
Abstract
Duplex stainless steel (SAF 2205) reinforced with various weight percent of titanium nitride (TiN) nanoparticles is fabricated in vacuum via spark plasma sintering (SPS) using optimized SPS process parameter of 1150 °C for 10 min and 100 °C/min. The influence of TiN addition on the densification mechanism, microstructure, hardness, and fracture surface of the fabricated duplex stainless steel composite fabricated is evaluated. The results indicate even dispersion of the TiN nanoparticles in the steel matrix during turbular mixing. The displacement and shrinkage rates show three densification stages relating to micro-nanoparticle rearrangement, plastic deformation of the particles, and rapid densification of the composite. The microstructure revealed ferrite, austenite, and TiN phase at grain boundaries. There was phase transformation of ferrite to austenite with the addition of TiN nanoparticles due to diffusion of nitrogen as austenite stabilizer. The evolution of Cr2N nitride precipitates along grain boundary, and a dendrite-like austenite structure was evident during sintering. The hardness of the composite was enhanced while the density decreased with TiN content. The fracture surface analysis showed a transition from ductile to brittle fracture with increase in TiN addition.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Ceramic-reinforced metal matrix composites have been recognized for their appealing properties such as high specific strength, strength-to-weight ratio, temperature stability, and wear resistance coupled with their wide range of applications in the aerospace, automobile, and electronic industries [1, 2]. The synthesis of micro- and nanosized ceramic-reinforced metals by conventional melting and casting technique poses some challenges due to the differences in density, melting point, and thermal conductivity between the ceramics and metal matrix [3, 4]. This often results in inhomogeneous structure with weak matrix/reinforcement interfacial bonding. To overcome this challenge, the powder metallurgy (PM) route has been proven to be a viable alternative [5]. Several PM techniques such as hot pressing, powder extrusion, hot isostatic pressing (HIP), high pressure-high temperature (HP-HT), and spark plasma sintering (SPS) have been used to consolidate metal matrix composite [6, 7].
Powder metallurgy has been successfully used to fabricate different metallic alloys such as Al, Ti, Cu, Fe-Cr, and Mg reinforced with various carbide-, oxide-, nitride-, and boride-based ceramics. For instance, Hosseini Monazzah et al. fabricated Al6061/SiCp laminates via powder extrusion route and studied its fracture resistance and interfacial bonding; the authors reported that the rolling strain during powder extrusion influenced the extent of interfacial adhesion and damage tolerance of the composite [8]. The role of fabrication process and reinforcement on interfacial bonding and effective load transfer from matrix to reinforcement has been reported for composites [9]. Recently, Hosseini Monazzah et al. introduced Al1050 ductile interlayer to improve the interfacial bonding of Al-Mg-Si/SiC composites fabricated via PM. Their findings revealed weak interfacial bonding of layers besides the presence of SiC particles; however, aluminum laminates showed enhanced bonding and shear strength [10]. The PM of stainless steels has not been extensively studied compared to Al-, Cu-, and Ti-based composites. This study is therefore devoted to the PM of duplex stainless steels.
Efforts have been targeted towards the development of high-performance reinforced duplex stainless steels to expand its application particularly for high temperature. Attempts have been made to disperse micro-sized secondary phases into duplex stainless steels to improve its properties [11, 12]. However, performance enhancement has been below par when micron-size reinforcements are used. Although duplex stainless steels possess attractive properties, they have been reported to suffer wear and mechanical strength at high temperatures [13]. A solution is the incorporation of a titanium-based nanoceramic material into duplex stainless steels. An effort is made in this study to disperse titanium nitride (TiN) nanoceramics into duplex stainless steel with the aim of raising the nitrogen (N) content of duplex stainless steel owing to the benefits of high N content. Aside taking advantage of the N diffusion from TiN, TiN possesses attractive properties of high hardness and elastic modulus, high thermal expansion, and coefficient of friction [14, 15]. TiN also tends to form discrete nanosized particles at grain boundaries which prevent grain growth at very high temperature [16].
This study utilized spark plasma sintering (SPS) technique for the fabrication of duplex stainless steel (SAF 2205) reinforced with TiN nanoparticles for enhanced densification and mechanical properties. SPS is a non-equilibrium processing technique that has gained researchers’ interest in recent years [17]. It has been successfully used to preserve the grain size of structures within the nanoscale range due to shorter sintering period, higher degree of densification, and lower sintering temperature [18, 19]. The effectiveness of the technique relies on electrical spark discharge phenomenon; a pulse current is used to generate plasma which raises the temperature at powder contact; this is proceeded by powder surface activation and melting, necking at powder contact, atomic diffusion, and plastic flow of sintered compacts [20]. Investigations by researchers characterizing nanoengineered duplex stainless steel composites prepared by SPS are however scanty and focused mostly on oxide and carbide and boride dispersion strengthening. Shashanka et al. synthesized spark plasma sintered duplex stainless steels reinforced with nano-Yttria particles [21]. The authors reported an increase in density and strength with ferrite to austenite phase transformation. Nano-Y2O3 has also been reported to improve interfacial bonding, inhibits grain growth, and increases the hardness of the stainless steels [22]. Han et al. fabricated and characterized TiC-duplex stainless steel composites by SPS. They reported even dispersion of TiC and reduced densification with TiC content. The evolution of carbide precipitate phase located at the duplex grain boundary with enhanced hardness was also reported [23].
Optimized SPS process parameters from our previous study [24] were used to consolidate the duplex stainless steel composite with varied amounts of TiN nanoparticles ranging from 0 to 8 wt%. Preliminary findings revealed drastic drop in properties beyond 8 wt% reinforcement. The aim is to study the influence of TiN nanoparticle addition on the densification mechanism, phase evolution, and transformation, density, micro-nanohardness, and fracture surface of SPS-consolidated duplex stainless steel samples.
2 Materials and method
Starting materials used in this study were commercially available SAF 2205 and TiN nanopowders. The chemical composition of the starting powders is presented in Table 1. A turbular mixer was employed to homogenously mix the powders at dry conditions for 8 h at 72 rpm. The morphology and phases of the individual and blended powders (containing 0 to 8 wt% TiN) were analyzed using an FE-SEM and X-ray diffraction (XRD), respectively.
A graphite die and punch assembly were used to house calculated quantities of the mixed powders. The inner surface of the graphite die and punches was lined with graphite foil to aid lubrication and to ensure easy removal of samples after sintering. A lower punch is first inserted at the hollow end of the lined die. The mixed powders were poured into the hollow face of the lower punch while the upper punch was introduced to lock the powders in the die. To ensure even temperature distribution and to prevent sticking during sintering, the exterior surface of the die and punch was shielded with graphite felt.
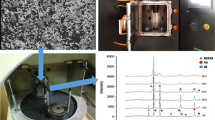
The mixed powders were cold-compacted in the graphite die (40 mm in diameter) and punch assembly. The cold compacts were consolidated using an automated spark plasma sintering machine (model HHPD-25, FCT GmbH Germany). Sintering was carried out by applying a uniaxial pressure under vacuum. The Joule heating of the powder was attained with a pulsed DC current. The processing conditions for the SPS specimen (heating rate 100 °C/min, sintering temperature 1150 °C, and holding time 15 min) were selected according to optimum conditions suggested by Oke et al. [24]. A constant pressure of 50 MPa was maintained during the sintering process. Figure 1 shows a typical schematic diagram of the SPS apparatus with a vertical uniaxial pressure system (upper and lower electrodes). On the completion of SPS, the sintered samples were removed from the die and sand blasted to get rid of graphite contaminations on the surface of the samples. The sintering data was obtained and analyzed.

Schematic of the fabrication of SAF 2205-xTiN using SPS route
The density of the sintered samples was measured using the Archimedes method with water designated as the immersion medium. Six repeated tests were ensured for each sample for reliability of result. The micro- and nanohardness of the composites were done by using a INNOVA TEST FALCON 500 series Vickers microhardness tester and ultra-nanoindenter (UNHT), respectively, on a polished surface at room temperature. An average of 10 indents was done on the samples to ensure reliability of the data generated.
For microstructural analysis, the fabricated stainless steel composites with varied amounts of TiN (SAF 2205-XTiN, x = 0, 2, 4, 6, and 8 wt%) were mounted in conductive resin, grinded using silicon carbide paper from 220 to 1200 grade, polished to 1 μm finish, washed and cleaned with acetone and distilled water, and then dried in air. As-polished specimens were etched with Carpenter’s regent (8.5 g FeCl3, 2.4 g CuCl2, 122 mL Alcohol, 122 mL HCl, and 6 mL HNO3). Microstructure of the samples was observed by optical microscope and a high-resolution scanning electron microscope (JEOL JSM-7600F) with attachments for the chemical analysis by EDS. The X-ray diffraction patterns were obtained using a PANalytical Empyrean diffractometer with copper radiation. The fracture surfaces were examined using the SEM.
3 Results and discussion
3.1 Microstructure of starting and mixed powders
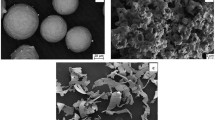
Figure 2 a and b show the SEM and TEM morphologies of duplex stainless steel (SAF 2205) and TiN nanoparticles, respectively. SAF 2205 powders are noted to be spherical with an average particle size of about 22 μm, while the TEM of the TiN nanoparticles revealed the powders were in the nanorange of 20–50 nm without any obvious impurities. The efficiency of turbular mixing is adjudged by the degree of dispersion of the reinforcing TiN nanoparticles in the duplex stainless steel matrix. Figure 2 e and e present the SEM morphology of admixed SAF 2205 and TiN powders. An even dispersion of the nanoparticles around each of the SAF 2205 powder was observed. This indicates that turbular mixing is an effective method for dispersing nanoceramics in stainless steels. Figure 2 c depicts the X-ray diffraction pattern of the turbular blended powders; only peaks corresponding ferrite, austenite, and TiN phase were identified.

Micrographs showing a SEM of as-received duplex stainless steel powder, b TEM of as-received TiN nanopowder, c XRD of turbular mixed powders, d SEM of tubular mixed powders, and e high mag. image showing dispersion of TiN nanoparticles
3.2 Densification mechanism during SPS of the SAF 2205-TiN composite
The shrinkage rate was used to describe the densification mechanism during SPS of the composite. The shrinkage rate during SPS as a function of total sintering time for the unreinforced and 8 wt% TiN-reinforced steel is shown in Fig. 3. The composites displayed similar shrinkage behavior; three distinct shrinkage stages were identified. The first shrinkage stage (0–600 s) is characterized by initial rearrangement of the mixed powder particles, gas removal, and creation of spark between SAF 2205 and TiN particles [25, 26]. At this stage, pressure exerted during sintering played a major role to initiate densification due to smaller temperature and current. The curve revealed an increase in shrinkage rate with TiN nano-additions. The enhanced shrinkage obtained for the unreinforced steel could be attributed to the higher amount of SAF 2205 with low melting point as compared with the reinforced composites. Similar observation was reported by Ghasali et al.; the authors argued that metal matrix particles with lower melting point than their ceramic reinforcement tend to deform easily [27].

Variation of shrinkage rate with total sintering time of SAF 2205 composite reinforced with 8 wt% TiN
The second shrinkage stage which occurred between 600 and 1200 s is attributed to Joule heating effect accompanied by localized plastic deformation of the particles at contact point. In this stage of SPS, powder surface activation and partial melting, formation of neck at contact points, atomic diffusion, and plastic flow occur [28]. The surface of the stainless steel and TiN nanoparticles was activated due to high-pulse discharge plasma created at powder contacts. With increase in sintering temperature, bonding takes place between the powder particles due to softening effects at powder surface, thereby forming necks. At this point, Joule heating becomes the dominant heating mode. Huge amount of Joule heating increases the temperature at particle surface resulting in melting, evaporation, and growth of the sintering neck. Densification is enhanced at this stage and proceeds further via plastic deformation under the pressure [27]. The third stage commenced after 20 min until the end of sintering operation; a drastic reduction in shrinkage rate was observed. This could be attributed to the decrease in temperature caused by cooling of the SPS chamber to room temperature. Densification is also completed by mass transportation at this stage [27, 29]. Therefore, the sintering operation shows that densification decreases with the addition of TiN nanoparticles with each composite grade reaching maximum density at a temperature of 1150 °C.
3.3 Influence of TiN addition on density
The result of the relative densities of the stainless steel reinforced with TiN nanoparticles is depicted in Fig. 4. The steel composite samples displayed relatively high densities; the density was noted to be in the range of 96–99% of the calculated theoretical density. This could be attributed to the positive effect of created plasma on the mobility and diffusion of atoms by vaporizing and melting of powder particle surface during SPS [30, 31]. It was however noted that the relative density of composites decreased with an increase in TiN content of the duplex stainless steel matrix. This is due to the difference in relative densities of the TiN phase (5.2 g/cm2) compared with that of the steel (7.805 g/cm2). The occurrence of the TiN reinforcing phase at boundaries tends to inhibit atomic diffusion and reduces the sintering rate during SPS. Owing to the complex phenomena occurring during SPS and the diffusion inhibition effect of the TiN phase, the sintered composites showed a declining densification with increasing TiN contents. Maja et al [32] reported similar behavior with the addition of TiN to metal matrix. The authors advocated that TiN addition could decrease the contacting area between particles of the ductile metal matrix, impede their diffusion, and decrease their deformation ability. These factors have an adverse influence on densification. The appropriate application of selected SPS process parameters as established in our previous study [24] resulted in near fully dense steel composites in short sintering times. In the SPS process of synthesizing SAF 2205 and TiN nanoparticles, a local high-temperature condition is created when sparks discharge in a gap or at the contact point between the stainless steel and TiN nanoparticles. The sparks which were generated due to applied pulsed currents cause evaporation and melting on the surface of powder particles, thus helping in the fabrication of high-density sintered samples [33].

Variation of relative sintered density of stainless steel composites
3.4 Influence of TiN addition on micro- and nanohardness of consolidated SAF 2205-TiN
Figure 5 shows the results of average micro- and nanohardness values obtained from different TiN-reinforced SAF 2205 matrix composites. It is observed that the addition of nanoparticles of TiN to the steel matrix led to significant increase in the micro- and nanohardness of composites. In both cases, all composite samples displayed improved hardness compared with that of the unreinforced stainless steel. The lowest micro- and nanohardness values were measured as 293.13 VHN and 4.86 GPa, respectively, for SAF 2205, and the highest hardness values were measured as 476.18 VHN and 16.17 GPa for steel matrix composite reinforced with 8 wt% TiN. Both micro- and nanohardness tests displayed similar trends in the increment of hardness values of composites with reference to the unreinforced steel. The increase in hardness values in both cases can be attributed to the high hardness, good dispersion, and strengthening effect of TiN nanoparticles in the steel. It has been reported that good dispersion of reinforcements aids the improvement of the interfacial bonding between steel matrix and reinforcements [34]. It is also important to state that the reinforcements could sufficiently resist plastic deformation during indentation.

Micro- and nanohardness plots of SAF 2205 and its composites
The plot of the measured average Vickers hardness as a function of corresponding nanohardness for the stainless steel composite is presented in Fig. 6. A line regression was used to model the observed significant linear relationship between Vickers hardness and nanohardness. The value of the correlation coefficient obtained indicates that the linear relationship is reliable enough to be used to model the relationship of Vickers hardness and nanohardness for SAF 2205/TiN composites. The deviation in linear fit as noted in Fig. 7 is possibly from the influence of pileup or sink-in effect occurred during the hardness measurement [35]. The established correlation between Vickers hardness and nanohardness (HV = 215.15 + 15.03Hnano) indicates that there is no difference in behavior for the Vickers hardness and nanohardness; both of which were obtained from an indentation on materials with an indenter. It can be stated that the surface porosity, grain size, and the effects of grain boundary phases determined the hardness values of the sintered composites irrespective of the indentation depth and surface area of the applied loads.

The correlation of a Vickers hardness with nanohardness and b nanohardness and porosity with increase in TiN nanoparticles

Optical microstructure of the stainless steel composite samples with different TiN contents ranging from 0 to 8 wt% (a–e)
Yang et al. [35] have established the correlation between Vickers and nanohardness; the authors reported a linear relationship and no significant difference in Vickers and nanohardness. They concluded that the only difference between Vickers hardness and nanohardness is in the definition. Thus, it implies that the addition of the TiN to the SAF 2205 matrix promotes grain boundary refinement and solid solution strengthening.
The nanoindentation hardness as a function of relative porosity density is presented in Fig. 6b. The hardness of the composites was observed to increase with porosity. Several authors have reported porosity to be the key microstructural variable that influences the hardness of sintered materials; they reported usual increases in hardness with decreasing porosity. This indicates the porosity is not a factor for predicting hardness in our case. The contributory factor is the hardening effect of the TiN. TiN is a hard ceramic phase; it effectively hinders dislocation propagation and increases stress concentration at grain boundaries due to pileup. Higher applied stresses are thus needed to set dislocations in motion through the composite, resulting in higher hardness.
3.5 Microstructure and XRD analysis of the composite
Figure 7 shows the optical microstructure of the stainless steel composite samples with different TiN contents. The microstructures composed of mostly light-colored and dark-colored regions. The light regions are suggested to be ferrite/austenite, while the dark zones represent agglomerates of TiN nanoparticles. The TiN nanoparticles are uniformly located at ferrite/austenite grain boundaries. The dark-colored zones are noted to increase gradually with increasing TiN content. It is observed that the microstructures of the sintered duplex steel were different from their wrought and cast counterparts as characteristic features of the austenite and ferrite phases were not distinct. It is however difficult to separate the content of phases in the tested composites with OM. The deviance is due to complex mechanisms accompanying the SPS process. The phenomena that occur during SPS tend to promote rapid consolidation of the composite, thus exerting an impact on changes in its microstructure. In order to study the effect of TiN on the SPSed samples in detail, further characterization was done using SEM.
The XRD patterns and peak intensity ratios (I/Imax) of all crystallographic planes related to all grades of the TiN-reinforced stainless steel are depicted in Fig. 8 and Table 2, respectively. The I/Imax calculation was based on previous findings by [36]. The diffraction peaks confirm the presence of austenite (γ) and ferrite (α) phases corresponding to crystal plane of (111), (200), and (211) and (101), (200), and (220), respectively, with the evolution of new phases of Cr2N and Ti2N with the addition of TiN nanoparticles. The formation of the new phases was however not present in the unreinforced stainless steel grade. The peak intensity ratios presented in Table 2 elaborated the extent of suppression of crystal planes corresponding to the ferrite phase and subsequent transformation to austenite. For the (110) α-Fe phase peak, the addition of TiN decreased the α phase as much as 71% (from approximately 5395 to 1547 cps), shifting the principal planes from (110) to (111). The change of principal planes from (220) to (111) in annealed Al-based alloys was reported by [37]; the shift in principal planes was attributed to the intensified shear nature of the deforming path during processing. The debilitation of (200) and (220) α-Fe phase amounting to 67 and 43%, respectively, is also noted. The intensity of the α-Fe phase peaks decreased with increase in TiN content in the stainless steel. The substantial reduction in the α-Fe phase peaks is accompanied with a strongly reinforced (111), (200), and (211) planes corresponding to the γ phase containing sintered in nitrides. The γ phase peaks increased approximately 50% compared with the unreinforced stainless steel. The progressive decrease in the intensity peak ratios of the crystal planes (110), (200), and (220) belonging to α-Fe suggests that the addition of TiN nanoparticles led to the destabilization of the ferrite content in the stainless steel, thus promoting an inverse α-Fe to γ-Fe transformation with TiN additions. The diffused nitrogen from the TiN during SPS occupies the interstice of the α-Fe crystallites, creating a mismatch strain that induces α-Fe to γ-Fe transformation (Martín et al. 2011; Oke et al. 2019b). Further study using advanced characterization techniques is ongoing to clarify and quantify the evolved phases.

X-ray diffraction pattern of SPSed duplex stainless steel with different TiN contents showing austenite and ferrite with the evolution of Cr2N and Ti2N phases
Higher magnification SE micrographs of the SPSed duplex steel, with the varied contents of TiN nanoparticles, are depicted in Fig. 9. The microstructure of the TiN free stainless steel (Fig. 9a) revealed only primarily constituents of ferrites (α) and austenite (γ). Energy dispersive spectroscopy (EDS) analysis of the composites presented that Cr and Mo are dominant in the ferrite phase, while Ni is dominant in the austenite phase as expected. The ferrite and austenite phases are further distinguished using the contrast in the backscattering mode SEM images. Changes in the microstructure are observed with the addition of TiN nanoparticles (Fig. 9b–e). New titanium and chromium nitride phases are detected to form a halo structure along the ferrite/austenite boundaries or at the austenite/austenite boundaries. During sintering, the consolidation of loose-packed powders to well metallic-bonding bulk material is achieved by complex densification phenomena of creep, plastic deformation, and mass diffusion under certain temperature and pressure [34, 38]. These factors could influence the structure observed at the duplex grain boundaries.

SEM microstructure of the stainless steel composite samples with different TiN contents ranging from 0 to 8 wt% (a–e)
The dominance of chromium nitride phases at the grain boundaries could be attributed to two main causes. During the SPS process, the applied electrical potential causes a current flow through conductive particles of powder and is followed by sparks formation at the contact points, but in the case of TiN nanoceramics and conductive DSS, a potential difference across stainless steel particles separated by the nitride phases may develop [39]. Secondly, the applied sintering conditions favor the diffusion of nitrogen from the TiN phase to the duplex steel matrix and due to the fast cooling process associated with SPS, the solubility of N in ferrite phase tends to decrease. At this instant, there is not enough time for the N to diffuse towards the austenite phase, which has higher degree of N solubility, and is consequently trapped at the ferrite/austenite grain boundaries forming small sintered-in nitride phase. However, the addition of TiN promoted the formation of the chromium nitride phase which is noted to increase with TiN nanoparticles. The preferential occurrence of chromium nitride phases due to higher N and Cr contents at ferrite–austenite grain boundaries has been reported [40, 41]. Oke et al. [4] investigated the effect of TiN addition and SPS parameters on microstructure of duplex steel–based composites produced by SPS. The authors reported the precipitation of Cr2N (hexagonal) preferentially at the ferrite–austenite grain boundaries and limited solubility of N in the ferrite phase giving rise to a two-phase regime consisting of α + Cr2N.
From the figure, the addition of TiN seems to promote the diffusional growth of austenite to aid ferrite to austenite transformation. The austenite phases of the reinforced stainless steels are noted to increase with TiN content. The diffusion of N from TiN stabilizes the austenite which effectively expands the austenite phase, and the austenite stabilization effect is improved with the increase of nitrogen in steel.
Generally, in stainless steels, solid-state transformation path during cooling to ambient temperature includes delta-ferrite to austenite and austenite to ferrite depending on the cooling conditions. Recent studies have reported that reverse phase transformation (i.e., ferrite to austenite) may occur by different mechanisms depending on processing routes [42]. It should be noted that during the SPS process, non-equilibrium conditions exist in the stainless steel composite, which has a significant impact on the diffusion of N and the reactions taking place during sintering. However, due to the high temperatures at which austenite is stable in stainless steels and the complexities (surface activation, diffusion, surface melting, necking between the particles of sintered powder, and plastic flow [43]) associated with the microstructural evolutions at these temperatures during sintering, it is difficult to investigate these transformations when they actually occur.
Examination at very high magnification (Fig. 10) of the duplex stainless steel reinforced with 4 wt% TiN revealed necking and intensified contacts between steel particles. The microstructure also revealed two different occurrences of austenite during SPS. The fine austenite structure characterizes diffusional transformation that takes place at a high temperature during SPS. The formation of the dendrite-like austenite structure occurs via a semi-shear transformation due to rapid cooling rate associated with SPS. The transformation profiles resulted in a compositional variation in the austenite phase. EDS analysis shows that the fine austenite structure has low Cr and high Ni content in comparison with the dendrite-like austenite structure.

Magnified microstructure of duplex stainless steel reinforced with 4 wt% TiN revealing intensified contacts between steel particles and two different occurrences of austenite during SPS
3.6 Fracture morphology of composites
SEM micrographs of the fracture surfaces of the stainless steel reinforced with different wt% of nanosized TiN are depicted in Fig. 11. The fracture surface of the unreinforced SAF 2205 (Fig. 11a) showed typical dimpled fracture morphology suggesting that the sintered alloy experienced ductile fracture mode. The sample containing 2 wt% TiN showed a more dimpled structure compared with the other grades of SAF 2205 reinforced with TiN; this suggests better metallurgical bonding between the matrix and TiN reinforcement. However, with increase in weight fraction of TiN to 6 and 8 wt%, respectively, in the SAF 2205 matrix, the dimples on the fracture surfaces of the composites reduced drastically (Fig. 3d, e), with only faint traces of the dimples left. This implies the fracture pattern in these samples was a combination of ductile and brittle fractures, the most prevalent being the latter. Though, the dispersion of TiN nanoparticle resulted in increased hardness and strength, the prevalent brittle fracture mode observed in the composites containing 6 and 8 wt% TiN (Fig. 11d, e) indicates a strong decrease in ductility. Sadeghi et al. [44] reported that brittle fracture with minimum plastic deformation could be stimulated through debonding and interfacial failure between reinforcing particles and the matrix. The addition and increase in TiN nanoparticles are noted to increase the propensity to grain boundary fracture through formation of continues brittle phase [45]. Again, the associated higher concentration of residual porosity with increase in TiN content as discussed in previous section provided a preferred path for crack propagation and a condition for the embrittlement. Higher magnification images revealed mainly transgranular fracture because of grain boundary weakness and porosity coalescence.

Fractured surfaces of the duplex stainless steel composite samples with different TiN contents ranging from 0 to 8 wt% (a–e)
4 Conclusions
SPS was successfully utilized to fabricated duplex stainless steel reinforced with TiN nanoparticles using optimized parameters from our previous work. The effects of TiN nanoparticle addition on shrinkage rate, density, hardness, crystallinity, microstructure, and fracture surface of the duplex stainless steels composite were investigated. Three densification stages characterized by initial rearrangement of the mixed powder particles, Joule heating effect accompanied by localized plastic deformation, and rapid densification by mass transport and cooling, respectively, were observed during the SPS process. The total sintering time took about 45 min with each of the 3 stages completed between 0 and 10 min, 10 and 20 min, and 20 and 45 min, respectively. An increase in shrinkage from 0.50 to 0.72 occurred with the addition of TiN. All the grade of composites showed relatively high densities ranging from 96 to 99% but in a decreasing trend with the addition of TiN. Enhanced hardness was achieved with the addition of TiN. An increase in microhardness values from 293.13 to 476.18 VHN and nanohardness from 4.86 to 16.17 GPa was attained with the addition of up to 8 wt% TiN. However, a linear correlation (HV = 215.15 + 15.03Hnano) was established between the Vickers hardness and nanohardness values. Based on the XRD results, it was shown that the (110) α-Fe phase peak decreased as much as 71% (from approximately 5395 to 1547 cps), shifting the principal planes from (110) to γ-Fe (111); this suggests a reverse ferrite to austenite transformation. The microstructure revealed α-Fe and γ-Fe phases with Cr2N along the grain boundaries. Bonding between the stainless steel matrix and TiN reinforcement degraded with increasing TiN additions. The prevalent brittle fracture mode observed in the composites containing 6 and 8 wt% TiN indicates a decrease in ductility.
References
Monazzah AH, Bagheri R, Reihani SS, Pouraliakbar H (2015) Toughness enhancement in architecturally modified Al6061-5 vol.% SiCp laminated composites. Int J Damage Mech 24(2):245–262
Alaneme KK, Ekperusi JO, Oke SR (2018) Corrosion behaviour of thermal cycled aluminium hybrid composites reinforced with rice husk ash and silicon carbide. J King Saud Univ-Eng Sci 30(4):391–397
Ghasali E, Pakseresht AH, Alizadeh M, Shirvanimoghaddam K, Ebadzadeh T (2016) Vanadium carbide reinforced aluminum matrix composite prepared by conventional, microwave and spark plasma sintering. J Alloys Compd 688:527–533
Oke SR, Ige OO, Falodun OE, Obadele BA, Mphahlele MR, Olubambi PA (2018) Influence of sintering process parameters on corrosion and wear behaviour of SAF 2205 reinforced with nano-sized TiN. Mater Chem Phys 206:166–173
Martin F, Garcia C, Blanco Y, Aparicio M (2013) Tribocorrosion behaviour of powder metallurgy duplex stainless steels sintered in nitrogen. Tribol Int 57:76–85
Sulima I, Jaworska L, Figiel P (2014) Influence of processing parameters and different content of Tib2 ceramics on the properties of composites sintered by high pressure-high temperature (HP-HT) method. Arch Metall Mater 59(1):205–209
Martín F, García C, Blanco Y, Rodriguez-Mendez M (2015) Influence of sinter-cooling rate on the mechanical properties of powder metallurgy austenitic, ferritic, and duplex stainless steels sintered in vacuum. Mater Sci Eng A 642:360–365
Monazzah AH, Pouraliakbar H, Bagheri R, Reihani SMS (2017) Al-Mg-Si/SiC laminated composites: fabrication, architectural characteristics, toughness, damage tolerance, fracture mechanisms. Compos Part B 125:49–70
Falodun OE, Obadele BA, Oke SR, Okoro AM, Olubambi PA (2019) Titanium-based matrix composites reinforced with particulate, microstructure, and mechanical properties using spark plasma sintering technique: a review. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-03281-x
Monazzah AH, Pouraliakbar H, Jandaghi MR, Bagheri R, Reihani SMS (2017) Influence of interfacial adhesion on the damage tolerance of Al6061/SiCp laminated composites. Ceram Int 43(2):2632–2643
Shashanka R, Chaira D, Chakravarty D (2016) Fabrication of nano-yttria dispersed duplex and ferritic stainless steels by planetary milling followed by spark plasma sintering and non-lubricated sliding wear behaviour study. J Mater Sci Eng B 6:5–6
Hilger I, Boulnat X, Hoffmann J, Testani C, Bergner F, De Carlan Y, Ferraro F, Ulbricht A (2016) Fabrication and characterization of oxide dispersion strengthened (ODS) 14Cr steels consolidated by means of hot isostatic pressing, hot extrusion and spark plasma sintering. J Nucl Mater 472:206–214
Martín F, García C, Blanco Y (2011) Effect of chemical composition and sintering conditions on the mechanical properties of sintered duplex stainless steels. Mater Sci Eng A 528(29):8500–8511. https://doi.org/10.1016/j.msea.2011.08.013
Mathon M, Perrut M, Poirier L, Ratti M, Hervé N, de Carlan Y (2015) Development of new ferritic alloys reinforced by nano titanium nitrides. J Nucl Mater 456:449–454
Falodun OE, Obadele BA, Oke SR, Ige OO, Olubambi PA (2018) Effect of TiN and TiCN additions on spark plasma sintered Ti–6Al–4V. Part Sci Technol:1–10
Borkar T, Nag S, Ren Y, Tiley J, Banerjee R (2014) Reactive spark plasma sintering (SPS) of nitride reinforced titanium alloy composites. J Alloys Compd 617:933–945
Liu J, Chen W, Jiang Z, Liu L, Fu Z (2017) Microstructure and mechanical properties of an Fe-20Mn-11Al-1.8 C-5Cr alloy prepared by powder metallurgy. Vacuum 137:183–190
Liu R, Wang W, Chen H, Tan M, Zhang Y (2018) Microstructure evolution and mechanical properties of micro-/nano-bimodal size B4C particles reinforced aluminum matrix composites prepared by SPS followed by HER. Vacuum 151:39–50
Pasebani S, Charit I (2014) Effect of alloying elements on the microstructure and mechanical properties of nanostructured ferritic steels produced by spark plasma sintering. J Alloys Compd 599:206–211
Munir ZA, Quach DV, Ohyanagi M (2011) Electric current activation of sintering: a review of the pulsed electric current sintering process. J Am Ceram Soc 94(1):1–19
Shashanka R, Chaira D (2015) Optimization of milling parameters for the synthesis of nano-structured duplex and ferritic stainless steel powders by high energy planetary milling. Powder Technol 278:35–45
Shashanka R, Chaira D (2016) Effects of nano-Y 2 O 3 and sintering parameters on the fabrication of PM duplex and ferritic stainless steels. Acta Metallurgica Sinica (English Letters) 29(1):58–71
Han Y, Zhang W, Sun S, Chen H, Ran X (2017) Microstructure, hardness, and corrosion behavior of TiC-duplex stainless steel composites fabricated by spark plasma sintering. J Mater Eng Perform 26(8):4056–4063
Oke SR, Ige OO, Falodun OE, Obadele BA, Shongwe MB, Olubambi PA (2018) Optimization of process parameters for spark plasma sintering of nano structured SAF 2205 composite. J Mater Res Technol 7(2):126–134
Diouf S, Molinari A (2012) Densification mechanisms in spark plasma sintering: effect of particle size and pressure. Powder Technol 221:220–227
Oke S, Ige O, Falodun O, Mphahlele MR (2018) Olubambi P Densification behavior of spark plasma sintered duplex stainless steel reinforced with TiN nanoparticles. In: IOP Conference Series: Materials Science and Engineering, vol 1. IOP Publishing, p 012034
Ghasali E, Shirvanimoghaddam K, Pakseresht AH, Alizadeh M, Ebadzadeh T (2017) Evaluation of microstructure and mechanical properties of Al-TaC composites prepared by spark plasma sintering process. J Alloys Compd 705:283–289
Oke SR, Ige OO, Falodun OE, Okoro AM, Mphahlele MR, Olubambi PA (2019) Powder metallurgy of stainless steels and composites: a review of mechanical alloying and spark plasma sintering. Int J Adv Manuf Technol:1–20
Cheng Y, Cui Z, Cheng L, Gong D, Wang W (2017) Effect of particle size on densification of pure magnesium during spark plasma sintering. Adv Powder Technol 28(4):1129–1135
Song Y, Li Y, Zhou Z, Lai Y, Ye Y (2011) A multi-field coupled FEM model for one-step-forming process of spark plasma sintering considering local densification of powder material. J Mater Sci 46(17):5645–5656
Oke SR, Ige OO, Falodun OE, Olubambi PA, Westraadt J (2019) Densification and grain boundary nitrides in spark plasma sintered SAF 2205-TiN composite. Int J Refract Met Hard Mater 81:78–84
Maja ME, Falodun OE, Obadele BA, Oke SR, Olubambi PA (2018) Nanoindentation studies on TiN nanoceramic reinforced Ti–6Al–4V matrix composite. Ceram Int 44(4):4419–4425
Tokita M The potential of spark plasma sintering (SPS) method for the fabrication on an industrial scale of functionally graded materials. In: Advances in science and technology, 2010. Trans Tech Publ, pp 322–331
Sulima I, Boczkal S, Jaworska L (2016) SEM and TEM characterization of microstructure of stainless steel composites reinforced with TiB2. Mater Charact 118:560–569
Yang Y, Zhang C, Ding Z, Su C, Yan T, Song Y, Cheng Y (2018) A correlation between micro-and nano-indentation on materials irradiated by high-energy heavy ions. J Nucl Mater 498:129–136
Jandaghi MR, Pouraliakbar H, Khalaj G, Khalaj M-J, Heidarzadeh A (2016) Study on the post-rolling direction of severely plastic deformed aluminum-manganese-silicon alloy. Arch Civ Mechn Eng 16(4):876–887
Pouraliakbar H, Jandaghi MR, Baygi SJM, Khalaj G (2017) Microanalysis of crystallographic characteristics and structural transformations in SPDed AlMnSi alloy by dual-straining. J Alloys Compd 696:1189–1198
Saheb N, Iqbal Z, Khalil A, Hakeem AS, Al Aqeeli N, Laoui T, Al-Qutub A, Kirchner R (2012) Spark plasma sintering of metals and metal matrix nanocomposites: a review. J Nanomater 2012:18
Gupta R, Birbilis N (2015) The influence of nanocrystalline structure and processing route on corrosion of stainless steel: a review. Corros Sci 92:1–15
Bettini E, Kivisäkk U, Leygraf C, Pan J (2013) Study of corrosion behavior of a 22% Cr duplex stainless steel: influence of nano-sized chromium nitrides and exposure temperature. Electrochim Acta 113:280–289
Maetz J-Y, Douillard T, Cazottes S, Verdu C, Kleber X (2016) M23C6 carbides and Cr2N nitrides in aged duplex stainless steel: a SEM, TEM and FIB tomography investigation. Micron 84:43–53
Campos M, Bautista A, Caceres D, Abenojar J, Torralba J (2003) Study of the interfaces between austenite and ferrite grains in P/M duplex stainless steels. J Eur Ceram Soc 23(15):2813–2819
Sulima I, Kowalik R, Hyjek P (2016) The corrosion and mechanical properties of spark plasma sintered composites reinforced with titanium diboride. J Alloys Compd 688:1195–1205
Sadeghi B, Shamanian M, Ashrafizadeh F, Cavaliere P, Rizzo A (2018) Friction stir processing of spark plasma sintered aluminum matrix composites with bimodal micro-and nano-sized reinforcing Al2O3 particles. J Manuf Process 32:412–424
Adegbenjo A, Olubambi P, Potgieter J, Shongwe M, Ramakokovhu M (2017) Spark plasma sintering of graphitized multi-walled carbon nanotube reinforced Ti6Al4V. Mater Des 128:119–129
Funding
Financial support was provided by the National Research Foundation of South Africa in association with The World Academy of Science (NRF-TWAS) as well as the Global Excellence and Stature (GES) of the University of Johannesburg, South Africa.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Oke, S.R., Ige, O.O., Falodun, O.E. et al. Influence of TiN nanoparticle addition on microstructure and properties of Fe22Cr alloy fabricated by spark plasma sintering. Int J Adv Manuf Technol 103, 4529–4540 (2019). https://doi.org/10.1007/s00170-019-03873-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03873-1