
Abstract
The objective of this work was to evaluate the effects of the densification on the physical and mechanical properties of OSB panels. A single-opening hot-press was used to perform the densification process. Four treatments were applied to densify the boards combining two temperatures (170 and 190 °C) and two pressures (25 and 50% of the compression strength perpendicular to the board plane). The properties of densified and undensified boards were assessed and the effect of temperature and pressure of the densification process was studied. It was found that undensified boards presented lower thickness swelling but higher water absorption and equilibrium moisture content than densified boards. Densified boards presented higher values of bending properties, parallel compression strength and hardness than undensified ones. The comparison within densified boards showed that in general the temperature was the most influential variable to modify the physical properties, while the mechanical properties were more affected by the pressure used. It can be concluded that the proposed densification process promoted remarkable changes on the OSB boards mainly regarding mechanical properties and water absorption. However, the thickness swelling remained as issue to be specially addressed in future works.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The densification of wood is a process that has been studied for a long time, and it combines the application of heat along mechanical pressure to improve the density of wood. The moisture content of the wood plays an important role in this process since the water helps to transfer the heat and to plasticize the wood. In general, the properties of densified wood are significantly altered (Freitas el al. 2016; Arruda et al. 2015; Santos et al. 2012; Welzbacher et al. 2008). Recently, Coelho et al. (2017) showed that thermomechanical treatment improved the abrasion resistance of densified wood.
The utilization of thermal treatments to modify properties of wood-based boards has been studied by several researchers. For veneer-based products the usual approach has been the application of the densification on the veneer prior to the manufacture (Arruda and Del Menezzi 2013; Bekhta et al. 2012; Arruda et al. 2011; Bektha and Marutzky 2007) which has improved the properties of the plywood (Arruda and Del Menezzi 2016). Medium density fiberboard has also been thermally treated without pressure in order to improve its properties (Oliveira et al. 2017; Ates et al. 2017). Additionally, the application of thermal treatment to improve dimensional stability of oriented strand boards has been extensively studied by several authors (Direske et al. 2018; Del Menezzi et al. 2009; Okino et al. 2007; Del Menezzi and Tomaselli 2006). Del Menezzi et al. (2009) applied a thermal post-treatment to OSB boards to improve the dimensional stability. They used a single-opening hot-press to thermally treat the boards, but the pressure applied was just enough to provide the contact between the press plates and the surface of the boards. Thickness swelling was significantly reduced, but a slight reduction in bending strength was observed. Del Menezzi et al. (2008) also found that this thermal treatment improved the weathering behavior and durability against wood fungi.
This way, the study on thermal modification of consolidated wood-based boards has focused on applying only the thermal treatment without mechanical pressure. The utilization of the pressure along with heat to densify wood-based boards is not a usual approach and it has been studied by Costa and Del Menezzi (2017). The authors applied a thermomechanical process to densify commercial plywood made from a low-density species, and the results showed that bending strength was improved by up to 51.8%.
Nevertheless, the wood subjected to the densification process houses a large amount of compression stresses which can be released when the mechanical pressure is removed. It is the well-known memory shape phenomenon and it can also be trigged when the densified wood gets in contact with water. Densified woods usually present lower dimensional stability as identified by Arruda et al. (2015) and Santos et al. (2012). Similarly, reconstituted wood-based boards, like MDF, particleboard and OSB, have latent compression stresses since they are also produced by using mechanical compression and heat. In this context, the densification of these kinds of product is a challenge since it can impart further compression stresses which are undesirable mainly from the point of view of the dimensional stability. This way, the present paper aims at studying the effect of the densification process on the physical and mechanical properties of commercial OSB.
2 Material and methods
2.1 Material sampling
Two OSB panels (multiuse grade) with the dimensions of 2440 mm × 1220 mm × 15 mm (l × w × t) were acquired and presented the following characteristics: density 580 kg/m3; strands from Pinus sp. wood; three layers (20:60:20); external layers bonded with phenol formaldehyde (PF) and core layer bonded with diphenyl methane diisocyanate (MDI). The panels were cut into small boards measuring 400 mm × 400 mm × 15 mm (l × w × t) which were kept in a conditioned room (20 ± 3 °C; 65 ± 1%) until constant mass. Afterwards, the boards were weighted and measured to calculate initial density (ρi) and moisture content.
2.2 Densification process
Prior to the densification, preliminary tests to assess the compression strength perpendicular to the plane (fc,90) of the board were performed following adaptations from the ASTM D143-94 (2000) standard. For this purpose, five samples were tested. For the densification process, a single-opening hydraulic hot press (INDUMEC 1000 kN) with pressure and temperature controls was used. Twenty boards were subjected to the densification process and densified under different temperature (170 and 190 °C) and pressure (25 and 50% of the compression strength perpendicular to the plane fc,90), which led to four combinations of treatments: T1 (170 °C; P25%); T2 (170 °C; P50%); T3 (190 °C; P25%) and T4 (190 °C; P50%). For each combination, five boards were densified and further five boards were kept undensified as control material. The treatments were performed as illustrated in Fig. 1.

Simplified schedule of the densification process
A three-step process was applied: heating/densification, thermal treatment and post-treatment. Initially, the board at room temperature was put into the press which had been previously set for temperature and pressure scheduled for the treatment. The closing time to reach the scheduled pressure for all treatments was about 30 s. Then, the board was constantly heated and the water vapor generated transfers the heat through the board, softening it and the densification occurred. During this time, the press made several adjustments in order to keep the constant pressure. After the board reached the temperature set by the treatment at the time t, they were kept under these conditions for further 10 min (t + 10) and thus, the first step ended (heating/densification) and the second begun. In this step, the pressure was reduced by one-half and kept this way for further 5 min, but densification no longer happens and thus the board was subjected to the thermal treatment. Finally, the third step (post-treatment) begun, and the pressure was fully released, and the board was kept for final 5 min. During the entire procedure, the temperature of the board was measured by a thermocouple inserted into the board through a hole drilled at middle thickness. Immediately after the densification process, the boards, after cooled, were measured and weighted to determine the densification rate (DR, %), compression rate (CR, %) and mass loss (ML, %) according to Eqs. 1, 2 and 3.
where:
ρi = initial density, g.m−³;
ρf = final density, g.m−³;
Ti = initial thickness, mm;
Tf = final thickness, mm;
Mi = initial mass, g;
Mf = final mass, g;
2.3 Physical and mechanical properties
Prior to assessing the properties, the boards were kept in a conditioned room (20 ± 3 °C; 65 ± 1%). The following physical and mechanical properties were evaluated according to ASTM D1037 (2012) standard: static bending modulus of rupture (fm, MPa), static bending modulus of elasticity (EM, MPa), parallel compression strength (fc,0, MPa), Janka hardness (fH, N), water absorption (WA, %) and thickness swelling (TS, %). For each property, 16 samples were tested per treatment. The dimensions of the WA/TS samples were 50 mm x 50 mm x 15 mm.
Water absorption and thickness swelling were evaluated for 2, 4, 8, 16, 24, 48 and 72 h of immersion in room temperature water. During this period, the thickness and the mass of the samples were measured to calculate the rate of swelling (RtS, mm/h) and the rate of absorption (RtA, g/h). Thereafter, the samples were dried in an oven with air circulation, and thickness and mass were once again measured to eventually calculate the equilibrium moisture content (EMC, %) and permanent thickness swelling (PTS, %). The PTS is the amount of the irrecoverable thickness swelling of the board, and it was calculated taking into account the relationship between the final thickness of the samples after oven drying and the thickness before the immersion.
2.4 Statistical analysis
First, for the properties related to the densification process, a single one-way ANOVA was run followed by Tukey´s test at α = 0.05 significance level to compare means between densified boards. Pairwise comparisons between densified and undensified board was done by running Dunnett test at α = 0.05 significance level. Afterwards, 2 × 2 factorial analysis of variance (ANOVA) was run to identify the effect of temperature (170 °C/190 °C), pressure (25%/50%) and the interaction on the results.
3 Results and discussion
3.1 Parameters and variables related to the densification process
The compression strength perpendicular to the plane (fc,90) of the board was 6.0 MPa, which meant that the following pressures were used: 1.5 MPa (25%) and 3.0 MPa (50%). Table 1 presents the parameters related to the densification process. On average, the total time (TT) for the treatment was about 32 min (31:54), while the time required to reach the temperature (TRT) was about 17 min (16:55). The first release of the pressure (TRP) occurred after 27 min (26:56). These values ranged according to the temperature of the treatment, although the pressure might also affect this behavior. This way, the higher the temperature and the pressure, the faster the treatment. It was observed that during the first minutes of the treatment, because of the moisture content of the board, the inner temperature increased quickly to reach up to around 100 °C. The temperature remains at this level for some minutes, which means that the board is being dried. Next, the temperature rises again, but at a slower rate until it reaches the set temperature.
Because of its viscoelastic behavior, the wood experiences the relaxation phenomena when heated, which means that less load is required to keep the deformation during the densification. This way, as the hot-press was set to keep the pressure constant, several adjustments had to be made. Indeed, it is really the moment when the densification takes place: every press adjustment compresses the wood, reducing the thickness and the voids. It can be observed in Table 1, that six adjustments happened when 25% of pressure was used, while nine for 50% of pressure. It was realized that some of these adjustments happened during the thermal treatment (step 2) despite the lack of water, which plays a very important role in that mentioned relaxation phenomena.
The values regarding the densification properties are shown in Table 2. As expected, it can be observed that densification rate (DR) was higher when the higher pressure was applied, which meant that T1 (8.13%) and T3 (6.81%) were statistically different in comparison with T2 (25.99%) and T4 (27.47). The same behavior was found for the compression rate (CR) and density. It is clear that these variables were not affected by the temperature of the treatment. Costa and Del Menezzi (2017) studied the effect of the densification process on commercial plywood densified at 50% of pressure. They found CR values ranging from 28.5 to 34.8% depending on the temperature used.
The mass loss (ML) presented values ranging from 7.92% (T1) to 10.01% (T4), but in this case the temperature significantly affected the values, while pressure did not. The effect of the temperature on ML of thermally treated OSB boards has been reported by Del Menezzi et al. (2009). Usually the values of ML observed in wood subjected to densification process are not high because most of the loss happened as a function of the drying of the material instead of the wood polymer degradation.
3.2 Comparison between densified and undensified boards
In Table 3, the results of the dimensional stability properties of densified and undensified board are shown. The values of the thickness swelling (TS) of all the densified boards were statistically lower than those of the undensified ones only for the first 2 h of immersion. As the immersion went on, the undensified board performed better with values of TS statistically lower than those observed for densified boards. The only exception was for T3 (T190 °C; P25%), with TS values constantly lower than those of undensified boards. It can be observed that different from TS, the water absorption (WA) of the densified board was statistically lower than that of undensified boards regardless of the immersion time. Equilibrium moisture content (EMC) of the densified boards was also lower than that of undensified boards.
Santos et al. (2012) studied the thermomechanical treatment to modify the properties of wood boards from Pinus caribaea var. hondurensis. They found that despite of low values of mass loss the densified board presented lower EMC; the same behavior was found here. They discussed that migration of resin and other compounds to the surface of the board might have a sealing effect, inactivating the surface and then hampering the water uptake into the board. However, this sealing effect does not provide long protection against water uptake.
The average reduction in the water absorption (72 h) taking into account all densified boards was about 30.6%, with a minimum of 19.6% (T1) and a maximum of 45.2% (T4). For the thickness swelling (72 h), the improvement observed for T3 in comparison with undensified board was about 16.4%. The improvement of the dimensional stability observed for T3 can be explained by its lowest value (5.93%) of permanent thickness swelling (PTS), which measures the amount of thickness swelling as a function of the release of compression stresses, i.e., irrecoverable thickness swelling.
The role of that proposed third step was to release these compression stresses by heating the board without pressure, and it can be inferred that this aim was partly achieved. This way, only the boards densified following schedule T3 (190 °C; 50%) were able to took the advantage of this proposed post-treatment. Del Menezzi et al. (2009) applied this proposed post-treatment and found the dimensional stability of commercial OSB was considerably improved mainly because of the release of the compression stresses. With respect to EMC, the densification reduced statistically the hygroscopicity of the board in comparison with undensified ones, although to a lesser extent, as also found by Direske et al. (2018) for OSB and Costa and Del Menezzi (2017) for plywood. It means that some polymer degradation took place, mainly hemicelluloses, which are the more hydrophilic and the less thermally stable wood polymer. Thermal treatments also reduce hydroxyl groups (Direske et al. 2018) and increase cross-linking bonds, through which those groups are jointed together methylene bridges (Santos et al. 2012).
It is well known that the main drawback of the densification is the memory shape. Densified wood houses large amounts of latent compression stresses, which can be released when wood gets in contact with water. As these stresses are released, wood dimensions vary substantively and the desired dimensional stability cannot be achieved. This same behavior is observed in wood-based composites since they are manufactured using heat and compression. In this case, the densification process applied here imparted further level of compression stresses which along with the natural swelling of the wood resulted in higher values of thickness swelling for the densified boards. Nevertheless, the densified boards presented lower values of water absorption than undensified ones. It was true for all densified boards, except for T3 (190ºC/25%) which presented lower TS than undensified boards regardless of the time of immersion in water. The reason behind this is that PTS of the T3 was the lowest within densified boards. PTS comes from the release of the compression stresses when the board gets in contact with water and it is an irrecoverable part of the total thickness swelling of the board. According to Del Menezzi et al. (2009), the lower the PTS the lower the thickness swelling. Additionally, wood-based boards have several voids between particles allowing water to be freely absorbed. In this context, it is believed that densification process also reduced these voids, thus reducing the water absorption which might help reducing the TS.
Figure 2 shows both rate of swelling (SRt) and rate of water absorption (Art). At the beginning of the immersion, the undensified board swelled much faster than densified boards, however, the rate is reduced as the immersion gets longer. On the other hand, the densified board presented much lower rate of water of absorption during the whole time. These data are in accordance with previous statement about the results of water absorption and thickness swelling.

a Swelling rate (SRt) and b absorption rate (Art) for the samples during the immersion period
Higher values of SRt and Art after 2 and 24 h were observed, until the stabilization of both rates after 72 h. Fast thickness swelling of 0.56 mm/h and water uptake of 2.49 g/h were observed in the undensified boards. The SRt after 24 h showed the highest rate for T2 (0.17), and later at 72 h, again T2 (0.06), with T1 (0.04), with values higher than the undensified boards. The behavior of these rates resembles the curves observed in the work performed by Missio et al. (2016) with Hovenia dulcis wood, heat-treated and cold.
The results of the mechanical properties are shown in Table 4. The densification process improved the bending strength and the bending stiffness only when treatment T4 (T190 °C; P50%) was used. Boards densified this way had 19.9% of improvement in fm and 15.8% of improvement in EM. Parallel compression strength was also improved by about 33%, but only when 50% of pressure was used (T2 and T4). On the other hand, Janka hardness (fH) was considerably improved regardless of the schedule used. Twenty-five percent of pressure improved 43% fH, while 50% of pressure had a much higher significant effect: 135% of improvement.
The mechanical strength of any kind of reconstituted wood-based board like OSB is mainly due the adhesion strength between strands, fibers, shaving etc. In this context, it can be inferred that the thermal treatment applied here did not have an adverse effect on the bonding quality of the densified OSB, although internal bonding strength test was not performed. Indeed, Del Menezzi et al. (2009) observed that internal bonding strength of thermally treated OSB was not negatively affected in comparison with untreated boards. Recently, Costa and Del Menezzi (2017) densified commercial plywood made from a tropical hardwood. It was found that hardness, bending strength and glue line shear strength were significantly improved, but bending stiffness not.
According to the results presented here, it can be inferred that from the point of view of the dimensional stability, treatment T3 (T190 °C; P25%) can be chosen since it presented lower value of thickness swelling than undensified boards (Table 3). Nevertheless, treatment T4 (T190 °C; P50%) was the only one where all mechanical properties were improved in comparison with undensified boards and it also presented lower water absorption.
3.3 Effect of the temperature and pressure of the process
Table 5 presents the isolated effect of the temperature and pressure on the physical properties of the densified boards. It can be observed that the utilization of higher temperature led to lower values of thickness swelling, water absorption and equilibrium moisture content. This way, when the boards were densified at 190 °C, the TS was reduced between 32.8 and 43.8% in comparison with boards densified at 170 °C, while for the WA the reduction ranged from 28.3 to 38.9%. PTS measures the amount of compression stresses that still remain in the board, and this value was 58.3% lower at 190 °C than at 170 °C, which can explain the lower value of thickness swelling. On the other side, an opposite effect was observed when the boards were subjected to higher pressure: the values of the thickness swelling of the boards densified at 50% pressure were 42.3–56.7% higher than those densified at 25%. These results can be explained by the PTS which was 79.6% higher at 190 °C in comparison with 170 °C. The water absorption was affected only at 2 h of water immersion (8.87 × 7.43*), and the pressure did not have any effect on longer periods of water immersion.
In Table 6, the isolated effect of the temperature and pressure on mechanical properties of the densified boards is presented. The temperature affected only the bending stiffness with values statistically higher (+ 13.4%) at 190 °C than at 170 °C. On the other side, the pressure affected all mechanical properties. It can be seen that the higher the pressure, the higher the value of the property. The bending strength was improved by about 15.7%, the parallel compression strength by 14.5%, while the Janka hardness experienced the highest improvement: 58.1%.
Del Menezzi et al. (2009) pointed out in their study on thermal treatment of OSB that the temperature was the factor that most influenced the mechanical properties; however, in the present study it was observed that the pressure had the greatest influence on these properties. As mentioned earlier, the pressure provided an increase in the panel´s density, reducing the voids and compensating the higher loss in mass caused by the treatment´s heat exposure. It was observed that interaction factor was significant for some properties whose results are presented in Table 7. For these properties, the effect of the temperature depends on the level of the pressure applied, which means an additive effect.
4 Conclusion
The proposed densification process studied here altered significantly the properties of the commercial OSB boards. In general, undensified boards presented better dimensional stability but higher water absorption than densified ones. The only exception was when the boards were densified at higher temperature and lower pressure (190ºC/25%). On the other side, the densification process improved significantly all mechanical properties when higher pressure and temperature were applied (190ºC/50%). The comparison within densified boards showed that in general the temperature was the most influential variable to provoke the alterations on the physical properties, while the mechanical properties were more affected by the pressure used.
References
Arruda LM, Del Menezzi CHS (2013) Effect of thermomechanical treatment on physical properties of wood veneers. Int Wood Prod J 4:217–224
Arruda LM, Gonçalez JC, Del Menezzi CHS, Melo RR (2011) Estudo preliminar das propriedades de compensados produzidos com lâminas de paricá (Schizolobium amazonicum Huber ex Ducke) modificadas termomecanicamente (Preliminary study of plywood produced with paricá (Schizolobium amazonicum Huber ex Ducke) veneers modified by thermo-mechanical treatment. Cienc Madeira 2:29–42
Arruda LM, Del Menezzi CHS, Andrade A (2015) Utilization of a thermomechanical process to enhance properties of hardwood used for flooring. Cienc Madeira 6:223–231
Arruda LM, Del Menezzi CHS (2016) Properties of a laminated wood composite produced with thermomechanically treated veneers. Adv Mater Sci Eng. https://doi.org/10.1155/2016/8458065
ASTM D1037-12 (2012) Standard test methods for evaluating properties of wood-base fiber and particle panel materials, ASTM International, West Conshohocken, PA
ASTM D143-94 (2000) Standard test methods for small clear specimens of timber, ASTM International, West Conshohocken, PA
Ates S, Kara HH, Olgun C, Ozkan OE (2017) Effects of heat treatment on some properties of MDF (medium-density fiberboard). Wood Mater Sci Technol 12:158–164
Bekhta P, Marutzky R (2007) Reduction of glue consumption in the plywood production by using previously compressed veneer. Holz Roh Werkst 65:87–88
Bekhta P, Niemz P, Sedliacik J (2012) Effect of pre-pressing of veneer on the glueability and properties of veneer-based Products. Eur J Wood Prod 70:99–106
Coelho MU, Del Menezzi CHS, Souza MR (2017) Abrasion resistance of Pinus wood subjected to thermomechanical treatments. Pro Ligno 13:94–100
Costa MA, Del Menezzi CHS (2017) Effect of thermo-mechanical treatment on properties of paricá plywood (Schizolobium amazonicum Huber ex Ducke. Rev Arvore 41:e410115
Del Menezzi CHS, Tomaselli I (2006) Contact thermal post-treatment of oriented strandboard to improve dimensional stability: a preliminary study. Holz Roh Werkst 64:212–217
Del Menezzi CHS, Souza RQ, Thompson RM, Teixeira DE, Okino EYA, Costa AF (2008) Properties after weathering and decay resistance of a thermally wood structural board. Int Biodeter Biodegr 62:448–454
Del Menezzi CHS, Tomaselli I, Okino EYA, Teixeira DE, Santana MAE (2009) Thermal modification of consolidated oriented strandboards: effects on dimensional stability, mechanical properties, chemical composition and surface color. Eur J Wood Prod 67:383–396
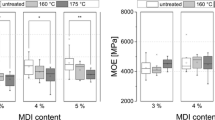
Direske M, Bonigut J, Wenderdel C, Scheiding W, Krug D (2018) Effects of MDI content on properties of thermally treated oriented strand board (OSB). Eur J Wood Prod 76:823–831
Freitas CS, Gonçalez JC, Menezzi D, CHS (2016) Tratamento termomecânico e seus efeitos nas propriedades da Simarouba amara (Aubl.). Floresta Ambient 23:565–572
Missio AL, Mattos BD, De Cademartori PHG, Gatto DA (2016) Effects of two-step freezing-heat treatments on japanese raisintree (Hovenia dulcis Thunb.) wood properties. J Wood Chem Technol 36:16–26
Okino EYA, Teixeira DE, Del Menezzi CHS (2007) Post-thermal treatment of oriented strandboard made from cypress (Cupressus glauca Lam.). Maderas-Cienc Tecnol 9:199–210
Oliveira SL, Freire TP, Mendes LM, Mendes RF (2017) The effect of post-heat treatment in MDF panels. Mater Res-Ibero-Am J 20:183–190
Santos CMT, Del Menezzi CHS, Souza MR (2012) Properties of thermo-mechanically treated wood from Pinus caribaea var. hondurensis. Bioresources 7:1850–1865
Welzbacher CR, Wehsener J, Rapp AO, Haller P (2008) Thermo-mechanical densification combined with thermal modification of Norway spruce (Picea abies Karst) in industrial scale - dimensional stability and durability Aspects. Holz Roh Werkst 66:39–49
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
dos Santos, P.C., S. Del Menezzi, C.H. Effect of the densification process on properties of commercial oriented strand boards. Eur. J. Wood Prod. 76, 1707–1713 (2018). https://doi.org/10.1007/s00107-018-1354-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-018-1354-4