
Abstract
With an increasing interest in fabricating complex structures in architectural design, the concept of porosity has become a vital topic, opening up new avenues for tectonic thinking and functional demands in architecture. Porous structures typically consist of minute interstices or modular structural grids that allow fluids to pass through and are typically present on a micro scale. By adopting a biomimetic approach, which moves from the micro to the macro scale, the application of digital tools has enabled the design of functional building elements. For example, the 30 St Mary Axe tower by Foster and Partners imitates the shape and porosity of a Venus Flower Basket Sponge, resulting in enhanced endurance capabilities. Furthermore, porous structures can improve the building’s thermal, light, and air circulation conditions. However, porous structures have a highly complex topology that poses a challenge for the fabrication process, and is primarily limited to 3D printing and CNC milling manufacturing approaches, with the addition of casting and chemical processes depending on the material. In this research, we propose a novel design and manufacturing approach for porous structure fabrication that uses a hot knife tool with an industrial robot to cut expanded polystyrene materials. This approach offers a faster and more efficient way to fabricate porous structures than additive or milling techniques, with an integrated design approach that enables a range of design scenarios to be explored. Additionally, our method provides hands-on experience and practical testing of a large-scale prototype.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
In contemporary architectural practice, digital technologies are used to support the fabrication of complex freeform surfaces and enable mass customization (Kolarevic 2003). Typically, the outer layer of a building is composed of surfaces, polysurfaces, or solids that require a complex fabrication process (Pottmann et al. 2015). Porous structures can be categorized as a type of complex freeform structures.Porous structures are typically defined as consisting of minute interstices or modular structural grids on a micro scale, through which fluids can pass (Ali and Sen 2017). However, the concept of porosity extends beyond the micro scale, and has become an important topic in architectural theory and design from a variety of perspectives. One of these perspectives is biomimetic design, which involves imitating or mimicking biological processes. For example, the 30 St Mary Axe tower by Foster and Partners, also known as the Gherkin, was inspired by the Venus Flower Basket Sponge, which has a lattice-like exoskeleton that helps dissipate water in heavy currents (Nkandu and Alibaba 2018). The biomimetic approach was also applied in the tower’s structure to reduce the impact of heavy winds and dissipate the force load. Porous structures have a range of applications in contemporary architecture (Holl & Steiner 2002; Archi[te]nsions 2018; Frearson 2018), urban planning (Goodwin 2011), and material thinking (Herzog and de Meuron 2018), allowing for the passage of light and air circulation. For example, the air conditioning system in a building in New Delhi uses an array of tapering cylinders that resemble a porous structure to achieve an efficient cooling called evaporative cooling, which uses water and natural ventilation and requires minimal maintenance (Franco 2019). Porosity can also be incorporated into a layered outer building envelope to regulate temperature (Han et al. 2017; Zhang et al. 2018; Ant Studio 2018) and insolation levels indoors (Hines 2018), or to filter the air (Zimmer 2013). In the latter case, the porous structure provides both natural lighting and a large surface area for applying a cleaning coat. The concept of porosity is also a common element in contemporary architectural language (Kotsopoulos 2007) and biomimetic approaches (Sanchiz 2006), the latter of which can be fabricated through mold casting. However, due to the highly complex topology of porous structures, their design and fabrication is a demanding process.
Porous structures are often generated through the cell model method (Coutelieris and Delgado 2012), which involves removing parts of a solid structure to create the desired outcome. Typically, these structures are fabricated using gantry-based 3D printing (Jakus et al. 2018). However, 3D printing can be a slow process and is limited to certain types of materials, which can affect precision and accuracy. For example, the Parametric HoneyComb Boundary project required 127 h to print on a resin printer with a limited 40 cm cube boundary (Patsalides 2011). Although the Carbon M1 resin printer is fast and precise, it is not cost-effective for sustainable fabrication (Carbon 3D 2022). To overcome the time drawback of gantry-based 3D printers, an industrial robot can be implemented with an extruder head as an end-effector to create a lattice-like structure with voids inside (Branch Technology 2022). This approach enables the creation of a large 3D printed lattice at a fraction of the time, since industrial robots have a larger workspace than common desktop printers. Additionally, the print process can be made from extruded linear elements, rather than executing one layer at a time. However, this method does not produce the same curved porous shape design that gantry-based 3D printers can achieve, and thus other fabrication methods should be explored.
In the workshop ‘Informed Porosity,’ the authors explored the implementation of the porosity concept in fabricating scaled foamed polystyrene pavilions using an industrial robot with a mounted drill (Bier et al. 2016). The milling process is a subtractive process that removes material from the initial block, as opposed to an additive process like 3D printing. The scope of “non-standard model design” using robotic milling is also seen in the research of Sousa (Sousa 2017; Sousa and Xavier 2015). Another subtractive process, hotwire cutting, has shown potential for exploring different design approaches at both small and large scales and is commonly used for extruded polystyrene (EPS) and cork (Sousa 2012; Varela and Sousa 2015). The hotwire cutting process reduces debris and fabrication time since it removes a bulk of the material, leaving a clean ruled surface cut following a straight hotwire cutting tool (Jovanović et al. 2017). Porosity using industrial robots is also explored through modular elements and hyperbolic paraboloid shapes resembling a gyroid shape by UNStudio (Hoppermann et al. 2016). Research involving a doubly curved surface and curved hotwire is also conducted, expanding on the cutting shape scope (Søndergaard et al. 2016; Rust et al. 2016). However, both approaches exhibit problems when voids are embedded deep within the structure, due to impediment caused by the structure’s outer layers and the available manufacturing process.
The fabrication of porous structures is an active research area in architecture that focuses on generating complex architectural forms and design with performance in mind. The main challenges associated with porous structure fabrication are efficiency and time consumption, which are affected by the materials used and design requirements. To address these challenges, the design and fabrication phases must be aligned to anticipate and accommodate common issues, which are discussed in detail in the following section.
Porous Structure Fabrication Challenges
Porous structures can also be defined as a solid material matrix with fluid-filled pores that make up a significant portion of the volume (Ying et al. 2018). Thus, porous surfaces can be thought of as a relatively thin sheet of material with an increased surface area achieved by incorporating numerous straight-through holes. The advent of generative design and the continual advancement of digital tools has enabled the generation of numerous porous structure concepts. However, if the aim is to fabricate these structures, certain limitations must be considered in both the generative design phase and the manufacturing process.
3D printing allows for a wide range of design concepts to be explored when it comes to porous structures, on any scale. With layer-by-layer printing, any 3D modeled porous structure can be printed, since supporting elements are placed where there are voids. These supporting elements can be removed after the printing process has finished, leaving the final porous structure. According to Ali and Sen’s definition of porous structures (Ali and Sen 2017), fluids can pass through the voids. Making the supporting elements out of water-soluble Polyvinyl Alcohol (PVA) allows for water to dissolve the support, revealing the final structure. The approach can be further optimized by using specific overhanging printing angles, which exclude the need for support altogether. However, this additive fabrication approach can be very time-consuming and size-restrictive.
Using a milling tool (a subtractive fabrication approach), usually associated with 3-axis CNC machines, resolves the issues of time and size at the expense of design possibilities. The most common issue found with CNC milling is the debris management required during the fabrication process (where all of the material is removed). When the material being milled is wood, the debris is recyclable, unlike EPS, which is a plastic material. Creating non-biodegradable particles is not a sustainable approach to environment or health preservation. The other main issue is the design limitation, where the porous structure has to be designed in such a way that it does not impede the milling tool from cutting the void parts from it. This means that the void shapes must exhibit cylindrical or conical surface patches oriented in such a way that the milling tool can approach them without removing portions of the desired porous structure. Furthermore, the limitation is that the voids have to be accessible on the surface of the material block, meaning that no voids can exist inside the porous structure. With the increasing development of digital technologies, an industrial robot with six degrees of freedom has found its application in architectural fabrication (Gramazio and Kohler 2007). Even though inaccessible voids are still an issue, by using industrial robots, void shapes can be designed with surface patches of a larger orientation variety since the tool can reach them with a larger degree of freedom (not only three, as is the case with CNC milling).
The use of robotic applications has expanded the possibilities of generating larger models compared to the size of the machine. By implementing different end-effectors for the robot, the manufacturing process can be changed, allowing for both additive and subtractive fabrication approaches. However, in the field of fabricating porous structures from foamed polystyrene materials, the subtractive milling approach is commonly used. The main drawback of this approach is that it produces a large amount of polystyrene debris that cannot be recycled, thus leading to an ineffective utilization of the material. In some cases (Bier et al. 2016), a special holding platform is required for the material due to the large forces acting on the block during the milling process. Additionally, the design is limited in terms of hole size and surface curvature due to the constant diameter and linear shaping cutter of the milling tool. As a result, a novel approach needs to be considered to overcome these issues.
Novel Approach to Porous Surfaces
To address the issues associated with subtractive milling, industrial robots are now equipped with hotwire end-effectors that can cut the polystyrene block. This approach results in recyclable chunks of material, unlike the debris generated by milling. Known as robotic foam sculpting (Bain 2011), this process requires careful attention to the kerf width and surface barreling. Another term used for this technique is hot knife cutting, introduced by Søndergaard et al. (Søndergaard et al. 2016). This method involves bending a planar sheet of material during the cutting process to produce doubly curved surfaces, as opposed to the ruled surfaces created by hotwire cutting. In this paper, we will use the term hot knife cutting to describe a non-straight hotwire that can change shape during cutting. These changes in shape can provide tectonic visual feedback on the surface of polystyrene blocks (Clifford et al. 2014).
This research introduces an approach for generating and fabricating porous surfaces using a hot knife as a tool of an industrial robot to cut out cells (holes) in a foamed polystyrene block. The focus is on porous surface structures, which are more applicable and functional for the field of architecture, such as porous facades with high surface area and perforation area (Kotsopoulos 2007). This approach offers increased design variety compared to the usually applied 3-axis milling, in the following ways:
-
The hot knife tool can be adjusted for variable shapes during the fabrication process, providing diverse design possibilities compared to the milling tool, as shown in (Søndergaard et al. 2016; Rust et al. 2016). A previously shaped hot knife tool is used in this case to avoid the use of multiple robots, but still allows for different doubly curved surfaces to be produced by positioning the tool differently to the void sides.
-
The orientation and position of the cells do not have to be generated so that their sides can be reached only perpendicularly to the surface by the tool, as is the case in (Sousa 2017; Sousa and Xavier 2015). Furthermore, the hot knife tool is used to sculpt the pieces with a porous look, instead of a tectonic visual texture.
-
By placing and orienting the foamed polystyrene block vertically and perpendicular to the robot arm (with the largest side facing the robot), it becomes possible to utilize as much of the robot’s work area as possible in reference to the structure being fabricated, as is the case in Informed Porosity (Bier et al. 2016). This setup increases the material usage efficiency, reachable work area, and reduces the fabrication time when compared to the horizontal orientation. The use of hot knife cutting removes the need for elaborate mounting devices, as the hot knife tool does not produce forces acting on the block, given that it vaporizes the material around it.
Furthermore, the subtractive approach of using a hot knife tool results in an increased manufacturing speed compared to 3D printing, as it removes a large portion of the material instead of incrementally adding it for every layer. Depending on the preparation, a block of 100 × 50 × 10 cm can be perforated within two to three hours, which is 40 times faster for similar volumes than the 127-hour 3D resin print (Patsalides 2011). This workflow aims to be more waste-management friendly than CNC milling. The expected results of this research will be a functioning parametrically controlled design workflow that makes it possible to fabricate the desired porous surface from foamed polystyrene, provided that it is tessellated according to the limitations of the robot’s workspace.
METHODS
As can be seen, the design and fabrication phases are interrelated and must correspond to each other to efficiently fabricate porous surfaces. Designing porous surfaces without considering the means of fabrication can lead to inefficiencies in material usage, time consumption, precision, and the possibility of fabricating such structures. Therefore, both areas need to be integrated early on and explained in greater detail. For the purposes of this research, this is referred to as an integrated design approach, which consists of several stages. The first stage is the design phase, where the focus is on the structure’s variation capabilities, based on the design criteria. Surface generation and cell generation are introduced in this phase, with considerations related to the cell cross-section and material size. The second stage is the fabrication phase, where emphasis is placed on the robot’s work area, its dexterity, reachability, collision detection, and cutting path sequencing.
The Design Phase
The design phase for porous structures is not a unique approach. It employs a voxel-based isomesh method that follows a particular mathematical function (Jovanović and Vučić 2022). It represents points of constant value within a volume of space, calculated by a specific mathematical equation. While it provides a wide variety and regularity to the pores, it pays little attention to fabrication. This is why generating a solid and subtracting the pores from it is a more practical method of creating porous structures in architecture. To test this, a complex form needs to be created. As the porous design is applied on a macroscopic scale, i.e. architectural scale, the form is designed with one planar surface side and one curved surface side. By following this design approach, the porous structure can be mounted on a building fenestration with its planar side while still creating a sense of fluidity on the other. If the concept can be applied to a complex form, such as a polysurface consisting of doubly curved patches, it can be applied to any other type of form, even simpler ones. In this research, a complex form consisting of a doubly curved surface is used to test the porous conceptual idea. The concept involves the generation of the desired form boundary representation, inside which the pore cells are positioned. The pore cells are created from two rail curves and one profile curve, respectively, which are used to subtract specific portions of the form to produce a porous structure. The size of the cells can vary, ranging from smaller ones, around 10 cm in diameter, to those that can span 50 cm or more, depending on the design criteria and project brief. For example, smaller cells provide more privacy, while larger ones allow more light to pass. Their size depends on the work area of the fabrication machine and the tool size and shape, thus requiring integration of design and fabrication parameters. The structure is tessellated according to the EPS block size before being prepared for the robotic sculpting process. From the proposed workflow, it can be observed that the design phase is governed by the work area of the fabrication machine, the reachability of the tool, the material size, and the general approach to fabrication (additive or subtractive), establishing that early integration of the design and fabrication phases is necessary.
Therefore, the desired complex structure form is first modeled, representing the outer shape of the structure without the cut-out cells (Fig. 1a). The desired shape is then deconstructed into its essential parts or patches, and one of the patches is selected (shown in orange in Fig. 1b). The longest isoparametric curves in both directions of the desired shape are used to draw a planar rectangle of the same size. Next, a planar set of closed curves is drawn inside the rectangle, which is then mapped onto the desired shape (Fig. 1c). These curves represent the first set of curves, also known as the rail curves.
At this stage, it is important to consider offsetting the inner curves by a desired value to compensate for the thickness of the hot knife tool and the kerf. However, due to the changeable curvature of the surface and the lack of isoparametric length consistency in at least one isoparametric direction, the remapped curves can exhibit certain issues. These issues include the loss of the curve’s planar properties and shape transformation due to scaling, which is mostly present in doubly curved surfaces.

The generation of first rail curves (a) the initial desired shape of the porous structure, without the cutout cells; (b) choosing one surface where the porous design is applied to; (c) mapping planar curves on the surface
Once the first set of rail curves is generated, the second set is introduced. The mapped curves are duplicated and translated by a vector in the direction that passes through the desired shape. This vector can be a normal vector of the initial patch or a vector perpendicular to the nonadjacent side of the form. Either way, the direction must ensure that the cell is generated through the complex form. The curves are then modified by changing their shape, size, and/or orientation (Fig. 2a). These curves represent the second set of curves. Depending on the intensity of the translation vector, the second set of curves can be positioned inside or outside the desired shape. Moving the curves outside of the desired shape ensures that the cells can be cut out later. However, if the design criteria entail a non-perforated cell, as would be the case with moving the curves inside the desired shape, vaporizing the entire volume of the cell can be considered. Following the hotwire cutting approach mentioned earlier, the kerf can be used to gradually remove the unnecessary volume. Vaporizing the cell, with proper air filtration, is still a valid waste disposal approach as opposed to milling debris. Once the curves are in place, a profile curve of the same shape is inserted between the first and second set of curves a desired number of times to increase the continuity of the cell surfaces (Fig. 2b). This curve is chosen to be the longest one in the set and positioned to follow both rails, enabling shape consistency and rail directions. Using the first and second set of curves as directrices and the profile curve as the generatrix, a sweep surface is formed (Fig. 2c).

The pore cell generation (a) - The depiction of the second set of curves (showed in orange), generated after the first set of curves has been moved and transformed; (b) the depiction of profile curves of the same shape but different orientation to ensure surface continuity and a single end-effector application; (c) the depiction of the sweep surfaces with the same profile curve, that represent the cells that need to be removed
The same shape of the profile curve is also important for the fabrication process, but there are certain limitations that affect its size and shape. In concave cells, the size of the profile curve cannot exceed the area enclosed by one-third of the cell’s convex hull (Fig. 3a). In convex cells, the size of the profile curve must be less than the area enclosed by one-half of the distance between adjacent cells (Fig. 3b).

The profile curve restrictions (a) the graphical representation of the profile curve’s size limitation (shown in orange) not exceeding one third of the cell’s size in the case of a concavely shaped cell (shown in gray); (b) the graphical representation of two convexly shaped cells (shown in gray) overlapping (area in orange) due to the profile curve’s size exceeding one half of the smaller distance between adjacent cells
Once the cells have been generated, they are subtracted from the initial form to produce the porous structure. One approach is to use larger cells that leave a smaller amount of the initial patch, eliminating the neighboring volume in the process (Fig. 4a). Another approach is to use smaller cells that produce a more continuous approach, with the cell sides encompassing a larger volume of the form (Fig. 4b). By using an integrated design approach, a myriad of cell designs can be effectively generated within a short amount of time. The size of the cells is regulated by the project brief, which needs to be adjusted to the design and fabrication criteria and parameters. However, depending on the size of the EPS block, the porous structure may need to be tessellated into smaller pieces (Fig. 4c indicated in orange), which are later prepared for the fabrication process provided that the hot knife tool’s shape is the same as the profile curve.

The generation and tessellation of the porous structure (a) a variation of the generative approach with larger cells; (b) a variation of the approach with smaller cells; (c) tessellation of the porous structure in reference to the size of the EPS block
The use of a hot knife tool as the end-effector offers the advantage of allowing the user to adjust the kerf of the cut during the fabrication process, removing more or less material as needed. Unlike mills, the shape of the tool is not limited to linear or straight shapes, which enables the efficient fabrication of sweep surfaces that may be doubly curved. The process can be applied to all sides of the desired shape until the porous surface is generated according to user preferences. The next step involves the fabrication of these structures.
The Fabrication Phase
In order to fabricate a porous surface from a foamed polystyrene block using hot knife robotic fabrication, it is necessary to determine the size of the area that the robot can reach. Depending on the size of the industrial robot, this information can be used to decide whether to tessellate the porous structure into smaller parts that the robot can fabricate at one time, thus making the process more time-efficient. To obtain information about the size of the robot’s reachable area, the following method is used.
To determine the size of the reachable area for the industrial robot, the first step is to establish a coordinate system origin. The x, y, and z coordinates are defined in relation to the robot’s global coordinate system (GCS) located at its base, making the process referential to the robot (Fig. 5a). These coordinates can be adjusted later on during the analysis process. Once the origin is established, a coordinate system is defined using that specific origin, and its orientation can be set as either horizontal (Fig. 5b) or vertical, referred to as the user coordinate system (UCS).The decision to use a horizontal or vertical orientation is based on the easiest way to simulate the orientation of a cubic block of polystyrene in reference to the robot.
In the UCS, a grid of coplanar points is placed. The amount of points in both directions is also set as a parameter to have a denser or sparser point cloud for the reachability analysis. At each of these points, coordinate systems are placed, referred to as Tool Center Point (TCP) coordinate systems, simulating the position where the robot tool is programmed to align with (Fig. 5c). A total of 8 TCPs is generated, rotated 45 degrees around the UCS X-axis and rotated by 45 degrees about the UCS Z-axis. The angle value, as well as the amount of TCPs, can be decreased or increased to provide a rougher or more detailed reachability analysis. Once these TCPs are determined, the robot reachability simulation is performed, calculating how many positions are accessible. The position of the UCS origin is changed, and the process is repeated iteratively.

Coordinate systems for the fabrication phase (a) Global coordinate system (GCS) at the base of the industrial robot; (b) User coordinate system (UCS), horizontal in this case, placed in the robot’s work area; (c) Tool center point coordinate systems for simulating the tool orientation
UCS origin positions are placed in reference to the robot’s work area and the EPS block orientation, to allow for a maximum reachability of the TCPs and to decrease unnecessary calculations. The best set of coplanar points for a horizontal orientation is determined to be at 270 mm along the GCS Z-axis (Fig. 6a), while the best set of coplanar points for a vertical orientation is determined to be at 600 mm along the GCS X-axis (Fig, 6c). These UCSs are then populated by a larger number of TCPs to create a denser reachability map and determine which orientation can accommodate a larger amount of reachable TCPs (Fig. 6b and d). The results show that a vertical placement of the block (with the largest area side perpendicular to the X-axis of the robot’s base coordinate system) enables optimal block usage. Following these results, a single vertically oriented coordinate system with its origin placed 600 mm away from the robot in the X-direction and 400 mm away in the Z-direction is placed in front of the robot.

(a) a graph showing the amount of unreachable positions for a horizontally oriented coordinate system with the origin at a specific distance from the robot; (b) a graph showing the amount of unreachable positions for a single horizontally oriented coordinate system with the origin at a specific distance from the robot; (c) a graph showing the amount of unreachable positions for a vertically oriented coordinate system with the origin at a specific distance from the robot; (d) a graph showing the amount of unreachable positions for a single vertically oriented coordinate system with the origin at a specific distance from the robot
This analysis is conducted using a robot without an attached tool, in order to show the reachability analysis better and to obtain clearer results. In any fabrication process with an attached tool, this procedure can be utilized to determine the optimal position and orientation of the UCS. The optimal position of the model in reference to the industrial robot is important in terms of the robot’s tool reachability and collision avoidance. The robot’s movement must avoid collision between the tool and the initial block of material as well as between the tool and the robot itself.
One study (Bier et al. 2016) has addressed the issue of the vertical placement of the block being unstable during the fabrication process. To address this issue, a standing platform is used to hold the block in place. However, this impedes the robot’s tool from reaching the clamping and docking areas of the platform. In this study, a hot knife tool is used to vaporize the cell sides, detaching the cell from the block. There is no direct contact between the block and the tool during the fabrication process, which allows the platform to be adjusted so that the block does not have to be covered during fabrication. While reaching all parts of the block represents a first step, this is closely related to the tool-path generation.
The tool path generation process is carried out in three stages:
-
referencing points on the sides of the sweep surface, along with their corresponding coordinate systems.
-
verifying whether all of these points can be reached by the tool.
-
sequencing the points in a way that generates a feasible tool path, ensuring that the tool can pass through the designated points.
Points with accompanying coordinate systems are referred to as targets and are placed on the sweep surface sides, which define the position and orientation of the robot’s tool during the fabrication process. To ensure safe and efficient tool-path generation, the referencing of targets on the sweep surface must follow a basic rule: the tool should be able to reach the targets at a specific orientation without colliding with the block or the model being fabricated. It is important to note that although the vertical placement of the block is defined at a certain distance from the robot, it does not guarantee that the tool can reach the referenced targets. Therefore, individual points must be checked for reachability, which is performed using Taco, an add-on for the Grasshopper3D algorithmic editor in Rhinoceros3D software (Taco 2016).
Finally, sequencing of the points is carried out to ensure the reachability of the tool during the cutting process. The cell curves (either the first or second set of curves for each cell) are utilized to sequence the targets along the path, starting at a particular point on the curves. The sequence is tested to determine if the robot can perform it. If it is not possible, the sequence is altered by starting at a different point on the curve. This process is repeated until all the points on the curves are utilized as starting points. This type of path checking is used as the initial angle values in the robot joints, at the start of the path, can restrict the robot from making the necessary movement. Finally, if the path cannot be performed in one motion, it is divided into two and the entire procedure is repeated. Using this workflow, it is possible to test it on a facade element.
Results
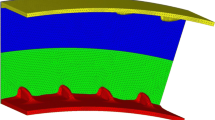
The desired shape is modeled as a thin structure with dimensions of 1000 mm x 1000 mm x 100 mm, with one side being flat and the other side represented as a ruled surface. Cells are generated on the ruled surface using a linear profile curve and with the second set of curves positioned outside the structure (indicating that the tool will cut out the cell instead of vaporizing it entirely) as shown in Fig. 7a.

The porous structure and its tessellation (a) The 100 × 100 × 10 cm porous structure with ruled surface cells (straight profile curve); (b) the material efficient porous surface tessellation, where the division cut goes through the cells; (c) the assembly efficient porous structure tessellation, where the division goes along the seam of the adjacent cells
The chosen material for the fabrication process is foamed polystyrene in the form of blocks measuring 100 cm x 50 cm x 10 cm. The porous structure is then fabricated using an ABB IRB 140 industrial robot. To optimize the process, it is essential to fit the block within the robot’s work area. Using the methods presented in Sect. 2.2, it is determined that the robot’s maximum work area, with the hot knife tool, can accommodate the foamed polystyrene block with these dimensions. The structure is then tessellated into two smaller parts, based on the size of the block, with one tessellation type shown in Fig. 7b.
This method of tessellation uses the entire block of material, but it results in a visible, straight cut line in the structure. Alternative tessellation approaches can be used, such as the one depicted in Fig. 7c, where the cut line follows the seam of the adjacent curves, but this approach uses more material. For this research, the first tessellation approach is employed.
Next, the ruled surface patches of the polystyrene blocks are cut with a hotwire cutter following existing research before the cells are cut out. The hot knife tool, measuring approximately 270 mm, is mounted on the industrial robot and calibrated in reference to the block position, as shown in Fig. 8a. The block is placed on a platform facing the robot (Fig. 8b) at a distance of 700 mm. The tool is tested for kerf width with reference to the desired cell size and ruled surface tool path, as shown in Fig. 8c.

The fabrication setup (a) the hot knife tool calibrated in reference to the block, before the start of the cutting process; (b) the precut polystyrene block prepared for the process of cutting out the cells; (c) the kerf width and tool path testing
The tool path generation process, as outlined in Sect. 2.2, is completed in three stages. Initially, the targets on the sweep surface are referenced, followed by a check for the reachability of each point by the industrial robot. Finally, the points are sequenced in a manner that allows the robot to pass through them in one cut (Fig. 9a). Once the tool paths are generated, the fabrication process can begin (Fig. 9b).

The tool path definition and cutting; (a) referencing targets on the cell sides, checking their reachability and sequencing them; (b) the fabrication process done according to the previously generated tool paths
It is important to balance the temperature of the hot knife and the speed of the tool during fabrication. If the temperature is too high and the speed is too low, a large kerf may result because the tool will stay in the material longer than necessary. Conversely, a low temperature and high speed can cause the hot knife to deform, leading to imprecise fabrication. In this work, the tool speed used was 8 mm/s, and the hotwire temperature was around 350oC, based on empirical data gathered in situ and from previous research. The fabrication process for the two blocks was carried out using the methods previously described.
Once the blocks are fabricated, they are assembled together to check the alignment of the cells (Fig. 10a). Due to the movement of the platform and dismounting of the tool during the fabrication of the two blocks, the alignment is slightly off in some cells by 2 mm. Moreover, some cells are not entirely cut due to issues with the tool path code where the first target is not used as the last target. The two porous surface blocks are then glued together using a silicone and positioned in front of a window opening (Fig. 10b).

the final result (a) the two fabricated porous surfaces positioned together for alignment; (b) - the glued finished structure comprised of two porous surface blocks
Discussion
Using the hot knife cutting approach, each block was fabricated in about 2 to 3 h, for a volume of 50,000 cubic centimeters. In comparison, the 3D printed scale model for the HoneyComb Boundary project took 127 h to make for a similar volume. This means that the fabrication time is around 40 times less when using the integrated design approach with hot knife cutting, as opposed to gantry-based 3D printing. Additionally, the cell cutouts are easily disposable, and there is little to no cleanup necessary after fabrication. In comparison to CNC milling debris, where particles can become stuck to various surfaces due to static charge, hot knife cutting represents a better approach. With a faster and more efficient approach, design criteria can be determined according to any brief requirements or propositions. It is important to integrate all parameters early in the design process to create a viable design solution.
The use of EPS raises questions related to its performance limitations and environmental impact. Although this material is primarily used for insulation purposes, its high pliability ensures that curved facades can be produced, which is relevant to performance-based design. A notable example of this can be seen in the Manuel Gea Gonzalez Hospital in Mexico City (Zimmer 2013). Rather than using custom molded or cast panels, EPS molds or cut-out elements can be used and then coated with protective layers for the same purpose. In this case, environmental impact is not a concern as EPS cutouts are recyclable, and technologies that incorporate EPS into a circular economy are readily available.
The fabrication techniques utilized in this approach are not limited to cutting polystyrene. Other construction materials such as cork can also be cut using a sharp knife tool. The study of the cutting path and target sequencing also raises the possibility of cutting a cell in its entirety in one path. While it may be time-consuming to test all the possible sequences that can cut the cell out in one pass, there is a case to be made for cutting the cells out in two passes, which can be less time-consuming.
Apart from straight lines, other hot knife shapes were not tested. However, the tool orientation during the cutting process was observed to align itself with the appropriate cell sides, indicating that curved shapes would do the same. This aligns with the path testing and sequencing mentioned earlier, which can make the process more time-consuming. Therefore, it is possible to keep the swept surface of the cell sides adequate to the design and to use a curved hot knife shape for possible future approaches. Robotic fabrication carried out in this way allows the cell sides to be inclined towards or away from the tool, keeping the cutting path executable. The use of the robot’s work area tests proved to be a valuable resource for enabling an efficient approach, providing information on the block orientation and the limitations of its reachability. The vaporization of the material proved to be adequate, as no forces were acting on the block during the fabrication process.
Conclusion
In this research, a fabrication approach for porous architectural structures is presented, demonstrating a fast and efficient method for fabricating various design scenarios utilizing a hot knife as a tool for shaping EPS foam. The approach uses a single profile curve to define the swept surfaces, enabling the use of a unique hotwire tool while allowing for a multitude of sweep surface shapes. Furthermore, the presented approach provides a framework for fabricating other types of architectural structures with surfaces of higher genus. The reachability analysis has proven to be an invaluable tool for verifying how the robot performs with a particular TCP orientation, simulating the tool alignment during the cutting process. With a focus on fabrication-aware design, this project showcases a fully integrated process for EPS-based material solutions with complex topology.
In future research, this novel fabrication approach will be integrated with performance-based design to optimize the topology of porous structures according to specific needs, such as efficient airflow circulation and lighting control.
References
Ali, D. and Sen, S., 2017. Finite element analysis of mechanical behavior, permeability and fluid induced wall shear stress of high porosity scaffolds with gyroid and lattice-based architectures. Journal of the mechanical behavior of biomedical materials, 75:262–270. https://doi.org/10.1016/j.jmbbm.2017.07.035
Ant Studio, Eco-Friendly Low Energy Cooling Installation for Industries, Accessed August the 2nd 2018 at http://www.ant-studio.org/new-gallery/qy4z4lq8uradkygqlbsj43lhbughe1
Archi[te]nsions, Spatial Porosity, A Connecting Social Condenser, Jyvaskyla, Finland 2015 accessed July 30th 2018 at http://architensions.com/projects/spatial-porosity/
Bain, J.D., 2011. Thermomechanical Hot Tool Cutting and Surface Quality in Robotic Foam Sculpting, University of Canterbury. Mechanical Engineering. https://doi.org/10.26021/2308
Bier, H., Mostafavi, S., Cloot, R., Hidding, A., Informed Porosity, A design to robotic production process for a small-scale pavilion, 2016, Accessed 16th April 2018 http://ex25.hyperbody.nl/index.php/Msc3workshop2G3:Frontpage
Branch Technology accessed the 27th Februray 2022 at https://branchtechnology.com/projects/
Carbon 3D, accessed the 27th February 2022 at https://www.carbon3d.com/products/m1-3d-printer/
Clifford, B., Ekmekjian, N., Little, P. and Manto, A., 2014. Variable carving volume casting. In Robotic Fabrication in Architecture, Art and Design 2014:3–15. Springer, Cham. https://doi.org/10.1007/978-3-319-04663-1_1
Coutelieris, F.A. and Delgado, J.M.P.Q., 2012. Fundamentals of Porous Structures. In Transport Processes in Porous Media:5–21. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-27910-2_2
Franco, J.T., This Innovative Cooling Installation Fights Soaring Temperatures in New Delhi, ArchDaily, Published May 14 2019, accessed 1.3.2023. at https://www.archdaily.com/878851/this-innovative-cooling-installation-fight-the-soaring-temperatures-at-the-borders-of-delhi
Frearson, A., Sliced Porosity Block by Steven Holl Architects, Dezeen, Accessed July 30th 2018 at https://www.dezeen.com/2013/01/14/sliced-porosity-block-by-steven-holl-architects-2/
Goodwin, R., 2011. Porosity: the architecture of invagination. RMIT University Press.
Gramazio, F. and Kohler, M., 2007. Digital Materiality in Architecture. Baden: Lars Müller Publishers
Han, R., Xu, Z. and Qing, Y., 2017. Study of Passive Evaporative Cooling Technique on Water-retaining Roof Brick. Procedia engineering, 180:986–992. https://doi.org/10.1016/j.proeng.2017.04.258
Herzog, J., & de Meuron, P. Serpentine Gallery pavilion 2012: Herzog & de Meuron Ai WeiWei Amorim Accessed September 12th 2018 at https://amorimcorkcomposites.com/media/2885/serpetine-gallery.pdf
Hines, J., Ecophysiological Architecture, Accessed 16th April 2018 https://archinect.com/joseph-hines/project/ecophysiological-architecture
Holl, S., & Steiner, D., 2002. Idea and Phenomena, Lars Muller Publishers.
Hoppermann, M, Virlan, A, Toet, R, Mogan, M, Gottstein, J, Garcia, A, Roberts, S, Van Hoek, L, Kalachev, A, Kovrikova, O, Robotic Fabrication: Collaboration with Studio RAP, UNStudio, 2016 Building Holland Fair at RAI Amsterdam, accessed 1.3.2023 https://www.unstudio.com/en/page/5891/robotic-fabrication-collaboration-with-studio-rap
Jakus, A.E., Geisendorfer, N.R., Lewis, P.L. and Shah, R.N., 2018. 3D-Printing Porosity: A New Approach to Creating Elevated Porosity Materials and Structures. Acta biomaterialia, 72, 94–109. https://doi.org/10.1016/j.actbio.2018.03.039
Jovanović, M., Vučić, M., Reinterpreting Gyroids with Mathematics, Algorithms and Additive Manufacturing, Conference on Mathematics in Engineering Theory and Applications’ META, 27-29.6.2022, Faculty of Technical Sciences, Novi Sad: 56–61.
Jovanović, M., Raković, M., Tepavčević, B., Borovac, B. and Nikolić, M., 2017. Robotic fabrication of freeform foam structures with quadrilateral and puzzle shaped panels. Automation in Construction, 74, 28–38. https://doi.org/10.1016/j.autcon.2016.11.003
Kolarevic, B., ed. 2003. Architecture in the Digital Age: Design and Manufacturing. New York: Spon Press
Kotsopoulos, S.D., 2007, November. Design concepts in architecture: the porosity paradigm. In Proceedings of the First International Conference on Semantic Web and Web 2.0 in Architectural, Product and Engineering Design-Volume 294:69–80. CEUR-WS. org.
Nkandu, M.I. and Alibaba, H.Z., 2018. Biomimicry as an alternative approach to sustainability. Architecture Research, 8(1):1–11. doi:https://doi.org/10.5923/j.arch.20180801.01
Patsalides, Maria-Silena., Parametric HoneyComb Boundary / 3D Print, Digital Substance, 2011, Accessed 16th April 2018 https://digitalsubstance.wordpress.com/2011/10/19/parametric-honeycomb-boundary-3d-print/#comments
Pottmann, H., Eigensatz, M., Vaxman, A. and Wallner, J., 2015. Architectural geometry. Computers & graphics, 47:145–164. https://doi.org/10.1016/j.cag.2014.11.002
Rust, R., Jenny, D., Gramazio, F. and Kohler, M., 2016. Spatial Wire Cutting: Cooperative robotic cutting of non-ruled surface geometries for bespoke building components. In Proceedings of the 21st international conference on computer-aided architectural design research in Asia: living systems and micro-utopias: towards continuous designing (CAADRIA 2016):529–538. CAADRIA.
Sanchiz, G., 2005-06. Porous Cast. AA London Diploma Unit 4 (M. Hensel, A. Menges), Accessed 16th April 2018 at http://www.achimmenges.net/?p=4389
Søndergaard, A., Feringa, J., Nørbjerg, T., Steenstrup, K., Brander, D., Graversen, J., Markvorsen, S., Bærentzen, A., Petkov, K., Hattel, J. and Clausen, K., 2016. Robotic hot-blade cutting. In Robotic Fabrication in Architecture, Art and Design, eds. Reinhardt, D., Saunders, R., & Burry, J.:150–164. Springer, Cham
Sousa, J.P., 2012. Material Customization: Digital Fabrication Workshop at ISCTE/IUL. In Digital Fabrication (pp. 573–578). Springer Basel. https://doi.org/10.1007/s00004-012-0123-7
Sousa, J.P., 2017. Robotic Technologies for Non-Standard Design and Construction in Architecture. Nexus Network Journal, 19(1):73–83. https://doi.org/10.1007/s00004-016-0312-x
Sousa, J.P. and Xavier, J.P., 2015. Symmetry-based generative design and fabrication: A teaching experiment. Automation in Construction, 51:113–123. https://doi.org/10.1016/j.autcon.2014.11.001
Taco v0.70, ABB robot programming for Grasshopper, 2016, Accessed on April 17th 2018 http://blickfeld7.com/architecture/rhino/grasshopper/Taco/
Varela, P.A. and Sousa, J.P., 2015. Digital Flow in Stone Heritage Buildings-The Nasoni Keystone Experiment., Proceedings of the 33rd eCAADe Conference - Volume 1, Vienna University of Technology, Vienna, Austria, 16–18 September 2015:717–726. https://doi.org/10.52842/conf.ecaade.2015.1.717
Ying, J., Lu, L., Tian, L., Yan, X. and Chen, B., 2018. Anisotropic porous structure modeling for 3D printed objects. Computers & Graphics, 70:157–164. https://doi.org/10.1016/j.cag.2017.07.008
Zhang, L., Pan, Z., Zhang, Y. and Meng, Q., 2018. Impact of climatic factors on evaporative cooling of porous building materials. Energy and Buildings, 173, 601–612. https://doi.org/10.1016/j.enbuild.2018.05.038
Zimmer, L., Mexico City’s Manuel Gea Gonzalez Hospital Has an Ornate Double Skin that Filters Air Pollution, Inhabitat, 2013 Accessed 18th April 2018 https://inhabitat.com/mexico-citys-manuel-gea-gonzalez-hospital-has-an-ornate-double-skin-that-filters-air-pollution/prosolve-torre-de-especialidaes1
Acknowledgements
The authors would like to thank the company ABB for providing the licenses for the RobotStudio software. The authors would like to thank collaborators in this project (Ana Marjanović and Stefan Stojčić). This research (paper) has been supported by the Ministry of Education, Science and Technological Development through the project no. 451-03-68/2020-14/200156: “Innovative scientific and artistic research from the FTS (activity) domain.”
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
About this article

Cite this article
Vučić, M., Jovanović, M. & Raković, M. Fabricating Porous Structures using Robotic Hotwire Cutting. Nexus Netw J 25, 849–866 (2023). https://doi.org/10.1007/s00004-023-00747-8
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00004-023-00747-8