
Abstract
Digitalization, which began with Industry 4.0 and has grown with great momentum due to the pandemic, is becoming significantly important to industries. Companies seeking to take their place in fierce competition with the global economy have begun to integrating digitalization into processes to increase their profitability and ensure operating excellence in this regard. In this study, simulation modelling was performed by using ARENA software, which accelerates decision-making processes completely objective, and allows determining and choosing the best possible scenarios without implementing any change in present system. The proposed method was applied to reduce the penalty costs in a company operating in the automotive sector by determining operational and strategic improvement with design of experiment. The main aim of this study is maximizing the profitability of a company by decreasing penalty cost and eliminate waste and bottlenecks. As distinct from literature studies, this study provides the opportunity to optimize any production process by following the steps explained elaborately, regardless of the sector. As a result of the study, the production factors were optimized by design of experiment and the recommendations regarding the investment decisions and production factors were given to the company to minimize penalty costs within the framework of the company’s constraints.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Many companies must enter the process of digital transformation to increase their profitability and hold their own in the fierce competition because of the technological development that has accelerated with Industry 4.0. As stated by Ebert and Duante [1], digital transformation is about introducing breakthrough technologies to increase efficiency, value creation and operational excellence.
Firms have adopted various strategies to manage such transformations and adopted technology in their way of working to increase efficiency [2]. Operational excellence offers several benefits to companies, such as reducing cycle time and thus lowering penalty costs where appropriate, ensuring higher customer satisfaction, and minimizing operating costs. Companies can be divided into two categories regarding to their strategy: mass production companies and project-based companies. Unquestionably, there are challenges and benefits in both working types. Since each project is unique in project-based companies, it is very difficult to achieve operational excellence compared to mass-produced companies. When studies in the literature are evaluated, there aren’t many to be found mostly because of an issue with data gathering, particularly in project-based businesses.
In this study, the importance of operational excellence in project-based companies was investigated by working on the minimization of bottlenecks to achieve operational excellence. The objective of this study is to analyses the entire process to eliminate bottlenecks in material supply and production process for that matter minimize penalty costs. To achieve this objective, the ARENA simulation software is used to model the whole system composed of different facilities and transport systems. This paper is structured as follows: Chapter 2 provides a general overview of the paper. The suggested methodology for simulation modelling is described in Chapter 3. The application of the suggested methodology is presented and finally the findings of the study, recommendations and future research areas are presented in Chapter 5.
2 Problem Definition
In companies that work on a project-based basis, companies are faced with an investment dilemma, as each project has different requirements. It is very difficult to manage sources in such a way as to avoid operational difficulties and to account for costs. For example, deciding how many machines (T) and how many experts (such as P, S) will function creates a decision-making problem due to uncertain project arrival dates. A particular worker who works very hard in one project may have a lot of idle time in another project. Process efficiency must be analyzed to make right investment decision. Beyond this, the inefficiency of certain processes may be understood at first glance from some indicators without any analysis and the cost of penalties is one such indicator. The analysis consists of calculated parameters such as source utilization ratios, source queue length and time, average time spent in the system. Once the parameters for measurement have been determined, the data should be collected according to these parameters. For example, if it is desired to calculate the utilization rate of the truck, data such as loading time (Li,t) and unloading time (Ui,t), transportation time of the truck (Zi,t) can be collected and analyzed.
List of notations
Index
n: Number of sources.
i: Observation.
t: Arrival time.
Parameters
Li,t: Loading time of the material that comes at time t in observation i.
Ui,t: Unloading time of the material that comes at time t in observation i.
Zi,t: Transportation time of the material that comes at time t in observation i.
Si,t: Technical analysis time by the supervisor of the material that comes at time t in observation i.
Tn,i,t: Processing time by technician of the material that comes at time t in observation i.
Mn,i,t: Machining time of the material that comes at time t in observation i.
Pi,t: Purchasing time by the purchasing specialist of the material that comes at time t in observation.
Decision Variables
-
T: Number of machines.
-
P: Number of purchasing specialists.
-
S: Number of supervisors.
3 Proposed Simulation Modeling Methodology
To reduce project delays, a simulation modelling approach that looks at the system holistically to identify and eliminate bottlenecks was proposed. It aims to select the best scenario by creating identical twins of a real system in a digital environment and applying alternative scenarios to that system. One of the best advantages of simulation modelling that allows to try out possible scenarios at no additional effort and cost.
In this study proposed methodology consists of 4 steps. The first step of proposed method is a detailed definition of the problem. The root cause of the problem must be determined using variety of root cause determination methods. The second step requires proper mapping, and this step also help to verification and validation of the simulation model. The next step is to simulate the real system using the most appropriate software. Finally, the last step is to analyses the results, test alternative scenarios and suggest improvements to the system.
4 Application of the Proposed Methodology
4.1 Step 1: Problem Definition
The proper modelling cannot be created without a clear explanation of the topics of interest [3]. In this section of the paper, restrictions and production factor is explained to better described the problem and solution alternatives. This study was carried out in a company operating in the automotive sector and incurring high penalty costs due to the inefficiency of its processes, as indicated in Table 1. The company starts by signing numerous different projects at the same time within very short delivery times to meet sales targets, increase sales volume and customer portfolio. There is a high risk of not being able to complete the project on time because of the high penalty costs.
Production factors and restrictions are given below.
-
There are 2 types of materials which needs pre-machining and those do not. The parts that do not need pre-machining are called soft materials and those that do are called hard materials. 60%of the incoming parts are of the soft materials, 40% are of the hard materials. This ratio was calculated by analyzing all the necessary parts for the 16 projects.
-
There are 4 machines in the workshop, three of which are used for machining soft materials while other is used for pre-machining hard materials.
-
The capacity of each machine is 1 and the set-up time varies according to the material type.
-
There are 4 technicians and 1 supervisor working in the workshop, and 1 purchasing specialist working in the automation factory.
-
Some of the parts produced in the workshop have some problems such as defect, design, quality problem. While some of them can be corrected by reprocessing, some are scrapped.
-
Remanufacturing is required for certain parts, based on manufacturing defect, design error or material quality. 54% of the parts complete the process successfully, 38% require rework and 8% are scrapped. These ratios were calculated based on a historical analysis.
-
The numbers of parts that come to the workshop first and need to be reprocessed after going to the factory are different from one another. Discarded items are also recorded, so the number of items that need to be reworked and the number of items that need to be discarded are calculated as a percentage. Parts that require rework always have priority in all queues, except for the truck and the procurement specialist.
-
There are 4 trucks that transport materials between facilities. Loading and unloading times specified. When the process of each part is completed, the parts are transported in bundles as it will result in very high costs to transport one by one. Regardless of the type of part, once the number of waiting in the truck queue is 5, the transportation process is started. Each truck velocity is 30 km/h, it is specified in Arena as a 500 min/meter. Occupational safety and health are the most important matters to the company, and those speed limits are set by the company.
-
If there are more than 20 pieces waiting in the queue of the purchasing specialist, the pieces are directed to the queue to be manufactured in workshop. It is assumed that these parts can be manufactured in workshop due to lack of data.
Table 1 shows the financial value of the projects and Table 2 demonstrates penalty costs which explain the magnitude of the penalty cost effect. In addition, project delays are essential to the company’s profitability and reputation, which also has an impact on long-term sales.
4.2 Step 2: Process Mapping
The process mapping phase provides insight into the structure of existing and eventual process designs [4]. Process mapping offers numerous advantages, particularly for simulation modelling processes. The advantages can be listed as follows: Seeing the processes holistically, defining bottlenecks, minimizing non-value-added activities, and revealing alternative flows.
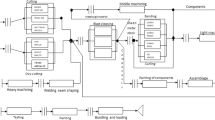
The process flow was drawn as shown in Fig. 1 with the help of professionals who have worked in the various departments of the organization for a long time. This step has significant importance for verification and validation process.

Process Flow
4.3 Step 3: Simulation Modelling
Identical twin of the real system was created in a digital environment by using Arena Software. The system was run for 720 min with 50 repeats to achieve the most realistic results possible. Model verification and validation was conducted with the support of expert working in the company for a long time. Since verification and validation could be difficult for large and complex models, the model creation was started with small model which includes milestones and was added remaining element or blocks gradually.
4.4 Step 4: Output Analysis and Test Scenarios
Statistical results after running the simulation model are as in Table 3 and Table 4. Calculations were made regarding resource utilization rates, maximum, minimum, and average waiting times, and average queue length. Parameters to be measured were determined before modelling and related blocks and elements were created.
As indicated in Table 3, Machine 1, Supervisor, Technician 3, Purchaser and Trucks have long wait times. Each item and improvement areas were discussed in detail below. As parallel with waiting times, Supervisor, purchaser, Machine 2, and trucks have high utilization rates (see Table 4). That raises some issues such as high occupancy rate, long cycle times, long waiting times, decreased quality and dependent system to specific people.
The interpretation of the results of the current system model is as follows.
-
Supervisor has the longest waiting time and utilization rate. This is since a single supervisor who has high technical expertise and capability works in the automation plant and 60% of the parts are in-housed as company decision.
-
There is a long waiting list for the purchasing specialist. When the number of parts on hold with the purchasing specialist exceeds 20, the parts are sent to the workshop for in-house machining. In this case, this part of the process should be improved as additional transport takes place and the workload of the workshop increases. To deal with this bottleneck, one more purchasing specialist can be hired, or the percentage of outsourced parts can be decreased with favoring workshop manufacturing. Parts are not outsourced solely for their technical feasibility, so favoring the in-house rather than outsourcing or increasing the number of procurement specialists can improve the process.
-
There is a long waiting time for trucks. As the pieces are transported in groups, the wait time is not expected to be long, but the data indicates otherwise.
-
One of the most important reasons for this is that 38% of the parts are returned to the workshop and reprocessed due to the quality problem. It can be regarded as a development area because it requires additional transport and machining. Another important reason is that the parts are waiting in the workshop because of the lack of communication after the parts are completed. As there is no automated equipment tracking system, finished parts cannot immediately enter the transportation queue, resulting in long queues.
-
Technician 3 utilization and wait times in the queue are quite high. Since paperwork is a completely manual system, both compiling the incoming documents and entering the quality values into the system and working as a single person increase the waiting time of the parts. The improvements to be made here are thought to have a significant impact on the overall system.
-
Considering the utilization rate of Machine 1 and Machine 2 and waiting times in the queue, a high waiting rate is seen in Machine 2. Due to the fact that machine 1 is used for soft and hard materials, there are 3 machines for soft materials but the long set-up time for hard materials does not consider. Therefore, it can be defined as improvement area.
Tables 5 and 6 shows the results for a test scenario where the number of machines for hard parts in the test scenario was increased to 2 by making the necessary configurations because Machine 2 has a high occupancy rate and Machine 1 does not have any waiting time. According to a company decision, the rate of in-house production of parts was set at 60%, but in the test scenario, this rate was raised to 70% because a significant bottleneck in the purchasing processes was established. An additional person was used in the test scenario due to the supervisor’s high occupancy rate when performing the technical analysis of the parts.
When the waiting times of machine 1 and machine 2 in Table 5 meet with Table 3, it is seen that the machines are balanced. There was a 56% reduction in supervisor queue length. As demonstrated in Table 6, Machine 1 utilization was increased from 0,239 to 0,429. This 72% increase rate highly recommended to company since there is no additional cost for changing configuration settings. Supervisor utilization rate was decreased 0,986 to 0,872. The supervisor was overloaded before improvements of system. In terms of balancing the working hours, this change was also highly suggested to company provide sustainable working atmosphere. This table also proved that hiring supervisor was great opportunity to balance each supervisor utilization. The primary reason for the decrease in this rate was the employment of supervisors, and the increase in the percentage of domestic part production to 70% also affected the rate of beneficial use.
5 Conclusion
Simulation modelling is widespread and successful approach for system and sensitivity analysis. Digital software enables to create identical twin of real system to make any improvement in digital environment without physical changes and in a time-efficient manner [6]. However, this approach has some implementation difficulties, these can be solved by employing efficient tools such as problem analyzing and process mapping techniques.
Modelling project-based businesses, which is a time-consuming and complex process since each project has its own processes, as well as the drawing of the flow resulting from these variations and the gathering of data. However, given how simulation modelling affects operational excellence, it should unquestionably be regarded as a subject that requires research.
This study suggests process mapping to facilitate the time-consuming and complex process of simulation modelling. Process mapping offers a holistic overview by outlining each process’s individual steps. The virtual system’s use as a means of determining whether it accurately represents the real system is also a huge benefit. By providing a straightforward and usable methodology for resolving actual problems, this study seeks to improve the effectiveness of systems. Companies that produce project-based or mass-produced goods can use them for their own systems by following the guidelines in the study, regardless of the products they produce. By examining the impact of inputs and outputs on each other, the study’s primary goal is to strategically identify improvement steps. When evaluating potential outcomes and selecting the better than current simulation, simulation modelling is very effective. According to the findings of this study, all conceivable scenarios have been tested, and system efficiency has been increased by selecting the scenario that best aligns with the business’s strategic goals.
References
Ebert, C., Duarte, C.H.C.: Digital transformation. IEEE Softw. 35(4), 16–21 (2018)
Colli, M., Cavalieri, S., Cimini, C., Madsen, O., Wæhrens, B.V.: Digital transformation strategies for achieving operational excellence: a cross-country evaluation (2020)
Greasley, A.: Using process mapping and business process simulation to support a process-based approach to change in a public sector organisation. Technovation 26(1), 95–103 (2006)
Altiok, T., Melamed, B.: Simulation modeling and analysis with Arena. Elsevier (2010)
Law, A.M.: How to build valid and credible simulation models. In: 2019 Winter Simulation Conference (WSC), pp. 1402–1414. IEEE (2019)
Lugaresi, G., Matta, A.: Real-time simulation in manufacturing systems: Challenges and research directions. In: 2018 Winter Simulation Conference (WSC), pp. 3319–3330. IEEE (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Uğraş, A., Taşan, S.Ö. (2024). Modeling and Improvement of the Production System of a Company in the Automotive Industry with Simulation. In: Şen, Z., Uygun, Ö., Erden, C. (eds) Advances in Intelligent Manufacturing and Service System Informatics. IMSS 2023. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-99-6062-0_11
Download citation
DOI: https://doi.org/10.1007/978-981-99-6062-0_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-6061-3
Online ISBN: 978-981-99-6062-0
eBook Packages: EngineeringEngineering (R0)