
Abstract
To better use the second-growth wood resources in value-added applications, this work addressed the manufacturing aspects of cross-laminated timber (CLT) products from western hemlock (Tsuga heterophylla (Raf.) Sarg) and amabilis fir (Abies amabilis (Dougl.) Forbes) (or hem-fir) harvested from coastal British Columbia, Canada. Small CLT billets (nominal 610 mm × 610 mm) were made to examine CLT bond quality and durability through block shear and delamination tests. Two types of adhesives, single-component polyurethane (PUR) and emulsion polymer isocyanate (EPI) and two critical applied pressure parameters (0.28 and 0.83 MPa) were adopted to manufacture hem-fir CLT. It was found that the adhesive type and applied pressure significantly affected wood failure percentage (WFP) and delamination of hem-fir CLT. When PUR adhesive was used, CLT made at 0.83 MPa pressure yielded significantly higher WFP and lower delamination than that made at 0.28 MPa pressure. The results demonstrated that despite the fact that hem-fir lumber is not particularly specified in the current North American CLT standard, it could be used for manufacturing CLT with the required panel bond quality.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Cross-laminated timber (CLT) is a new generation solid lumber-based composite product that originated in Europe in the 1990s (Bejtka and Lam 2008). It is generally made by laminating and gluing lumber pieces with adjacent layers oriented at 90° to each other. Composite CLT or hybrid CLT can also be made by incorporating engineered wood products as laminations, particularly structural composite lumber such as laminated veneer lumber (LVL) and oriented strand lumber. CLT has shown great potential to be one of the best wood alternatives to steel and concrete for both residential and non-residential applications. It is commonly used as walls, floor/ceilings and roofs for low-rise, mid-rise and high-rise low-carbon buildings. To date, several commercial CLT plants have been built in North America. The CLT product standard has also been published (ANSI/APA PRG 320 2012). The first CLT pilot plant in China has recently been established (Canada Wood 2016), which utilizes Canadian hem-fir dimension lumber to make large-dimension CLT panels.
CLT is generally pre-fabricated with a required panel size in the factories and can be precisely engineered for a wide range of structural applications (Wang et al. 2011). Openings can also be pre-cut or routed for windows, doors or services; this can increase project delivery efficiency and reduce construction costs and noise at job sites. CLT offers unlimited size and property advantages that are required for the next generation building systems, those systems being bigger, taller, and more energy efficient and durable. The key benefits of using CLT include being lightweight, having high structural integrity, ease of on-site use and installation, excellent thermal and acoustic insulation, good durability, and a quick return on investment. Unlike steel, CLT can be further designed to accommodate substantial fire resistance and remains structurally stable when subjected to high temperatures. In addition, CLT has excellent aesthetic appeal and could be coated with a variety of surface finishes. Higher quality finishes can be used where an exposed wood finish is desirable, while lower quality finishes can be specified where panels are hidden.
CLT has been recognized as a good option for value-added wood products as forest resources change and log size and quality decrease (Wang and Dai 2008). Hem-fir is a mixture of western hemlock (Tsuga heterophylla (Raf.) Sarg) and amabilis fir (Abies amabilis (Dougl.) Forbes) and represents the largest component of forests in the coastal forest region of British Columbia, Canada (BCMFR 2007). It is traditionally used for lumber, pulp, plywood and other low value products (Wang et al. 2010a, b). Currently, hem-fir, particularly from second-growth, is underutilized in value-added applications. Opportunities exist to utilize hem-fir for manufacturing high-value engineered wood products represented by CLT and LVL (Wang and Dai 2013). Hem-fir has also been tested to produce glued laminated timber (glulam). The key advantage of these products is that their performance is not necessarily limited by wood properties. Although hem-fir wood generally has wet pockets and is relatively difficult to dry to uniform moisture, they offer opportunities to convert second-growth short rotation hem-fir to higher value building products.
Spruce-pine-fir and Norway spruce are respectively the common species for CLT manufacturing in North America and Europe (Brandner et al. 2016; Liao et al. 2017). The North American standard of performance-rated CLT suggests softwood species with a minimum specific gravity (SG) of 0.35 for CLT manufacturing (ANSI/APA PRG 320 2012). Although hem-fir has a higher SG (≥ 0.35) than spruce-pine-fir and has superior strength properties, currently it is not included in the recommended species group for CLT by APA-The Engineered Wood Association because information is still lacking regarding whether coast hem-fir is suitable for CLT manufacturing. Thus, research is urgently needed to explore the feasibility of hem-fir for CLT products through panel bond quality and mechanical tests.
During CLT manufacturing, the adhesive type, application rate, lumber visual characteristics, moisture content, temperature, assembly time, applied pressure and pressing time are among the key process variables affecting the adhesive bond quality of CLT products. The key to a successful CLT manufacturing process is consistent control of lumber quality and the manipulation of the above key variables.
As for all glued engineered wood products, the characteristics of the interfacial adhesive bond significantly affect product integrity and quality, which have to be examined prior to the manufacturing. Therefore, the evaluation of bondlines, in terms of bond quality and durability, is of primary interest to the producers.
Similar to CLT, glulam also consisted of several layers of lumber bonded together with durable, moisture-resistant adhesives, but the grain of the laminations runs parallel with the length of the member so that internal shear stress and swelling and shrinking stress are induced, and so on. Anyway, glulam has so far been successfully applied in the building sector, thus, it can serve as a reference product for the CLT.
Different standard testing procedures for determining the quality of the interfacial adhesive bond between the laminations have been established, which are based on the determination of local shear strength and wood failure percentage (WFP), according to the standards such as CSA O112.10-08 (2008), EN 302 (2013), EN 14080 (2013), and ASTM D 905-08 (2013). In all these methods, pure shear stress cannot be obtained, but the resulting stress in the bondline is a combination of shear and normal stresses (Wernersson 1994; Serrano 2004; Steiger et al. 2010; Li et al. 2015). To limit this effect of normal stresses, Steiger et al. (2010) developed a prototype of a modified shear test device that ensures a clearly defined state of shear loading of the specimens.
Owing to the limitations in the methodologies used for assessing adhesive bonding performance, there is generally no doubt that no single test procedure can provide all of the information to measure bond quality (Custodio et al. 2009). Since many factors affect the results, including wood strength, specimen geometry, shear tool design, and the rate of loading, WFP is often recorded to assess the quality of the adhesive bond (Okkonen and River 1989). It provides information on whether the superior strength is in the wood or the bond, but lacks information on the failure behavior. In addition, a deficiency of the wood failure determination is the subjectivity of the percentage estimation.
To compare and assess the suitability of different testing protocols for adhesive bonding, Serrano (2004) modelled the adhesive layers in the specimens in accordance with different codes, including ASTM-D 905-08 (2013) and EN-302 (2013) using a nonlinear softening fracture mechanics model. The results showed that the prediction of bondline strength is highly dependent on the specimen type used and the adhesive properties.
The advantage of shear tests is that they can quickly provide an objective and easy-to-measure value (Lavisci et al. 2001; Pizzo et al. 2003). Previous work analyzed shear testing to assess the bonding quality of glulam products, allowing the determination of the performance of several wood species (Okkonen and River 1989; Aicher and Reinhardt 2007; Raftery et al. 2008; Schmidt et al. 2010; Knorz et al. 2014). Still for glulam, Steiger et al. (2010) recognized the block shear test as the most effective method for measuring the quality control of bondlines because the preparation of the specimens is simple and the procedure is easy to carry out.
Most tests for glued engineered wood products include a durability component to assess the adhesive bond quality and to detect manufacturing defects. One of the durability tests is the “delamination”, which generally consists of an accelerated procedure by exposing the bondline to water or high moisture and drying cycles to evaluate the moisture resistance of the bondline.
However, the situation for CLT panels is somewhat different. To date, the application of the two methods (shear and delamination) to CLT panels has been scarcely investigated (Betti et al. 2016). Sikora et al. (2015) studied the performance of two adhesives in the production of CLT panels with Sitka spruce by means of delamination and shear tests.
Adhesive-bonded edge joints between laminations in the same layer of CLT are not required in accordance with ANSI/APA PRG 320 unless CLT’s structural and/or fire performance is qualified based on the use of adhesive-bonded edge joints. For the face bond testing, the load is applied parallel to the wood grain of one adherend and perpendicular to the grain of the other (therefore these tests induce rolling shear stress in one adherend and parallel-to-grain shear stress in the other). Delamination tests provide the evaluation of bondline integrity between layers. In the delamination test, separation in the wood adjacent to the bondline, as opposed to separation in the adhesive, is not considered delamination. The limits on the amount of delamination are based on the glulam standards. However, this provision will be reviewed when more plant data are gathered and analyzed in the immediate future. When all these requirements are met, the manufacturing process is deemed to be effective to produce CLT with acceptable bondline quality.
To demonstrate the technical feasibility of CLT made from hem-fir, the key objective of this work was to determine panel bond quality and the durability of hem-fir CLT. This work is intended to
-
assess the suitability of different adhesives
-
assess the durability of adhesive bonding.
2 Materials and methods
2.1 Material preparations
One package of kiln dried (KD) Select S4S hem-fir dimension lumber (140 mm × 19 mm), 2700 mm long, was purchased from a sawmill in British Columbia, Canada. At the time of purchase, the moisture content (MC) was maximum 23% for all hem-fir lumber. Visual grading of hem-fir lumber stock was first performed in accordance with NLGA rule. After visual evaluation, hem-fir lumber was conditioned to a range of 10–15% MC. Then the selected lumber was planed to a thickness of 15 mm and cut to 610 mm length. To examine the bond quality and durability of hem-fir CLT products, 610 mm × 610 mm mini- CLT panels were manufactured in the pilot plant.
As shown in Table 1, 5-layer hem-fir CLT billets were made using two adhesive types and two applied pressures for a total of 4 tests. Two replicates were produced for each adhesive and pressure combination, giving a total of 12 mini CLT panels. The two commercial structural adhesives were respectively one-component polyurethane (PUR) and emulsion polymer isocyanate (EPI). The EPI used in this study was approved for wood I-joist and lamination. Adhesive application rates recommended by the adhesive manufacturers were used, namely, 140 g/m2 for PUR and 300 g/m2 for EPI. Five pre-surfaced hem-fir lumber pieces were used for each layer. The average assembly time was approximately 15 min for each CLT panel. The pressing times of CLT panels were 120 min for PUR adhesive and 60 min for EPI adhesive with applied pressures being 0.28 and 0.83 MPa, respectively. Figure 1 shows the hem-fir mini- CLT panels fabricated in the pilot plant at FPInnovations.

Hem-fir mini-CLT panels manufactured in the pilot plant
2.2 Mini hem-fir CLT shear and delamination tests
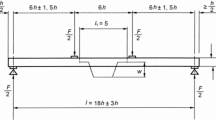
By doing block shear and delamination tests, the bond quality and durability of CLT panels can be determined (ANSI/APA PRG 320 2012). After conditioning, the CLT panels at 20 °C and 65% relative humidity for 72 h, 12 shear blocks (76 mm × 51 mm) were cut from each CLT panel (as shown in Fig. 2, marked as “B” series). The CLT bond quality was tested for block shear strength (BSS) and WFP according to CSA O112.10-08 standard. The specimens were subjected to the following two conditions: dry and vacuum pressure soak/dry (VPD). The VPD cycle was comprised of the following procedures: (1) vacuum for 30 min at 75 ± 10 kPa; (2) apply 540 ± 20 kPa pressure for 2 h; (3) dry at 71 ± 2 °C until within 10% of its original weight; and (4) condition at 20 ± 2 °C, 65 ± 5% humidity for 2 days. For shear blocks from one CLT panel, 6 specimens were used for dry condition and another 6 for VPD condition. There were 4 bondlines for this 5-layer CLT panel, resulting in a total of 24 readings (BSS and WFP for each test group).

Sampling and testing diagram of hem-fir mini-CLT. a Sampling locations of block shear (“B”) and delamination (“D”); b Block shear specimen; c Delamination specimen; d Testing diagram of CLT specimen for block shear
The BSS (\({f_v}\)) was determined for each tested bondline and calculated by the following formula:
where \({F_u}\) is the failing load (N), and \(A\) is the sheared area (mm2).
In addition, 6 square delamination specimens (76 mm × 76 mm) were also cut from each panel (as shown in Fig. 2, marked as “D” series) to test the delamination behavior in accordance with CSA O122-06 (2006) and CSA O177-06 (2006). The delamination cycle consists of the following seven procedures: weigh specimens, submerge specimens in water, apply vacuum, apply pressure, dry specimens, weigh and record weight of specimens, and measure the delamination of specimens.
The weight of each test specimen prior to conditioning was recorded to the nearest gram. The test specimen(s) were placed in a pressure vessel, weighted down, and covered in water at a temperature of 20 °C. All test specimens were then separated such that all bondlines were exposed to the water. A vacuum of between 70 and 85 kPa was drawn and held for 30 min. The vacuum was then released, and a pressure of 480–550 kPa was applied for 2 h. The test specimens were then removed from the pressure vessel and placed in a drying oven. The test specimens were further air-dried at 65–75 °C. During the drying period, the test specimens were placed approximately 50 mm apart and oriented with their bondlines parallel to the flow of air. The airflow rate and relative humidity were such that the specimens were dried within 10–15% above their original test weight within a period of 10–15 h. When the test specimens had returned to within 10–15% above their original test weight, delamination was measured and recorded. Delamination was measured immediately after the removal of the specimens from the oven. If measurement was delayed, areas of poor bond could close up because the block core was dried to a state of equilibrium with the outer block surface or because the surface could pick up moisture. Delamination was measured along the bondlines and excluded knots, grade defects, and wood failure in the bondline area. The delamination rate (in percent) is defined as the ratio of the sum of the delamination of all the bondlines to the total bondline length of a specimen.
The total delamination (D) of each test specimen was calculated using Eq. (2):
where \(A\) is the total delamination length (mm), and \(B\) the sum of the perimeters of all bondlines in a delamination specimen (mm).
Analysis of variance (ANOVA) is a collection of statistical models used to analyze the differences among group means and their associated procedures (such as “variation” among and between groups). By analyzing the contribution of variation from different sources to total variation, the influence of the controllable factor on the influence of research results was determined. Based on the test data of block shear and delamination of CLT, and assumptions of the normal distribution as well as the same variance of a population and independent samples, ANOVA was adopted in this work to determine the different influence of applied pressure and adhesive type on bond quality of CLT. Note that this exploratory study only used limited data points from the measurements. To have more reliable statistical results in the further study, the above assumptions of normal distribution would need to be verified by suitable statistical tests. For example, data expressed in percentage, particularly the WFP in this case, could be transformed with an arcsin transformation. Such a transformation may not affect final results, but it can be seen as a better approach.
JMP is the interactive and visual data analysis tool of choice for scientists and engineers worldwide (SAS Institute 2017). The effect of the adhesive type and the applied pressure on CLT BSS, WFP and delamination rate was analyzed using JMP statistical software.
3 Results and discussion
3.1 Bonding strength
Table 2 summarizes the block shear and delamination test results for the mini 610 mm × 610 mm 5-layer hem-fir CLT panels. Shear strength parallel to the grain of western hemlock (Tsuga heterophylla (Raf.) Sarg) and amabilis fir (Abies amabilis (Dougl.) Forbes) were 8.6 and 8.4 MPa, respectively (FPL 1999). Obviously, the BSS of the CLT panels was far less than that of solid wood according to Table 2. In other words, the block shear failure of hem-fir CLT specimens only occurred in the bondlines and not in wood itself. BSS of hem-fir CLT was less than that of glulam due to the rolling shear produced by testing the orthogonal layers (Betti et al. 2016). In fact, the requirements for BSS of CLT were not clearly put forward in the technical standards. According to Table 2, BSS of hem-fir CLT under dry or VDP conditions cannot meet the requirements of ANSI/AITC A190.1 (2007), but WFP exceeded 80% with the exception that the hem-fir CLT using PUR adhesive had a wood failure percentage of 69.1% with 0.28 MPa applied pressure under VPD condition. As specified in ANSI/AP PRG 320, a minimum “effective bonding area” of 80%, namely, the WFP of 80% above was well accepted. Owing to the inevitable variation of wood itself, BSS only provides reference and is generally not viewed as a critical index.
Compared to dry conditions, the BSS at VPD conditions was also affected by the swelling and shrinking stresses induced during the treatment. Different adhesives and bonding pressure applied in hem-fir CLT manufacturing led to different BSS. According to Table 2, dry BSS reduced with the increase of bonding pressure for PUR, but it had a different trend for EPI, namely, the dry BSS increased along with the increase of bonding pressure. However, it can be seen that for PUR bonded specimens, the bonding pressure did not result in significant changes in VPD BSS (a slight increase in VPD block shear strength for pressure 0.83 MPa). For EPI bonded specimens, the bonding pressure had no significant effect on VPD BSS.
Furthermore, the mean dry WFP results for all of the CLT tests were greater than 80%. However, based on the mean VPD WFP results, the effect of adhesive type clearly existed. At the 0.28 MPa bonding pressure, the CLT panels bonded with PUR only yielded 69.1% WFP (below 80%) while those bonded with EPI yielded 91.0% WFP. In general, the EPI used seemed to yield better wood failure than the PUR. Higher pressure was also beneficial, particularly for PUR. The results obtained in this work were similar to previously published document (Gong et al. 2016).
Owing to the variations and complexity of wood, statistics could be used to evaluate the effects of each factor. Table 3 provides the results from an analysis of variance (ANOVA) summarized for the dry shear and VPD shear. For the dry shear test, only the interaction between the bonding pressure and adhesive type was significant at the p = 0.05 level. For the VPD shear test, only the effect of adhesive type was significant for the WFP at the p = 0.05 level. In general, the BSS seemed to be relatively independent of the bonding conditions in terms of the mean and variation or not sensitive at all, which also indicated that BSS of CLT only provides reference. Its mean value changed from 2.58 to 3.89 MPa (Table 2), which might arise from the own variation of wood. In addition, the EPI adhesive used seemed to yield significantly higher WFP than the PUR adhesive.
3.2 Bonding pressure and adhesive type effects on durability
Delamination varied significantly between the test pieces. In the vast majority of cases, delamination occurred in a single bondline on one side. Since the VPD cycle resulted in swelling and shrinking, which was much higher in the tangential and radial directions than in the longitudinal direction for the timber, it could induce significant internal shear stresses between the bonded surfaces. Furthermore, since the CLT layers were cross-laminated and bonded, small gaps were inevitably present between adjacent lumber pieces in each layer.
Table 4 summarizes the delamination results for all of the 8 CLT panels. The delamination rate varied from 8.7 to 24.2% depending on the adhesive and bonding pressure used. PUR seemed to yield higher delamination than EPI. However, for specimens manufactured with higher pressure, delamination was noticeably reduced, which showed the substantial effect of bonding pressure on the durability of specimens bonded using PUR adhesive. Such phenomenon might be associated with deeper adhesive penetration from the bonded surfaces inside wood for specimens manufactured with higher pressure. At lower manufacturing pressures when adhesive penetration is shallower, the bonding layer is thicker, and as a consequence, a larger area of adhesive surface is directly exposed to water. Therefore, this effect of increased durability for higher bonding pressure is much more pronounced for PUR than EPI, because PUR reacts with moisture and is more vulnerable to water action than EPI. Increasing pressure resulted in reduced delamination for both adhesives.
Table 5 provides the results from an analysis of variance (ANOVA) summarized for delamination tests. Both adhesive and pressure had significant effects on CLT delamination. Compared to the bonding pressure (p = 0.05), the adhesive type yielded a more significant effect (p = 0.01), and this result agreed well with the above analysis.
3.3 Trending analysis of adhesive and pressure effect
As shown in Fig. 3, the effect of the adhesive type and the applied pressure on CLT BSS, WFP and delamination rate was analyzed using JMP statistical software. The prediction was determined at the combination of PUR adhesive with 0.83 MPa pressure. Based on the slope of the prediction lines, both WFP and delamination rate were more sensitive to the adhesive type and applied pressure than dry and VPD BSS. For the PUR adhesive, the CLT made at 0.83 MPa pressure yielded significantly higher WFP and lower delamination than those made at 0.28 MPa pressure. To achieve a delamination rate below 15%, a pressure higher than 0.83 MPa could be used for the PUR resin to manufacture hem-fir CLT.

Trending analysis of adhesive and pressure on hem-fir CLT bond quality
In summary, the bond quality of CLT from BC hem-fir lumber in Canada can meet the requirements of applications through optimization of process parameters (such as adhesive type and applied pressure). In comparison with spruce-pine-fir, hem-fir has more flexible sizing and has higher stiffness, which may provide advantages for certain CLT lay-ups with specific thickness and stiffness requirements. However, for the development of CLT products using one particular species which is not currently recommended by APA, more specific process parameters need to be further studied.
4 Conclusion
This work, based on bond quality and durability tests, indicated that BC hem-fir lumber in Canada can be potentially used to manufacture CLT products. For hem-fir CLT manufacturing, the adhesive type and applied pressure significantly affected wood failure percentage (WFP) and delamination. Block shear strength (BSS) seemed to be relatively independent of the bonding conditions which also illustrated that the standard for glued laminated timber (glulam) might not be well suitable for evaluating CLT bonding.
Compared to the EPI adhesive used, the PUR adhesive was more sensitive to pressure and yielded lower wood WFP and higher delamination for hem-fir CLT manufacturing. For one-component commercial PUR adhesive, the CLT panels using 0.83 MPa pressure yielded significantly higher WF and lower delamination than those using 0.28 MPa pressure. For this PUR adhesive, a pressure higher than 0.83 MPa could be used to achieve better delamination resistance for hem-fir CLT.
Further tests should be conducted to establish the optimum manufacturing parameters, such as the applied pressure and adhesive application rates for hem-fir CLT manufacturing, to increase panel bond quality and durability. The feasibility of CLT made from hem-fir needs to be further verified by the achievement of performance requirements in the standard. Thus, further work is also needed to showcase new hem-fir CLT products through pilot plant tests, benchmark hem-fir CLT against European CLT and Canadian Spruce-pine-fir CLT, and identify the effects of hem-fir growth traits, lumber grades and lay-ups on CLT engineering properties.
References
Aicher S, Reinhardt HW (2007) Delamination properties and shear strength of glued beech wood laminations with red heartwood. Holz Roh Werkst 65(2):125–136
ANSI/AITC A190.1 (2007) Structural glued laminated timber, American Institute of Timber Construction, USA
ANSI/APA PRG 320 (2012) Standard for performance-rated cross-laminated timber, The Engineered Wood Association, USA
ASTM D 905–08 (2013) Standard test method for strength properties of adhesive bonds in shear by compression loading, American Society for Testing and Materials (ASTM)
BCMFR (2007) Coastal Forest Action Plan, British Columbia Ministry of Forests and Range, Victoria. http://www.for.gov.bc.ca/CoastalPlan/cap07.pdf. Accessed 10 March 2009
Bejtka I, Lam F (2008) Cross laminated timber as innovative building material. In: Proceedings of Canadian Society of Civil Engineering (CSCE) 2008 annual conference, Québec-QC, Canada
Betti M, Brunetti M, Lauriola MP, Nocetti M, Ravalli F, Pizzo B (2016) Comparison of newly proposed test methods to evaluate the bonding quality of cross-laminated timber (CLT) panels by means of experimental data and finite element (FE) analysis. Constr Build Mater 125:952–963
Brandner R, Flatscher G, Rignhofer A, Schickhofer G, Thiel A (2016) Cross laminated timber (CLT): overview and development. Eur J Wood Prod 74(3):331–351
Canada Wood (2016) The world first large-dimension hemlock CLT production CLT line was put into use. https://mp.weixin.qq.com/s?__biz=MjM5NTg5NDI4Mg==&mid=2651228420&idx=1&sn=027306c8724ef5c02e24d4238efd33d9#rd
CSA O112.10–08 (2008) Evaluation of adhesives for structural wood products (limited moisture exposure), Canadian Standards Association, Mississauga
CSA O122–06 (2006) Structural glued-laminated timber, Canadian Standards Association, Mississauga
CSA O177–06 (2006) Qualification code for manufacturers of structural glued-laminated timber, Canadian Standard Association, Mississauga
Custodio J, Broughton J, Cruz H (2009) A review of factors influencing the durability of structural bonded timber joints. Int J Adhes Adhes 29(2):173–185
EN 14080 (2013) Timber structures-glued laminated timber and glued solid timber-requirements. European Committee for Standardization CEN, Bruxelles
EN 302 (2013) Adhesives for load-bearing timber structures-Test methods, European Committee for Standardization, Bruxelles
FPL (1999) Wood handbook-Chap. 4 Mechanical properties of wood. Forest Products Laboratory, U.S. Department of Agriculture (USDA), Forest Service, Forest Products Laboratory, Madison
Gong Y, Wu G, Ren H (2016) Block shear strength and delamination of cross-laminated timber fabricated with Japanese larch. BioResources 11(4):10240–10250
Knorz M, Schmidt M, Torno S, van de Kuilen JWG (2014) Structural bonding of ash (Fraxinus excelsior L.): resistance to delamination and performance in shearing tests. Eur J Wood Prod 72(3):297–309
Lavisci P, Berti S, Pizzo B, Triboulot P, Zanuttini R (2001) A shear test for structural adhesives used in the consolidation of old timber. Holz Roh Werkst 59(1/2):145–152
Li RR, Cao PX, Guo XL, Ekevad M (2015) Comparison of different standard test methods for compressive shear strength of bondline in glulam. China For Sci Technol 29(4):86–89
Liao YC, Tu DY, Zhou JH, Zhou HB, Yun H, Gu J, Hu CS (2017) Feasibility of manufacturing cross-laminated timber using fast-grown small diameter eucalyptus lumbers. Constr Build Mater 132:508–515
Okkonen AE, River BH (1989) Factors affecting the strength of block-shear specimens. Forest Prod J 39(1):43–50
Pizzo B, Lavisci P, Misani C, Triboulot P, Macchioni N (2003) Measuring the shear strength ratio of glued joints within the same specimen. Holz Roh Werkst 61(4):273–280
Raftery G, Harte A, Rodd P (2008) Qualification of wood adhesives for structural softwood glulam with large juvenile wood content. J Inst Wood Sci 18(1):24–34
SAS Institute (2017) JMP statistical discovery software. https://www.jmp.com/en_us/software/data-analysis-software. SAS Campus Drive, Cary
Schmidt M, Glos P, Wegener G (2010) Gluing of European beech wood for load bearing timber structures. Eur J Wood Prod 68(1):43–57
Serrano E (2004) A numerical study of the shear-strength-predicting capabilities of test specimens for wood-adhesive bonds. Int J Int J Adhes Adhes 24(1):23–35
Sikora KS, McPolin DO, Hare AM (2015) Shear strength and durability testing of adhesive bonds in cross-laminated timber. J Adhes 92(7–9):758–777
Steiger R, Gehri E, Richter K (2010) Quality control of glulam: shear testing of bondlines. Eur J Wood Prod 68(3):243–256
Wang BJ, Dai C (2008) Present utilization and outlook of BC Hem-fir for composite products. BC coastal forest sector development program report, Department of Engineered Wood Products, FPInnovations, Vancouver
Wang BJ, Dai C (2013) Development of structural laminated veneer lumber from stress graded short-rotation hem-fir veneer. Constr Build Mater 47:902–909
Wang BJ, Dai C, Middleton G, Munro D (2010a) Characterizing short-rotation coastal hemlock and amabilis fir veneer properties: preliminary results. BC coastal forest sector development program report, Department of Engineered Wood Products, FPInnovations, Vancouver
Wang BJ, Dai C, Middleton G (2010b) Manufacturing and performance evaluation of LVL made from stress graded hem-fir veneer. BC coastal forest sector development program report, Department of Engineered Wood Products, FPInnovations, Vancouver
Wang BJ, Pirvu C, Lum C (2011) CLT Handbook: Chap. 2 Cross-laminated Timber manufacturing, Canadian ed. FPInnovations, Vancouver
Wernersson H (1994) Fracture characterization of wood adhesive joints. Report TVSM 1006, Division of Structural Materials. Lund University, Lund
Acknowledgements
The authors would like to thank Natural Resources Canada (Canadian Forest Service) and the Province of British Columbia for their guidance and financial support for this research. This work was also supported by the natural science research general project of Jiangsu Province of China (16KJD220001), the science project of Jiangsu Vocational College of Agriculture and Forestry (2017kj04), and Ningbo major social development project entitled “Development of new green prefabricated building materials for demonstration buildings” (2017C510004). The authors thank Ciprian Pirvu, Conroy Lum, Romulo Casilla, John Hoffmann, and Gordon Chow, among others at FPInnovations, for their help in this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, J.B., Wei, P., Gao, Z. et al. The evaluation of panel bond quality and durability of hem-fir cross-laminated timber (CLT). Eur. J. Wood Prod. 76, 833–841 (2018). https://doi.org/10.1007/s00107-017-1283-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-017-1283-7