) 0.2, (c) 0.3, and (d) 0.4
Figure 21 shows contour maps demonstrating strain rate sensitivity values at different levels of strains (a) 0.1, (b) 0.2, (c) 0.3, and (d) 0.4, respectively. It is observed that the maximum strain rate sensitivity is obtained at 0.1 strain as shown in Fig. 21a, and the minimum strain rate sensitivity is obtained at 0.4 strain as shown in Fig. 21d, i.e., strain rate sensitivity decreases with increase in the strain. Also, the strain rate sensitivity increases from 0.1 to 0.3 strain proportionately, i.e., from 700 to 900 °C temperature and from 0.01 to 0.0001/s strain rate as presented in Fig. 21a–c. However, at 0.4 strain, the strain rate sensitivity values vary in a different way corresponding to temperature and strain rate. In general, an m value in a range of 0.3–0.8 indicates that the material is undergoing superplastic deformation [2, 26]. It can be observed from Fig. 21 that the strain rate sensitivity determined at high strain rates and at low temperatures is lesser than the abovementioned range, confirming that there is no superplastic deformation there, i.e., at lower strain rate sensitivity values, the material does not resist thinning. Furthermore, at low strain rates and elevated temperatures, strain rate sensitivity varies within the mentioned range, and thus signifying an excellent superplastic deformation behavior in Ti-6Al-4V alloy.

Contour maps demonstrating strain rate sensitivity values at different levels of strains a 0.1, b 0.2, c 0.3, and d 0.4, respectively
Existence of superplastic deformation behavior is not only characterized from the improvement of ductility (El %) and microstructural changes that occurs within the volume fraction of β with increase in the temperature, but also can be predicted with the help of a processing map. Superplastic behavior is considered as one of the safest hot deformation mechanism, in comparison with other mechanisms. Generally, in a superplastic region, the efficiency of power dissipation will be high and efficiency increases with lowering strain rates without any instability in this region [19, 23].
Processing map is generated based on the dynamic material model (DMM) [19]. In this model, a dimensionless quantity recognized as efficiency of power dissipation (η) satisfactorily explains the dissipation of energy through the evolution of microstructure at different temperatures. While working in a superplastic deformation region, it is expressed in terms of temperature and strain rate called as power dissipation map [20]. The variation of η involves a number of regions, and these regions can be related with mechanisms of microstructures, i.e., dynamic recrystallization, dynamic recovery, and superplastic behavior. Efficiency (η) [20] is given by
where “m” denotes strain rate sensitivity, which plays a major role in defining superplastic behavior of a material during tensile test.
An instability region is established on maximum principles of irreversible thermodynamics [21] to recognize the defects that occurred through hot deformation such as flow localization and dynamic strain ageing. It is given by a dimensionless parameter [21] as:
Mathematically, the flow instability occurs when ξ (\( \dot{\overline{\varepsilon}} \)) parameter is less than 0, i.e., negative and the flow stability is considered when ξ (\( \dot{\overline{\varepsilon}} \)) parameter is more than 0, i.e., positive [22]. In instability region, a negative value means a flow instability, i.e., higher the negative value, higher is the risk of flow instability and vice versa. Whereas, a positive value means flow stability, i.e., higher the positive value, more stable is the deformation [25]. Processing map is finally developed by superimposing instability map ξ (\( \dot{\overline{\varepsilon}} \)) on power dissipation map (η).
Strain rate sensitivity values have been used for calculating efficiency (η) and flow instability ξ (\( \dot{\overline{\varepsilon}} \)). Based on this, the processing maps have been developed at different values of strains, viz., 0.1, 0.2, 0.3, and 0.4 and presented in Fig. 22a–d. In these figures, contour lines represent the efficiency of power dissipation η (%) value and the shaded portion represents the flow instability region. From these figures, it can be observed that as the strain value increases, the efficiency decreases and instability area (shaded region) increases gradually. A maximum efficiency of 85% is obtained at 0.1 strain, which represents that higher the efficiency, the better is the workability, as also supported by Lukaszek-Solek et al. [24]. The instability region must be avoided while working at higher temperatures and low strain rates.

Processing maps developed at different levels of strains a 0.1, b 0.2, c 0.3, and d 0.4 (contour numbers represent efficiency and shaded region represents instability)
Based on these processing maps, the flow instability can be identified at 700 °C and at 0.01/s strain rate for 0.1 strain value as shown in Fig. 22a. Flow instability for a strain of 0.2 and 0.3 occurs at 700 °C and 750 °C at a strain rate of 0.01/s as presented in Fig. 22b and c. Flow instability for a strain value of 0.4 occurs at 700 °C and 750 °C at a strain rate of 0.01/s and at 700 °C at a strain rate of 0.001/s as shown in Fig. 22d. Superplastic deformation region has been identified from all these processing maps, as the efficiency is high and without any flow instability from 770 to 900 °C temperature range and at a strain rate 0.01–0.0001/s, i.e., the safest region as shown in Fig. 22a–d. It also represents that even with increase in the strain, there is no existence of flow instability within the mentioned superplastic deformation region.
3.5 Fractography study
The fractography analysis has been performed on the fractured tensile test specimen at 700 °C and at 0.01/s, and these SEM micrographs have been presented in Fig. 23, where it shows a predominantly ductile failure as indicated by the flow lines and dimples on the sample fracture surface. Figure 23a shows a neck formation of the size approximately 500 μm on the edges. At × 300, the dimples appear stretched in the direction perpendicular to the stress application direction as evident from Fig. 23b. The same can be confirmed at × 800 and × 1500 from Fig. 23c and d, respectively, and due to this localized necking, fracture occurred and it might be an indication of instability. Whereas, in other cases, i.e., at 750 °C_0.01/s and at 700 °C_0.001/s, it is also a ductile fracture as specified by flow lines and dimples as presented in Figs. 24 and 25. From Figs. 24a and 25a, thinning can be observed in the cross section of the specimen from where crack grows leading to fracture and this might be an indication for occurrence of instabilities at these parameters.

SEM micrographs of fractured samples at 700 °C and at 0.01/s strain rate with a × 46, b × 300, c × 800, and d × 1.5K, respectively

SEM micrographs of fractured samples at 750 °C and at 0.01/s strain rate with a × 61 and b × 1.5K, respectively

SEM micrographs of fractured samples at 700 °C and at 0.001/s strain rate with a × 70 and b × 1.5K, respectively
Figure 26 shows optical micrographs of fractured samples (a) 700 °C_0.01/s, (b) 700 °C_0.001/s, and (c) 750 °C_0.01/s with × 100 magnification. Microstructure investigation has been carried out along the surface of the specimens near the fractured area at the determined instabilities. In this region, none of the samples show microfractures. However, due to flow instability, i.e., localized necking and thinning, fracture occurred, which is a clear indication for the occurrence of these instabilities.

Optical micrographs of fractured samples a 700 °C_0.01/s, b 700 °C_0.001/s, and c 750 °C_0.01/s with × 100
3.6 Comparison of processing maps
Hot working guide: a compendium of processing maps, ASM international by Prasad et al. [19], conducted compression tests on equiaxed (α + β) Ti-6Al-4V alloy from 750 to 1100 °C and at strain rate 0.0003–100/s, then developed processing map using flow stress data at 0.5 strain. They defined superplastic deformation domain from 750 to 1000 °C (α-β range) and at strain rates 0.01–0.0003/s with efficiency varying from 40 to 52%. Instability takes place > 1.0/s from 900 to 1100 °C and > 0.01/s from 750 to 900 °C strain rate. Flow localization takes place in the instability region. Dynamic recrystallization occurs from 1050 to 1100 °C (β range) and at 0.1–0.001/s strain rate with an efficiency of 42%. However, in this study, tensile tests have been conducted; from Fig. 22d at 0.4 strain, superplastic deformation domain takes place from 770 to 900 °C and at strain rate 0.01–0.0001/s with efficiency varying from 40 to 60%. Instability occurs at 700 °C_0.01/s, 0.001/s, and 750 °C_0.01/s. Localized necking or thinning has been observed in the instability region. Dynamic recrystallization occurs from 0.01 to 0.001/s strain rate and 770 to 800 °C with efficiency varying from 40 to 48%.
4 Conclusions
In this work, an experimental investigation has been done to study the superplastic deformation behavior of Ti-6Al-4V alloy. First, uniaxial tensile tests have been conducted within a temperature range of 700 to 900 °C at different strain rates, 0.01/s, 0.001/s, and 0.0001/s. Using this flow stress data, constitutive model and processing maps have been developed. Further, the superplastic deformation region has been identified as 750 to 900 °C at 0.0001/s strain rate. The fractured tensile test specimens in this region have been characterized by using OM, SEM, EDS, and XRD analyses. Based on these studies, it can be concluded as:
-
Strength decreases and ductility (El %) increases as the temperature increases. Particularly at 0.0001/s strain rate and 750 °C temperature onwards, ductility (El %) is found to be greater than 200%, representing the superplastic behavior of Ti-6Al-4V alloy.
-
Microstructure study indicates coarsening of grain size and variation in the volume fraction of β phase with temperature. Fractography analysis of the fractured specimens at elevated temperatures show improved amount of dimples and flow lines. EDS analysis confirms the presence of second-phase particle composed of titanium and vanadium, while the base matrix is composed of titanium. XRD analysis clearly indicates that the basic peak position remains similar.
-
The developed modified Arrhenius (m-Arr) model provides an accurate result of the flow stress behavior at elevated temperatures with correlation coefficient (R) as 0.9939, average absolute error as 11.34%, and its standard deviation as 14.27%. The prediction of flow stress behavior by m-Arr model is found to be in good agreement with the experimental flow stress behavior, particularly at 0.01/s and 0.001/s strain rates. However, the differences in these values at 0.0001/s strain rate may be due to the presence of superplastic deformation from 750 to 900 °C.
-
Processing maps clearly indicates the presence of superplastic deformation behavior, as efficiency is high from 770 to 900 °C and at 0.01–0.0001/s strain rate, and a maximum efficiency of 85% is obtained within this range at 0.1 strain. Efficiency decreases and instability area (shaded region) increases as strain increases. Flow instability occurs at 0.01/s strain rate from 700 to 750 °C and also at 0.001/s strain rate at 700 °C. Fractography study on these conditions confirmed the presence of flow instabilities.
Future work involves in-depth investigation of the microstructural mechanism responsible for the appearance of hump shape in the presented stress–strain curves.
References
Leyens C, Peters M (2003) Titanium and titanium alloys fundamentals and applications. WILEY-VCH Verlag GmbH & Co
Giuliano G (2011) Superplastic forming of advanced metallic materials methods and applications. Wood head Publishing Limited
Alabort E, Putman D, Reed RC (2015) Super plasticity in Ti-6Al-4V: characterisation, modelling and applications. Acta Mater 95:428–442
Salishchev GA, Galeyev RM, Valiakhmetov OR, Safiullin RV, Lutfullin RY, Senkov ON, Froes FH, Kaibyshev OA (2001) Development of Ti-6Al-4V sheet with low temperature superplastic properties. J Mater Process Technol 116:265–268
Patankar SN, Escobedo JP, Field DP, Salishchev G, Galeyev RM, Valiakhmetov OR, Froes FH (2002) Superior superplastic behaviour in fine-grained Ti-6Al-4V sheet. J Alloys Compd 345:221–227
Jalumedi B, Dutta A (2015) Low temperature superplasticity through grain refinement in Ti-6Al-4V by a novel route of quench-roll-recrystallise. J Mater Res Technol 4(3):348–352
Kim JS, Kim JH, Lee YT, Park CG, Lee CS (1999) Microstructural analysis on boundary sliding and its accommodation mode during superplastic deformation of Ti-6Al-4V alloy. Mater Sci Eng A 263:272–280
Vanderhasten M, Rabet L, Verlinden B (2007) Deformation mechanisms of Ti-6Al-4V during tensile behaviour at low strain rate. J Mater Eng Perform 16:208–212
Liu J, Tan MJ, Yingyot A-U-L, Guo M, Castagne S, Chua BW (2013) Superplastic-like forming of Ti-6Al-4V alloy. Int J Adv Manuf Technol 69:1097–1104
Lin YC, Chen X-M (2011) A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater Des 32:1733–1759
Picu RC, Majorell A (2002) Mechanical behaviour of Ti-6Al-4V at high and moderate temperatures - part II: constitutive modelling. Mater Sci Eng A 326:306–316
Huang Y, Ji J, Lee K-M (2018) An improved material constitutive model considering temperature-dependent dynamic recrystallization for numerical analysis of Ti-6Al-4V alloy machining. Int J Adv Manuf Technol 97(9–12):3655–3670
Khan AS, Yu S (2012) Deformation induced anisotropic responses of Ti–6Al–4V alloy. Part I: experiments. Int J Plast 38:1–13
Kotkunde N, Deole AD, Gupta AK, Singh SK (2014) Comparative study of constitutive modelling for Ti-6Al-4V alloy at low strain rates and elevated temperatures. Mater Des 55:999–1005
Kotkunde N, Krishnamurthy NH, Puranik P, Gupta AK, Singh SK (2014) Microstructure study and constitutive modelling of Ti–6Al–4V alloy at elevated temperatures. Mater Des 54:96–103
Tuninetti V, Habraken AM (2014) Impact of anisotropy and viscosity to model the mechanical behaviour of Ti–6Al–4V alloy. Mater Sci Eng A 605:39–50
Xiao J, Li DS, Li XQ, Deng TS (2012) Constitutive modelling and microstructure change of Ti-6Al-4V during the hot tensile deformation. J Alloys Compd 541:346–352
Porntadawit J, Uthaisangsuk V, Choungthong P (2014) Modelling of flow behaviour of Ti–6Al–4V alloy at elevated temperatures. Mater Sci Eng A 599:212–222
Prasad Y, Rao K, Sasidhara S (2015) Hot working guide: a compendium of processing maps. ASM international
Prasad Y, Seshacharyulu T (1998) Processing maps for hot working of titanium alloys. Mater Sci Eng A 243:82–88
Seshacharyulu T, Medeiros SC, Frazier WG, Prasad Y (2000) Hot working of commercial Ti–6Al–4V with an equiaxed α–β microstructure: materials modelling considerations. Mater Sci Eng A 284:184–194
Seshacharyulu T, Medeiros SC, Frazier WG, Prasad Y (2002) Microstructural mechanisms during hot working of commercial grade Ti–6Al–4V with lamellar starting structure. Mater Sci Eng A 325:112–125
Cai J, Zhang X, Wang K, Wang Q, Wang W (2016) Development and validation of processing maps for Ti-6Al-4V alloy using various flow instability criteria. J Mater Eng Perform 25:4750–4756
Lukaszek-Solek A, Krawczyk J (2015) The analysis of the hot deformation behaviour of the Ti–3Al–8V–6Cr–4Zr–4Mo alloy, using processing maps, a map of microstructure and of hardness. Mater Des 65:165–173
Wang J, Zhao G, Li M (2016) Establishment of processing map and analysis of microstructure on multi-crystalline tungsten plastic deformation process at elevated temperature. Mater Des 103:268–277
Tuoyang Z, Yong L, Daniel GS, Bin L, Weidong Z, Canxu Z (2014) Development of fine-grain size titanium 6Al-4V alloy sheet material for low temperature superplastic forming. Mater Sci Eng A 608:265–272
Tamirisakandala S, Bhat R, Miracle D, Boddapati S, Bordia R, Vanover R, Vasudevan V (2005) Effect of boron on the beta transus of Ti–6Al–4V alloy. Scr Mater 53:217–222
Roy S, Suwas S (2013) The influence of temperature and strain rate on the deformation response and microstructural evolution during hot compression of a titanium alloy Ti–6Al–4V–0.1B. J Alloys Compd 548:110–125
Roy S, Madhavan R, Suwas S (2014) Crystallographic texture and microstructure evolution during hot compression of Ti–6Al–4V–0.1B alloy in the (α + β)-regime. Philos Mag 94(4):358–380
Gupta AK, Krishnan AV, Singh SK (2013) Constitutive models to predict flow stress in austenitic stainless steel 316 at elevated temperatures. Mater Des 43:410–418
Gupta AK, Krishnamurthy NH, Singh Y, Kaushik M, Singh SK (2013) Development of constitutive models for dynamic strain aging regime in austenitic stainless steel 304. Mater Des 45:616–627
Chen G, Chen L, Zhao G, Zhang C, Cui W (2017) Microstructure analysis of an Al-Zn-Mg alloy during porthole die extrusion based on modeling of constitutive equation and dynamic recrystallization. J Alloys Compd 710:80–91
Chen L, Zhao G, Yu J (2015) Hot deformation behavior and constitutive modeling of homogenized 6026 aluminum alloy. Mater Des 74:25–35
Chen L, Zhao G, Yu J, Zhang W (2015) Constitutive analysis of homogenized 7005 aluminum alloy at evaluated temperature for extrusion process. Mater Des 66:129–136
Sellars C, McTegart W (1966) On the mechanism of hot deformation. Acta Metall 14:1136–1138
Zener HC, Hollomon J (1944) Effect of strain rate upon plastic flow of steel. J Appl Phys 15:22–32
Xiao Y-H, Guo C (2011) Constitutive modelling for high temperature behaviour of 1Cr12Ni3Mo2VNbN martensitic steel. Mater Sci Eng A 528:5081–5087
Dieter GE (2013) Mechanical Metullargy. McGraw Hill Education
Wang G, Li X, Liu S, Gu Y (2018) Improved superplasticity and microstructural evolution of Ti2AlNb alloy sheet during electrically assisted superplastic gas bulging. Int J Adv Manuf Technol 99:773–787
Sorgente D, Palumbo G, Piccininni A, Guglielmi P, Tricarico L (2017) Modelling the superplastic behaviour of the Ti6Al4V-ELI by means of a numerical/experimental approach. Int J Adv Manuf Technol 90:1–10
Tang J-S, Fuh Y-K, Lee S (2015) Superplastic forming process applied to aero-industrial strakelet: wrinkling, thickness, and microstructure analysis. Int J Adv Manuf Technol 77:1513–1523
Acknowledgments
Authors would like to thank Dr. A K Singh, Scientist-G, DMRL Hyderabad, for useful discussions on the comments by the reviewers.
Funding
This research work is financially supported by the Aeronautics R&D Board, Government of India, ARDB, project no. 3654.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wahed, M.A., Gupta, A.K., Sharma, V. et al. Material characterization, constitutive modelling, and processing map for superplastic deformation region in Ti-6Al-4V alloy. Int J Adv Manuf Technol 104, 3419–3438 (2019). https://doi.org/10.1007/s00170-019-03956-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03956-z