
Abstract
In this study, the effects of the wood quality used for thermal modification on the physical and mechanical properties obtained at two treatment temperatures commonly used at the industrial level were evaluated in order to validate experimentally the pilot scale process for its future industrial scaling. The quality of the input radiata pine refers to the presence of natural defects of wood, as well as the amount of juvenile wood. Selected thermally modified samples were used to measure some quality markers (physical, mechanical, optical) and to find their correlations due to quality or treatment, so as to obtain the best characteristics of the heat-treated products. The results indicated that the quality of the input wood was only relevant to the mild treatment (190 °C), finding an acceptable correlation between the weight loss and the quality used (first quality). After both treatments, the order of anisotropy was kept and the dimensional changes were significantly reduced; thus, the weight loss during treatment did not dramatically affect its anatomical structure. Clustering the data by statistical procedures was possible to observe that samples of lower quality were ordered according to the treatment temperature, indicating a strong influence of the treatment on the properties obtained. The mechanical properties revealed that up to 190 °C the chemical changes that occur on wood affected positively the values (MOE increased by about 15–32% and MOR slightly decreased < 5%). The thermal profile of the treated samples was comparable, suggesting that the dehydration reactions were more significant for the obtained properties than the chemical changes. Moreover, the browning effect was more stable in the samples treated at 210 °C after artificial weathering cycles, being a positive outcome that could extend the service life of the thermally modified products.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Thermal modification is a successful physical process that chemically modifies the structure of wood cell wall polymers through different chemical reactions, conferring to the material new properties such as hygroscopicity, dimensional stability, decay resistance, and permeability (Niemz and Hofmann 2010; Metsä-Kortelainen and Viitanen 2012; Candelier et al. 2016). In addition, heat treatments are considered as a nonbiocidal alternative to wood preservatives against wood rotting fungi for applications in hazard classes 2 and 3 (Chittenden and Singh 2011). However, a disadvantage of the heat treatments is the decrease in mechanical strength with increasing treatment temperature (Yildiz and Gümüşkaya 2007). The industrial processes are carried out at temperatures between 180 and 240 °C under different conditions, either steam, vacuum, nitrogen or oil to create an oxygen-low atmosphere, in order to prevent the material from burning during the treatment (Boonstra 2016). The thermal modification methods are also separated by process stages, cooling-down velocity, heating medium, wet or dry processes and type of chamber used for the treatment (Militz 2008; Militz and Altgen 2014; Rautkari et al. 2014). Thermally modified wood may be suitable for applications under weathering conditions and humidity variations above ground, and its tones darker than the original wood could also be particularly appreciated (Prins et al. 2006). These products are readily available in the international market and relatively new to the design, architecture and engineering community, including the building industry (flooring, cladding, bevel siding, salvages and sheds, doors, window frames and windows exterior), civil engineering (decking, sound barriers) and garden wood (garden furniture, terrace and garden planking) (Esteves et al. 2014; Ormondroyd et al. 2015; Sandberg and Kutnar 2016). In contrast, the mechanical properties of thermally modified wood are not suitable for structural applications or where high mechanical solicitations are required (Kamdem et al. 2002).
In general, the properties obtained after thermal modification are used as quality markers for monitoring the variability of the products. In spite of having similar quality markers, this does not imply that the materials are identical. Therefore, a more detailed study is necessary to certify the quality of such modified products (Willems et al. 2015). One way to support the traditional quality markers of the heat treatments is through computational methods. These prediction models could reduce time and cost of the experimental procedure, allowing theoretical changes of initial conditions, heating periods and many other variables. Thus, they could provide alternatives to the experimental data (Kocaefe et al. 2007; Younsi et al. 2010; Salinas et al. 2015). Another way to check the wood quality is to study the correlations between wood intrinsic factors and physical–mechanical properties. For instance, the moisture content in modified samples is associated with the degradation of hygroscopic cell wall polymers, and the bending properties are probably related to the increase in the crystalline cellulose (Arnold 2010). Moreover, the natural quality of wood seems to have an influence on the mechanical strength after thermal modification, showing higher values in defect free samples than in samples with natural defects (Boonstra et al. 2007b).
Thereby, from the industrial point of view, ideal treatment conditions are desired without strength loss; however, a large number of samples, as well as several temperature and time values are necessary to achieve this goal, being a process of high energy consumption and time (Tiryaki and Hamzaçebi 2014; Candelier et al. 2015). Alternatively, the severity of the thermal modification and its effects on the chemical composition and weight loss can be determined by thermo-gravimetric analysis (TGA). The pyrolysis of wood running in nitrogen atmosphere shows the critical points where the wood components are decomposed. Based on the thermogravimetric curves, it is possible to observe the initial dehydration zone, followed by the extract volatilization, the carbohydrates and lignin decomposition, and finally to appreciate the cellulose degradation (Xing and Li 2014; Belgacem and Pizzi 2016).
The goal of this study was to examine the effects of the wood quality used for the heat treatments on the physical properties obtained at two different treatment temperatures, which are commonly used at the industrial level. The quality of the input wood principally refers to the presence or absence of juvenile wood as well as the natural defects of wood, and with these results, the experimental validation of the pilot scale process for its future industrial scaling is intended. Selected samples were used to measure some quality markers and to observe the differences after treatment and its correlations with the obtained physical–mechanical properties, in order to improve the quality of the heat-treated products.
2 Materials and methods
For this study, sawn wood of radiata pine (Pinus radiata D. Don) was used, which was harvested in the Chilean forests and supplied by Arauco Company. Two different qualities were tested: high-quality lateral or semi-lateral wood (quality 1) with less than 5% of juvenile wood and maximum 10% of dead knots. Medium quality wood (quality 2), with up to 15% of juvenile wood, 20% of dead knots, and resin bags and color stains allowed.
2.1 Thermal modification process
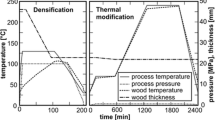
The dimensions of each sample were 25 × 100 × 3200 mm3 (radial × tangential × longitudinal). Each load was composed of 140 samples uniformly piled and placed in layers of equal distance, which were separated using sticks of 20 mm thickness to let the air move through the stack and distribute the weight vertically from top to bottom. Then, the lumber load was prepared for the thermal modification in a flexible prototype kiln chamber with a capacity of 3.5 m3 designed for temperatures up to 250 °C (Neumann, Model Lab3.5e, Concepcion, Chile), with an air flow speed of 6 m/s. The prototype chamber works during the modification steps under a water vapor atmosphere, with a continuous stream flow without pressure. The dry and wet bulb temperatures were monitored as well as the temperature and moisture content of wood according to the setup and kiln schedule (Fig. 1). Specifically, the modification process began with a temperature increase rate of 1 °C/min up to 100 °C. Then, the temperature was maintained during 15–22 h, allowing the wood drying from 10–14% to 3–4% of moisture content. Subsequently a temperature increase rate of 0.7 °C/min up to 190 or 210 °C was applied. In this step, a steam atmosphere was used to avoid damage. The treatment temperature (190–210 dry bulb/100 °C wet bulb) was maintained for approximately 3 h. The last stage was the cooling down and stabilization of the samples during about 5–7 h (Fig. 1). The gradient of temperature between surface and inner site of the samples did not exceed 15–20 °C, with the purpose of retaining the wood quality. The treatment time was about 32 h and the final wood moisture content was 9–11%.

Heat treatment schedule (dry-bulb (Td), wet-bulb (Th) and wood (Tm) temperatures) at 190 (right) and 210 °C (left)
Finally, four thermally modified loads (two wood qualities and two programed temperatures) were obtained, and 20 samples were randomly taken of each load to characterize and compare with the untreated wood material.
2.2 Physical characterization
The boards of 25 × 100 × 3200 mm3 were used for the physical characterizations. The properties measured were the moisture content (MC %), weight loss (WL %), reference density and dimensional stability. The MC % was measured before and after the thermal modification by using a wood moisture meter (Delmhorst, model RDM-3, USA), which operates on the principle of electrical resistance, according to UNE-EN 14298:2006 (AENOR 2006). First, the temperature and the species were set for the instrument and then, three different points were located at the end and in the center of each sample to have an average MC value (20 samples per treatment and from different boards). The WL % was calculated by measuring the difference between the initial weight and the weight after each treatment. The reference density was calculated by measuring the mass (M) and the volume (V) of each sample at a specific moisture content (before modification and after each thermal modification), Eq. (1) (INN 1988). The dimensional stability was expressed as an anisotropy coefficient (Ψ), Eq. (2), as follows:
where R is the value at the specific MC, T and R are the tangential and radial planes, before (b) and after (a) the heat treatments.
2.3 Mechanical characterization
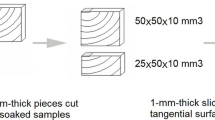
The mechanical properties measured were the modulus of elasticity (MOE) and the modulus of rupture (MOR), using a universal test system (MTS Insight 10) prepared for the three-point bending method with a load cell of 10 kN and keeping the samples previously conditioned at 25 °C and 65% RH. In order to facilitate the measurements at laboratory conditions, small length samples with the dimensions of 9 × 9 × 160 mm3 were used (20 samples per treatment and controls). The crosshead speed was determined for each sample according to its specific dimensions (length, width and height), obtaining values from 2.6 to 2.8 mm/min. The MOE was calculated according to UNE-EN408:2011 + A1 (AENOR 2012), presenting the values of the three-point bending method at tangential and radial direction, with the following Eq. (3):
where Plim is the load at the limit of rupture, L is the free span distance between the centers of the two supports (standardized free span equal to 18 ± 2 thickness), w is the width and h is the height of the sample. In addition, the values of MOEb were included, in which the shear effect, local deformations due to the supporting pins and the effect of the loading head were considered. Each sample was disposed over a solid flat bar (which was more rigid than the system) supported by the pins at minimum span. Subsequently, the system stiffness (ksys) with the load at 25% of slope was calculated for each set of samples, placing a steel plate between the sample and the loading head (to avoid indentation effects). Finally, a mathematical adjustment developed in a previous study was used to correct the values of the three-point bending test (Herrera et al. 2018).
The MOR at three points was tested at the standardized span (AENOR 2012) and then calculated using the following Eq. (4):
where Pmax is the maximum load (N) applied, L is the span, w is the sample width and h is sample thickness. The load was fixed in the tangential and radial direction of the replicates.
2.4 Thermogravimetric analysis
To investigate the decomposition performance of the thermally modified samples, dynamic thermogravimetric measurements were taken in a nitrogen atmosphere (with a flow rate of 40 mL/min) using a Mettler Toledo TGA/SDTA RSI analyzer. The samples (approx. 10 mg) were placed in a crucible and equilibrated at 105 °C for 1 h. (to remove the humidity), and then the temperature was increased at 10 °C/min up to 600 °C, ending the test at this point. In addition, the weight loss rate of each sample was dynamically recorded, and for the quantitative calculations, the response factors between the weight gain (TG) and the weight loss rate (DTG) were determined.
2.5 Accelerated artificial weathering
Thermally modified and unmodified samples (five samples per set) were exposed to an accelerated weathering test, in order to simulate a combined effect of temperature, solar radiation and precipitation on the surfaces. The test was performed in a QUV accelerated weathering tester (Q-Lab, Model QUV/SPRAY/RP, Ohio, USA), according to ASTM G154-12 (ASTM 2012). Sample surfaces (75 × 150 mm2) were cyclically exposed to 8 h of ultraviolet radiation (UVA-340 lamps, irradiation of 1.55 W/m2) at 60 °C (temperature on black panel), after which the samples were wetted to simulate precipitation by soaking in water for 15 min and finally a condensation phase of 3.45 h. Seven cycles were applied and each cycle lasted 8 h. The total duration of the weathering test was 200 h.
2.6 Color changes
The color changes due to the heat treatments were monitored by the CIE-Lab color space coordinate system. Firstly, the samples were conditioned prior to the color measurements at 25 °C and 65% RH. Then, the measurements for each sample (five samples per treatment) were taken in different points of the surface (ten measurements on each sample) according to ASTM D2244–09b (ASTM 2009), using a spectrophotometer device (Datacolor check 3, model lav/usav, USA) and expressing the results according to Eq. (5–7):
where ΔE* is the total color difference between lightness (ΔL*), red–green axis (Δa*), and yellow–blue axis (Δb*) before and after modification. The evaluation criteria of overall color changes were as follows (Barcík et al. 2015): 0.2 < ΔE* (invisible difference); 0.2 < ΔE* < 2 (small difference); 2 < ΔE* < 3 (color change visible with high-quality filter); 3 < ΔE* < 6 (color change visible with medium-quality filter); 6 < ΔE* < 12 (high color changes); ΔE* > 12 (different color).
In addition, the hue angle (h*), Eq. (6), and chroma (C*), Eq. (7), were computed on the basis of CIE Lab parameters:
2.7 Data analysis
The results of the measured properties were analyzed according to the characteristic values of normality and homogeneity of variances UNE-EN 14358-2007 (AENOR 2007). In addition, a multiple comparison procedure analysis of variance (ANOVA) was used to determine which means were significantly different from others, and the confidence levels were examined. In the case of the physical properties, Bonferroni Significant Difference (BSD) was applied after rejecting the null hypothesis. The software used for this statistical and graphing analysis was Origin 9.1. For the correlation analysis, the principal components analysis (PCA) and the ASCA analysis (ASCA ANOVA) were applied using the Solo MIA software (Eigenvector Research, Inc.).
3 Results and discussion
The measurement of the physical properties is a fast and economic method to confirm the modification degree and to execute a correct calibration of the process. The moisture content of wood usually decreases with the treatment intensity due to several transformations that take place in the wood cell wall and structure during modification. Thus, this parameter is used in industry as a quality marker of the process (Brischke et al. 2007; Willems 2009). At laboratory conditions, the moisture content refers to the equilibrium moisture at standard conditions (20 °C, 65% RH). On the other hand, the moisture content of wood at industrial scale is commonly measured using devices that show the MC in situ, obtaining MC values in most cases lower than before treatment (ratio from 1 to ≈ 1.6 initial/final), but not as low as those that are referenced in standardized conditions (MC % from 5 to 8%)(Hermoso et al. 2015; Herrera-Díaz et al. 2017). After the treatment, it was observed that the MC of the modified wood was affected by the treatment temperature (190 or 210 °C) without a clear influence of the initial quality (Table 1). However, the initial MC was higher in the wood with lower quality (2), and during the modification process, these samples lost between 3 and 6% MC until its stabilization. The wood density ratio (ρI/ρf) increased slightly in all samples, although more markedly in samples treated at higher temperature. A correlation between the initial quality and the density obtained was not observed. Besides, the densities did not vary directly with the increase in the treatment temperature.
The progress of the treatment intensity was observed with the WL value, showing the effect of temperatures on the degradation of some structural components of wood (Hakkou et al. 2005; Rautkari et al. 2014). From this value, it was observed that the initial quality has an effect on the treatment, obtaining lower WL in the samples with better quality (1), especially in the mild treatment at 190 °C. In addition, the WL was correlated with the treatment temperature, showing higher values in the treatment at 210 °C (from 2 to 10 times higher). These results show that the WL becomes important at temperatures above 190 °C, mainly due to the high hemicellulose degradation that takes place at 200–220 °C and a smooth lignin degradation (Xing and Li 2014; Laurichesse and Avérous 2014; Willems et al. 2015). The transversal and radial axes suffer pronounced dimensional changes due to the drying process (Pang 2002). These changes are considerably reduced with thermal treatment, showing values below 4% in the transverse or radial plane (Fig. 2), which are within the same range found by other authors (Korkut and Guller 2008; González-Peña et al. 2009). In addition, correlating wood quality–WL-shrinkage it was observed that in the mild treatment, the WL clearly differs depending on the wood quality, but the shrinkage values were not different (Fig. 2-left). In the strong treatment, no clear difference was found in the WL nor in the percentage of shrinkage (Fig. 2-right).

Shrinkage and weight loss in transversal and radial direction. Treatments with wood of quality 1 (left), treatments with wood of quality 2 (right)
The ratio between tangential and radial shrinkage (Ψ) indicates the order of anisotropy after thermal modification. The results showed a ratio above one in all the treatments, evidencing that the order of anisotropy did not present a different trend due to the treatment (Rezayati Charani et al. 2007). Thus, the WL during treatment did not dramatically affect the anatomical structure (tracheid structures, cell wall thickness, ray tissues, microfibril angles), and its effects are more evident at the chemical level (Pang 2002; Brito et al. 2008).
The statistical analysis of the physical properties was initially performed using one-way ANOVA, in which the treatment quality was used as the independent variable and the properties were used as data (Table 2). The alternative hypothesis was assumed at the 0.001 level, but then samples were compared by the Tukey’s honestly significant difference and Bonferroni tests. The results show that the treatment at 210 °C did not present differences due to the initial quality (at the 0.01 level), while in the treatment at 190 °C, the MC and WL were significantly different in the two qualities used (at the 0.01 level). It could be concluded that the initial quality is significant only in mild treatment and in terms of moisture content and weight loss.
In order to discriminate the wood quality and the treatments as independent variables, the PCA and ASCA analysis were used to transform the values of the physical properties into a reduced space where it is easier to find combinations of the different properties corresponding to different temperatures or qualities. From these analyses, two combinations were found that cluster the data according to the quality of the wood and according to the intensity of the treatment at 95% of confidence level. For this work, the scores are shown graphically, from which it was observed that the wood quality was clearly different (Fig. 3-top), generating two groups which contain most of the samples. By examining the distribution within each group, it was possible to observe that samples with better quality (1) were randomly dispersed, whereas the samples of lower quality (2) were ordered according to the treatment temperature, indicating a greater influence of the treatment on samples with lower quality. On the other hand, when the samples were grouped according to the treatment temperature (Fig. 3-bottom), it was observed that the generated groups were not completely differentiated, finding a wider distribution in the samples from the mild treatment (190 °C) and a more homogenous distribution in the group of samples from the strong treatment (210 °C).

Distribution of samples according to their physical properties. Samples grouped by quality (top) and by treatment intensity (bottom)
The values of modulus of elasticity (MOE) were calculated using homogeneous defect free specimens according to the standard procedure. As a result, the values obtained were quite similar for both qualities, and therefore, the results presented are only based on the treatment temperatures. Moreover, the effect of the equipment used (Ksys) and the sample dimensions were corrected (Table 3). It is known that the mechanical properties after heat treatment are depending on the WL and MC (González-Peña et al. 2009; Arnold 2010; Rautkari et al. 2014); therefore, changes in the elastic properties are good markers of the treatment quality, considering that they could be comparable with other studies. After the mild treatment (190 °C), the MOE was increased by 15–32% compared to the untreated wood (in tangential and radial direction, respectively), whereas after the strong treatment (210 °C) the MOE decreased slightly (< 8%). Applying the corrections, the values of MOE were slightly higher (≈ 2 to 4%) than those obtained directly from the equipment. During the heat treatment several phenomena occur in wood that affect the strength properties (Boonstra et al. 2007a; Kocaefe et al. 2008). The thermoplastic properties affect the components in different ranges of temperature, the hemicellulose (above 127 °C) and lignin (above 167 °C) start to change into a plastic state and this effect could increase the strength properties in mild treatments (Boonstra et al. 2007a; Boonstra 2008). Up to 190 °C, the degradation of hemicelluloses and the relative increase in the crystalline cellulose affect positively the MOE values.
Above 200 °C, thermal softening occurs in all wood components, in addition to a decreased hygroscopicity and a stronger degradation phase of hemicelluloses and lignin (Hon and Shiraishi 2001). These reactions gradually increase the cross-linking in the wood matrix and in turn cause greater rigidity. On the other hand, the physical–chemical changes had a negative impact on MOR after treatments (Table 3), with a decrease of up to 5% after treatment at 190 °C, and a significant drop in samples treated at 210 °C, showing a decrease of up to 60% in the tangential direction and up to 30% in the radial direction. During the treatment stages under moist conditions and at high temperature, the crystallization and degradation of amorphous cellulose and lignin increase and as a result, the difference in MOR between untreated and treated samples increases along with the heat treatment intensity (Shi et al. 2007).
In order to verify the modification degree of the samples, thermogravimetric analysis (TGA) before and after the thermal modifications were carried out. Taking into account that during the heat treatment samples were partially decomposed (until 190 and 210 °C), the TGA describes the changes compared to the unmodified samples at different temperature ranges using an inert atmosphere (nitrogen). The decomposition curves as a function of temperature are shown in Fig. 4, representing the changes in the mass fraction and the derivative of the mass fraction as a function of temperature. The first interval of decomposition was found at 150–250 °C, which appears as a shoulder (Fig. 4-left) and corresponding to the hemicellulose decomposition region (Grønli et al. 2002; Cerc Korošec et al. 2009). In the derivative curves (Fig. 4-right), it does not appear as a well-defined peak due to the partial overlapping with the cellulose decomposition region. However, a lower content of hemicelluloses was confirmed in the heat-treated samples, since a lower weight loss was observed in their thermograms (residual mass of 0.2–2% each °C) as well as less intensity in their derivatives. Nevertheless, the reduced or null difference between thermograms of the heat-treated samples suggests that the dehydration during treatment was a key factor that affects the properties according to their initial MC, being relevant to the final properties of the modified wood (Hakkou et al. 2005; Cerc Korošec et al. 2009). The higher pyrolysis of cellulose took place from 300 to 380 °C, where the maximum peak of weight loss is observed. In this region, the residual mass and the intensity of the derivatives were higher in the heat-treated samples.

Mass fraction as a function of temperature (left) and derivative of the mass fraction with respect to temperature (right), magnifying the most characteristic degradation ranges
Besides the hemicelluloses, these differences could be attributed to the degradation of amorphous cellulose during thermal treatment, because its crystalline structure changed above the treatment temperatures (Yildiz and Gümüşkaya 2007). Moreover, it was observed that from 360 °C to 600 °C the degradation ratio was similar in all the samples. This may mean that the decomposition of the lignin fraction has not been altered by the heat treatments, maintaining a higher percentage of the solid mass (5–8%) throughout the decomposition range of the samples.
Another quality marker is the visual appearance of the thermally modified products, which usually refers to the CIE-Lab color space coordinate system (Table 4) and could be correlated with the treatment severity (Barcík et al. 2015; Willems et al. 2015). The wood surfaces show significant changes in color parameters after the treatments (Fig. 5-left), in particular the lightness variable (L) was significantly lower in the samples after treatment at 190 °C (20–30% darker) and at 210 °C (> 30%). Thus, it was observed that the different qualities did not affect the color parameters, changing similarly with the treatment intensity (Table 4). The browning effect is positive for the commercialization of the modified products, because an appearance similar to tropical or high-quality wood is obtained (Brischke et al. 2007; Barcík et al. 2015).

Color values of heat-treated samples and differences to untreated wood (left); Changes in color values due to artificial weathering (right)
However, in order to guarantee the stability of the initial color parameters and to track the changes during its service life, it is necessary to perform accelerated aging tests (Kocaefe et al. 2013; Kránitz et al. 2016). The total color differences (Δ) after 7 artificial cycles were dissimilar in the modified samples (Fig. 5-right); in the stronger treatment, the overall changes were up to − 5% from the initial value, identifying a darkening effect and without the yellowing and reddening observed in the untreated samples. This tendency is generally a positive outcome when using wood as building material, and could be attributed to changes in the lignin molecule during the modification, decreasing the degradation caused by radicals and oxidants (Ayadi et al. 2003; Barcík et al. 2015).
In the mild treatment, samples showed similar trends to the untreated samples, changing the color (Δ) up to 5% with respect to the initial value. These surfaces were lightened by the weathering factors and the colors faded down, since the lightness variable (L) decreased more than in the untreated samples. This effect could be due to the lower modification temperature that causes a slight condensation of lignin, but it probably was not enough to have an effect on the color stabilization (Yildiz et al. 2013; Barcík et al. 2015). For this treatment, its use in external applications is not recommended, because in case of direct sun exposition it may even turn gray over time (Hon and Shiraishi 2001). In general, the use of protective products such as coatings or lacquers is recommended for the heat-treated surfaces, in the same way that it is recommended when using untreated wood, especially for outdoor applications (Bulian and Graystone 2009; Herrera et al. 2015).
4 Conclusion
Different quality markers of the modified samples were evaluated without finding clear correlations between changes in MC density and the initial quality. The use of high-quality wood had only influence on the mild treatment (190 °C) according to its lower WL (≈ 1%) and moisture content, which statistically differed from the other samples. Regarding the treatment temperature, the dimensional changes were considerably reduced in both treatments, showing values below 4% in the transverse or radial plane, although maintaining similar order of anisotropy, which means that WL during treatment did not dramatically affect its anatomical structure. By clustering the data of physical properties by statistical procedures it was possible to observe that samples of lower quality were ordered according to the treatment temperature, indicating a strong impact of the treatment on the properties obtained. On the other hand, wood with better quality was randomly dispersed and its effects are more evident at the chemical level than physical one. The mechanical properties revealed that up to 190 °C, the degradation of hemicelluloses and the relative increase in the crystalline cellulose affected positively the values (MOE increased by about 15–32% and MOR slightly decreased < 5%). Whereas the physical–chemical changes in treatment at 210 °C had a negative impact on the mechanical properties (MOE < 8% and MOR dropped up to 30–60%). The treatments showed reduced or null differences in their thermal profile, suggesting that the dehydration reactions caused during treatment were more relevant than the chemicals reactions, with respect to the physical properties obtained. Finally, the initial quality did not affect the color parameters, changing similarly with the treatment intensity. After artificial weathering cycles, the browning effect remains more stable in the samples treated at 210 °C, being a positive outcome that could extend the service life of the wood.
References
AENOR (2006) UNE-EN 14298:2006 Sawn timber. Assessment of drying quality. Official Spanish version of European Normative EN14298:2006. Spanish Association for Standardization AENOR, Madrid, Spain
AENOR (2007) UNE-EN 14358:2007 Timber structures-Calculation of characteristic 5-percentile values and acceptance criteria for a sample. Official Spanish version of European Normative EN 14358:2007. Spanish Association for Standardization AENOR, Madrid, Spain
AENOR (2012) UNE-EN 408:2011 + A1 Timber structures—structural timber and glued laminated timber—determination of some physical and mechanical properties. Official Spanish version of European Normative EN 408:2011 + A1. Spanish Association for Standardization AENOR, Madrid, Spain
Arnold M (2010) Effect of moisture on the bending properties of thermally modified beech and spruce. J Mater Sci 45:669–680. https://doi.org/10.1007/s10853-009-3984-8
ASTM (2009) ASTM D2244-09b Standard practice for calculation of color tolerances and color differences from instrumentally measured color coordinates. ASTM International, West Conshohocken, PA, www.astm.org
ASTM (2012) ASTM G154-12 Standard practice for operating fluorescent ultraviolet (UV) Lamp apparatus for exposure of nonmetallic materials. ASTM International, West Conshohocken, PA, www.astm.org
Ayadi N, Lejeune F, Charrier F, Charrier B, Merlin A (2003) Color stability of heat-treated wood during artificial weathering. Eur J Wood Prod 61:221–226. https://doi.org/10.1007/s00107-003-0389-2
Barcík Š, Gašparík M, Razumov E (2015) Effect of temperature on the color changes of wood during thermal modification. Cellul Chem Technol 49:789–798
Belgacem MN, Pizzi A (2016) lignocellulosic fibers and wood handbook: renewable materials for today’s environment. Wiley, Hoboken
Boonstra M (2008) A two-stage thermal modification of wood. Doctoral dissertation, Université Henri Poincaré-Nancy 1, France. Avalaible online: https://hal.univ-lorraine.fr/tel-01748345/document
Boonstra M (2016) Dimensional stabilization of wood and wood composites. Lignocellulosic fibers and wood handbook. Wiley, Hoboken, pp 629–655
Boonstra M, Van Acker J, Tjeerdsma B (2007a) Strength properties of thermally modified softwoods and its relation to polymeric structural wood constituents. Ann For Sci 64:679–690
Boonstra MJ, Van Acker J, Tjeerdsma BF, Kegel EV (2007b) Strength properties of thermally modified softwoods and its relation to polymeric structural wood constituents. Ann For Sci 64:679–690. https://doi.org/10.1051/forest:2007048
Brischke C, Welzbacher CR, Brandt K, Rapp AO (2007) Quality control of thermally modified timber: interrelationship between heat treatment intensities and CIE L*a*b* color data on homogenized wood samples. Holzforschung 61:19–22. https://doi.org/10.1515/HF.2007.004
Brito JO, Silva FG, Leão MM, Almeida G (2008) Chemical composition changes in eucalyptus and pinus woods submitted to heat treatment. Bioresour Technol 99:8545–8548. https://doi.org/10.1016/j.biortech.2008.03.069
Bulian F, Graystone J (2009) Wood coatings theory and practice. Elsevier Science, Amsterdam. https://doi.org/10.1016/b978-0-444-52840-7.x0001-x
Candelier K, Hannouz S, Elaieb M et al (2015) Utilization of temperature kinetics as a method to predict treatment intensity and corresponding treated wood quality: Durability and mechanical properties of thermally modified wood. Maderas Cienc y Tecnol. https://doi.org/10.4067/s0718-221x2015005000024
Candelier K, Thevenon MF, Petrissans A et al (2016) Control of wood thermal treatment and its effects on decay resistance: a review. Ann For Sci 73:571–583
Cerc Korošec R, Lavrič B, Rep G et al (2009) Thermogravimetry as a possible tool for determining modification degree of thermally treated Norway spruce wood. J Therm Anal Calorim 98:189–195. https://doi.org/10.1007/s10973-009-0374-z
Chittenden C, Singh T (2011) Antifungal activity of essential oils against wood degrading fungi and their applications as wood preservatives. Int Wood Prod J 2:44–48. https://doi.org/10.1179/2042645311Y.0000000004
Esteves B, Carmo J, Nunes L (2014) Commercialisation and production of modified wood in Portugal. In: Nunes Lina (ed) European Conference on Wood Modification 2014. Lisbon
González-Peña MM, Curling SF, Hale MDC (2009) On the effect of heat on the chemical composition and dimensions of thermally-modified wood. Polym Degrad Stab 94:2184–2193. https://doi.org/10.1016/J.POLYMDEGRADSTAB.2009.09.003
Grønli MG, Varhegyi G, Di Blasi C (2002) Thermogravimetric analysis and devolatilization kinetics of wood. Ind Eng Chem Res 41:4201–4208. https://doi.org/10.1021/ie0201157C
Hakkou M, Pétrissans M, Zoulalian A, Gérardin P (2005) Investigation of wood wettability changes during heat treatment on the basis of chemical analysis. Polym Degrad Stab 89:1–5. https://doi.org/10.1016/j.polymdegradstab.2004.10.017
Hermoso E, Fernández-Golfín J, Conde M et al (2015) Caracterización de la madera aserrada de Pinus radiata modificada térmicamente (Characterization of thermally modified Pinus radiata timber). Maderas Cienc y Tecnol 17:5. https://doi.org/10.4067/s0718-221x2015005000044
Herrera R, Muszyńska M, Krystofiak T, Labidi J (2015) Comparative evaluation of different thermally modified wood samples finishing with UV-curable and waterborne coatings. Appl Surf Sci 357:1444–1453. https://doi.org/10.1016/j.apsusc.2015.09.259
Herrera R, Arrese A, de Hoyos-Martinez P, Labidi J (2018) Evolution of thermally modified wood properties exposed to natural and artificial weathering and its potential as an element for façades systems. Constr Build Mater 172:233–242
Herrera-Díaz R, Sepúlveda-Villarroel V, Pérez-Peña N et al (2017) Effect of wood drying and heat modification on some physical and mechanical properties of radiata pine. Dry Technol. https://doi.org/10.1080/07373937.2017.1342094
Hon DN-S, Shiraishi N (2001) Color and discoloration. Wood and cellulosic chemistry. Marcel Dekker, South Carolina, pp 385–442
INN (1988) Norma Chilena Oficial NCh 176/2 Madera—Parte 2: Determinación de la densidad. (Official Chilean Standard NCh 176/2 Wood—Part 2: Determination of density). National Institute of Normalization, INN, Santiago, Chile
Kamdem DP, Pizzi A, Jermannaud A (2002) Durability of heat-treated wood. Holz Roh Werkst 60:1–6. https://doi.org/10.1007/s00107-001-0261-1
Kocaefe D, Younsi R, Poncsak S, Kocaefe Y (2007) Comparison of different models for the high-temperature heat-treatment of wood. Int J Therm Sci 46:707–716. https://doi.org/10.1016/J.IJTHERMALSCI.2006.09.001
Kocaefe D, Poncsak S, Boluk Y (2008) Effect of thermal treatment on the chemical composition and mechanical properties of birch and aspen. BioResources 3:517–537
Kocaefe D, Huang X, Kocaefe Y, Boluk Y (2013) Quantitative characterization of chemical degradation of heat-treated wood surfaces during artificial weathering using XPS. Surf Interface Anal 45:639–649. https://doi.org/10.1002/sia.5104
Korkut DS, Guller B (2008) The effects of heat treatment on physical properties and surface roughness of red-bud maple (Acer trautvetteri Medw.) wood. Bioresour Technol 99:2846–2851. https://doi.org/10.1016/j.biortech.2007.06.043
Kránitz K, Sonderegger W, Bues C-T, Niemz P (2016) Effects of aging on wood: a literature review. Wood Sci Technol 50:7–22. https://doi.org/10.1007/s00226-015-0766-0
Laurichesse S, Avérous L (2014) Chemical modification of lignins: towards biobased polymers. Prog Polym Sci 39:1266–1290. https://doi.org/10.1016/J.PROGPOLYMSCI.2013.11.004
Metsä-Kortelainen S, Viitanen H (2012) Wettability of sapwood and heartwood of thermally modified Norway spruce and Scots pine. Eur J Wood Prod 70:135–139. https://doi.org/10.1007/s00107-011-0523-5
Militz H (2008) Processes and properties of thermally modified wood manufactured in Europe. In: ACS Symposium Series. pp 372–388
Militz H, Altgen M (2014) Processes and properties of thermally modified wood manufactured in Europe. In: Schultz TP, Goodell B, Nicholas DD (eds) Deterioration and protection of sustainable biomaterials. ACS Symposium Series, pp 269–285
Niemz P, Hofmann T (2010) Thermally modified wood. Maderas Cienc y Tecnol 12:69–78. https://doi.org/10.4067/SO718-221X2010000200002
Ormondroyd G, Spear M, Curling S (2015) Modified wood: review of efficacy and service life testing. Proc Inst Civ Eng 5:6. https://doi.org/10.1680/coma.14.00072
Pang S (2002) Predicting anisotropic shringkage of softwood part 1: theories. Wood Sci Technol 36:75–91. https://doi.org/10.1007/s00226-001-0122-4
Prins MJ, Ptasinski KJ, Janssen FJJG (2006) Torrefaction of wood. Part 2. Analysis of products. J Anal Appl Pyrolysis 77:35–40. https://doi.org/10.1016/j.jaap.2006.01.001
Rautkari L, Honkanen J, Hill CAS, Ridley-Ellis D, Hughes M (2014) Mechanical and physical properties of thermally modified Scots pine wood in high pressure reactor under saturated steam at 120, 150 and 180 °C. Eur J Wood Prod 72:33–41. https://doi.org/10.1007/s00107-013-0749-5
Rezayati Charani P, Mohammadi Rovshandeh J, Mohebby B, Ramezani O (2007) Influence of hydrothermal treatment on the dimensional stability of beech wood. Casp J Environ Sci 05:125–131
Salinas C, Chavez C, Ananias RA, Elustondo D (2015) Unidimensional simulation of drying stress in radiata pine wood. Dry Technol 33:996–1005. https://doi.org/10.1080/07373937.2015.1012767
Sandberg D, Kutnar A (2016) Thermal modified timber (tmt): recent development in Europe and North America. Wood Fiber Sci 48:28–39
Shi JL, Kocaefe D, Zhang J (2007) Mechanical behaviour of Québec wood species heat-treated using Thermo Wood process. Holz Roh Werkst 65(4):255–259. https://doi.org/10.1007/s00107-007-0173-9
Tiryaki S, Hamzaçebi C (2014) Predicting modulus of rupture (MOR) and modulus of elasticity (MOE) of heat treated woods by artificial neural networks. Measurement 49:266–274. https://doi.org/10.1016/J.MEASUREMENT.2013.12.004
Willems W (2009) A novel economic large-scale production technology for high-quality thermally modified wood. European conference on wood modification. SP Technical Research Institute of Sweden, Stockholm, pp 31–35
Willems W, Lykidis C, Altgen M, Clauder L (2015) Quality control methods for thermally modified wood: COST action FP0904 2010–2014: thermo-hydro-mechanical wood behaviour and processing. Holzforschung 69:875–884. https://doi.org/10.1515/hf-2014-0185
Xing D, Li J (2014) Effects of heat treatment on thermal decomposition and combustion performance of Larix spp. wood. BioResources 9:4274–4287. https://doi.org/10.15376/biores.9.3.4274-4287
Yildiz S, Gümüşkaya E (2007) The effects of thermal modification on crystalline structure of cellulose in soft and hardwood. Build Environ 42:62–67. https://doi.org/10.1016/j.buildenv.2005.07.009
Yildiz S, Tomak ED, Yildiz UC, Ustaomer D (2013) Effect of artificial weathering on the properties of heat treated wood. Polym Degrad Stab 98:1419–1427. https://doi.org/10.1016/j.polymdegradstab.2013.05.004
Younsi R, Kocaefe D, Poncsak S, Kocaefe Y (2010) Computational and experimental analysis of high temperature thermal treatment of wood based on thermo wood technology. Int Commun Heat Mass Transf 37:21–28
Acknowledgements
The authors appreciate the financial support of the National Commission of Scientific & Technological Research (Conicyt) of Chile (Fondequip EQM130812). The first author would like to thank the Basque Government, Postdoctoral program (POS-2018-1-0077) for financially supporting a part of this research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Herrera-Díaz, R., Sepúlveda-Villarroel, V., Torres-Mella, J. et al. Influence of the wood quality and treatment temperature on the physical and mechanical properties of thermally modified radiata pine. Eur. J. Wood Prod. 77, 661–671 (2019). https://doi.org/10.1007/s00107-019-01424-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-019-01424-9