
Abstract
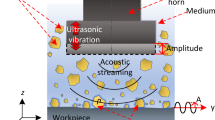
Ultrasonic-assisted abrasive flow machining (UAAFM) process is being investigated as an effective variant of traditional abrasive flow machining process. This process aims to achieve better surface finish at higher finishing rate. In this process, a relatively high frequency (5–20 kHz) is provided to the workpiece externally using a piezo actuator. This additional effect is also termed as ultrasonic assistance. Owing to this, the abrasives present in the medium hit the workpiece asperities mostly at an angle and at a higher resultant velocity, thereby making them more effective. In the present work, experiments were conducted on EN8 steels (AISI 1040) to evaluate the process performance of UAAFM on the double acting horizontal type setup. Response surface methodology (RSM) technique was used for designing the experimental plan with four input parameters—applied frequency, extrusion pressure, abrasive mesh size, and processing time. The results obtained after machining by UAAFM were also compared with traditional AFM process. It was found that significant improvements in surface finish could be recorded in UAAFM. The maximum percentage improvement achieved in surface finish was 81.02 %, while maximum improvement in material removal was 0.05 %. The machined surfaces were also investigated using different characterization tools such as scanning electron microscope (SEM), X-ray diffractometer, and three-dimensional optical profilometer.
Article PDF
Similar content being viewed by others


Avoid common mistakes on your manuscript.
References
Rhoades LJ (1991) Abrasive flow machining: a case study. J Mater Process Technol 28:107–116
Rhoades LJ (1988) Abrasive flow machining. Manuf Eng 1:75–78
Loveless TR, Willams RE, Rajurkar KP (1994) A study of the effects of abrasive flow finishing on various machined surfaces. J Mater Process Technol 47:133–151
Cheema MS, Venkatesh G, Dvivedi A, Sharma AK (2012) Developments in abrasive flow machining: a review on experimental investigations using abrasive flow machining variants and media. Proc ImechE B J Eng Manuf 226(12):1951–1962
Mali HS, Manna A (2009) Current status and application of abrasive flow finishing processes: a review. Proc ImechE B J Eng Manuf 223(7):809–820
Singh S, Shan HS, Kumar P (2002) Wear behavior of materials in magnetically assisted abrasive flow machining. J Mater Process Technol 128(1):155–161
Sidpara A, Jain VK (2011) Experimental investigations into forces during magnetorheological fluid based finishing process. Int J Mach Tools Manuf 51(4):358–362
Jha S, Jain VK (2004) Design and development of the magnetorheological abrasive flow finishing process. Int J Mach Tools Manuf 44(10):1019–1029
Walia RS, Shan HS, Kumar P (2006) Abrasive flow machining with additional centrifugal force applied to the media. Mach Sci Technol 10(3):341–354
Sankar MR, Mondal S, Ramkumar J, Jain VK (2009) Experimental investigations and modelling of drill bit guided abrasive flow finishing process. Int J Adv Manuf Technol 42:678–688
Sankar MR, Ramkumar J, Jain VK (2009) Experimental investigations into rotating workpiece abrasive flow finishing. Wear 267:43–51
Sharma AK, Kumar P, Rajesha S (2011) An improved ultrasonic abrasive flow machining and a device therefor. Patent number 3578/DEL/201, India, Dec 9
Liu K et al (2004) Study of ductile mode cutting in grooving of tungsten carbide with and without ultrasonic vibration assistance. Int J Adv Manuf Technol 24(6):389–394
Kei-Lin K, Chung-Chen T (2012) Rotary ultrasonic-assisted milling of brittle materials. Trans Nonferrous Metals Soc China 22:793–800
Brehl DE, Dow TA (2008) Review of vibration-assisted machining. Precis Eng 32(3):153–172
Nath C, Rahman M (2008) Effect of machining parameters in ultrasonic vibration cutting. Int J Mach Tools Manuf 48:965–974
Nath C, Rahman M, Andrew SSK (2007) A study on ultrasonic vibration cutting of low alloy steel. J Mater Process Technol 192:159–165
Kim JD, Choi IH (1997) Micro surface phenomena of ductile cutting in the ultrasonic vibration cutting of optical plastics. J Mater Process Technol 68(1):89–98
Komanduri R, Von Turkovich BF (1981) New observations on the mechanism of chip formation when machining titanium alloys. Wear 69:179–188
Deyuan Z, Wang L (1998) Investigation of chip in vibration drilling. Int J Mach Tools Manuf 38:165–716
Jones AR, Hull JB (1998) Ultrasonic flow polishing. Ultrasonics 36:97–101
Rajesha S (2011) Some studies to enhance the capabilities of abrasive flow machining process. Dissertation, IIT Roorkee, India
Venkatesh G (2010) Performance study of a new polymer media for AFM. Dissertation, IIT Roorkee, India
Montgomery DC (2004) Design and analysis of experiment. Wiley, New York, pp 427–500
Reddy KM, Sharma AK, Kumar P (2008) Some aspects of centrifugal force assisted abrasive flow machining of 2014 Al alloy. Proc ImechE B J Eng Manuf 222(7):773–783
Walia RS, Shan HS, Kumar P (2008) Morphology and integrity of surfaces finished by centrifugal force assisted abrasive flow machining. Int J Adv Manuf Technol 39:1171–1179
Balart MJ, Bouzina A, Edwards L, Fitzpatrick ME (2004) The onset of tensile residual stresses in grinding of hardened steels. Mater Sci Eng A 367(1):132–142
Poggie RA, Wert JJ (1991) The influence of surface finish and strain hardening on near-surface residual stress and the friction and wear behavior of A2, D2 and CPM-10 V tool steels. Wear 149(1):209–220
Vashista M, Paul S (2012) Correlation between full width at half maximum (FWHM) of XRD peak with residual stress on ground surfaces. Philos Mag 92(33):4194–4204
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sharma, A.K., Venkatesh, G., Rajesha, S. et al. Experimental investigations into ultrasonic-assisted abrasive flow machining (UAAFM) process. Int J Adv Manuf Technol 80, 477–493 (2015). https://doi.org/10.1007/s00170-015-7009-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-015-7009-2