
Abstract
The usage of synthetic materials has increased environmental contamination to critical levels in recent decades. It will be difficult to restore the eco-equilibrium system’s without boosting the usage of natural, environmentally favorable chemicals. The usage of renewable cellulose may help the environment in a substantial way, both directly and indirectly. Because cellulose is a biodegradable, non-toxic, and renewable raw material, its value is linked to sustainable development. Cellulose materials are utilized in a variety of applications in both the home and the workplace. In the food, pharmaceutical, materials, and textile sectors, cellulose, and its composites have long been regarded as critical raw materials. Researchers are very interested in cellulose research in order to produce new goods and to live a comfortable and safe life. This chapter will focus on the most recent cellulose-based materials, their properties, and their applications in the textile and food industries. Future difficulties, research requirements, and viewpoints will all be thoroughly covered.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Cellulose
- Composite
- Regular fabric
- Engineering fabric
- Smart textile
- Bioactive textile
- Food packaging
- Food supplement
1 Introduction
The global textile industries are facing unprecedented sustainability challenges. Numerous problems, including a growing global population, climate change, water scarcity, a lack of suitable land for the production of fiber, deforestation and biodiversity loss, and non-biodegradable waste management, have combined to cast doubt on the industry’s long-term viability and efforts to establish a sustainable circular economy. It is crucial to find new sustainable raw materials and manufacturing processes as well as to develop green and sustainable ways across the whole supply chain of this business. High population expansion necessitates an increase in the consumption of heavy textile fibers, which in turn generates heavy waste. Recently, the demand for textile materials made from bioresource has increased because it can reduce environmental pollution by reducing carbon dioxide emissions and their production does not require fossil fuel resources [1, 2]. As the most significant and readily available renewable resource for textiles, cellulose offers a special material with improved structural characteristics. The physical and chemical modification processes that result in fibers with greater broader properties, which have high commercial value today [3,4,5].
Cellulose is the most plentiful natural polymer. From the ancient time, cellulosic materials have been used in industries for developing paper and textile. In the last two decades, cellulosic materials have been used in advanced material for electronics [6], nanomaterials [7], construction[1], pharmaceutical [8], cosmetic [9], food [10], coatings and adhesives [5], gaskets, packaging [11], biomedical application [12], etc. Cellulose-based materials specially show great promise owing to their cost-effectiveness, biocompatibility, biodegradability, high mechanical properties, thermal resistance and low cost. Moreover, numerous new materials are explored constantly due to the chemical functionality of cellulose [13, 14]. Everyday different form of cellulose products are developed for all manner of applications in textile industry. In recent years, cellulose fibers have had more yearly demand growth than more established fibers like polyester, acrylic, polyamide, and spandex, in particular of their superior water absorption, softness, and cotton-like attributes. In the last few years, cellulose materials have become a popular food additive due to their unique chemical and physical properties [15]. The use of cellulose in the production, processing, and packaging of food encourages the development of new technology. This chapter provides an extensive survey on cellulose and its composite, their structural and properties, with an overview of applications in textile and food industry. The content can help researchers in the exploration of possible applications of cellulose and its composites, as well as providing ideas for product development in textile and food industries as functional food ingredients, food stabilizer, delivery systems, and biodegradable packaging.
2 Textile Application of Cellulose and Its Composites
In textiles, cellulose is frequently utilized as a raw material to produce final products. It is gathered from various sources and put through several processing procedures, such as scouring cotton and processing bast fibers, in addition to the well-established process for cellulose-based fiber finishing. D-glucopyranose rings joined by β-(1–4)-glycosidic linkages make up the natural linear polymer known as cellulose. It has great mechanical and thermal qualities and is the most prevalent and abundant biomass resource [2, 16]. Natural and synthetic cellulose are two different sources of cellulose. Natural cellulose can be found in a variety of plant, animal, and mineral sources, including cotton, sisal, hemp, flax, ramie, okra, kapok, coconut fiber, bamboo, grass, and PALF. Since different sources of cellulose have varied qualities, they are employed for various applications in the garment industry. Additionally, certain chemically altered cellulose fibers exhibit exceptional strength, brightness, dyeability, and lavishness on par with synthetic fiber made from petroleum sources. Simple biofinishing or biopolishing techniques are used to make the most popular chemically altered cellulose fibers, including rayon, modal, and the more recently developed lyocell. The most popular form of regenerated cellulose produced by the cupro-ammonium method is rayon [17]. Combining the cellulose components with synthetics or other cellulose-based fibers is also utilized to make yarn. Elegant fabrics like satin, modal, jersey, and denim are created from a variety of higher-value cellulose materials, including cotton, linen, hemp, lyocell, rayon, and viscose [18].
Clothing which not only looks beautiful but also feels amazing is appealing to modern shoppers. The importance of garment comfort in determining customer happiness has been demonstrated through studies. These days, a garment’s requirements include clothing comfort in addition to style and durability. When worn, clothing that comes into direct contact with the body interacts with the skin in a constant and dynamic way. Such contact between cloths and the human body generates mechanical, visual, and thermal experiences, which eventually rise to perceptions of comfort or pain. According to Slater, clothing comfort is a pleasant state of a person’s physiological, psychological, and physical harmony with their surroundings. Psychological, sensory, and thermophysiological comfort are the three main clothing comfort factors. The key determinants of thermophysiological comfort are well-known to be the kind of fiber, yarn qualities, fabric structure, finishing techniques, and wearer situations. Crucial cues to the feeling of state of comfort are sensations that result from the heat and moisture-transporting capabilities of garments. Engineering fabrics that offer the wearer the most comfort requires an understanding of the fabric characteristics that affect temperature and moisture sensations. The denim fabric has undergone advancements to offer new colors and a distinct look and feel, but little is said to have been done to make this enduringly popular clothing more comfortable.
2.1 Regular Fabrics
There are numerous different types of fabrics used in the textile industry for making clothes and other common uses. Fabric is an outcome of the textile industry formed by weaving threads or yarn into a web. By knitting or weaving the yarns together, fabrics that are used for clothing and garments are interlocked. But other fabric-making fibers are also fused together with the application of heat, force, or chemicals. Knitted, woven, and non-woven fabrics make up the majority of classifications of fabrics. There are many distinct sorts and shapes of fabrics, and each type has a unique feel and set of characteristics. Some fabrics are used in the clothing industry to manufacture garments and accessories, while others are used to create cushioning. Here is a list of all the major fabric kinds that are frequently used in the textile industry. Fabrics are categorized into the following list of fabric names according to the yarn that was used and the characteristics of the finished product. Additionally, you may find several fabric kinds here with illustrations that can aid you in understanding the materials and how they are used in various contexts (Table 1).
Cotton Fabric
Cotton is a staple material that is made from the natural fibers of cotton plants. This indicates that it is made up of fibers of various lengths. Cotton’s main component, cellulose, a plant fiber that is insoluble and has soft, fluffy qualities, is used to make clothing. In order to generate the yarn, cotton strands are spun together to form soft, enduring garments. Clothing like t-shirts and home furnishings like bed sheets are made from cotton fabric products. The most widely utilized fabric in the world is cotton.
Denim Fabric
The denim fabric has firmly established itself as a choice of “street clothing”, which is appealing to people of all ages and socioeconomic backgrounds. More than at any other period in the past, denim mills are investing a significant amount of money in the development of new denim concepts. As a result, all denim makers will play with and achieve new levels of finishing. Since its inception, the product has only ever been traditionally produced with 100% cotton. All age groups favor denim as a distinctive piece of clothing, and because of this, a lot of improvement work has been undertaken in recent decades. These advancements have led to a significant variety of denim varieties being offered to customers today. There are many different types of denim fabric, some of which have names like stretch denim, crushed denim, acid-washed denim, raw denim, and sanforized denim. Stretch denim (denim with Lycra) has recently replaced denim as the preferred type of clothing. In order to allow for some stretchability in clothing, stretch denim usually incorporates an elastic material (like elastane) into the fabric. Denim is a thickly woven fabric created from coarse, indigo-dyed warp yarn manufactured from 100% cotton and gray weft yarn. Traditional denim is a stiff, dense fabric that has a high mass per unit area. Denim is typically made with twill weaves like three-up-one-down (3/1) and two-up-one-down (2/1). Denim comes in enticing indigo blue hues, is created for a multitude of uses, and comes in a variety of quality. Denim is popular among all age groups since it is cozy, stylish, inexpensive, and long-lasting.
Viscose Fabric
Silk is replaced with viscose, a semi-synthetic rayon fabric manufactured from wood pulp. Viscose has a comparable drape and smoothness to silk, giving the fabric a luxurious feel and making it a popular silk alternative. By using chemicals, the wood pulp is transformed into fabric. The fabric is quite popular since it is lightweight, breathable, and absorbent with a pleasant feel. Although the cloth is not naturally stretchy, spandex can be added to it to make it so. As a result, it is clear that the textile industry uses a variety of materials.
Khadi Fabric
Khadi, sometimes referred to as khaddar, is a naturally produced handwoven fabric composed mostly of cotton. Silk and wool are also used to make several kinds of khadi fabric. Khadi cloth has a rough texture that is comfortable to wear both in the summer and the winter. The khadi fabric is now offered in a wide range of variants, prints, and motifs, including block and Kantha prints. Additionally, the fabric is offered in a variety of t-shirts, skirts, and jeans. Modern khadi production is automated as a result of industrialization. Due to this, the production process was sped up, and new cuts and designs of fabric were made accessible. Khadi is one of the most well-known fabric brand names in India.
Satin Fabric
One side of satin is lustrous and the other is dull, making it a soft and silky fabric. This is a product of the satin fabric’s weaving technique. Satin is frequently made from silk, polyester, and nylon. Some people insist that satin can only be made from silk because it is thought to be more of a weaving process than a fabric. There are several made and utilized fabrics in the textile industry that resemble satin.
Linen Fabric
Fabric made from the flax plant, known as linen, is durable, very absorbent, breathable, and light-weight. It is a typical fabric used to create bedsheets, tablecloths, towels, and napkins. Additionally, the fabric is utilized as the inner lining of jackets, hence the name “lining.” This fabric’s light weight allows air to travel through and regulate temperature, making it perfect for summer wear.
Canvas Fabric
It is a strong and durable fabric constructed of heavy cotton yarn with occasional additions of linen yarn. When cotton is combined with other synthetic textiles, canvas, which is typically a plain-weave material, can be transformed into a water-resistant or even water-proof material.
Because of this, canvas might be the perfect outdoor fabric.
Gingham Fabric
Gingham is a plain-woven cotton fabric, or occasionally a cotton hybrid created with colored yarn. Checked patterns that can be produced in a variety of sizes are the product of this procedure. The most popular red-white and blue-white gingham color combinations are among the many dual-color gingham patterns that are available. This fabric has reversible patterns that are similar on both sides. Gingham is a well-liked fabric that is frequently used in shirts, dresses, and tablecloths due to its low cost and ease of production.
Chenille Fabric
Chenille is a soft fabric because it is both a fiber and a yarn. When producing chenille, the threads are purposely stacked high, giving the finished product a fury-like caterpillar appearance. Since chenille is a woven fabric, a range of various fibers, including cotton, rayon, silk, and cotton, can be used to weave it.
Jersey Fabric
A soft, stretchy fabric called jersey was initially created from wool. But at the present, cotton and cotton-based blends, as well as synthetic fibers, are being used to make it. The jersey knit fabric has loops all over one side, which is smooth on the right. Jersey cloth is perfect for bed sheets and sweatshirts because it is light to medium weight.
Digital Printed Fabric
Instead of utilizing outdated traditional printers, it is a method of printing fabrics using digital inkjet printers. When printing on cloth, digital printers are recognized to be more cost-effective and to produce less waste than other techniques. Due to the printing process using a graphic picture, digital printing also produces higher-quality output, which improves printing’s overall quality and yields better, more accurate outcomes. It is common to utilize digitally printed fabric for bed sheets, pillow cases, and other items in addition to apparel. Manufacturers and exporters choose it for use in clothing and cushioning since digitally printed fabric is popular for use in clothing as well as other areas like bed sheets, pillow covers, etc.
Lace Fabric
Originally created from silk and linen, lace is a delicate fabric that is now frequently made from cotton thread and synthetic fibers. It is distinguished by its open wave patterns, which are produced using a variety of methods. Most often, lace is used as a decorative fabric to enhance the appearance of garments and home furnishings. Given that it requires a lot of time and effort to manufacture, lace is still regarded as a premium material. There are numerous types of lace fabric available, including fancy lace, GPO lace, embroidered lace, jacquard lace, border lace, narrow fabric lace, etc.
Modal Fabric
The pulp of a beach tree is used to create this semi-synthetic fabric. Another type of rayon is modal, which is more resilient and flexible. To improve its tensile strength and durability, it is typically mixed with other fibers like cotton and spandex. Clothing like pajamas and underwear as well as home goods like bed linens and towels are frequently made of modal. One of the few brands of cloth that is well-known and readily accessible in the market is modal.
Muslin Fabric
The unique sort of cotton cloth with a simple weave is called muslin. In the fashion industry, muslin fabric is employed to test patterns prior to cutting and stitching. Muslin is available in a wide range of weights, from fine sheers to thick sheeting. Muslin is an excellent material to test patterns because it is lightweight and gauzy. As a result, it is utilized to mimic drapery and is simple to sew with. Because of this, muslin is a great material to test designs on in the fashion industry. Mosul in Iraq, once thought to be its birthplace but later shown to be further east, and Dhaka in Bangladesh. Three crucial elements which made Dhaka’s muslin unique are the utilization of rare cotton, the fineness of its hand-spun yarn, and the amazing talent of its weavers. The handloom can accommodate any requirement, even for highly demanding fabrics. Weaving is a craft that predates human civilization. Muslin is a low-cost, incredibly sturdy fabric. Muslin is easily dyed for any purpose.
There are numerous different types of fabrics used in the textile industry for making clothes and other common uses. Fabric is an outcome of the textile industry formed by weaving threads or yarn into a web. By knitting or weaving the yarns together, fabrics that are used for clothing and garments are interlocked. But other fabric-making fibers are also fused together with the application of heat, force, or chemicals. Knitted, woven, and non-woven fabrics make up the majority of classifications of fabrics. There are many distinct sorts and shapes of fabrics, and each type has a unique feel and set of characteristics. Some fabrics are used in the clothing industry to manufacture garments and accessories, while others are used to create cushioning. Here is a list of all the major fabric kinds that are frequently used in the textile industry. Fabrics are categorized into the following list of fabric names according to the yarn that was used and the characteristics of the finished product. Additionally, you may find several fabric kinds here with illustrations that can aid you in understanding the materials and how they are used in various contexts.
2.2 Cellulose-Based Engineering Textile
Recent advancement of technology makes it possible to replicate cellulose strands with the highest tensile strength without using risky or labor-intensive chemical processes. Engineering textiles made of cellulose that is flame-retardant, conductive, magnetic, and insulating materials are addressed in this area.
2.2.1 Fireproof/ Flame Retardant Materials
The burning of textiles has long been seen as a serious concern because the majority of fibers and fabrics, which are used often in daily life (such as in the transportation industry, the automobile industry, protective clothing, the military, furniture upholstery, bed linen, and nightwear), are combustible and potentially hazardous materials. As a result, chemicals known as “flame retardants” have been created to reduce the risk of fire by preventing fabric ignition or slowing the rate at which flames spread. Chemistry developed between 1950 and 1980 served as the foundation for the development of flame retardants along with their treatments, formulations, and additive preparations. Some of these currently have commercial relevance due to worries about the toxicological and environmental effects of utilizing such chemical species on textile substrates with high specific surface areas and non-toxic to intimate touch with the skin. The perceived need for improved flame-retardant performance at an affordable price has prompted research scientists and industry to examine increasing the efficiency of currently employed retardants, replacing those where concerns reside with other existing formulations, or employing known chemistry in creative ways [41, 42]. The ongoing search for long-lasting retardant systems that, through enlarged char formation, boost thermal barrier qualities, as well as the use of nanoparticle presence to aid this same process, are notable challenges. Additionally, the growing pressures to replace formaldehyde-free treatments in durable finishes as well as antimony-halogen systems in textile back-coatings are covered.
Because of this, the majority of highly effective halogen or formaldehyde-based flame retardants for fabrics have been restricted or banned from use in commerce over the past 30 years, preferring the usage of phosphorus-containing goods. Three approaches in particular have produced the most intriguing results among the various, new strategies that have been developed and are being deployed [5, 43]:
-
(i)
the utilization of synthetic nanocomposite fibers,
-
(ii)
adding nanoparticles to conventional back-coatings and
-
(iii)
application of nano-coatings to the substrates of fabric.
Up until now, the primary focus of the nano coating strategy has been the use of ceramic protective layers or flame-retardant species, either separately or in combination. Thus, it has adopted a variety of techniques, including plasma deposition, sol–gel and dual cure procedures, layer-by-layer assembly, and nanoparticle adsorption.
The era of flame retardant materials may be changing owing to proteins and nucleic acids. The future of textile flame retardation may involve biomacromolecules, according to recent research [44]. Whey proteins, caseins, and hydrophobic proteins, as well as deoxyribonucleic acid (DNA), have lately demonstrated unexpected flame retardant/ant-suppressant properties when deposited on cellulosic or synthetic substrates, such as cotton, polyester, or cotton-polyester blends [3]. However, a large-scale approach recently developed that is based on the extraction and purification of DNA from salmon milt and roe has made DNA availability competitive with that of other chemicals, notwithstanding its high cost at the moment. This method is based on the use of some of these biomacromolecules (such as caseins and whey proteins) as waste or byproducts from the cheese and milk industry. These biomacromolecules can be incorporated into textiles either by an impregnation/exhaustion process (which is representative of a standard textile finishing process) or through a layer-by-layer technique, beginning with aqueous solution/suspensions and so utilizing a substantially greener approach. Research is still being done to determine how these biomacromolecules provide flame retardancy to fabrics. The chemical composition of these green macromolecules and their interactions with the underlying fabrics, which, when heated or exposed to a flame, favor the production of a stable and protective char (i.e., a carbonaceous residue), which prevents the exchange of oxygen and combustible volatile chemicals, appear to be a factor in the textiles’ flame resistance. Due to their ability to influence the pyrolysis of cellulose toward the formation of char, caseins and hydrophobics which both include phosphate groups and disulfide units have been examined as effective flame-retardant systems for cellulosic substrates.
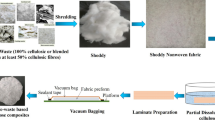
The ability of whey proteins to create protective coatings on cotton, which has a high capacity to absorb water vapor, has also been demonstrated. This finding may help to explain the increased flame resistance of the treated fabrics. DNA behaves differently from proteins because it has all three essential components of an intumescent formulation in a single molecule. Charring and foaming at the burning polymer’s surface produce intumescence, which shields the underlying material from the effects of heat or flame. Since it may stop a polymeric material’s self-sustained combustion, intumescence is seen to be the most effective method for replacing halogen-based flame retardants. Because of the nitrogen-containing bases (guanine, adenine, thymine, and cytosine), which can release ammonia, the phosphate groups, which can produce phosphoric acid, the deoxyribose rings, which serve as a carbon source and blowing agents, and the nitrogen-containing bases (guanine, adenine, thymine, and cytosine), which act as blowing agents, DNA-treated cotton fabrics have even attained. All of the aforementioned methods are still being researched despite having tremendous potential in the field of flame retardancy. Currently, one difficult question about the application of biomacromolecules as flame retardants revolves around the potential for scaling up this technology, which is a crucial factor for evaluating its future industrial development. The great efficacy of these bio-treatments, along with the safety and environmental concerns they raise, point to a new direction for the creation of novel flame-retardant finishing systems for textiles in the near future. The procedure for effectively modifying cellulose to make it flame-retardant is depicted in the preceding image (Fig. 1).

Cellulose-based flame-retarding materials
2.2.2 Conductive Materials
Electrically functionalized materials with the benefits of flexibility, elasticity, and wearability are used to create conductive fabrics. Due to these properties, conductive fabrics can now be used to create wearable sensors, textile-integrated batteries, and fabric-based energy storage devices. Figure illustrates many applications for conductive textiles. Health care, the military, and those employed in the defense industry are the main end consumers of conductive textiles. By weaving and knitting conductive threads into fabric or by manufacturing conductive polymers and applying them to cloth, conductive fabrics can be created.
Conductive polymers have extended orbital systems along their conjugate backbones, such as polypyrrole, polyaniline (PANI), and polythiophene [45, 46]. Due to their distinctive structure, conductive polymers are lighter than metals and have higher corrosion resistance. PANI has received the most attention among the many conductive polymers due to its excellent chemical stability, excellent electrical conductivity, and simplicity of synthesis through the in-situ polymerization of aniline. PANI is regarded as a useful material to generate conductive fabrics since it may be polymerized onto cellulose to create conductive fabric with outstanding physical features, like flexibility and biodegradability. While BC possesses a three-dimensional nanostructure with pronounced biocompatibility and purity, MC is produced from chemical cellulose without sacrificing biocompatibility. The idea of creating conductive BC-PANI by polymerizing aniline with BC was investigated in numerous investigations [47] (Fig. 2).

Use of conductive smart textiles in different ways
Smart Textile Materials
In order to secure the worker’s safety, protective garment use is increasing. The utilization of smart materials that immediately respond to inputs from the environment and the human body by undergoing major, often reversible physical, chemical, and biological changes worry the researcher. The protective clothing that workers are currently using is distinguished by identical protective qualities across their entire surfaces that are tuned to the level of thermal exposure that is allowed. Steel mills and the metallurgical industry both have thermal dangers. Smart thermal protective equipment for such work areas should therefore adapt its protective characteristics to the level of dangerous variables. Such clothing ought to be able to sense the existence of a thermal stimulus from the environment instantly and react to it by going through a reversible physical change that involves increasing its thickness and, as a result, increasing its resistance to heat. However, the garment should have a minimum thickness while a worker is not exposed to temperature variables. While the worker is outside the high-risk area linked to the presence of thermal variables, this will assure a greater level of garment aesthetics. Shape memory alloys (SMAs) are intelligent materials with a big potential to accomplish this [48]. These materials are capable of spontaneous and reversible form changes when exposed to temperature stimuli. This thermoelastic martensitic transformation, which is accompanied by heat exchange, is what causes the shape memory effect. Austenite and martensite phases are where the transition occurs. The two-way shape memory effect (TWSME), which occurs from properly carried out thermomechanical treatment (TT), is a significant characteristic of SMAs that can be employed in smart protective equipment. After cooling to the temperature required for the alloy’s low-temperature phase, the SMA element that had one shape in the high-temperature phase takes on a different shape. This implies that the element with TWSME can assume two shapes: one at high temperature and another at low temperature. Furthermore, the change between the two shapes can be reversed. In-depth application research in textiles and clothing is focused on SMAs’ capacity to alter their shape, size, or internal structure in response to a specific stimulus. Because of their ability to produce intricate three-dimensional actuation motions due to their hierarchically ordered structure, active knits made of SMA wire, for instance, offer a significant potential for usage as novel actuators. It is crucial to note that various smart textile materials with SMA elements require different preparations depending on the application [42]. This has to do with choosing and training SMAs, picking fabrics, and choosing an integration technique. As a result, each application is different and needs to be founded on a study of the circumstances at the specific work stand.
Magnetic Materials
This section discusses the characteristics of magnetic fibers and the potential applications for using them to create textile magnetic elements. In addition to their inherent textile capabilities, magnetic fibers fall under the category of multifunctional fibers since they possess additional characteristics that broaden their potential applications in textile products [49]. The type of magnetic material (the filler) present in the fiber matter as well as the filling level affect the properties of magnetic fibers. The amount of grains of magnetic materials inserted into the fiber also affects its mechanical characteristics. The creation of textile magnetic coils, the fundamental component of magnetic circuits, is possible using magnetic fibers. Electromagnets, which serve as the building blocks of electromagnetic actuators, as well as inductive gauges and transmitters all make use of these circuits. Ferromagnetic nanoparticle powders are incorporated into the fiber matter during fiber synthesis to create magnetic fibers. As a result, the ferromagnetic is incorporated into the fiber, which transforms into a macroscopic, monolithic substance known as a composite because the polymer (the matrix) and the powder filler form a discontinuous phase. These composites are also known as electronic composites because they are widely used in the construction of MEMS (micro, nano, and electromechanical systems) and bio-MEMS (BioMEMS). The first textile technology we used to create fibers with magnetic characteristics was the Lyocell method [50]. Utilizing concentrated cellulose solutions in N-oxide-N-methylmorpholine, this technique produces fibers (NMMO).
Powered modifiers with hard and soft magnetic characteristics are added to the spinning solutions to provide a stronger magnetic effect. One of the most effective ways to develop novel fiber qualities is through the modification that takes place during the preparation of the spinning solution because it allows the distribution of the modifier particles throughout the whole volume of the fiber. Contrary to methods based on surface processing, enclosing the modifier particles in the cellulose fiber matter ensures the stability of the modification effect. By incorporating the right modification components into the fiber, it is possible to achieve a variety of results, such as improved electrical conductivity, decreased combustibility, shielding capabilities, or UV radiation conversion, as well as the ability to create fibers with sensory characteristics for a variety of parameters.
Insulation Materials
The earliest type of insulation, cellulose fiber, is still used in new and existing homes to insulate enclosed existing walls, unfinished attic floors, and open new walls [51, 52]. It is largely created from recycled paper fiber and is produced by a number of companies. With the help of these tiny particles, an insulation material may be created that fits most places without affecting the finish or structure. Power transformers employ it because of its exceptional thermal stability. Such equipment is the focus of many researchers’ attention because to the high working temperatures that they exhibit. The usage of the cellulose insulating material expanded as fire retardant was added to it. Compared to materials made with mineral fibers, the materials’ sound-absorbing qualities were also good [52].
2.2.3 Cellulose-Based Zeo-Textile Materials
In geotechnical applications, such as the building of roads, drains, port works, and breakwaters, as well as for land reclamation and many other civil engineering uses, polymer fabrics known as geotextiles are utilized. One of the technical textile market’s fastest-growing segments, geotextiles is anticipated to continue rising in the future. Although synthetic fibers currently dominate the woven geotextile market, using natural fibers is still important, especially in developing nations. Additionally, more trustworthy technical information and design approach for woven geotextiles will be provided through the standardization of several attributes and test procedures. Because of this, woven geotextiles will carry out their intended purposes more successfully during the course of the project. Numerous building and design issues can be effectively resolved by combining the mechanics of woven cloth and soil. However, for this to work, civil engineers and textile specialists must have a thorough understanding of one another.
2.3 Cellulose-Based Bioactive Textile Materials
Textiles made of bioactive materials are those marketed as protecting the consumer’s health and hygiene through their fundamental functionalities. Cotton-based textiles have special uses in medicine and healthcare because of benefits including biodegradability, biocompatibility, softness, affinity for skin, and sweat absorption. However, due to their enormous surface area and capacity to hold moisture, cotton fabrics can serve as a favorable environment for the growth of microbiological (bacteria, fungi, algae, viruses, mold, mildew, yeast, etc.). Considering optimal conditions such as humidity, temperature, filth, receptive surface, perspiration, food products, and warmth, the growth of microorganisms on textiles imposes a variety of adverse effects not only on the textile but also on the user. The results include the development of a disagreeable odor, stains and discoloration in the fabric, a decrease in the mechanical strength of the fabric, and a higher probability of contamination. To give textiles antibacterial properties, a variety of substances are being used, including synthetic ones like triclosan and cationizing agents like quaternary ammonium salts, metals and metal salts (silver, zinc, and copper), oxidizing agents like halogens, aldehydes, and peroxy compounds, amines like biguanides and glucoprotamine, antimicrobial dyes, naturally derived antimicrobials like chitosan and essential oils [53,54,55,56]. The textile industry is encouraged to adopt natural goods as a result of changes in consumer preferences for them over synthetic ones. Propolis is a natural product made from a combination of resin and beeswax from various tree species that honeybees collect from important plant parts, mainly from flowers and leaf buds. Bees utilized propolis as a protective substance against illnesses and parasites as well as to seal off the apertures of the hives to prevent air, dead insects, germs, and mold from entering the hives. The antibacterial, antifungal, antiviral, anti-inflammatory, liver protecting, antioxidant, and allergenic effects of propolis are well recognized. Similar to propolis, beeswax is composed primarily of esters of higher fatty acids and can vary in composition according on the sources and places from which it is harvested. Chitin and chitosan are polysaccharides that are chemically similar to cellulose and differ only in whether nitrogen is present or absent (Fig. 3).

Bioactive rextile materials
2.4 Cellulose-Based Water Repelling Materials
A material must have a low contact angle hysteresis and an apparent water contact angle of greater than 150° in order to be classified as super hydrophobic, or water repellent. It is not difficult to identify materials that display this; in fact, nature provides a number of great examples of ultra-hydrophobic surfaces. Hydrophobic plant leaves can be found all throughout the planet, including on animal tarsi, gecko palms, and even the shells of some desert beetles. The major elements that influence a material’s hydrophobicity are its surface roughness and surface energy, according to research on biomimicry and other attempts to create artificial super hydrophobic surfaces. Electrospinning has drawn a lot of interest because of its ability to produce fibers with a variety of properties and an ever-increasing range of surface roughness. In order to achieve a super hydrophobic surface, roughened electro spun fibers were coated and changed. In order to research the hydrophilic to hydrophobic transformation via electrospinning for the application such as textile, membranes, and filters, cellulose acetate (CA), low-cost renewable natural polymers has been used. Each glucose module structure has a polar unsubstituted hydroxyl group that, depending on the degree of substitution, requires that it exhibit hydrophilic qualities. The apparent water contact angle for electro spun CA fiber mats is 154 degrees. It is feasible to increase the production of cellulose fibers with water-repellent properties in order to outlaw synthetics derived from petroleum for use in outdoor garments and create a closed ecological loop [57].
2.5 Cellulose-Based Self-Cleaning Surface Materials
The butterfly wing and certain plant leaves, such as cabbage and lotus, are examples of self-cleaning technology, which is one of the many advances that are currently available in the globe. It will be useful to give natural fibers high-performance properties in order to decrease the function of water absorption by natural fibers and/or water penetration on/into fiber surfaces [ref]. Self-cleaning materials have many uses in various industries, including washing windows, solar panels, cement, etc.; this technology has drawn a great deal of attention. Self-cleaning coatings are being developed in textiles in an efficient and environmentally friendly manner to offer a number of applications for various advantages, such as reduced operating costs, the elimination of tiresome human labor, and time savings during the washing process. The enhancement of tightly packed structure to get rid of water droplets that contain contaminants makes a hydrophobic and/or superhydrophobic film coating on fabric surfaces an efficient self-cleaning method [58, 59].
3 Application of Cellulose and Its Composites in Food Industries
In several food businesses, celluloses and composites are commonly used. Cellulose and its derivatives are among the most common compounds in nature. They may be incorporated into food to boost its nutritional content and are both ingestible and biodegradable. It is also well recognized that cellulose has sensory and organoleptic characteristics, including color, appearance, scent, flavor, and taste. It helps to reduce waste and synthetic material-based packaging. It requires less packaging material due to its small weight. The incorporation or encapsulation of several organic antibacterial and antioxidant compounds is straightforward. In the food sector, biopolymers like cellulose are employed as food coatings. The application of bioactive edible coatings on food surfaces is growing in popularity. They are antibacterial, which allows them to prolong the shelf life of food and keep it fresh.
The whole world is currently experiencing severe food shortages, particularly in third-world nations, and the food that is available is frequently of poor quality due to subpar processing and an inadequate storage facility. Food items must be properly prepared, packed, and secured to reduce the danger of contamination and deterioration to prolong shelf life and enhance quality. To assure the shipping of foodstuffs to other locations and their preservation for a long time, the adoption of sustainable, affordable, and lightweight biobased materials might be a suitable choice. The goal of integrating various technologies into food technology is to improve food’s nutritional value, safety, and lifespan. The advancement of a new era of products and services with enhanced qualities for food packaging is currently of the highest significance. The food industry has extensively investigated nano-cellulose, a multifunctional material with distinct structural, Physico-chemical, mechanical, thermal, and biological characteristics, for a variety of applications. To fulfill the need for employing it as food packaging material and nutritional assistance, food additive, and emulsion stabilizer, this chapter addresses the benefits and difficulties of nano-cellulose in food technology, as well as its biocompatibility by surface treatment and in vivo introduction of reinforcing materials. The introduction of effective packaging employing biodegradable polymers and antibacterial compounds is also discussed as a novel and alluring method in food technology to stop the growth of microorganisms and ensure sustainability, authenticity, and food integrity.
The primary issue of environmental preservation has resulted in an increase in the necessity for products made from natural resources in recent years. Nanocellulose is a good potential replacement for traditional materials produced from non-renewable resources, and it has the potential to expand the boundaries of this field. This is due to a combination of intrinsically attractive cellulose characteristics and intriguing aspects of nanomaterials. Nanocellulose is used in a wide range of industrial applications, including bio-sensing, sensing, and in different aspects of electrical, medicinal, and mechanical reinforcement fields. As one of the key drivers of growth for the worldwide nanocellulose market, this book chapter focuses on the latest uses of nanocellulose in the food industry. The role of nanocellulose in the development and sustainability of packaging as well as dietary supplements, food preservatives, natural functional components, and as substances and strengthened agents is addressed. To provide further clarity on the features of nanocellulose for the desired food applications, several sources of cellulose, its chemical and structural components, as well as the categorization of nanocellulose, are presented.
3.1 Food Packaging
Incorporating nanocellulose into the matrices of gelatin and starch for replacing polymer-based food packaging applications was the subject of comparative research. The findings indicated that raising the nanocellulose content to 10% increases tensile strength while reducing elongation at break. Additionally, the composite improved the ability to preserve food for about 15 days. [60].
Nanocomposite films made of jute cellulose nanofibrils and hydroxypropyl methylcellulose were created for possible uses in packaging and transdermal medicine administration. By adding 1 weight percent of cellulose nanofibrils, the films’ storage modulus and tensile characteristics improved. According to the data from in vitro drug release, the concentration of cellulose nanofibrils in the nanocomposite, which has been identified as the most effective formulation for packaging and transdermal drug delivery systems, causes a decrease in drug release [61].
Silver, copper oxide, or zinc oxide nanoparticles were synthesized for the preparation of cellulose and microfibrillated cellulose (MC) from cotton linter to create antimicrobial hybrid nanomaterials. Due to their potent antimicrobial property against E. coli and L. monocytogenes, cellulose/metallic nanoparticle hybrids can be employed as nanofiller for the making of antibacterial packaging materials [54]. Antibacterial latexes were prepared by emulsion polymerization with cellulose and their incorporation with acrylate which are hydrophobic and macromonomers with antibacterial characteristics. High potency against E. coli was observed while using these latexes [62]. Saha et al. (2018) introduced a kind of packing substance by modifying montmorillonite with cellulose acetate butyrate, benzyl trimethyl ammonium chloride, and poly (ethylene) glycol [63]. Using a homogenizer, foams of cellulose nanocomposite were created, and they used treated montmorillonite of which the surface was modified to optimize the mechanical and barrier characteristics as well as the thermal insulation performance while also improving the properties of the cellulose matrix. The nanocomposites loaded with a little amount of treated montmorillonite have dramatically improved thermal, mechanical, and barrier capabilities, making them a potential replacement for polystyrene trays in the packaging of dry foods [64]. Poly (lactic acid) was used to form nanocomposite with cellulose nanocrystals to obtain a food packaging material and to improve the antimicrobial activity, AgNPs were incorporated, and it showed prominent results against microorganisms [65].
ZnO was used to form a composite with cellulose to introduce the same idea against different microorganisms, and the composite showed improved antimicrobial activity against the S. aureus and the E. coli and the diameter of the zone of inhibition were 48.8 and 45.5 respectively [66]. The use of cellulose-reinforced poly(lactic acid) (PLA)-based sheets as material for food packaging has attracted a lot of interest. However, numerous studies looking at the mechanical, thermal, antibacterial, and barrier characteristics, as well as the biodegradability and ability to compost in these composite materials, have not taken into consideration the semi-crystalline behavior of both bio-based hydric polymers. This review presents a critical evaluation of the body of literature that exists in this field, focusing primarily on studies conducted over the past five years on the interactions between these immiscible polymers’ crystalline and amorphous regions, “soft” and “hard” sections, and blends of these materials. This assessment has also made recommendations for future work that should be done to address the numerous problems that are now in existence. The papers we've looked at show us that to extend food’s shelf life, prevent adulteration, and create more convenient food packing materials for modern society, the emerging innovations in the progress of these substances as food packaging will be centered on shape memory, pH-sensitive, and active films. Different approaches were noticed to prepare highly modified composites. One of them was grafting PLA into MC to improve compatibility. Nanocomposites with high transparency were prepared by blending Polyethylene glycol (PEG) into PLA/MC composite, and the final product was obtained with outstanding barrier characteristics and biodegradability. These composites also showed excellent disintegration while applying compost conditions and an impressive barrier to oxygen. Another approach was reported to modify stretchability by PLA–PHB–CNCs–ATBC, while some degree of blocking effect against UV was also noticed [67]. The researchers reported that they used natural resources for obtaining cellulose, thus a packaging material with zero toxicity that was prepared at a very low cost. To improve the oxygen barrier characteristics, another research work was reported mentioning the incorporation of nanoclay and PLA in which they used nanocellulose as a reinforcing agent to obtain a composite film [68]. An approach to prepare composite films by using coconut husk to prepare cellulose nanofibrils (CNF) which were further used to prepare the composite with poly (vinyl alcohol) (PVA). They used the oxidation method which was mediated by TEMPO for the preparation of the composite. The thermal stability and tensile strength of the composite films have been significantly improved by the addition of 3% CNF to PVA for preparing these biodegradable films. It demonstrated the possible use of CNF as filler in food packaging [69]. In addition, bioactive elements found in cellulosic materials, like antioxidants and antimicrobials, may be used to improve the quality and shelf life of food products by being added to food packaging [70]. Polylactic acid (PLA) and cellulose from durian peel were combined to create a natural fiber composite. The butylated hydroxytoluene (BHT) added to these two mixes’ bio composites improved the food’s capacity to withstand oxidation, demonstrating their potential as antioxidant-active packaging [71]. The mechanical characteristics of durian rind-derived cellulose for application in ecologically friendly film for food packaging were then examined by G. Zhao et al., 2019 [72]. The cellulose is capable of forming a transparent, smooth film with exceptional heat resistance qualities and high tensile strength. The biodegradability of the film is one of its distinguishing features, and studies have shown that it dissolved completely in the soil in just 28 days. Ghaderi et al., 2014 found that cellulose nanofiber with a diameter of 39 nm generated from sugarcane bagasse has the potential to be used in food packaging [73]. It can be utilized in food packaging as a wall of the protective film due to its high tensile strength (up to 140 MPa). It was asserted that CNC manufactured from paper mulberry (Broussonetia Kazinoki Siebold) bast pulp has a promising future as a biodegradable food packaging component. To construct composite films, agar was mixed with 50–60 nm-sized nanocellulose produced by acid hydrolysis (47 percent H2SO4). The outcomes demonstrated that adding CNC to agar significantly enhanced its mechanical properties (tensile strength) and water vapor permeability [74]. Rachtanapun et al., 2015 used mulberry paper waste utilizing the etherification technique to make CMC in a different investigation [75]. The physical properties of the packing film had been improved by the mixture of glycerol and CMC. Similar evidence was shown by other CMC application research that was published by Suriyatem et al., 2018 [76]. A biodegradable film with outstanding mechanical properties was successfully created using rice starch and CMC from durian rind in a 50:50 ratio. Using the casting method, arrowroot starch (AA)-based films containing cellulose nanocrystals (CNCs), carnauba wax nanoemulsion (CWN), and essential oils (EOs) from Cymbopogon martinii (CEO) and Mentha spicata (MEO) were created. These films were then evaluated for their water barrier, thermal, tensile, microstructural and optical properties, as well as their in vitro. While the addition of either EO reduced the transparency and had an impact on the microstructure of the AA/CWN/CNC/EO nanocomposites, the addition of CNCs lowered the moisture content and water vapor permeability of the AA/CWN/CNC film. The addition of MEO and CEO increased the films’ thermal stability and offered outstanding defense against fungi that degrade fruit. These AA/CWN/CNC/EO films show tremendous potential for usage as coating materials or active food packaging due to their superior barrier qualities against fungus growth, water vapor permeability, and visible and ultraviolet light [77]. Due to the sustainable and ecological beneficial properties of these polymers, the fabrication of biopolymers suited for food packaging applications is now an important topic of research around the world. By adjusting the proportion of the hydroxy alkanoates, biodegradable polymers produced by microbial fermentation, particularly polyhydroxyalkanoates (PHAs), which utilize inexpensive biomass sources, may be tailored to include desirable characteristics for various applications. To improve the qualities of biopolymers like polyhydroxyalkanoates while maintaining their biodegradable nature, nanocellulose can be used as a special filler material. When incorporated into the polymer matrix of polyhydroxy butyrate (PHB), nanofillers like cellulose nanocrystals (CNC) can enhance the biopolymer’s physical, barrier, thermal, mechanical, and rheological characteristics. However, PHB, which comes from a microbiological source, is hydrophobic in nature, whereas CNC is hydrophilic. This restricts CNC’s ability to disperse in the polymer matrix, which may have a negative impact on the characteristics of the resultant nanocomposite. The appropriate concentration of CNC, excellent for enhancing the characteristics of biopolymers, has been found to be 2%, while larger percentages cause polymer breakdown or the agglomeration of nanoparticles during processing. With an emphasis on PHB derivatives in particular, this chapter’s broad introduction to polyhydroxyalkanoates and CNCs comes first. The next section contains a thorough overview of PHB–CNC nanocomposites, with a focus on the possible use of these materials in food packaging. We contrast the various methods now in use to create PHB-CNC films, and we present a method for dispersing CNCs into PHB that is both efficient and affordable [78].
3.2 Food Coating
Recently, we got a report about using cellulose nanofibril as a protective coating in food packaging [5]. To cover and shield a plant, fruit, or vegetable, they created an edible composition including CNFs in amounts up to 1 weight percent and 0.1 weight percent nano-calcium carbonate (NCC). When compared to uncoated goods, the plant, fruit, and vegetable coated with CNFs showed less moisture loss, gas exchange, and leaching of useful food substrates (such as anthocyanins). Foods were also shielded from UV deterioration by CNF coating. The UV light transmittance of the CNFs-based films ranged from 7.2 to 27.3%, and the addition of NCC further decreased the transmittance. After being exposed to UV light and stored, the CNFs-coated apples revealed a much higher color intensity (chroma). Additionally, the CNFs covering minimized food weight loss while thawing. For example, the weight reduction of CNFs-coated sliced apples after thawing was around 17%, which was less than the weight loss of uncoated apple slices, which was about 21%.
3.3 Delivery System/Carrier
In food science and engineering, nutrient loss and active component inactivation have been major challenges [79]. First off, during food preparation, high temperatures, low pH, and mechanical forces readily decrease nutrients and active ingredients. Additionally, some food items degrade under unfavorable conditions while being transported and stored [80]. Additionally, a significant reduction in the amount that enters the intestinal system is caused by the fact that certain nutrients (water-soluble vitamins) and active components (probiotics) can be destroyed by gastric juice and bile [81]. Building carriers known as microcapsules and enhancing the distribution mechanism are efficient ways to address the issue [82]. By combining natural or synthetic polymers with microparticles, microcapsules are a type of transportation system. Most CNC-based carriers currently in use were created with future biological uses in mind. Abo-Elseoud et al., 2018 hypothesized that an increase in carboxylic groups on the CNC surface may slow the drug’s release [83]. Repaglinide, an anti-hyperglycemic medication, was tried to be delivered using chitosan/CNC nanoparticles. The findings demonstrated that the medication diffused and was released through the nanoparticle matrix following the Higuchi model of release kinetics. Additionally, methacrylamide-modified CNCs isolated from bacteria have demonstrated potential as nucleic acid carriers [84]. Even after the complete complex of nucleic acid with the modified CNCs, more research was necessary to determine the effectiveness of the transfection.
3.4 Food Supplements
3.4.1 Thickener
CMC may have connectivity that hardens and stop the engagement of the fat with stomach contents [85]. In comparison to 0.7% XG and 1% LBG, a lower BC concentration of 0.1% was needed to achieve the same yield stress, suggesting that BC may be considered a viable alternative thickener for food applications [86]. It is possible to deduce from CNCs’ rheological characteristics that they might be used as a food thickening. A greater viscosity resulted from the thickening effect, which typically happened when the CNC concentration reached the over-lap percentage and CNCs began to interact with one another and create an intertwined matrix [87]. They claimed that CNCs worked well as a thickener in the supernatant of the chitosan/guar gum hybrid. The supernatant’s fluidity rose by 27% when 3% CNC was added. Hydrogen bonding between the hydroxyl groups of chitosan, guar gum, and CNCs was thought to be responsible for this development [87]. Starch is used as a thickener, emulsifier, bulking agent, or stabilizer in the food business. But the longevity of food components is always impacted by modern food production [88]. Because CNF from brown algal waste assimilates casein micelles via hydrogen bonding to produce a flimsy mucilaginous structure, they demonstrates excellent thickening activity in milk. The MTT test verified the brown algae CNF’s viability and excellent biodegradability. This characteristic creates a brand-new method for creating bioavailable CNF with a substantial ratio of aspects for use as a food thickening agent [15].
3.4.2 Emulsifier
Sanchez-Salvador et al., 2019 looked at the possibility of producing cellulose microfibers that might help regulate oil-in-water (O/W) emulsifiers without the use of chemicals. According to the results, it was concluded that the 40/60 proportion of sunflower oil-in-water dispersion at a concentration of 0.75% had been effectively sustained by cellulose microbeads recovered from cotton twines by a high-pressure homogenizer [89]. The emulsion created, according to scientists, may be utilized to create reduced-calorie cookie goods. The baked goods contain a low quantity of saturated fats and a higher amount of dietary fiber when equated to those other conventional cookies, according to the nutritional value assessed in this study.
MFC of mangosteen waste was proven effective in stabilizing the oil-in-water emulsifying agent. Winuprasth and Suphantharika conducted more research on the characteristics and capacity of MFC derived from mangosteen rinds [90]. It was discovered that the percentage of MFC has a significant impact on the durability of a microemulsion. It was discovered that the 10% soybean oil-in-water microemulsion has prolonged shelf sustainability for up to 80 days at concentrations greater than 0.50% of MCF. Pornsuda Choublab examined the use of nanofibrillated cellulose (NFC) from mangosteen as an emulsifying agent in mayonnaise in light of the physical and chemical qualities noted above. In place of the egg yolk, NFC was introduced to the mayonnaise recipe at concentrations of 5%, 7.5%, and 10%. The possibility of NFC as a spontaneous emulsifying agent has been demonstrated by the improved cognitive in the quality and shelf life of mayonnaise to 8 weeks [91].
The cellulose nanocrystal (CNC) from pistachio shells has been discovered by Kasiri & Fathi, 2018 to have high promise as a naturally derived emulsifying agent [92]. CNC is made from pistachio shells that were hydrolyzed in acid, measuring 68.8 20.7 nm in diameter and 79.4% crystalline structure. At days 0, 14, and 28, the sustainability of the oil-in-water emulsion was assessed after the addition of the CNC at a dosage of 0.1–1.5%. It demonstrated that the greater CNC there was, the more stable the emulsions were under heat, stress, and storage conditions. The findings supported CNC’s amazing potential as a bio-disposable emulsifying agent in the production of food.
Costa et al., 2018 noticed a similar trait in banana peel cellulose fibers, which showed promise as a stabilizing agent for oil-in-water emulsifiers. It can act as a superb shield preventing droplet agglomeration, extending the emulsion’s shelf life as a result [93]. In a different investigation, Tamayo Tenorio et al., 2017 found that adding sugar beet leaf cellulose to a combination of sunflower oil and water produced a stable Pickering emulsion. It was discovered that the cellulose in emulsions, due to its tiny size and high content, accumulated and formed a solid, thick layer between the oil and the water [94]. This layer served to lower the interfacial tension, improving the stability of the emulsion. As a Pickering emulsifying agent, cellulose generated from microorganisms was also discovered to have a promising prospect in addition to cellulose taken from vegetable sources. When subjected to ecological problems over time, the great integrity of microbial cellulose aids in the creation of a reliable system. The capacity of bacterial cellulose (BC) to stabilize olive oil-in-water emulsions at various pH levels, temperatures, and ionic strengths was studied by Paximada, Tsouko, et al., 2016. When used as a Pickering emulsifier, the cellulose produced by the Komagataeibacter sucrofermentans DSM 15,973 bacterium showed the best stability at a concentration of 1% weight and retained its stability while being exposed to variations in pH, temperature, and ionic strength [95]. These findings concur with those made by Zhai et al., 2018, who found that Pickering emulsion stability is unaffected by changes in temperature or time. 15% wt. was able to be stabilized at a low concentration of BC (0.05%) for 4 weeks of a peanut oil-in-water emulsification at pH 7 [96].
Pickering emulsions are firm, particle-stabilized emulsions that often offer a more durable structure than conventional surfactants. Due to their characteristics of nanometer scale, biodegradability, biocompatibility, and processability, bio-based components from sustainable resources, like micro- and nanofibrillated cellulose, may present new options for Pickering emulsions in the coming years. The objective of this study was to create oil-in-water (O/W) Pickering emulsions utilizing cellulose microfibers (CMF), which were mechanically processed by a high-pressure homogenizer from cotton cellulose twines. The oil-in-water pickering emulsions were created by combining edible oil (sunflower oil) with water that contained CMF at a maximum concentration of 1.0 wt% to create emulsions with various oil-in-water ratios. A measurement of the isolated emulsifying phase’s apparent viscosity was made. Results demonstrated the viability of creating and sustaining Pickering emulsions using modest concentrations of CMF, with the viscosities of the emulsifying phase rising 60–90 times in comparison to the sunflower oil, with a shear rate of 1 s−1. Conceptual dietary information for the emulsifiers was also computed and contrasted to other lipids used in meals, demonstrating that they might serve as a viable reduced-calorie item that also contains dietary fiber and can take the place of trans and saturated fats in diets [89].
3.4.3 Calorie Reducer
The emulsion created, according to scientists, may be utilized to create reduced-calorie cookie goods. According to the study’s assessed nutritional content, the cookies had a higher level of dietary fiber and less saturated fat than other conventional baked goods [89].
3.4.4 Functional Food
BC, dry foods, and medications (powdered) with 15–65 weight percent of nanocellulose and 85–35 weight percent of a saccharide (those are soluble in water) to avoid nanocellulose aggregation Because of its lack of digestibility, it encourages favorable physiological effects such as laxation, blood cholesterol reduction, gastrointestinal complications, and blood sugar reduction. This makes dietetic meals more appealing [11, 97].
3.5 Food Additives
Today’s consumers favored products with organic food products and less processing. Scientists and businesses have been inspired to develop a more nutritious and environmentally friendly food supply chain by the growing awareness of good eating habits and dietary habits. Seeking to exploit the prospective use of cellulosic components as an organic ingredient in food enhancers has mostly been driven by this desire. Additionally, cellulose is recognized as a crucial source of dietary fiber without calories that can enhance consumer’s health [98].
Alzate-Arbeláez et al., 2019 suggested that a naturally derived additive made of nanocellulose using banana rachis and endogenous antioxidant from Andean berry (Vaccinium meridionale) may be employed. The efficient uptake of polyphenols from Andean berries has been made possible by the Physico-chemical characteristics of nanocellulose created by acid hydrolysis [99]. The combination showed good heat resistance and antioxidant properties, making it a potential replacement for synthetic oxidant inhibitors. According to Wang et al., 2018, cellulose nanofibers (CNF) get the potential to serve as a flavor enhancer for goods high in fiber but reduced in fat [100]. It was discovered that adding 2% CNF to the meat mixture improved the chemical and sensory qualities of the sausages produced. Andrade et al., 2014 claimed that because adding nanocellulose from the refuse of peach palm to mice’s meal had no adverse effects, it might be utilized as a nutritional supplement. They discovered that after ingesting diets supplemented with CNC at concentrations of 7%, 14%, and 21%, mice’s overall body weight rose by 9–10%. These results showed that adding CNC to the food was appropriate and reliable because all the mice were in good health [101].
The hydrophilicity of cellulose is just another outstanding characteristic that helps to retain the moisture content within the food products [41]. Salma Mohamad Yusop and Nor Fazelin, 2016 discovered that nanocellulose might be used as a useful component in marinating meat. Skinless chicken breast fillet was marinated in cellulose and nanocellulose from pomelo albedo at a concentration of 0.5% each. It was discovered that this mixture significantly boosted the ability of chicken breasts to moisture [102]. The cellulose substance has an encouraging quality as a moisture-retaining agent in the marinating of meat. It aids in enhancing and maintaining the meat's softness and succulence.
Sebayang & Sembiring, 2017 examined the use of CMC from palm oil midrib as a flavor enhancer in ice cream items in a different study. The majority of the participants preferred the smoothness, flavor, fragrance, and appearance of the ice cream that had 0.5% CMC added to it. As the dense population of CMC was seen to successfully extend the melting period of the ice cream, the CMC structure works in synergy with other components in ice cream to preserve the durability of ice cream items [103] (Table 2).
References
John, M.J., Thomas, S.: Biofibres and biocomposites. Carbohydr Polym 71, 343–364 (2008)
Sundarraj, A.A., Ranganathan, T.V.: A review on cellulose and its utilization from agro-industrial waste. Drug Invent Today 10, 89–94 (2018)
Edwards, J.V., Buschle-Diller, G., Goheen, S.C.: Modified fibers with medical and specialty applications. Modif Fibers with Med Spec Appl (2006). https://doi.org/10.1007/1-4020-3794-5
Nguyen, L.H., Naficy, S., Chandrawati, R., Dehghani, F.: Nanocellulose for Sensing Applications. Adv Mater Interfaces (2019). https://doi.org/10.1002/ADMI.201900424
Zhao, Y., Simonsen, J., Cavender, G., Jung, J.F.L.: Nano-cellulose coatings to prevent damage in foodstuffs. US Pat. 20,140,272,013 A1 (2014)
Kim, H.C., Mun, S., Ko, H.U., Zhai, L., Kafy, A., Kim, J.: Renewable smart materials. Smart Mater Struct (2016). https://doi.org/10.1088/0964-1726/25/7/073001
Trache, D., Tarchoun, A.F., Derradji, M., Hamidon, T.S., Masruchin, N., Brosse, N., Hussin, M.H.: Nanocellulose: from fundamentals to advanced applications. Front Chem (2020). https://doi.org/10.3389/FCHEM.2020.00392
Klemm, D., Heublein, B., Fink, H.P., Bohn, A.: Cellulose: Fascinating biopolymer and sustainable raw material. Angew Chemie - Int Ed 44, 3358–3393 (2005)
Choudhury, M.J., Khan, G.M.A.: Utilization of sawmill by-product for making cellulose and its valuable derivatives. Biomass Bioenergy Appl (2015). https://doi.org/10.1007/978-3-319-07578-5_9
Shi, Z., Zhang, Y., Phillips, G.O., Yang, G.: Utilization of bacterial cellulose in food. Food Hydrocoll 35, 539–545 (2014)
Azeredo, H.M.C., Barud, H., Farinas, C.S.: Bacterial cellulose as a raw material for food and food packaging applications.https://doi.org/10.3389/fsufs.2019.00007 (2019)
Czaja, W.K., Young, D.J., Kawecki, M., Brown, R.M.: The future prospects of microbial cellulose in biomedical applications. Biomacromol 8, 1–12 (2007)
Ciolacu D, Popa VI (2010) Cellulose allomorphs - Overview and perspectives.
Giese, M., Blusch, L.K., Khan, M.K., MacLachlan, M.J.: Functional materials from cellulose-derived liquid-crystal templates. Angew Chemie - Int Ed 54, 2888–2910 (2015)
Gao, H., Duan, B., Lu, A., Deng, H., Du, Y., Shi, X., Zhang, L.: Fabrication of cellulose nanofibers from waste brown algae and their potential application as milk thickeners. Food Hydrocoll 79, 473–481 (2018)
Yilmaz, N.D.: Agro-residual fibers as potential reinforcement elements for biocomposites. In: Thakur, V.K. (ed) Lignocellul. Polym. Compos. Process. Charact. Prop. Wiley Scrivener, pp. 233–270 (2015)
Woodings, C.: Fibers, regenerated cellulose. In: Kirk-Othmer Encycl. Chem. Technol. pp 246–285 (2003)
Chen, J.: Synthetic textile fibers: regenerated cellulose fibers. In: Text. Fash. Mater. Des. Technol. Elsevier Ltd, pp 79–95 (2015)
Kumari, A., Khurana, K.: Regenerated cellulose-based denim fabric for tropical regions: an analytical study on making denim comfortable. J Text 2016, 1–10 (2016)
Kumar, S., Chatterjee, K.: Designing and development of denim fabrics: Part 1 – study the effect of fabric parameters on the fabric characteristics for women’s wear. J. Text Sci. Eng. https://doi.org/10.4172/2165-8064.1000265 (2016)
Raina, M.A., Gloy, Y.S., Gries, T.: Weaving technologies for manufacturing denim. Denim Manuf Finish Appl (2015). https://doi.org/10.1016/B978-0-85709-843-6.00006-8
Adanur, S., Qi, J.: Property analysis of Denim Fabrics made on air-jet weaving machine part I: experimental system and tension measurements. Text Res J 78, 3–9 (2008)
McLoughlin, J., Hayes, S., Paul, R.: Cotton fibre for denim manufacture. Denim Manuf Finish Appl (2015). https://doi.org/10.1016/B978-0-85709-843-6.00002-0
Behera, B.K., Chand, S., Singh, T.G., Rathee, P.: Sewability of denim. Int. J. Cloth Sci. Technol. 9, 128–140 (1997)
Harlapur, S.F., Sreenivasaiah, V.: Effect of enzyme washing on properties of denim fabric. Int. J. Eng. Res. V6, 38–39 (2017)
Rahman, M.: Applications of the digital technologies in textile and fashion manufacturing industry. Tech. Rom. J. Appl. Sci. 3:114–127 (2021)
Lenz, J., Schurz, J., Wrentschur, E.: Properties and structure of solvent-spun and viscose-type fibres in the swollen state. Colloid Polym. Sci. 271, 460–468 (1993)
Sinha, F., Sinha, S.: Woollen textile production and KVIC in hill areas development. Econ Polit Wkly 19, 1544–1548 (1984)
Sonee, N., Pant, S.: A comparative study on the effect of finishing agents on stiffness and drape of Khadi fabric. J Eng Res Appl www.ijera.com 4, 47–52 (2014)
Venkatesh, J., Deekshitha, G.: Pathways to make “Khadi” sustainable. Int. J. Sci. Res. Rev. 8, 3150–3160 (2019)
Seif, M.: Investigating the seam slippa ge of satin fabrics (2019)
Çeven, E.K., Özdemir, Ö.: Evaluation of Chenille Yarn abrasion behavior with abrasion tests and image analysis. Text Res J 76, 315–321 (2006)
Ismail, S.: Cotton Cloth: Diversified applications beyond fashion and wearable cloth. Curr. Trends Fash. Technol. Text. Eng. (2018). https://doi.org/10.19080/ctftte.2018.02.555587
Yousuf Mohammad Anwarul Azim, A., Sowrov, K., Ahmed, M., Rakib Ul Hasan, H.M., Abdullah Al Faruque, M.: Effect of elastane on single Jersey Knit fabric properties-physical & dimensional properties. Int. J. Text. Sci. 3, 12–16 (2014)
Yang, J., Miao, X., Yang, J.: Research on several factors affecting the structural stability of lace material and clothing effect and its solutions. 17, 198–200 (2013)
Divya, R., Manonmani, G.: A study on the thermal properties Of 100 % Bamboo. 5, 71–79 (2018)
Gnanapriya, J.J.: Properties of modal fabric after formic acid treatment. J. Environ. Sci. Comput. Sci. Eng. Technol. 5, 31–42 (2017)
Moses, J., Gnana Priya, K.: Comparative study between modal and cotton after formic acid treatment. Int. J. Innov. Res. Sci. 6, 19679–19688 (2017)
Inexpensive fashion by using muslin 8, 1324–1334 (2021)
Zhang, H., Yao, Y., Kim, T.: Swelling and deweaving of cotton muslin fabric in aqueous NaOH solution.
Saba, N., Jawaid, M.: Recent advances in nanocellulose-based polymer nanocomposites. Cellul. Nanofibre Compos. Prod. Prop. Appl., 89–112 (2017)
Wang, J., He, J., Ma, L., Zhang, Y., Shen, L., Xiong, S., Li, K., Qu, M.: Multifunctional conductive cellulose fabric with flexibility, superamphiphobicity and flame-retardancy for all-weather wearable smart electronic textiles and high-temperature warning device. Chem Eng J 390, 124508 (2020)
Kim, J.H., Mun, S., Ko, H.U., Yun, G.Y., Kim, J.: Disposable chemical sensors and biosensors made on cellulose paper. Nanotechnology (2014). https://doi.org/10.1088/0957-4484/25/9/092001
Horrocks, A.R.: Flame-retardant finishing of textiles. Rev. Prog. Color Relat. Top. 16, 62–101 (1986)
Tayeb, P., Tayeb, A.H.: Nanocellulose applications in sustainable electrochemical and piezoelectric systems: a review. Carbohydr. Polym. (2019). https://doi.org/10.1016/J.CARBPOL.2019.115149
Ummartyotin, S., Manuspiya, H.: An overview of feasibilities and challenge of conductive cellulose for rechargeable lithium based battery. Renew. Sustain. Energy Rev. 50, 204–213 (2015)
Cao, G., Gao, X., Wang, L., Cui, H., Lu, J., Meng, Y., Xue, W., Cheng, C., Tian, Y., Tian, Y.: Easily synthesized polyaniline@cellulose nanowhiskers better tune network structures in ag-based adhesives: Examining the improvements in conductivity, stability, and flexibility. Nanomaterials 9, 1542 (2019)
Bartkowiak, G., Dabrowska, A., Greszta, A.: Development of smart textile materials with shape memory alloys for application in protective clothing. Materials (Basel) 13, 1–17 (2020)
Rubacha, M., Zieba, J.: Magnetic textile elements. Fibres Text East Eur. 14, 49–53 (2006)
Carrillo, F., Colom, X., Cañavate, X.: Properties of regenerated cellulose lyocell fiber-reinforced composites. J. Reinf. Plast Compos. 29, 359–371 (2010)
Panyakaew, S., Fotios, S.: New thermal insulation boards made from coconut husk and bagasse. Energy Build. 43, 1732–1739 (2011)
Arenas, J.P., Rebolledo, J., Del Rey, R., Alba, J.: Sound insulation material. BioResources 9, 6227–6240 (2014)
Alam, K.S., Fatema-Tuj-Johora, M., Khan, G.M.A.: Fundamental aspects and developments in cellulose-based membrane technologies for virus retention: a review. J. Environ. Chem. Eng. 9, 106401 (2021)
Shankar, S., Oun, A.A., Rhim, J.W.: Preparation of antimicrobial hybrid nano-materials using regenerated cellulose and metallic nanoparticles. Int. J. Biol. Macromol. 107, 17–27 (2018)
Li, M., Farooq, A., Jiang, S., Zhang, M., Mussana, H., Liu, L.: Functionalization of cotton fabric with ZnO nanoparticles and cellulose nanofibrils for ultraviolet protection. Text Res. J. 91, 2303–2314 (2021)
Tang, Y., Zhang, X., Zhao, R., Guo, D., Zhang, J.: Preparation and properties of chitosan/guar gum/nanocrystalline cellulose nanocomposite films. Carbohydr. Polym. 197, 128–136 (2018)
Mikaeili, F., Gouma, P.I.: Super water-repellent cellulose acetate mats. Sci. Rep. 8, 1–8 (2018)
Diaa, M., Hassabo, A.G.: Self-cleaning properties of cellulosic fabrics (a review). Biointerface Res. Appl. Chem. 12, 1847–1855 (2022)
Wei, D.W., Wei, H., Gauthier, A.C., Song, J., Jin, Y., Xiao, H.: Superhydrophobic modification of cellulose and cotton textiles: methodologies and applications. J. Bioresour. Bioprod. 5, 1–15 (2020)
Noorbakhsh-Soltani, S.M., Zerafat, M.M., Sabbaghi, S.: A comparative study of gelatin and starch-based nano-composite fi lms modi fi ed by nano-cellulose and chitosan for food packaging applications. Carbohydr. Polym. 189, 48–55 (2018)
Orasugh, J.T., Saha, N.R., Rana, D., Sarkar, G., Mollick, M.M.R., Chattoapadhyay, A., Mitra, B.C., Mondal, D., Ghosh, S.K., Chattopadhyay, D.: Jute cellulose nano-fibrils/hydroxypropylmethylcellulose nanocomposite: A novel material with potential for application in packaging and transdermal drug delivery system. Ind. Crops Prod. 112, 633–643 (2018)
Pan, Y., Xiao, H., Cai, P., Colpitts, M.: Cellulose fibers modified with nano-sized antimicrobial polymer latex for pathogen deactivation. Carbohydr. Polym. 135, 94–100 (2016)
Saha, N.R., Roy, I., Sarkar, G., Bhattacharyya, A., Das, R., Rana, D., Banerjee, R., Paul, A.K., Mishra, R., Chattopadhyay, D.: Development of active packaging material based on cellulose acetate butyrate/polyethylene glycol/aryl ammonium cation modified clay. Carbohydr. Polym. 187, 8–18 (2018)
Ahmadzadeh, S., Nasirpour, A., Keramat, J., Hamdami, N., Behzad, T., Desobry, S.: Nanoporous cellulose nanocomposite foams as high insulated food packaging materials. Colloids Surf. A Physicochem. Eng. Asp. 468, 201–210 (2015)
Yu, H.Y., Yang, X.Y., Lu, F.F., Chen, G.Y., Yao, J.M.: Fabrication of multifunctional cellulose nanocrystals/poly(lactic acid) nanocomposites with silver nanoparticles by spraying method. Carbohydr. Polym. 140, 209–219 (2016)
Zhao, S.W., Zheng, M., Zou, X.H., Guo, Y., Pan, Q.J.: Self-Assembly of Hierarchically Structured Cellulose@ZnO Composite in Solid-Liquid Homogeneous Phase: Synthesis, DFT Calculations, and Enhanced Antibacterial Activities. ACS Sustain. Chem. Eng. 5, 6585–6596 (2017)
Khosravi, A., Fereidoon, A., Khorasani, M.M., Naderi, G., Ganjali, M.R., Zarrintaj, P., Saeb, M.R., Gutiérrez, T.J.: Soft and hard sections from cellulose-reinforced poly(lactic acid)-based food packaging films: a critical review. Food Packag. Shelf Life 23, 100429 (2020)
Sharma, A., Thakur, M., Bhattacharya, M., Mandal, T., Goswami, S.: Commercial application of cellulose nano-composites – a review. Biotechnol. Reports 21, e00316 (2019)
Wu, J., Du, X., Yin, Z., Xu, S., Xu, S., Zhang, Y.: Preparation and characterization of cellulose nanofibrils from coconut coir fibers and their reinforcements in biodegradable composite films. Carbohydr. Polym. 211, 49–56 (2019)
Bharimalla, A.K., Deshmukh, S.P., Vigneshwaran, N., Patil, P.G., Prasad, V.: Nanocellulose-polymer composites for applications in food packaging: current status, future prospects and challenges. 56, 805–823. http://dx.doi.org/10.1080/03602559.2016.1233281 (2017)
Penjumras, P., Rahman, R.A.: Migration Study of Antioxidant in Durian Rind Cellulose Reinforced Poly(Lactic Acid)(PLA) Biocomposites and its Effect on Oxidative Stability of Edible Oil. Solid State Phenom 278, 89–95 (2018)
Zhao, G., Lyu, X., Lee, J., Cui, X., Chen, W.N.: Biodegradable and transparent cellulose film prepared eco-friendly from durian rind for packaging application. Food Packag Shelf Life 21, 100345 (2019)
Ghaderi, M., Mousavi, M., Yousefi, H., Labbafi, M.: All-cellulose nanocomposite film made from bagasse cellulose nanofibers for food packaging application. Carbohydr. Polym. 104, 59–65 (2014)
Reddy, J.P., Rhim, J.W.: Characterization of bionanocomposite films prepared with agar and paper-mulberry pulp nanocellulose. Carbohydr. Polym. 110, 480–488 (2014)
Rachtanapun, P., Kumthai, S., Mulkarat, N., Pintajam, N., Suriyatem, R.: Value added of mulberry paper waste by carboxymethylation for preparation a packaging film. IOP Conf. Ser. Mater. Sci. Eng. 87, 012081 (2015)
Suriyatem, R., Auras, R.A., Rachtanapun, P.: Utilization of Carboxymethyl cellulose from durian rind agricultural waste to improve physical properties and stability of rice starch-based film. J. Polym. Environ. 272(27), 286–298 (2018)
Gonc, J., Oliveira, D., Beatriz, F., Albiero, R., Buranelo, M., Henriette, E., Cordeiro, M.: Arrowroot starch-based films incorporated with a carnauba wax nanoemulsion, cellulose nanocrystals, and essential oils : a new functional material for food packaging applications. https://doi.org/10.1007/s10570-021-03945-0 (2021)
Bhardwaj, U., Dhar, P., Kumar, A., Katiyar, V.: Polyhydroxyalkanoates (PHA)-cellulose based nanobiocomposites for food packaging applications. ACS Symp. Ser. 1162, 275–314 (2014)
Alexander, P., Brown, C., Arneth, A., Finnigan, J., Moran, D., Rounsevell, M.D.A.: Losses, in efficiencies and waste in the global food system. Agric. Syst. 153, 190–200 (2017)
Mu, R.J., Yuan, Y., Wang, L., Ni, Y., Li, M., Chen, H., Pang, J.: Microencapsulation of Lactobacillus acidophilus with konjac glucomannan hydrogel. Food Hydrocoll. 76, 42–48 (2018)
Zhang, W., He, X., Li, C., Zhang, X., Lu, C., Zhang, X., Deng, Y.: High performance poly (vinyl alcohol)/cellulose nanocrystals nanocomposites manufactured by injection molding. Cellulose 211(21), 485–494 (2013)
Ye, Q., Georges, N., Selomulya, C.: Microencapsulation of active ingredients in functional foods: from research stage to commercial food products. Trends Food Sci. Technol. 78, 167–179 (2018)
Abo-Elseoud, W.S., Hassan, M.L., Sabaa, M.W., Basha, M., Hassan, E.A., Fadel, S.M.: Chitosan nanoparticles/cellulose nanocrystals nanocomposites as a carrier system for the controlled release of repaglinide. Int. J. Biol. Macromol. 111, 604–613 (2018)
Singhsa, P., Narain, R., Manuspiya, H.: Bacterial cellulose nanocrystals (BCNC) preparation and characterization from three bacterial cellulose sources and development of functionalized BCNCS as nucleic acid delivery systems. ACS Appl. Nano Mater. 1, 209–221 (2018)
Arancibia, C., Miranda, M., Matiacevich, S., Troncoso, E.: Physical properties and lipid bioavailability of nanoemulsion-based matrices with different thickening agents. Food Hydrocoll. 73, 243–254 (2017)
Paximada, P., Koutinas, A.A., Scholten, E., Mandala, I.G.: Effect of bacterial cellulose addition on physical properties of WPI emulsions Comparison with common thickeners. Food Hydrocoll. 54, 245–254 (2016)
Saha, D., Bhattacharya, S.: Hydrocolloids as thickening and gelling agents in food: a critical review. J. Food Sci. Technol. 476(47), 587–597 (2010)
Lu, J., Luo, Z., Xiao, Z.: Effect of lysine and glycine on pasting and rheological properties of maize starch. Food Res. Int. 49, 612–617 (2012)
Sanchez-Salvador, J.L., Balea, A., Monte, M.C., Blanco, A., Negro, C.: Pickering emulsions containing cellulose microfibers produced by mechanical treatments as stabilizer in the food industry. Appl. Sci. 9, 359 (2019)
Winuprasith, T., Suphantharika, M.: Properties and stability of oil-in-water emulsions stabilized by microfibrillated cellulose from mangosteen rind. Food Hydrocoll. 43, 690–699 (2015)
Pornsuda Choublab, T.W.: Storage stability of mayonnaise using mangosteen nanofibrillated cellulose as a single emulsifier. J. Food Sci. Agric. Technol. 4, 59–66 (2018)
Kasiri, N., Fathi, M.: Production of cellulose nanocrystals from pistachio shells and their application for stabilizing Pickering emulsions. Int. J. Biol. Macromol. 106, 1023–1031 (2018)
Costa, A.L.R., Gomes, A., Tibolla, H., Menegalli, F.C., Cunha, R.L.: Cellulose nanofibers from banana peels as a Pickering emulsifier: high-energy emulsification processes. Carbohydr. Polym. 194, 122–131 (2018)
Tamayo Tenorio, A., Gieteling, J., Nikiforidis, C.V., Boom, R.M., van der Goot, A.J.: Interfacial properties of green leaf cellulosic particles. Food Hydrocoll. 71, 8–16 (2017)
Paximada, P., Tsouko, E., Kopsahelis, N., Koutinas, A.A., Mandala, I.: Bacterial cellulose as stabilizer of o/w emulsions. Food Hydrocoll. 53, 225–232 (2016)
Zhai, X., Lin, D., Liu, D., Yang, X.: Emulsions stabilized by nanofibers from bacterial cellulose: new potential food-grade Pickering emulsions. Food Res. Int. 103, 12–20 (2018)
Gómez, C.H., Serpa, A., Gañán, P., Castro, C., Vélez, L., Zuluaga, R.: Vegetable nanocellulose in food science: a review. Food Hydrocoll. (2016). https://doi.org/10.1016/j.foodhyd.2016.01.023
Slavin, J.L., Savarino, V., Paredes-Diaz, A., Fotopoulos, G.: A review of the role of soluble fiber in health with specific reference to wheat dextrin. J. Int. Med. Res. 37, 1–17 (2009)
Alzate-Arbeláez, A.F., Dorta, E., López-Alarcón, C., Cortés, F.B., Rojano, B.A.: Immobilization of Andean berry (Vaccinium meridionale) polyphenols on nanocellulose isolated from banana residues: a natural food additive with antioxidant properties. Food Chem. 294, 503–517 (2019)
Wang, Y., Wang, W., Jia, H., Gao, G., Wang, X., Zhang, X., Wang, Y.: Using cellulose nanofibers and its palm oil Pickering emulsion as fat substitutes in emulsified sausage. J. Food Sci. 83, 1740–1747 (2018)
Andrade, D.R.M., Mendonça, M.H., Helm, C.V., Magalhães, W.L.E., de Muniz, G.I.B., Kestur, S.G.: Assessment of nano cellulose from peach palm residue as potential food additive: Part II: preliminary studies. J. Food Sci. Technol. 52(9), 5641–5650 (2014)
Salma Mohamad, Y. , Nor Fazelin, M.Z., Babji, A.S., Kamaruzaman, N.: Utilization of celluloses from pomelo (Citrus grandis) albedo as functional ingredient in meat marination. Int. Proc. Chem. Biol. Environ. Eng. 92, 18–22 (2016)
Sebayang, F., Sembiring, H.: Synthesis of CMC from palm midrib cellulose as stabilizer and thickening agent in food. Orient. J. Chem. 33, 519–530 (2017)
Kwon, G.-J., Han, S.-Y., Park, C.-W., Park, J.-S., Lee, E.-A., Kim, N.-H., Alle, M., Bandi, R., Lee, S.-H.: Adsorption characteristics of Ag nanoparticles on cellulose nanofibrils with different chemical compositions. Polymers (Basel) 12, 164 (2020)
Fortunati, E., Armentano, I., Zhou, Q., Iannoni, A., Saino, E., Visai, L., Berglund, L.A., Kenny, J.M.: Multifunctional bionanocomposite films of poly(lactic acid), cellulose nanocrystals and silver nanoparticles. Carbohydr. Polym. 87, 1596–1605 (2012)
Oksman, K., Mathew, A.P., Bondeson, D., Kvien, I.: Manufacturing process of cellulose whiskers/polylactic acid nanocomposites. Compos. Sci. Technol. 66, 2776–2784 (2006)
de Oliveira Filho, J.G., Albiero, B.R., Calisto, Í.H., Bertolo, M.R.V., Oldoni, F.C.A., Egea, M.B., Bogusz Junior, S., de Azeredo, H.M.C., Ferreira, M.D.: Bio-nanocomposite edible coatings based on arrowroot starch/cellulose nanocrystals/carnauba wax nanoemulsion containing essential oils to preserve quality and improve shelf life of strawberry. Int. J. Biol. Macromol. 219, 812–823 (2022)
Aguilar-Sanchez, A., Jalvo, B., Mautner, A., Rissanen, V., Kontturi, K.S., Abdelhamid, H.N., Tammelin, T., Mathew, A.P.: Charged ultrafiltration membranes based on TEMPO-oxidized cellulose nanofibrils/poly(vinyl alcohol) antifouling coating. RSC Adv. 11, 6859–6868 (2021)
Gebauer, D., Oliynyk, V., Salajkova, M., Sort, J., Zhou, Q., Bergström, L., Salazar-Alvarez, G.: A transparent hybrid of nanocrystalline cellulose and amorphous calcium carbonate nanoparticles. Nanoscale 3, 3563–3566 (2011)
Arserim-Uçar, D.K., Korel, F., Liu, L., Yam, K.L.: Characterization of bacterial cellulose nanocrystals: effect of acid treatments and neutralization. Food Chem. 336, 127597 (2021)
Bai, H., Li, Z., Zhang, S., Wang, W., Dong, W.: Interpenetrating polymer networks in polyvinyl alcohol/cellulose nanocrystals hydrogels to develop absorbent materials. Carbohydr. Polym. 200, 468–476 (2018)
Arancibia, C., Navarro-Lisboa, R., Zúñiga, R.N., Matiacevich, S.: Application of CMC as thickener on nanoemulsions based on olive oil: physical properties and stability. Int. J. Polym. Sci. 2016, 6280581 (2016)
Deepa, B., Abraham, E., Cordeiro, N., et al.: Nanofibrils vs nanocrystals bio-nanocomposites based on sodium alginate matrix: an improved-performance study. Heliyon 6, 1–9 (2020)
Lee, K.-Y., Blaker, J., Murakami, R., Heng, J.Y.Y., Bismarck, A.: Phase behavior of medium and high internal phase water-in-oil emulsions stabilized solely by hydrophobized bacterial cellulose nanofibrils. Langmuir 30, 452–46 (2014)
Soeiro, V.S., Tundisi, L.L., Novaes, L.C.L., et al.: Production of bacterial cellulose nanocrystals via enzymatic hydrolysis and evaluation of their coating on alginate particles formed by ionotropic gelation. Carbohydr. Polym. Technol. Appl. 2, 100155 (2021)
Sherwood Jouko, B.E., Virtanen, J.: New cellulosic materials for incorporation into food products and methods of making same. pp 1–36 (1996)
Hu, L., Xu, W., Gustafsson, J., et al.: Water-soluble polysaccharides promoting production of redispersible nanocellulose. Carbohydr. Polym. 297, 119976 (2022)
Criado, P., Fraschini, C., Salmieri, S., Lacroix, M.: Cellulose nanocrystals (CNCs) loaded alginate films against lipid oxidation of chicken breast. Food Res. Int. 132, 109110 (2020)
Parid, D.M., Rahman, N.A.A., Baharuddin, A.S., Kadir Basha, R.P., Mohammed, M.A., Mat Johari, A., Abd Razak, S.Z.: Effects of carboxymethyl cellulose extracted from oil palm empty fruit bunch stalk fibres on the physical properties of low-fat ice cream. Food Res. 5, 1–7 (2021)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Khan, G.M.A. et al. (2023). Cellulose and Its Composites in Textiles and Food Industry. In: Shabbir, M. (eds) Regenerated Cellulose and Composites. Engineering Materials. Springer, Singapore. https://doi.org/10.1007/978-981-99-1655-9_9
Download citation
DOI: https://doi.org/10.1007/978-981-99-1655-9_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-1654-2
Online ISBN: 978-981-99-1655-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)