
Abstract
Geopolymers show good potential to be used as free formaldehyde-based binder to produce wood-based panels. Hence, the objective of this research was to investigate the geopolymer composition as binder on the physical and mechanical properties of multi-layered plywood. The geopolymer binder was prepared based on kaolin and metakaolin as the major aluminosilicate powder that were substituted with different contents of silica fume. The results showed that the substitution of aluminosilicate with silica fume (up to 20% based on weight) in the geopolymer mixture modified the chemistry of the geopolymerisation, and hence, improved the amorphous structures of the geopolymer binder. In summary, the substitution of aluminosilicate with silica fume (up to 20% based on weight) in the geopolymer mixture improved the geopolymer binder cohesion, reduced the binder viscosity, reduced the binder curing time, increased the binder penetration into the superficial wood cells, increased the binder shear strength, increased the bending strength of plywood, and accordingly, reduced the plywood stiffness. Notably, none of the plywood samples did delaminate even after 672 h water immersion, implying that the geopolymer binder-based products have a better stability in water compared to some organic binders (e.g., adhesives based on tannin, soya and starch), which suffer from hydrolysis after immersion in water. All in all, the geopolymer binder based on metakaolin showed promising potential to be used as formaldehyde-free binder to produce plywood.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Plywood, one of the most important wood-based panels (WBPs), offers all the superior advantages of the parent wood as well as improved properties due to its laminated structure. The production of plywood has been drastically boosted by an astonishing rate of about 6 million m3 per year on a worldwide basis since 2000 reaching around 160 million m3 today (FAO 2017). Plywood is widely used for different applications such as construction, furniture manufacturing, means of transportation, packaging, decorative purposes and many others. Recently, the application of plywood to mobile homes and radiant floor heating systems has found more interest where the consumers’ satisfaction and health-related issues are more critical (Yu et al. 2018). However, the adhesives used to produce plywood mostly contain formaldehyde (e.g. urea formaldehyde (UF) and melamine formaldehyde), which causes a serious challenge for the further development and application of products made of plywood.
Formaldehyde is a colorless, flammable and highly reactive aldehyde gas at room temperature that has adverse health effects and, because of its high danger level, is classified differently to most other pollutants (Roffael 2006). Hence, many research activities have focused on controlling and reducing the formaldehyde emission (FE) from WBPs. To this end, several strategies were performed towards minimizing the FE from WBPs, such as molar ratio optimization of formaldehyde to urea, modification and condensation of UF resin, optimization of production process and addition of formaldehyde adsorbents (Kim 2009; Park et al. 2009; Costa et al. 2013; Ghafari et al. 2016; Hassannejad et al. 2018). Most of the performed strategies had some drawbacks and disadvantages, like for example short term effects on emission reduction, negative influences on panel properties, increase in material costs and challenges related to production processes. Therefore, some efforts aimed at the development of formaldehyde-free adhesives that have zero level of formaldehyde emission (Hemmilä et al. 2017). However, the high costs of such adhesives and their relatively complicated production processes along with the relatively hydrophilic nature of most developed adhesives limited their further industrial applications. Recently, the development of mineral compositions used as formaldehyde-free binder showed impressive potential for the production of WBPs (Sarmin et al. 2014; Shalbafan et al. 2016).
Geopolymers (mineral polymers resulting from geo-chemistry or geo-synthesis) are an emerging class of mineral composites that can be manufactured from pozzolanic powder activated by an alkaline solution (Davidovits 2008). Pozzolans are defined as materials containing high amounts of silicon dioxide (SiO2) and aluminum oxide (Al2O3) that are either raw or calcined natural materials with pozzolanic features (Khater 2013; Chen et al. 2016a; Singh 2018). The geopolymerisation reaction involves the leaching of SiO4 and AlO4 due to the highly alkaline environment. By removal of water, the tetrahedral SiO4 and AlO4 are linked together to form a new material named geopolymer (Mn{–(Si–O2)z–Al–O–}n·wH2O, M = Na or K). Pozzolanic materials have been traditionally used throughout the world for making good quality concrete (Zhang et al. 2014), although they have also performed successfully as scavengers to adsorb emitted formaldehyde in wood-based panels used for building materials (Kim 2009). The important key driver for using geopolymer binder instead of other mineral compositions (e.g., cement and gypsum) are the desire to extremely reduce greenhouse gas emissions (Zhang et al. 2014).
Wood or other lignocelluloses were mostly applied as reinforcement elements in geopolymer compositions (Sarmin et al. 2014; Ye et al. 2018). A few studies were also dedicated to the usage of geopolymer with solid wood (Prud’homme et al. 2010b; Gouny et al. 2014; Berzins et al. 2017a, b). Importantly, the influence of geopolymer binder formulation on the binder characteristics for WBPs production has been recently investigated using an Automated Bonding Evaluation System (ABES) produced by Adhesive Evaluation Systems, Corvallis, USA (Shalbafan et al. 2016, 2017). Although some publications are available dealing with the application of geopolymer as binder for manufacturing of WBPs (Chen et al. 2015, 2016b; Shalbafan et al. 2016), there is still plenty of room to further develop and evaluate the WBPs produced by geopolymer as binder.
An important feature influencing the geopolymer binder is the type of aluminosilicate powder. Any substance that contains mainly silicon (Si) and aluminum (Al) in amorphous form is a possible source material for the production of geopolymers (Davidovits 2008). Several minerals and industrial materials have been investigated in the past to formulate geopolymers. In this context, kaolin, metakaolin (or calcined kaolin), fly ash, calcium and non-calcium minerals, ground granular furnace slag and a mixture thereof have been extensively considered as aluminosilicate materials. Kaolin and metakaolin are preferred due to their high dissolution rate in the alkaline solution (Xu and Van Deventer 2000; Chen et al. 2016a), enhanced mechanical strength (Ambroise et al. 1994), and decreased transport of water and salts in the final product (Sarmin et al. 2014). Furthermore, researchers (Shalbafan et al. 2017) reported on improved bonding shear strength of geopolymer binders with the increase in silica fume content in the geopolymer formulation. Therefore, the objective of the present study was to evaluate the influence of geopolymer binder formulation on the physical and mechanical properties of multi-layered plywood. To this end, the geopolymer binder was prepared based on kaolin and metakaolin as the major aluminosilicate powder having various contents of silica fume.
2 Materials and methods
2.1 Materials
Poplar (Populus) veneers without dead-knots and having a regular veneer surface with uniform color and structure were purchased from the LLC “Afra Veneer” Company in Mazandaran, Iran. Veneers with dimensions of 300 × 300 × 1.5 mm3 and a moisture content of 9.9% were used in the experiments.
The sodium silicate (water–glass) used in the geopolymer binder formulations was purchased from Woellner GmbH (Germany) with a molar ratio (SiO2:Na2O) of 2.4, pH of 12.5, and viscosity of 600 mPa s. Commercial potassium hydroxide flakes (KOH) were also purchased from BASF (Germany). Kaolin (trade name SZWNK1), metakaolin (trade name ARGICAL-M1000), and commercial silica fume (trade name SIDISHIELD® C25) were purchased from ICC Kaolin (Iran), Ferropem (France), and Elkem AS (Norway), respectively. All three of them were used as the aluminosilicate powder in the geopolymer binder. The chemical composition of the aluminosilicate powder according to the technical datasheets of manufacturers are given in Table 1. According to the datasheets, the specific surface area of the aluminosilicate powder was determined by Brunauer, Emmett and Teller (BET) method with nitrogen gas adsorption.
2.2 Binder preparation
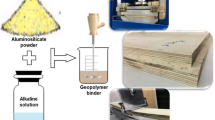
The geopolymer binder was prepared according to a previous research performed by the authors (Shalbafan et al. 2016). Briefly, potassium hydroxide was firstly dissolved in an appropriate amount of water (depending on the final binder solid content). Then, the appropriate amount of water glass according to the recipe was added and mixed into the aqueous solution. Due to the exothermic reaction of KOH dissolution in water, the admixture was cooled down to around room temperature (25 °C). Afterwards, the desired amount of aluminosilicate components was gradually added to the prepared alkaline solution and blended with a planetary centrifugal mixer (1000 rpm) for 5 min.
To prepare the alkaline solution, the mass ratio of solid water glass to solid potassium hydroxide was kept constant at 1 for all binder formulations. Furthermore, the mass ratio of solid alkaline solution (water glass with KOH) to aluminosilicate powder was kept constant at 1.14. The kaolin and metakaolin were stepwise substituted by silica fume to improve the binder characteristics. The mass of substituted silica fume was 10, 20, and 30% [weight of silica fume to weight of aluminosilicate (w/w)] of its corresponding aluminosilicate powder (kaolin or metakaolin). Final solid content of the geopolymer binders was kept constant at 70%. Table 2 shows the aluminosilicate composition of different geopolymer binders.
For the reference samples, an industrial urea formaldehyde (UF) adhesive with a density of 1.22 g/cm3 and solid content of 60% was supplied by Amol Resin (Amol, Iran). As a hardener, 1% (solid hardener on solid binder) ammonium chloride solution (20%) was added to the UF resin. For the gluing of reference samples, the UF adhesive was filled with technical flour in the ratio of 10 g of filler to 100 g of adhesive. The final solid content of UF adhesive for application was kept constant at 70%.
2.3 Physical properties of binders
Viscosity and curing (gel) time of the geopolymer binders were determined at the end of the binders` synthesis according to the conventional methods used for UF binder (as reference). Viscosity (at 20 °C) was measured with a Ford cup (VF1999-103) having a 4 mm die and recalculated to centipoise (cps). The binder curing time was determined by measuring the time needed for resin gelification. To this end, a test tube containing 5 g of the binder was immersed in a water bath kept at 100 °C. The time count was started immediately, while the binder was mixed continuously with a thin glass rod. The time was measured in seconds until the resin could not be further stirred with the glass rod. Four replicate measurements for each variable were taken.
2.4 Plywood preparation
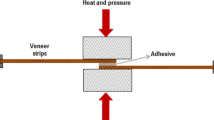
The plywood panels were made from five rotary-peeled poplar veneer sheets under laboratory conditions. The binder was spread manually on ply faces using a brush. After glue application, five veneer sheets with a nominal size of 300 × 300 mm2 were perpendicularly oriented, layer by layer, forming the plywood panels. The ply stacks were then pressed in a laboratory single opening hot press (Ranjbar Press Ltd., Isfahan, Iran). For all plywood panels, the same hot pressing schedule was applied. The applied pressure, temperature and time of the press were 1.5 MPa, 140 °C, and 600 s, respectively. The panel thickness was also kept constant at 6 mm for all plywood panels made with geopolymer and UF binders.
The spread amount of the geopolymer binder was equal to 420 g/m2 on each glue line (300 × 300 m2). Accordingly, the amount of UF binder, as reference, used on each glue line was set to 210 g/m2. The density of the geopolymer binder was nearly 1850 kg/m3 that needed a higher amount of binder to cover the veneer faces. This resulted in an alteration of the density of the panels produced with geopolymer and UF binders to about 820 kg/m3 and 640 kg/m3, respectively. Three plywood panels were manufactured for each of the variables, resulting in a total of 27 panels. Prior to any process step, both veneer sheet and produced plywood panels were conditioned at 65 ± 3% relative humidity and 20 ± 2 °C temperature for 2 weeks.
2.5 Fourier transform-infrared spectroscopy (FTIR) characterization
The FTIR analysis is considered as an appropriate method to study the structural evolution of amorphous aluminosilicate that enables identification of specific molecular components and structures. To this end, the oven-dried geopolymer binder (according to Table 2) was powdered. Then, it was mixed with the powder of potassium bromide to make a tablet for FTIR analysis. Furthermore, the interface material between wood and geopolymer binder in the plywood samples was powdered and mixed with potassium bromide, prior to tablet preparation. The spectrogram of those dried samples was obtained by using a FTIR spectrometer of 400 (Perkin Elmer, USA). Scans were obtained at a resolution of 4 cm−1 in the range of 4000–500 cm−1.
2.6 X-ray diffraction (XRD) characterization
The performance of the geopolymer binder is influenced by its substantial amorphous nature. Hence, the structure of the cured geopolymer binder was characterized by XRD diffractometer using X’pert MPD (Philips, Netherlands, at 40 kV, 30 mA, CuKα). To this end, the oven-dried geopolymer binders (according to Table 2) were powdered prior to XRD analysis. The XRD was done at ambient temperature using a Cu radiation (λ = 1.78897 Å) with a nickel filter. The incidence angle was varied from 5° to 50° at a scanning rate of 1°/min with intervals of 0.02°/s each.
2.7 Physicomechanical properties of plywood
Mechanical and physical properties of plywood panels containing the various binder compositions were investigated. The shear strength of the plywood sample (120 × 25 mm2) was measured by a single lap-shear test according to EN 314-1 (2005) and EN 314-2 (1993) standards for the plywood bonding class 1 (interior conditions) and class 2 (humid conditions). For interior conditions, the samples underwent distilled water pretreatment, where the samples were immersed in water at 20 ± 2 °C for 24 h. For humid conditions, the samples underwent boiling in water for 6 h, removal from the water and then cooling in water at a temperature of 20 ± 2 °C for at least 1 h prior to the shear strength measurement. In addition, the samples with no pre-treatment (dry samples) were also tested for comparison. Shear tests were conducted using Zwick universal testing machine (Zwick Roell Group, Ulm, Germany) with a constant cross-head displacement rate of 0.25 mm/min. The reported mean of shear strength represents the average of 15 samples for each plywood structure.
Bending strength (MOR) and modulus of elasticity (MOE) were measured according to EN 310 (1993) on samples with parallel direction to the grain of surface layers. Bending tests were performed using a Zwick universal testing machine (Zwick Roell Group, Ulm, Germany) with a constant cross-head displacement rate of 5.5 mm/min. The dimensions of the bending samples were 170 × 50 × 6 mm3 (length × width × thickness). Nine samples were prepared for each of the plywood structures.
Thickness swelling and water absorption were also determined after 2, 24, 48, 96, 192, 386, and 672 h water soaking according to EN 317 (1993) (sample size of 50 × 50 mm2). Thickness swelling and water absorption of the samples were expressed as a percentage of the initial thickness and weight of the sample before soaking, respectively.
One-way analysis of variance (ANOVA) of the plywood properties was performed with the SPSS software (IBM, USA). Statistical differences between variations were evaluated by multiple comparisons based on a Duncan test. The statistical significance was set at P < 0.05. Different small letters denote significant differences among test codes for each silica fume content.
2.8 Digital microscope characterisation
The superficial interface between wood and geopolymer binder was evaluated using a digital-optical microscope VHS-5000 System (Keyence Corporation, Osaka, Japan). To this end, small samples were firstly cut from the plywood panels with a circular saw. The clean cross-sectional surfaces of the mini test blocks were prepared by a Reichert-Jung microtome. The unstained cross sections were then examined using the digital optical microscope. It should be noticed that the interface character is broad, and the test by digital-optical microscope is limited to a small sample. Hence, at least two pictures from each variable were taken to get a more reliable overview of the superficial interface between wood and geopolymer binder.
3 Results and discussion
3.1 Physical properties of binders
The viscosity and curing time of the binders are shown in Table 3. Referring to Table 3, the addition of silica fume significantly reduced the viscosity of both geopolymer binders based on kaolin and metakaolin. The decrease in the geopolymer binder viscosity by addition of silica fume is probably related to the smaller particle size of silica fume that substituted the kaolin and metakaolin as the main aluminosilicate. Notably, the viscosity of kaolin-based binders was higher compared to those of the metakaolin-based binder. This can be attributed to the higher specific surface area of the metakaolin (17 m2/g compared to 9.2 m2/g for kaolin) that can ensure better solubility in the alkali activator (Xu and Van Deventer 2000). This is an important result for industrial production, where the best compromise between low viscosity, high strength and low cost should be selected. It should also be mentioned that the viscosity of the geopolymer binder having silica fume has not increased immediately after synthesis, which helped its easy application for plywood.
The effect of silica fume addition on the curing time of geopolymer binders are presented in Table 3. Addition of silica fume significantly accelerated the solidification of geopolymer-based binders. In other words, the increase in silica fume content leads to the fast formation of three-dimensional networks in the geopolymer binder that reduced its curing time. Silica fume is used in the geopolymer formulation because of its acceptable early-age strength development (Khater 2013). Notably, the curing time of metakaolin-based binder was considerably shorter in comparison to those of metakaolin-based binders. The reactivity of geopolymer binders is highly dependent on the impurities of aluminosilicate powder used in the binder formulation (Shalbafan et al. 2017). Furthermore, the calcination process of kaolin influences the formation speed of the geopolymer network (Autef et al. 2013).
Viscosity and curing time of the UF binder were also recorded at 468 cps and 63 s, respectively. In comparison, the metakaolin-based binder with various contents of silica fume had nearly the same viscosity and curing time as the UF binder. The curing time significantly influences the productivity and the cost of the manufacture of WBPs.
3.2 FTIR spectroscopy
Figure 1 shows the FTIR absorption spectra of main raw aluminosilicate powder (kaolin, metakaolin), silica fume and the prepared geopolymer binder according to Table 2. The characteristic FTIR bands of kaolin are presented at 3700 cm−1 and 3620 cm−1. These characteristic bands disappeared in metakaolin due to the dehydroxylation process and reaching a more amorphous structure. In other words, metakaolin is obtained by heating kaolin (calcined process) at a temperature around 750 °C. Metakaolin is a poorly crystalline transition phase, which behaves as a highly reactive pozzolan. The formation of metakaolin was also confirmed by the absence of Al–OH bands at 915 cm−1 (Davidovits 2008). The presence of the large bands at around 1050 cm−1 in kaolin, metakaolin and silica fume is assigned to amorphous silica (symmetrical vibration of Si–O).

FTIR spectra of the individual aluminosilicate powder constituents and geopolymer binder compositions based on metakaolin and kaolin
The strong characteristic peaks at approximately 3430 cm−1 and 1645 cm−1 in the geopolymer binder based on kaolin were attributed to stretching and bending vibrations of hydroxyl groups, respectively, due to the presence of water in kaolin and the geopolymer. Notably, these peaks were also observed in metakaolin-based binders with a wider domain, especially in the peak at around 3500 cm−1. The chain structures of the Si–O bond in aluminosilicate powder varied after geopolymerisation, along with the creation of Al–O–Si bonds as the main characteristic peak of geopolymer formation. To this end, the strong symmetrical vibration peak of the Si–O bond in aluminosilicate powder (1050 cm−1) all shifted to a lower wavenumber (asymmetrical vibration around 900–1000 cm−1) for all binder formulations according to Table 2 (Davidovits 2008). It was found that the Al–O–Si bond in metakaolin-based binders shifted more to the lower wavenumber compared to those in kaolin-based binders. Lower wavenumber of the Al–O–Si bonds in the range of 900–1000 cm−1, also in agreement with the literature data, presents evidence for more dissolution of the metakaolin constituents in the alkaline solution (better geopolymerisation process), which signifies stronger cohesion bonds between geopolymer molecules (Chen et al. 2016a). On the other hand, the peak intensity of the Al–O–Si bond increased with substitution of silica fume, especially in the metakaolin-based binder composition, representing a faster curing speed, as is also presented in Table 3 (Prud’homme et al. 2010a).
The FTIR bonds of the geopolymer binder at about 650 cm−1 belong to Si–O symmetrical stretching vibrations. Furthermore, the peak at approximately 800 cm−1, which belongs to the stretching vibration of hexa-coordinate Al–OH, almost disappeared after geopolymerisation. A new peak emerged on FTIR spectra of the geopolymer binders based on kaolin and metakaolin at around 690 cm−1 from the bending vibration of tetra-coordinated Al–O–Si in a cyclic structure. This is related to the formation of aluminosilicate networks trough transition from hexa-(VI) to tetra-(IV) coordinated Al during the geopolymerisation process (Sitarz et al. 2000; Chen et al. 2016a).
Figure 2 shows the FTIR absorption spectra of the interface between wood-ply and geopolymer binder based on kaolin and metakaolin in the 4000–400 cm−1 range. In the fingerprint region of the wood-ply spectra between 1600 and 400 cm−1, many sharp and discrete absorption bands are detected due to various functional groups of the wood constituents. The medium intensity bands around 1377 cm−1, 1427 cm−1, and 1459 cm−1 are associated with methyl symmetric and asymmetrical vibrations and methylene deformation, respectively (Faix and Böttcher 1992; Kazayawoko et al. 1997). The broad and strong bands appearing at 1240 cm−1 are due to either a carbon single bonded oxygen stretching vibration or an interaction vibration between carbon single bonded oxygen stretching and in-plane carbon single bonded hydroxyl bend in carboxylic acids (Bouafif et al. 2008).

FTIR spectra from the interface between wood-ply and geopolymer binder compositions based on metakaolin and kaolin with various amounts of silica fume
The wide vibration bands around 3411 cm−1 and 1640 cm−1 present in all spectra are attributed to the O–H stretching and bending, respectively (Bouafif et al. 2008). Distinguished bands appearing at around 2900 cm−1 and 1470 cm−1 are attributed to the alkane CH stretching vibrations of the methylene groups as well as the CH3 asymmetric deformation vibrations or CH2 scissor vibrations, respectively (Ye et al. 2018). The peak around 1470 cm−1 disappeared in the kaolin-based binder compositions. The broad and medium intensity ester carbonyl vibration in wood-ply is shown at 1782 cm−1, which belongs to the carbonyl (C=O) stretching of acetyl groups in hemicelluloses and carbonyl aldehyde in lignin and extractives (Kazayawoko et al. 1997; Bouafif et al. 2008). Notably, this peak at 1782 cm−1 disappeared in FTIR spectra of the interface between wood-ply and geopolymer binder. This is mainly attributed to the alkaline degradation of hemicellulose. The intense band was detected at around 1000 cm−1, corresponding to the Si–O–Al and Si–O–Si vibration bonds of the geopolymer binder.
3.3 XRD analysis
Figure 3 shows the crystalline regions of geopolymer binder-based kaolin and metakaolin with various contents of silica fume. The resulting XRD pattern displayed that the kaolin was calcined by transformation into dehydrated kaolinite, but some detected crystallized peaks were due to traces of quartz, feldspar clays and calcite present as contaminants. Referring to Fig. 3, the typical amorphous structures of geopolymer binders are present with broad bands in the region of 5° to 10° 2θ and 27° to 40° 2θ, regardless of the binder composition (Zhang et al. 2014). These dispersion peaks can be attributed to the amorphous aluminosilicate gel as the primary binder phase and the glassy phase of geopolymer constituents, respectively (Prud’homme et al. 2010a; Chen et al. 2016a). These two peak regions are specified as having a fundamental role in the geopolymer characterization, where any changes in these peaks will be reflected in the performance of the geopolymer binder (Davidovits 2008).

X-ray analysis of the geopolymer binder compositions based on kaolin (a) and metakaolin (b) with various amounts of silica fume
Notably, an increase of the bands in the region of both 5° to 10° 2θ and 27° to 40° 2θ was observed by increasing the silica fume content up to 20% while there is a decrease with the addition of 30% silica fume. In this study, substituting of aluminosilicate with silica fume content beyond 20% creates a negative effect most probably by forming agglomerates, which are concentrated in a small area and so hinder the formation of geopolymer phases (Khater 2013). Smaller intensities of those peaks in the geopolymer binder based on kaolin indicate that this type of geopolymer binder has a more semi-crystalline and amorphous structure than metakaolin-based binder.
3.4 Shear strength analysis
Results of the average shear strength of plywood samples made of geopolymer binder with kaolin and metakaolin are presented in Fig. 4. The results, which were statistically significant at p ≤ 0.05, showed that, as expected, the shear strength was higher for the dry samples (without pretreatment) compared to those that underwent pre-treatment for interior use and humid conditions. Notably, the samples made of kaolin-based binder experienced a severe change in the condition after pre-treatments, which likely caused more moisture to penetrate into the plywood samples. Those areas, which were strongly exposed to moisture, varied particularly during the boiling pre-treatment (humid conditions) because the binder features influence the quality of geopolymer bonding and consequently destroyed the bonding layers. More water can be absorbed by the hydroxyl groups (OH) existing in the kaolin structure, which is also shown by FTIR spectroscopy in Fig. 1.

Shear strength of plywood made of geopolymer binder based on kaolin (a) and metakaolin (b) with various amounts of silica fume
Shear strength comparison of the plywood made by kaolin-based and metakaolin-based binder compositions in Fig. 4 shows that the shear strength in samples made with metakaolin-based binder was significantly higher than the ones made with kaolin-based binder. The type of aluminosilicate powder is an important factor influencing the geopolymerisation process and, accordingly, the shear strength of the plywood (Shalbafan et al. 2016). Notably, none of the samples bonded with metakaolin-based binder composition did delaminate, even after 6 h in boiling water. The efficiency of metakaolin in improving the bonding properties of a geopolymer binder has been proven and reported by different authors (Ambroise et al. 1994; Xu and Van Deventer 2000). Furthermore, these results are consistent with those of FTIR spectra and XRD analysis of geopolymer binders based on kaolin and metakaolin.
It is obvious that the substitution of aluminosilicate constituents with silica fume (in the range from 10% up to 30%) effectively influenced the shear strength in untreated samples. The higher the substitution with silica fume, the higher was the bonding shear strength in both geopolymer binders (kaolin-based and metakaolin-based). The pores of geopolymer binders can be refined by the addition of silica fume (Khater 2013). In the case of pre-treated samples, the positive influence of the substitution of aluminosilicate with silica fume on shear strength values was only observed up to 20% (w/w). Higher values of shear strength in panels based on metakaolin, which were statistically significant at p ≤ 0.05, were found in panels using 20% silica fume in pre-treated samples (both for 24 h immersion and 6 h in boiling water), with shear strength of 0.82 MPa and 0.68 MPa, respectively. Substitution of aluminosilicate with silica fume in the geopolymer mixture modified the chemistry of the geopolymerisation, and hence, improved the binder strength and durability (Khater 2013). Notably, further replacement by silica fume up to 30% (w/w) reduced the bonding shear strength in pre-treated samples, which can be due to the creation of a higher porosity in the binder. Gaseous production of dihydrogen in the geopolymer binder is caused by the oxidation of free silicon (available in the silica fume) by water of alkaline solution (Prud’homme et al. 2010a).
The results also show that the shear strength for reference samples (produced with UF resin) in dry condition are significantly higher than the values of samples produced with the geopolymer binder. Conversely, the shear strength values for pre-treated reference samples (24 h water immersion) were much lower than those of geopolymer-based binders (both kaolin and metakaolin-based binders). Furthermore, all of the reference samples were delaminated after 6 h in boiling water, while the metakaolin-based binder had no delaminated samples.
Shear strength values for all pre-treated samples were lower than 1 MPa, which is the limit value according to EN 314-2 (1993) standard, except the values for dry samples (no treatment). Normally, the applicability of plywood panels to different conditions is evaluated by comparison of shear strength values with the limit value according to EN 314-2 (1993). In this standard, a correlation exists between the minimum shear strength and the percentage of wood failure. The higher the wood failure percentage, the lower is the required shear strength. During shear testing, the failure in wood may occur, if sufficient chemical or physical bonding between the wood and the binder is created. The formation of chemical bonding between the wood and any mineral material, especially in geopolymer binder, has not yet been proven. Therefore, the integration of shear strength values in combination with wood failure percentage should be more discussed in the case of mineral binder. A maximum of approximately 15% wood failure, especially in the case of silica fume substitution, was observed in plywood samples produced with geopolymer binder, which can be attributed to the mechanical interlocking of the geopolymer with wood. It should be considered that the addition of some binder modifiers (e.g., polymeric-based coupling agents and isocyanate-based binders) can further improve the chemical linkage between wood and geopolymer binder mixture that needs to be tested.
Some images of the broken glue lines after shear tests are given in Fig. 5. In most of the test samples, failure occurred at the interface between the wood-ply and the geopolymer binder, which allows the conclusion that no chemical bonding between the wood-ply and the geopolymer had occurred. Importantly, the cohesion of geopolymer binder was relatively weak, as the binder was observed to stay on top of the two wood-ply surfaces after the shear test. Referring to Fig. 5, the cohesion of geopolymer binder did improve with the substitution of aluminosilicate by silica fume up to 20% (w/w), as the failure mode in samples with higher amount of silica fume was the adhesion failure. The addition of silica fume to the geopolymer composition involved the modification of geopolymer chemistry (Prud’homme et al. 2010a; Shalbafan et al. 2017).

Images of the glue lines of the shear samples after testing a kaolin-based binder, b metakaolin-based binder
3.5 Bending properties
Bending strength (MOR) and modulus of elasticity (MOE) parallel to grain of the plywood samples produced with geopolymer binder are shown in Fig. 6. It is obvious that the type of geopolymer binder affected the bending properties of the plywood panels. Plywood samples produced with metakaolin-based binder had significantly higher MOR compared to those produced with kaolin-based binder. Metakaolin has extensively been used for synthesis of geopolymer that showed better mechanical, chemical, thermal and durability properties as compared to kaolin-based binder (Ambroise et al. 1994; Xu and Van Deventer 2000). The three-dimensional amorphous aluminosilicate network is formed due to the geopolymerisation process (Davidovits 2008). Such amorphous network is more structured (referring to Fig. 3) whilst metakaolin is used, revealing better binder characteristics.

Bending properties of plywood made of geopolymer binder a bending strength, b modulus of elasticity
The replacement of aluminosilicate with silica fume had a significant influence on the MOR of plywood samples. The MOR has shown an increasing trend from 67 to 83 MPa as the silica fume content in kaolin-based binder was raised gradually from 10 to 30%, respectively. The same trend was observed in the samples made with metakaolin-based binder. In other words, the MOR increased about 15% in the samples made with metakaolin-based binder whilst the silica fume fraction was raised up to 30%. This result is consistent with the trend observed in the bonding shear strength of untreated samples.
The MOE values for samples made with metakaolin-based binder were nearly 4% higher than those made with kaolin-based binder, although these differences were not statistically significant. The MOE has shown a slightly decreasing trend by substituting higher amounts of aluminosilicate with silica fume in both, kaolin-based and metakaolin-based, binders. The MOE decreased about 13% in the samples made with kaolin-based and metakaolin-based binder whilst the silica fume fraction was raised up to 30%. Normally, geopolymer binder suffers from brittle failure due to its low tensile strength and high fracture toughness. Some studies have shown that the addition of fibers is an effective method to improve the mechanical characteristics of brittle material such as geopolymer (Singh 2018). Herein, the silica fume has shown two beneficial trends; reducing binder brittleness and improving bending strength.
Figure 6 also shows the bending properties of reference samples produced by UF adhesive. Referring to Fig. 6, the MOR and MOE of the reference samples were nearly 74 MPa and 9050 MPa, respectively. The results showed that the reference samples have lower bending properties in comparison with those samples produced with kaolin-based binder. This can be attributed to the higher panel density of the geopolymer-based binder. In summary, the produced plywood panels showed good mechanical properties and thus, can be used for load-bearing applications.
3.6 Physical properties
Figure 7 shows the thickness swelling (TS) and water absorption (WA) values of plywood samples after long-term immersion in water. Referring to Fig. 7, the TS and WA values were affected by silica fume addition. TS and WA values of the panels slightly changed when the loading level of silica fume increased up to 30%. TS and WA values of the MK-F0 group at the end of 2, 24, and 672 h were the smallest; conversely, TS and WA values of the K-F30 group at the end of 2, 24, and 672 h were the highest. The statistical analysis showed that the differences between TS values in both groups (MK-F0 and K-F30) were not statistically significant; conversely, the differences between WA values in both groups (MK-F0 and K-F30) were statistically significant. Increasing water absorption by substitution of aluminosilicate with silica fume can be due to the creation of porosity in the geopolymer binder having higher amounts of silica fume (Prud’homme et al. 2010a).

Physical properties of plywood made of geopolymer binder a thickness swelling, b water absorption
The results also indicated that metakaolin has higher impact on improving the physical properties of plywood made with geopolymer binder. Panels made with metakaolin-based binder showed lower TS and WA values as compared to those made with kaolin-based binder. The hydroxyl groups of the kaolin structure (referring to Fig. 1) are considered to be the major absorption sites for water. Although the differences of TS and WA percentages in both groups (kaolin-based and metakaolin-based binder) at the end of 2, 24, and 672 h were not statistically significant.
Figure 7 also shows that the reference samples (produced with UF adhesive) have nearly the same TS and WA values in comparison to those samples produced with geopolymer-based binder, especially for a shorter soaking time. Notably, the WA value of the reference samples was drastically increased after nearly 100 h water soaking, reaching more than 95% after 672 h water soaking. This is attributed to the hydrophilic nature of UF adhesives (Costa et al. 2013; Hassannejad et al. 2018).
The TS values of plywood panels did not show any further increase after nearly 100 h submersion, stating that the wood substance in the panels was nearly saturated. However, the WA values still tended to slightly increase up to 672 h water soaking. This is possibly due to the filling of voids in the wood cells and additional micro-cracks in the hardened geopolymer when immersed in water (Berzins et al. 2017a). Notably, none of the plywood samples did delaminate even after 672 h water immersion, stating that the geopolymer binder-based products have a better stability in water compared to some organic binders (e.g., adhesives based on tannin, soya and starch), which suffer from hydrolysis after immersion in water.
3.7 Digital microscopy characterisation
Figure 8 shows the microstructure of the interface between wood and geopolymer binders based on kaolin and metakaolin. The binder penetration into the wood cells increased by substitution of aluminosilicate with silica fume up to 30% in both, kaolin and metakaolin-based, binders. In other words, more cells close to the wood-binder interface are filled whilst the fraction of silica fume was increased in the binder formulation. Addition of silica fume to the geopolymer composition involved the modification of the chemistry and the viscosity of the binders as discussed in Table 3 (Prud’homme et al. 2010a; Khater 2013). The more the substituted silica fume, the lower the binder viscosity (data in Table 3) and, most probably, more binder penetration into the wood cells. Furthermore, silica fume has much lower particle sizes (larger specific surface area according to Table 1) compared to aluminosilicate powder (kaolin and metakaolin) that refine the pores of the geopolymer binder in contact with the wood cells (Khater 2013; Shalbafan et al. 2017). A strong interface between wood and silica fume-based geopolymers due to the diffusion of binder molecules into the wood cells was also observed by other researchers (Prud’homme et al. 2010b). It should be noted that the surfaces of plywood panels had no problems with respect to further processing of the panels like coating.

Pictures obtained by digital microscope from edge side of the plywood produced with geopolymer binder
4 Conclusion
Geopolymer binders are materials with interesting chemical, mechanical and physical properties. The applicability of various geopolymer compositions as binder for plywood was investigated in this study. To this end, the geopolymer binders based on various aluminosilicate powder (kaolin, metakaolin and silica fume) were prepared and characterized by FTIR spectroscopy and XRD analysis. The shifting of characteristic peaks of geopolymer (the Al–O–Si bond) towards lower wavenumber in the FTIR results showed that a better geopolymerisation process happened in metakaolin-based binders. Furthermore, the metakaolin-based binders showed a more amorphous structure than the kaolin-based binders. Shear bonding tests also presented that the metakaolin-based binders had a stronger cohesion bond as well as improved adhesion bond with wood-ply. Substitution of aluminosilicate (kaolin and metakaolin) with silica fume in the geopolymer composition up to 20% (w/w) modified the geopolymer binder resulting in positive effects, whilst further replacement negatively influenced the bonding shear strength due to the creation of porosity in the binder. Higher values of shear strength were achieved in pre-treated samples (both in 24 h water immersion and 6 h in boiling water) based on metakaolin binder using 20% (w/w) silica fume with shear strength of 0.82 MPa and 0.68 MPa, respectively. Notably, none of the plywood samples did delaminate even after 672 h water immersion, stating that the geopolymer binder-based products have good stability in water.
It should be noted that cutting tool wear is an important factor for machining of WBPs, especially those produced by mineral binders. Therefore, investigating the machining characteristics of the plywood panels produced by geopolymer binders will lead to making better choices of cutting tool materials used to process them, which is under investigation by the authors in another project.
References
Ambroise J, Maximilien S, Pera J (1994) Properties of metakaolin blended cements. Adv Cem Based Mater 1:161–168
Autef A, Joussein E, Gasgnier G et al (2013) Role of metakaolin dehydroxylation in geopolymer synthesis. Powder Technol 250:33–39
Berzins A, Morozovs A, Van Den Bulcke J, Van Acker J (2017a) Softwood surface compatibility with inorganic geopolymer. Adv Mater Proc 2:793–798
Berzins A, Morozovs A, Gross U, Iejavs J (2017b) Mechanical properties of wood–geopolymer composite. Eng Rural Dev 16:1167–1173
Bouafif H, Koubaa A, Perré P et al (2008) Analysis of among-species variability in wood fiber surface using DRIFTS and XPS: effects on esterification efficiency. J Wood Chem Technol 28:296–315
Chen T, Niu M, Xie Y et al (2015) Modification of ultra-low density fiberboards by an inorganic film formed by Si–Al deposition and their mechanical properties. BioResources 10:538–547
Chen L, Wang Z, Wang Y, Feng J (2016a) Preparation and properties of alkali activated metakaolin-based geopolymer. Materials 9:1–12
Chen T, Wu Z, Niu M et al (2016b) Effect of Si–Al molar ratio on microstructure and mechanical properties of ultra-low density fiberboard. Eur J Wood Prod 74:151–160
Costa NA, Pereira J, Ferra J et al (2013) Scavengers for achieving zero formaldehyde emission of wood-based panels. Wood Sci Technol 47:1261–1272
Davidovits J (2008) Geopolymer Chemistry and Applications, 2nd edn. Institute Geopolymere, Saint-Quentin
EN 310 (1993) Wood-based panels—determination of modulus of elasticity in bending and of bending strength. European Committee for Standardization, Brussels
EN 314-1 (2005) Plywood. Bonding quality. Part 1: test methods. European Committee for standardization, Brussels
EN 314-2 (1993) Plywood. Bonding quality. Part 2: requirements. European Committee for standardization, Brussels
EN 317 (1993) Particleboards and fibreboards—determination of swelling in thickness after immersion in water. European Committee for Standardization, Brussels
Faix O, Böttcher JH (1992) The influence of particle size and concentration in transmission and diffuse reflectance spectroscopy of wood. Holz Roh-Werkst 50:221–226
FAO (2017) Global forest products: facts and figures. Food and Agriculture Organization of the United Nations
Ghafari R, DoostHosseini K, Abdulkhani A, Mirshokraie SA (2016) Replacing formaldehyde by furfural in urea formaldehyde resin: effect on formaldehyde emission and physical–mechanical properties of particleboards. Eur J Wood Prod 74:609–616
Gouny F, Fouchal F, Maillard P, Rossignol S (2014) Study of the effect of siliceous species in the formation of a geopolymer binder: understanding the reaction mechanisms among the binder, wood, and earth brick. Ind Eng Chem Res 53:3559–3569
Hassannejad H, Shalbafan A, Rahmaninia M (2018) Reduction of formaldehyde emission from medium density fiberboard by chitosan as scavenger. J Adhes 8464:1–17
Hemmilä V, Adamopoulos S, Karlsson O, Kumar A (2017) Development of sustainable bio-adhesives for engineered wood panels—a review. RSC Adv 7:38604–38630
Kazayawoko M, Balatinecz JJ, Woodhams RT (1997) Diffuse reflectance Fourier transform infrared spectra of wood fibers treated with maleated polypropylenes. J Appl Polym Sci 66:1163–1173
Khater HM (2013) Effect of silica fume on the characterization of the geopolymer materials. Int J Adv Struct Eng 5:1–10
Kim S (2009) The reduction of indoor air pollutant from wood-based composite by adding pozzolan for building materials. Constr Build Mater 23:2319–2323
Park B-D, Lee S-M, Roh J-K (2009) Effects of formaldehyde/urea mole ratio and melamine content on the hydrolytic stability of cured urea-melamine-formaldehyde resin. Eur J Wood Prod 67:121–123
Prud’homme E, Michaud P, Joussein E et al (2010a) Silica fume as porogent agent in geo-materials at low temperature. J Eur Ceram Soc 30:1641–1648. https://doi.org/10.1016/j.jeurceramsoc.2010.01.014
Prud’homme E, Michaud P, Peyratout C et al (2010b) Geomaterial foam to reinforce wood. Strateg Mater Comput Des Ceram Eng Sci Proc 31:3–10
Roffael E (2006) Volatile organic compounds and formaldehyde in nature, wood and wood based panels. Holz Roh-Werkst 64:144–149
Sarmin SN, Welling J, Krause A, Shalbafan A (2014) Investigating the possibility of geopolymer to produce inorganic-bonded wood composites for multifunctional construction material—a review. BioResources 9:7941–7950
Shalbafan A, Welling J, Hasch J (2016) Geopolymers as potential new binder class for the wood based composite industry. Holzforschung 70:755–761
Shalbafan A, Welling J, Hasch J (2017) Effect of aluminosilicate powders on the applicability of innovative geopolymer binders for wood-based composites. Eur J Wood Prod 75:893–902
Singh N (2018) Fly ash-based geopolymer binder: a future construction material. Minerals 8:299
Sitarz M, Handke M, Mozgawa W et al (2000) The non-ring cations influence on silicooxygen ring vibrations. J Mol Struct 555:357–362
Xu H, Van Deventer JSJ (2000) The geopolymerisation of alumino-silicate minerals. Int J Miner Process 59:247–266
Ye H, Zhang Y, Yu Z, Mu J (2018) Effects of cellulose, hemicellulose, and lignin on the morphology and mechanical properties of metakaolin-based geopolymer. Constr Build Mater 173:10–16
Yu Y, Xu P, Chen C et al (2018) Formaldehyde emission behavior of plywood with phenol-formaldehyde resin modified by bio-oil under radiant floor heating condition. Build Environ 144:565–572
Zhang Z, Provis JL, Reid A, Wang H (2014) Geopolymer foam concrete: an emerging material for sustainable construction. Constr Build Mater 56:113–127. https://doi.org/10.1016/j.conbuildmat.2014.01.081
Acknowledgements
Ali Shalbafan acknowledges the German Academic Exchange Service (DAAD) (Grant no. 95848907) for awarding him a short-term scientific mission on 2017 at Thuenen Institute of Wood Research (Hamburg, Germany). The authors would also gratefully acknowledge the Wöllner GmbH, Ferropem and Elkam AS companies for kindly supplying the materials.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Bahrami, M., Shalbafan, A. & Welling, J. Development of plywood using geopolymer as binder: effect of silica fume on the plywood and binder characteristics. Eur. J. Wood Prod. 77, 981–994 (2019). https://doi.org/10.1007/s00107-019-01462-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-019-01462-3