
Abstract
While the wheel and the rail are in contact, the stress on the wheel affects the safety of the vehicle and causes ride discomfort and noise. Therefore, the design of the wheel to reduce the damage is needed. To solve these problems, the shape optimization on the railway wheel web was carried out using the finite-element analysis and shape-morphing technique. First, thermo-mechanical analysis, with consideration to mechanical and thermal loads under tread braking, was developed and the contact pressure and stress generated on the wheel were obtained. Then, the integrated shape-morphing design process was proposed to improve the efficiency of the shape optimization. It made it possible to parameterize the finite-element models and modify them directly without returning to the computer-aided design model. Based on the analysis results, we performed the metamodel and genetic algorithm based optimization by using response surface method, Kriging and Gaussian process, then compared their optimal solutions. Optimization proceeded in two stages, two-dimensional optimization under axisymmetric conditions and three-dimensional optimization in which the shape changed in the period of 60°. For the post-optimization work, fatigue evaluation for the verifications on initial and optimal wheel models was performed and the results were discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Damage of the railway wheel affects the safety of the vehicles and causes ride discomfort, noise, and other problems to the vehicle because the railway wheel supports the railway vehicle. As the demands for high-speed services and higher loads increase, the running condition becomes more severe (Zerbst et al. 2005). Overcoming these problems is quite a new challenge with respect to safety issues, and many studies on the safety of the wheel have been conducted.
The studies on the improvement of wheel performance can be categorized mainly into two approaches: material design and shape design (Okagata 2013). With regard to shape design, many shape optimization studies have been conducted on the wheel profile. Shevtsov et al. (2005) conducted the shape optimization of the wheel profile to minimize the wear of the wheel by considering the contact characteristics between the wheel and the rail. Choi et al. (2013) selected minimizing wear on the flange and minimizing the surface fatigue as a multi-objective function based on the contact characteristics obtained from the dynamic analysis, and applied the NSGA-II algorithm. As a result, optimized wheel profile yielded better performance and reduced wear and fatigue. The contact characteristics, such as the stress generated at the contact area, are also strongly dependent on the geometrical shape of the wheel web (Fermér 1994). Therefore, it is necessary to consider not only the wheel profile but also the shape of the wheel web. The curved shape of the web improves rigidity against lateral loads and reduces the thermal stress due to heat so that there is less plastic deformation by yielding (Okagata 2013). There are a number of researches about the shape of wheel web which generally has a curved shape. Nielsen and Fredö (2006) set the shape parameters for the overall shape of the wheel, such as the wheel radius, web thickness, and radii of the transitions rim/hub, as the design parameters. Then, they suggested an optimal shape to minimize the dynamic wheel–rail contact loads and rolling noise. However, only the thickness was considered and the curve shape was not considered for the wheel web. Recently, the integrated optimization of a carbon fiber reinforced polymer (CFRP) wheel hub has been conducted to design geometric appearance, laminate constitutions, laminate distribution, laminate thickness, and stacking sequence considering design and manufacturing factors (Lei et al. 2018).
During the shape optimization, the following two processes have been performed repeatedly: (1) modifying the shape of the model by using computer-aided design (CAD) systems, and (2) performing FE analysis on the modified model by using computer-aided engineering (CAE) systems. In the past, this iteration process of exchanging data between different software was performed manually. However, it is a time-consuming task and has a high probability that mistakes will occur during manual process. Also, according to the algorithm used for optimization, a number of analyses and high computational cost will be required. One of the ways to increase the efficiency of computation is to construct the integrating system of CAD–CAE tools and automate the iterative analysis process (Hamri et al. 2010; Flager et al. 2009). Park and Dang (2010) presented a framework of automatically and seamlessly performing the loop of design–analysis–redesign, during the optimization process, with the integration of CAD and CAE software. It made engineering designers more easily perform the complex structural optimization processes. However, exchanging models between CAD and CAE still slows down the entire process (Yang et al. 2016). The redesigned model by CAD requires remesh for CAE analysis and there is a limit that the complex geometry makes it difficult to automate mesh generation. If the shape modification and analysis are both performed in the CAE environment, the iterative process can be further improved. Another alternative to reduce the computational cost of optimization is to use a metamodel without linking the analysis process to the optimization directly. Especially, in the case of a complex model that takes a long time to analyze, metamodel can reduce the time even using the global optimization algorithm.
In this study, shape optimization was performed focusing on the curve shape of the wheel web, then improved optimization methodology and the optimal wheel shape were proposed. In order to design the wheel that can reduce wear or fatigue damage, first, it is necessary to understand the distribution of the contact pressure and stress on the rail–wheel contact surface. Therefore, thermo-mechanical analysis was performed by using a 3D wheel and rail model under a tread braking condition. In this analysis, both a mechanical load due to the weight of the railway vehicle and a thermal load due to the heat generated by the friction between the wheel and the brake shoe were subjected. From the analysis results, the maximum stress and contact pressure data were obtained. The optimization method by the direct coupling of CAE software and optimization algorithm is time consuming and can easily fall into a local optimum (Park 2007). Therefore, we used metamodel-based optimization (MBO) method, and sampling the experiment points and metamodeling were carried out sequentially. In the iterative process of MBO, a morphing technique is applied to the web part, which is the target of optimization, to overcome the limitations of CAD–CAE coupled systems. By using morphing, the finite-element (FE) model is modified directly without returning to the CAD model so that the processes of mesh regeneration and shape modification can be easily executed. Also, the morphing parameterization works with the automatic metamodeling process, which improves the efficiency of the shape optimization.
Based on the output data derived from sample points with orthogonal arrays (OA) and an augmented Latin hypercube design (ALHD), the MBO was performed using two kinds of process integration and optimization tool. According to the used tools, various metamodel methods such as response surface model (RSM), Kriging, and Gaussian process (GP) were applied. In order to reduce wear damage, optimization with minimization of contact pressure as objective function was carried out using genetic algorithm (GA) and microgenetic algorithm (micro GA), respectively, and the results were compared. Since we used the MBO approach, we verified the approximate solutions and discussed the results. Optimization was done in two stages. Two-dimensional (2D) optimization under axisymmetric conditions was performed first, and then three-dimensional (3D) optimization in which the shape changed every 60° was performed.
The rest of this paper is structured as follows. In Section 2, a thermo-mechanical analysis under a tread braking condition is proposed. Then, in Section 3, the morphing technique is introduced and the development of the integrated shape-morphing design process is described. In Section 4, the metamodel-based 2D optimization process is presented and the results are discussed. Similarly, a 3D shape optimization process is presented in Section 5. Finally, the conclusion of this study is presented in Section 6.
2 Thermo-mechanical analysis in wheel–rail contact
2.1 FE model and analysis conditions
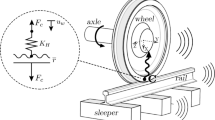
Figure 1 shows the terminology of the components of a railway wheel. Thermo-mechanical analysis under a tread braking condition was developed to obtain the distribution of contact pressure and stress which will be used in optimization. The web configuration of the wheel can be classified into three types, concaved web, convex web, and straight web (Okagata 2013), and we focused on concave and convex web. The classification of the wheel types was carried out according to the relative position of the wheel rim and hub. The concave web, the hub, and rim were matched to the non-flanged side of wheel, whereas the flanged side of wheel portion was matched in convex web. In this study, three types of analysis models were used as shown in Fig. 2. Figure 2a is the Korean Railway Research Institute (KRRI) model that is the cross-section of a currently operating wheel. The type A and type B shown in Fig. 2b and c are cross-sections of the new models obtained by modifying the web shape of the KRRI model based on Okagata’s shape. Type A is a modified model of KRRI’s web to concaved web shape, and type B is to convex web shape. All of them had an outer diameter of 920 mm and an inner diameter of 94 mm. FEM analysis was performed using the commercial finite-element software ABAQUS 6.12 User’s Manual, Version 6.12 (2012). The 3D FE model consisted of the wheel obtained by rotating the cross-section of each type, and UIC60 rail models. Figure 3 shows KRRI model which is the representative 3D FE model used in this study. The contact area between the wheel and rail was very small compared to their individual sizes, and the contact pressure was very high. The contact area is divided such that the minimum element size is 1 mm in all directions and the aspect ratio is close to 1. Also, elements near contact area are meshed such that the aspect ratio is less than 3. For the efficiency of the analysis, only the areas where the contact occurs were divided densely and the other regions were divided into relatively larger meshes. Previous studies on railway wheel analysis have used similar methods (Arslan and Kayabaşı 2012; Liu et al. 2007).

Terminology of railway wheel

Cross-sections of wheel web: a KRRI, b type A, c type B (Okagata 2013)

Finite-element model of railway wheel
The whole models were meshed with coupled displacement–temperature node solid elements (C3D8T) for thermo-mechanical analysis. A friction coefficient of 0.25 in the tangential direction and a hard contact in the normal direction were applied to the contact surface between the wheel and the rail. The mechanical and thermal properties are shown in Table 1 (Sung et al. 2001). The same steel material was applied to the wheel and rails, and the temperature-dependent material properties were considered in the range of 23.3 to 400 °C.
Although braking is a dynamic phenomenon, dynamic analysis needs a longer time than static analysis and it is difficult to calculate the exact dynamic force (Ramanan et al. 1999). If the major purpose of the rail–wheel contact analysis is to calculate the stress response in the contact region, the rotational effects of the wheel are generally neglected (Liu et al. 2007). Therefore, we also assumed the static conditions to reduce the computational cost.
The thermo-mechanical analysis was performed by configuring the tread braking condition in three steps as shown in Fig. 4. The coupling condition was commonly applied in all steps between the reference point and the inner surface of the wheel. The loading and boundary conditions of the wheel were applied to this reference point. Also, the bottom of the rail was fully fixed and the z-axis symmetry condition was applied to both ends of the rail. Also, gravity was applied to consider the weight of the wheel. In step 1, the wheel was moved 1 mm in the direction of the rail to ensure that the wheel and rail were in full contact—displacement and rotation were restrained in all directions except for the x-directional displacement that is the vertical load direction. Therefore, the wheel can move only in the x-direction (i.e., the rail direction). In step 2, the vertical load of 85 kN was imposed on the reference point of the wheel for the vertical force which was applied to the wheel through the axle. Under the assumption of straight rails, the lateral loads were ignored. In step 3, the thermal load generated by the frictional heat between the wheel and the brake shoes was considered.

Process of the thermo-mechanical analysis
Braking takes 30 s at initial braking velocity of 120 km/h. The changes of normal load on brake shoe P and velocity u were considered during braking. In Fig. 5a, the velocity u decreased with a constant acceleration of 1.1 m/s2 for 30 s after starting braking at 120 km/h. On the other hand, the normal load on brake shoe was increased up to the maximum of 16.6 kN as shown in Fig. 5b.

Changes of (a) velocity and (b) normal load on brake shoe during 30 s
Using the data in Fig. 5a and b, the heat flux q was calculated (Seo et al. 2004) as follows:
The average friction coefficient μ fixed at 0.25 and the contact area A between the wheel and the brake shoe fixed at 25,000 mm2. The fraction of the heat transferred to wheel β was calculated as 0.767 by (2) (Seo et al. 2004) as follows:
where k is the thermal conductivity, ρ is the density, cp is the specific heat, and subscripts 1 and 2 represent the wheel and brake shoe. The heat flux can be obtained by substituting the data of Fig. 5a and b into (1), and it is applied to the wheel surface during the 30 s of braking as shown in Fig. 6.

Heat flux applied on the tread of wheel from 0 to 30 s
2.2 Analysis results
From the analysis results, the maximum contact pressure, stress, and temperature of the wheel at t = 30 s were obtained and are listed in Table 2. Figure 7 shows the contact pressure distribution on the contact surface of the wheel in each wheel model and the length of one side of the smallest grid is 1 mm. The maximum contact pressure was 1160 MPa, 1178 MPa, and 1153 MPa in the KRRI, type A, and type B models, respectively. The contact pressure was very high due to the small contact area compared to the wheel size and showed the difference depending on the shape of the web. As there was a gradient in the contact surface between the wheel and the rail, the contact surface was not completely an ellipse. Slip occurred on the contact surface in the outward direction. In particular, the largest slip was observed for type A. Figure 8 shows the stress distribution on the contact surface of the KRRI model. Figure 8a is the result up to step 2 with consideration given only to the mechanical load, and Fig. 8b is the result up to step 3 with consideration given to the combined mechanical and thermal load. When considering only the mechanical load, the maximum stress occurred at a depth of approximately 2.5 mm, and the stress was large only in the vicinity of the surface contacting the rail, while it approximated zero in other parts. However, when the thermal load was considered, the stress increased from 759.3 to 800.8 MPa owing to the thermal stress effect, and the maximum stress occurred on the face. The comparison of the two results indicates that the thermal load must be considered in order to accurately determine the behavior of the wheel during a braking situation. These stress distributions were similar for type A and type B models. However, their values were different. Type A exhibited the largest maximum stress of 854.6 MPa, followed by KRRI with 800.8 MPa, and type B with 795.6 MPa. The results confirmed the influence of the wheel web shape on the contact pressure and stress.

Contact pressure distribution of (a) KRRI, (b) type A, and (c) type B at t = 30 s

Stress distribution on tread of KRRI (a) at t = 0 s and (b) at t = 30 s
On the contrary, the maximum temperature was the same for all three models. The temperature distribution of the wheel, when the train stopped after 30 s, is shown in Fig. 9. At 30 s, the maximum temperature was 324.4 °C. The temperature gradient is large near the surface of the wheel and the heat was not transmitted to the web since the analysis time was short. Ramanan et al. (1999) performed an analysis with an initial braking speed of 120 km/h and braking time of 45 s, and calculated the maximum temperature of the wheel surface as 403 °C. The results of other studies (Lundén 1991; Handa and Morimoto 2012) with similar braking condition also showed the rapid temperature changes near the contact surface. Therefore, the shape of the web did not have an effect on the temperature distribution. Since the thermal effect by the frictional heat was included in the thermal stress, the optimization problem discussed below did not consider the temperature condition.

Temperature distribution of KRRI wheel at t = 30 s
3 Metamodel-based design optimization procedure
The design process integrated with the shape-morphing and MBO is shown in Fig. 10. Metamodel-based optimization was employed to reduce the computational cost of the shape design of the wheel web using the FEM analysis results. First, based on the sample points through the design of experiments (DOE), the previously established thermo-mechanical analyses were performed. Using the output data obtained from each sample point, metamodels for the objective function and the constraint function in the optimization problem were generated. In this process, the morphing technique was used for changing the shape of the wheel web according to the sample points, and the FEM analysis for deriving the output data from the changed shape was repeatedly carried out. Finally, the global optimization was performed using the generated metamodels and the optimized wheel web was obtained.

Framework of shape-morphing and metamodel-based optimization process
3.1 Morphing technique
Morphing is a process of directly transforming the FE model shape by changing the coordinates of the nodes, while minimizing the distortion of the mesh (Kaya et al. 2010). Since the node ID, element ID, and elements sets such as contact surface are unchanged after morphing, the load and constraint conditions also remain unchanged in the modified model. Therefore, there is no need to carry out preprocessing again for FEM analysis. In this study, morphing was carried out using the HyperMorph included in the commercial Hyperworks User’s Manual (2012). As shown in Fig. 11, the hexahedron-shaped morph volumes were created on the part of the FE models. Handles were placed at the vertex of the morph volume and acted as the control points. Therefore, each morph volume could be independently modified by moving the handles and it is possible to partially change the shape of the model according to the location of the morph volumes. Also, when morphing was applied to the shape optimization, the displacement of the handles could be parameterized as design parameters (Liu and Yang 2007). In Fig. 11, the x-axis displacements of the four handles were parameterized and assigned the values to the parameters. As the handles are moved to the new positions and the other nodes moved accordingly, the FE model was shape-morphed as well. However, other conditions such as material properties and boundary conditions remain unchanged so that it is not necessary to rebuild the FE model.

Schematic diagram of morphing technique
3.2 Methodology of integrated shape-morphing design process
Among the framework of the overall integrated shape-morphing design and optimization process, metamodeling requires repetitive morphing and simulation tasks as shown in the middle of Fig. 10. The iterative analysis process is not performed in one software, but various software is used according to the functions. Process Integration and Design Optimization (PIDO) tool, which helps engineers automate and manage data flow between the software, facilitate more effective optimization process (Flager et al. 2009). Therefore, it overcomes the problem of time-consuming and error-prone manual work, while improving work efficiency.
In this study, PIAnO (PIDOTECH 2017) and MATLAB (Mathworks 2018) were used for integrating the shape-morphing and metamodeling process and the results were compared. PIAnO is the commercial PIDO tool and has a merit on the user-friendly file parsing engine (Lee et al. 2012b). On the other hand, we comprised the code to integrate the metamodeling process using MATLAB based on the MATLAB Toolbox. By executing the batch files, they changed the design variables, stored the output data, and automated the metamodeling process. ABAQUS and HyperMorph can operate without a graphic user interface (GUI) in batch mode, and this significantly increased the simulation speed, in comparison to the graphic mode (Park and Dang 2010).
4 2D optimization of web shape
4.1 Formulation of 2D optimization problem
In 2D optimization, the shape was transformed while maintaining axisymmetry. As shown in Fig. 12, circular symmetry condition was applied to the morph volumes and deformations occurred overall in 360° when a handle was moved.

Change of wheel shape with circular symmetry condition
The wheel type was selected as a design variable for deriving the integrated optimal shape by considering all three types presented in Section 2.1. As shown in Fig. 13, the four geometric parameters, which were generated at each vertex of the morph volume and represented the y-axis direction displacement of the handles, were also selected as design variables (x1–x4). By moving a handle of the morph volume, the elements located between the adjacent handles deformed accordingly. If the distance between the handles is too wide, that is, the number of handles in z-direction is too small, it is difficult to obtain the various wheel web shapes. On the contrary, if the distance between the handles is too narrow, the mesh can be distorted easily and the number of the design parameters is unnecessarily increased. Therefore, we selected four pairs of handles through trial and error. By concurrently moving the two handles in pairs, the thickness of the wheel remained unchanged, but it was possible to change its bending shape. With consideration to safety, the thickness of the wheel web could not have a large variation. A small thickness variation was expected to have a small effect on the results, and the thickness was fixed accordingly. The ranges of the five design variables of the 2D optimization are listed in Table 3.

Design variables of 2D shape optimization
Because x1 was closest to the wheel rim, it had a large effect on its deformation. If x1 had the same range as other variables, the large deformation of the mesh would occur on the wheel rim. Hence, we set the range of the x1 narrower than that of other design variables, such that mesh deformation would not occur excessively. In order to design a wheel shape that is capable of reducing wear damage during braking, the objective function was set to minimize the maximum contact pressure of the wheel. The constraint function was that the stress did not exceed the maximum stress of type B, which is the smallest maximum stress value among all three wheel types. In short, the 2D shape optimization problem was formulated as (3):
4.2 Design of experiments and metamodeling
The orthogonal array can be applied to the optimization problem with different number levels of design variables as shown in Table 3; there are a total of five design variables that consist of four web position-related displacement variables and one type variable. Using the L75(54 × 31) orthogonal array, 75 sets of sample points were obtained by dealing with the displacement variables (x1–x4) in five levels and the type variable in three levels. Then, CAE simulations were carried out using the integrated design process. From the analysis results, the maximum contact pressure and stress data were obtained and metamodeling and optimization process were run in PIAnO and MATLAB, respectively, using different methods as shown in Table 4. The metamodels for stress and contact pressure were established using RSM, Kriging, and GP in which a total of 60 out of 75 sample points as training data and the remaining 15 points as test data were employed. The purpose of RSM and Kriging is to compare the optimization results in terms of metamodeling method. Additionally, the purpose of Kriging and GP is to ensure whether the similar results have been obtained using different optimization tools (i.e., micro GA and GA) under the integrated shape-morphing design process.
The RSM (Myers and Montgomery 1995) is mainly expressed by low-order polynomials. In this study, a full quadratic equation was used to indicate the RSM, as follows (4):
where k is the number of variables and βj, βjj, and βij are the regression coefficients. Kriging (or Gaussian process) (Sacks et al. 1989) is an interpolation based on a metamodel and consists of the global model with a localized departure, as follows (5):
where y(x) is the unknown function to be approximated, f(x) is a polynomial function representing the global model of the design space, and Z(x) is a local deviation realizing the stochastic process with mean zero, variance σ2, and nonzero covariance. The covariance matrix Z(x) can be expressed as (6):
where R is the correlation matrix, and R(xi, xj) is a correlation function. Gaussian process metamodel consisted of the global model as a constant and the correlation function as a squared exponential function.
Metamodels for maximum stress and maximum contact pressure have been constructed in terms of design parameters (i.e., design variables). The value of 훽 in RSM and correlation matrix R in Kriging do not have any physical meaning, but represent the design relationship between five design variables and two output responses.
The root mean square error (RMSE) was used to determine the accuracy of the metamodel. The RMSE is frequently used to measure the difference between the actual and predicted values and defined as the square root of the mean squared expressed by (7) (Hyndman and Koehler 2006):
where yi_actual represents the actual values, vi_predict represents the values predicted by the metamodels at the i-th number of data, and n represents the number of data. Table 5 shows that the metamodel accuracy is high in order of Kriging, RSM, and Gaussian process for stress, and in order of Gaussian process, Kriging, and RSM for contact pressure. The RSM is easy to construct because it consisted of a simple polynomial form, but less accurate in nonlinear problems than Kriging (Jin et al. 2001).
4.3 2D optimization and results
Using the metamodels, 2D optimization results were obtained by microgenetic algorithm (micro GA) and genetic algorithm (GA) as shown in Table 4. The GA is an evolutionary computing technique that can be used to solve global optimization problems efficiently. Through the processes of crossover, mutation, and survival of the fittest, the next generation is selected until a particular stopping criterion has been reached. Also, GA is not limited by the continuity or differentiability of functions. Therefore, it is suitable to solving problems in which continuous and discontinuous variables are mixed (Jarvis and Goodacre 2004). However, GA has a high computational cost due to the handling of the large number of populations. To solve this problem, micro GA that uses a relatively small population size and does not employ the mutation operation was proposed (Krishnakumar 1990). Instead, it searches for a diverse set of solutions by repeatedly starting and restarting until the optimal solution is obtained. However, in this study, convergence speed and optimization time of both methods were short because of using metamodels.
The number of populations (NPOP) and the generations (NGEN) were set as 20, 1000 in GA and as 5, 200 in micro GA, respectively. Each of GA and micro GA were run five times by starting with the different set of initial population selected at random. Their results showed that the elitist design solutions (i.e., each of best solutions at the final generation) were not much different. The results of the optimization using metamodels and verification using CAE analysis are presented in Table 6.
In case of RSM with micro GA and Kriging with micro GA, the contact pressure obtained by RSM was 1145 MPa while the contact pressure value from Kriging was 1152 MPa. The results of the verification with CAE show that the contact pressure value from Gaussian process is the largest within the acceptable error deviation. The error deviations for RSM, Kriging, and Gaussian process are 6.79%, 0.14%, and 0.77%, respectively, for the maximum stress and 0.61%, 0.17%, and 0.17%, respectively, for the maximum contact pressure. It is implied that the use of Kriging is more effective rather than RSM or Gaussian process so that the optimal design obtained from Kriging was determined as the 2D optimization solution in the present study. It is noted that the optimal set of design of (x1, x2, x3, x4, type) are (8.22, 7.98, 6.38, − 19.77, type B) in case of Kriging with micro GA.
The 2D optimal shape obtained by Kriging and micro GA result indicated that the contact pressure decreased by 0.86%, from the initial 1160 MPa to 1150 MPa, and the stress decreased by 3.51%, from the initial 800.8 MPa to 772.7 MPa. Figure 14 shows the comparison between the cross-sections of the initial KRRI model and the 2D optimal shape. Among the three type variables, 2D optimal shape is based on type B. Because the center of the type B’s hub was the best aligned vertically with the contact position between the wheel and the rail, the mechanical load can be transferred to the rail without being shifted to one side. The curvature of the web portion of the 2D optimal model was increased and the hub fillet shifted in the flange direction compared to type B. It is similar to the concaved web shape of Okagata (2013) and more suitable for enduring the bending moment.

Comparison of wheel web shape between KRRI and 2D optimal model
Although the weight condition was not considered in the optimization problem, we checked the weight change of the wheels before and after optimization for conservative design. Because the shape of the wheel maintains the axisymmetric shape in the 2D shape optimization, weights were compared for a portion of the wheels, not the whole models. As shown in Fig. 15, the weight was slightly decreased from 3.97 kg before optimization (KRRI model) to 3.94 kg after optimization (2D optimal model). In the optimization process, the curve shape of the web was considered while the thickness was fixed. Therefore, there was little change in weights, unlike the difference in the shape of the cross-sections. Figure 16 shows that the temperature distribution of the 2D optimal shape was the same as that of initial KRRI model. Therefore, it was also verified that the shape of the web does not have an effect on the distribution of temperature.

Comparison of weight of wheel web between KRRI and 2D optimal model

Comparison of temperature distribution between (a) initial KRRI and (b) 2D optimal shape
4.4 Fatigue evaluation
Fatigue as well as wear is also a major cause of the damage on the railway wheels. To verify the fatigue characteristics of the 2D optimal shape, the fatigue analysis was carried out using Smith–Watson–Topper (SWT) model as (8) (Ahn et al. 2012):
where Δε, the strain range, and σmax, the maximum stress in the cycle, are obtained from the thermo-mechanical analysis results.
Fatigue analysis was performed for KRRI, type A, type B, and 2D optimal model, and the results are summarized in Table 7. Worst fatigue life, Nf, means the surface crack initiation under braking condition and damage is calculated as 1/Nf and it means that the fatigue fracture occurs when the damage value is 1. The fatigue life of KRRI was the longest at 545,949 cycles, followed by type A, 2D optimal model, and type B in order. In Section 2, the contact pressures affecting wear were lower in order of 2D optimal model, type B, KRRI, and type A, and the stresses also showed the same tendency.
Therefore, there is a limit to judging fatigue by using only the stress value, and fatigue analysis process is necessary. Lee and Kim (2007) performed multi-objective optimization by minimizing stress and maximizing fatigue life cycle since stress and fatigue life do not have a perfectly linear relation. Therefore, in the future study, additional fatigue analysis will be carried out to create a metamodel of fatigue life. It will be possible to derive the safer railway wheel shape that considered not only wear but also fatigue using the multi-objective optimization.
5 3D optimization of web shape
5.1 Formulation of 3D optimization problem
The 3D optimization was carried out by applying a periodic condition on the morph domains, unlike the conventional railway wheels which are generally axisymmetric. In the 3D optimization, the 2D optimal shape was used as the initial model and when one design variable was changed, the model was deformed in a 60° cycle and without maintaining axisymmetry. Therefore, it was possible to consider more various shapes for the wheel web, as compared to the case where the axisymmetric shape was maintained. As illustrated in Fig. 17, a total of 12 morph volumes were generated in the tangential direction and subjected to 60° cyclical symmetry conditions. The design variables were set as the y-axis direction displacement for the eight handle pairs (x1–x8). In Section 4.2, the analysis results according to the orthogonal array showed that the type is the most influential variable on the output values. Because type B exhibited the lowest contact pressure, the type variable was fixed to type B and was excluded from the design variables in 3D optimization. The range of the design variables is presented in Table 8. The objective function was applied to the minimization of the maximum contact pressure. In order to obtain improved results over 2D optimization, the constraint function was applied such that the maximum stress would be less than 772.7 MPa, which is the maximum stress of the 2D optimal shape. The formulation of the 3D shape optimization problem can be summarized as (9):

Design variables of three-dimensional shape optimization
5.2 Design of experiments and metamodeling
By considering eight factors in five levels, the L5058 orthogonal array was employed to create the 50 sets of sample points. This time, metamodeling and optimization were performed only by PIAnO. After running the simulations automatically, 40 of the 50 sets of sample points were used as training data to construct the Kriging and RMSE was measured by the remaining 10 test data. Comparing RMSE values, the accuracy of Kriging in 3D optimization was lower than in 2D optimization. Therefore, 25 sets of additional sample points were added by augmented Latin hypercube design (ALHD) in order to evenly place new sample points as much as possible in the design area considering existing points and improving the space-filling performance (Lee et al. 2012a). After further simulations conducted at these sample points, the Kriging models were updated and RMSE of the maximum contact pressure and stress improved to 1.51 and 6.17, as shown in Fig. 18.

Accuracy of Kriging (OA + ALHD): (a) contact pressure and (b) stress
5.3 3D optimization and results
In this section, micro GA was implemented to solve 3D optimization problem. Population and generation were respectively set as 5 and 200. After optimization, the verification of the optimal solution was carried out by CAE simulation and the results are presented in Table 9. The error rates between the predicted values and the actual values of the maximum contact pressure and stress were 0% and 0.5%, respectively, which means that the improved Kriging models predicted the actual values accurately. The obtained 3D optimal shape indicated that the contact pressure decreased by 0.95%, from the initial 1160 MPa to 1149 MPa, and the stress decreased by 4.17%, from the initial 800.8 MPa to 767.4 MPa. In comparison to the results obtained with the 2D optimal shape, additional improvement was obtained in the 3D optimal shape where the curvature of the wheel web changed with a 60° cycle as illustrated in Fig. 19. Unlike the difference in the shape of the wheel, the weight of the total wheel decreased from initial 348 kg to 347 kg, which showed that there was less difference.

3D optimal shape of wheel
6 Conclusions
In this paper, the integrated shape-morphing design process increasing the efficiency of the metamodeling was proposed and shape optimization of the railway wheel focusing on the curved shape of the web was carried out to reduce the wear damage during the braking.
For the three wheel models including the KRRI model, which was the object of optimization, a thermo-mechanical analysis was performed with consideration to the mechanical and thermal loads under tread braking. The results indicated that the shape of the wheel web affected the contact pressure and stress generated in the contact surface, both of which exhibited the largest value in type A. However, the temperature distribution was not influenced by the shape of the wheel web, so it was not considered in the optimization problem. After the automated metamodeling method was constructed by integrated shape-morphing process and CAE simulation, 2D and 3D shape optimization results were achieved. The accuracy of the metamodel measured by RMSE showed better results in Gaussian process model, but the 2D optimization result with the lower contact pressure showed when using the Kriging model. However, the results of Kriging and Gaussian process showed similar optimal solutions for both stress and contact pressure, while the RMS had poor accuracy and large differences from optimal solution. The difference in optimization results was not significant and showed similar optimization results.
The 3D shape optimization was carried out by using the 2D optimal shape as the initial model, while varying the shape of the web in a cycle of 60°. For the 3D optimal solution, the contact pressure improved by 0.95% and the stress improved by 4.17%, in comparison to the initial KRRI model, and better results were achieved in comparison to 2D optimization.
In further study, by developing the integrated shape-morphing design process proposed in this paper, we will include the fatigue performance in the framework of multi-objective optimization.
References
ABAQUS 6.12 User’s Manual, Version 6.12 (2012) Dassault Systemes Simulia Inc., Providence
Ahn JG, You ID, Kwon SJ, Kim HK (2012) Estimation of contact fatigue initiation lifetime of an urban railway wheel. J Korean Soc Tribol Lubr Eng 28(1):19–26
Arslan MA, Kayabaşı O (2012) 3-D rail–wheel contact analysis using FEA. Adv Eng Softw 45(1):325–331
Choi HY, Lee DH, Lee J (2013) Optimization of a railway wheel profile to minimize flange wear and surface fatigue. Wear 300(1–2):225–233
Fermér M (1994) Optimization of a railway freight car wheel by use of a fractional factorial design method. Proc Inst Mech Eng F 208(2):97–107
Flager F, Welle B, Bansal P, Soremekun G, Haymaker J (2009) Multidisciplinary process integration and design optimization of a classroom building. J Inform Technol Constr 14(14):595–612
Hamri O, Léon JC, Giannini F, Falcidieno B (2010) Software environment for CAD/CAE integration. Adv Eng Softw 41(10–11):1211–1222
Handa K, Morimoto F (2012) Influence of wheel/rail tangential traction force on thermal cracking of railway wheels. Wear 289:112–118
Hyndman RJ, Koehler AB (2006) Another look at measures of forecast accuracy. Int J Forecast 22(4):679–688
Hyperworks User’s Manual (2012) Altair Engineering Inc., Troy, MI
Jarvis RM, Goodacre R (2004) Genetic algorithm optimization for pre-processing and variable selection of spectroscopic data. Bioinformatics 21(7):860–868
Jin R, Chen W, Simpson TW (2001) Comparative studies of metamodelling techniques under multiple modelling criteria. Struct Multidiscip Optim 23(1):1–13
Kaya N, Karen I, Öztürk F (2010) Re-design of a failed clutch fork using topology and shape optimization by the response surface method. Mater Des 31(6):3008–3014
Krishnakumar K (1990) Micro-genetic algorithms for stationary and non-stationary function optimization. In intelligent control and adaptive systems. Int Soc Optics Photon 1196:289–297
Lee JS, Kim SC (2007) Optimal design of engine mount rubber considering stiffness and fatigue strength. Proc Inst Mech Eng D 221(7):823–835
Lee G, Park J, Choi DH (2012a) Shape optimization of mobile phone folder module for structural strength. J Mech Sci Technol 26(2):509–515
Lee GS, Park JM, Choi BL, Choi DH, Nam CH, Kim GH (2012b) Multidisciplinary design optimization of vehicle front suspension system using PIDO technology. Transactions of KSAE 20(6):1–8
Lei F, Qiu R, Bai Y, Yuan C (2018) An integrated optimization for laminate design and manufacturing of a CFRP wheel hub based on structural performance. Struct Multidiscip Optim 57(6):2309–2321
Liu W, Yang Y (2007) Multi-objective optimization of an auto panel drawing die face design by mesh morphing. Comput Aided Des 39(10):863–869
Liu Y, Liu L, Mahadevan S (2007) Analysis of subsurface crack propagation under rolling contact loading in railroad wheels using FEM. Eng Fract Mech 74(17):2659–2674
Lundén R (1991) Contact region fatigue of railway wheels under combined mechanical rolling pressure and thermal brake loading. Wear 144(1–2):57–70
MATLAB User’s Guide, R2018a (2018), Mathworks, Natick, MA
Myers RH, Montgomery DC (1995) Response surface methodology—process and product optimization using designed experiments. Wiley, New York
Nielsen JC, Fredö CR (2006) Multi-disciplinary optimization of railway wheels. J Sound Vib 293(3–5):510–521
Okagata Y (2013) Design technologies for railway wheels and future prospects. Nippon Steel Sumitomo Metal Tech Rep 105
Park GJ (2007) Analytic methods for design practice. Springer Science & Business Media
Park HS, Dang XP (2010) Structural optimization based on CAD–CAE integration and metamodeling techniques. Comput Aided Des 42(10):889–902
PIAnO User’s Manual (2017) PIDOTECH Inc., Seoul, Korea
Ramanan L, Kumar RK, Sriraman R (1999) Thermo-mechanical finite element analysis of a rail wheel. Int J Mech Sci 41(4–5):487–505
Sacks J, Welch WJ, Mitchell TJ, Wynn HP (1989) Design and analysis of computer experiments. Stat Sci:409–423
Seo JW, Goo BC, Choi JB, Kim YJ (2004) A study on the contact fatigue life evaluation for railway wheels considering residual stress variation. Trans Korean Soc Mech Eng A 28(9):1391–1398
Shevtsov IY, Markine VL, Esveld C (2005) Optimal design of wheel profile for railway vehicles. Wear 258(7–8):1022–1030
Sung KD, Yang WH, Cho MR, Chung KY (2001) A study on the shape design and stress analysis of wheel plate for rolling stock (2). Trans KSAE 3(3):221–229
Yang L, Li B, Lv Z, Hou W, Hu P (2016) Finite element mesh deformation with the skeleton-section template. Comput Aided Des 73:11–25
Zerbst U, Mädler K, Hintze H (2005) Fracture mechanics in railway applications—an overview. Eng Fract Mech 72(2):163–194
Acknowledgements
This research was supported by the Korea Railway Research Institute (2016-11-0776, 2016-11-1750). This research was also supported by the Basic Science Research Program through the National Research Foundation of Korea (NRF), funded by the Ministry of Science, ICT and Future Planning (2017R1A2B4009606).
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: YoonYoung Kim
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lee, S., Lee, D.H. & Lee, J. Integrated shape-morphing and metamodel-based optimization of railway wheel web considering thermo-mechanical loads. Struct Multidisc Optim 60, 315–330 (2019). https://doi.org/10.1007/s00158-018-02188-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00158-018-02188-1