
Abstract
Medium voltage cables are widely used in various distribution networks. The cable joint are prone to discharge defects during installation and operation to destroy their insulation structure. In order to study the impact of different defects on the electric field strength of the cable joint, this paper established a 26/35 kV XLPE in SolidWorks. The three-dimensional physical model of the cable body and the cable joint is designed with four typical defects models of air gap, cut, impurity and scratch. These typical defects was simulated by finite element method (FEM) in the three-dimensional electric field simulation of CST STUDIO and through comparison to get the influence of defects on the electric field strength. The results show that these four kinds of defects will increase the electric field strength of the cable joint and even lead to a huge failure caused by insulation breakdown. It provides an important reference for diagnosis of the insulation condition monitoring of the cable joint in the future. Ensure the safety and reliability of power system operation.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Cross-linked polyethylene (XLPE) power cable has the advantages of good insulation performance, easy laying, easy operation and good heat resistance. It is widely used in transmission lines and distribution networks of various voltage levels [1]. Among them, 35 kV XLPE cables account for a large proportion in the urban distribution network. Cables are prone to failure during the process of production, installation and operation. Therefore, power cable insulation monitoring is of great significance to the safe and stable operation of the entire transmission and distribution network. Preventive diagnostic tests for cable insulation usually use partial discharge tests [2].
When the line of cable is long, the cable joint must be used to extend the cable. Compared with the cable body, the accessories such as the cable joint are weak points in the entire line. According to statistics, about 70% of cable line faults occur in the part of cable joint [3]. Most of the cable joints use prefabricated silicone rubber insulation. It requires workers to manually install on site. During the installation process, it is inevitable that problems such as cuts and scratches on the cable, residual impurities or the introduction of air gaps. It will lead to defects in the joint insulation and cause major accidents [4]. Therefore, the probability of failure is much higher than the cable body. The degree of partial discharge of the cable under different defects is different mainly because of the different degree of distortion of the electric field at different defects [5]. In order to diagnose the partial discharge of the cable as soon as possible to reduce the probability of failure, it is very necessary to study the distribution law of the electric field at the cable defect [6,7,8]. Andrei et al. proposed the electric field calculation method for the hollow defects, impurities or water branches in the main insulation of the cable [9]; Mel-Bages et al. analyzed the electric field distribution when there were tiny cracks in the cable [10]. However, only the cable body is considered. In terms of the cable joints, there have been many preliminary conclusions of corresponding simulation calculations [11, 12].
This article first analyzes the three-dimensional physical model of the 35 kV cable body and the cable joint. Then, in the three-dimensional electric field simulation software of CST STUDIO, four typical defect models of the cable joint are simulated and the electric field analysis is carried out to study the influence law of various defects on the electric field of the cable joint. It is of great significance for early detection and further accurate positioning of defects in the cable system.
2 Construction of Cable Model
The simulation established in this paper is a copper core XLPE power cable with a voltage level of 26/35 kV and a cross-sectional area of 1 × 95 mm2. The structure is shown in Fig. 1. First build a three-dimensional model of the cable body and cable joint in SolidWorks. Then import it into CST STUDIO software. It is necessary to model part of the cable body in the simulation to avoid end effects affecting the electric field simulation results.

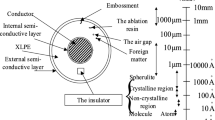
Schematic diagram of power cable
The half model and size parameter diagram of the simulated cable intermediate joint are shown in Fig. 2. Among them, the stress cone makes the zero potential form a trumpet shape and it means the cut-off point of the insulating shield is extended to improve the electric field distribution of the insulating shield and extend the life of the cable. The copper shield layer is wrapped on the surface of the outer semiconducting layer and connected to the copper shield layers of the cables at both ends, where the potential is 0. At the same time, the outer sheath protects the cable. Therefore, the total length of the established model is 900 mm. The total length of the middle joint is 700 mm and the remaining part is the cable body. Table 1 shows the dimensions and material parameters of each part of the simulated cable body.

Schematic diagram of 35 kV cable joint (1/2)
3 Typical Defects of Intermediate Joints
According to the manufacturing process and the installation process of the power cable, this article simulates the actual discharge of the defect of the cable joint by artificially setting four typical defects. The four types of typical defects are air gap defect of the main insulation, impurity defect of the main insulation, cut defect of the main insulation at the outer semiconductive fracture and scratch defect of the main insulation.
When peeling off the semiconducting layer and the insulating layer, an air gap will be formed between the dielectric interfaces. A cuboid is used to simulate the air gap, with a length of 10 mm, a width of 0.3 mm and a height of 0.3 mm. The defect location is shown in Fig. 3.

The location of air gap defect
The outer semiconducting layer needs to be peeled off during the installation of the cable joint and the insulation layer may be accidentally injured during the peeling off process. A wedge-shaped structure was used for the simulation, with a width of 1 mm and a depth of 1.5 mm. The location of the defect is shown in Fig. 4.

The location of cut defect
The outer semiconducting layer needs to be peeled and cut during the installation of the cable joint. However, if the outer conductive layer is not polished or is not cleanly handled during polishing, particles such as dust and metal impurities will remain on the main insulation surface. A longitudinal rectangular parallelepiped structure was used for simulation, with a length of 10 mm, a width of 0.3 mm, and a height of 0.3 mm. The defect location is shown in Fig. 5.

The location of impurity defect
The installation of the cable joint requires stripping of the semi-conductive layer and the insulating layer. It will cause scratches on the main insulating surface. A longitudinal rectangular parallelepiped structure was used for simulation, with a length of 10 mm, a width of 0.3 mm, and a depth of 0.3 mm. The location of the defect is shown in Fig. 6.

The scratch location of impurity defect
4 Typical Defects of Intermediate Joints
This paper study the electric field distribution of the cable at a power frequency of 50 Hz. At this time, the electric field belongs to an electric quasi-static field [13]. Therefore, the governing equation is shown in Eq. (1).
In Eq. (1), \(E\) is the electric field strength and \(\varepsilon\) is the dielectric constant. Establish the three-dimensional electrostatic field of the cable joint shown in Fig. 7.

Electric field distribution diagram
First, the radial electric field intensity distribution of the cable joint is shown in Fig. 8. It can be seen that the electric field strength decreases gradually from the inside out. The electric field strength of the cable body is higher than that of the cable joint as a whole. This is mainly because the thickness of the main insulation of the prefabricated joint is larger than that of the cable body.

Radial electric field distribution diagram
4.1 Air Gap Defects in Main Insulation
The electric field strengths of the four typical defect models of air gap, cut, impurity and scratch are compared with the normal model. Among them, the designed defect volume is 0.9 mm3.
The comparison chart of electric field intensity of air gap defect and normal model is shown in Fig. 9. It can be seen that when there is an air gap in the main insulation, the electric field strength increases in the air gap. Two sharp peaks appeared near the defect at 200 and 210 mm. The electric field strengths at the peaks are 1.36 and 1.35 kV/mm. They caused the electric field strength to increase by 27.12% and 27.10% respectively.

Comparison chart of electric field strength between air gap defect and normal model
4.2 Cut Defects in Main Insulation
It is easy to cut the surface of main insulation when installing the intermediate joint. Therefore, we closely observe the electric field distribution on the surface of the main insulation layer. The comparison chart of electric field intensity of cut defect and normal model is shown in Fig. 10. It can be seen that near x = 140 mm, due to the existence of defects, the electric field strength of defect 3 is 1.52 kV/mm. The electric field strength of the normal model is 1.32 kV/mm, so the scratch on the surface of main insulation increase its electric field strength by 15.15%.

Comparison chart of electric field strength between cut defect and normal model
4.3 Impurity Defects in Main Insulation
The comparison chart of electric field intensity of impurity defect and normal model is shown in Fig. 11. As we can be seen, the distortion of the electric field is particularly noticeable at the edge of the metal particles. The maximum electric field strength near the edge of the metal particles reached 1.36 kV/mm, while the electric field strength at the corresponding position of the normal model was only 1.09 kV/mm. As a result, the electric field strength increased by 24.77% and it will cause great damage to the main insulation. In addition, the electric field in a large range before and after the metal impurity particles are also distorted to varying degrees.

Comparison chart of electric field strength between defect 3 and normal model
4.4 Scratch Defects in Main Insulation
The effect of the insulation screen and the main insulation damage defect on the electric field distribution can be seen from Fig. 12, when there is an air gap between the two, the electric field strength increases in the air gap. The peak electric field intensity near 200 mm is 1.46 kV/mm and the peak electric field intensity near 210 mm is 1.45 kV/mm. The electric field intensity corresponding to the normal model is 1.07 and 1.06 kV/mm. It would caused the electric field strength increased by 36.45% and 36.43% respectively.

Comparison chart of electric field strength between defect 4 and normal model
A rectangular parallelepiped with different depths and widths is used to simulate the effect of different scratches of the main insulation on the electric field strength. It can be seen from Fig. 13 that when the scratch depth and width increase from 0.3 mm to 3 mm, the electric field strength inside the air gap increases accordingly. Among them, when the scratch depth and width are less than 1 mm, the partial discharge of the air gap is small. When the scratch depth and width are greater than 1 mm, the partial discharge of the air gap is more serious.

Relationship between electric field strength increase multiple and scratch defect size of the main insulation
5 Conclusion
In this paper, the four typical defects of the cable joint are simulated in the three-dimensional electromagnetic field of CST Studio software. The electric field strength distribution of them and the cable body model are analyzed, so the following conclusions can be obtained:
-
(1)
The maximum electric field strength of the cable joint appears near the interface between the inner semiconducting layer and the XLPE main insulation medium. The electric field strength of the cable body is greater than the electric field strength of the cable joint.
-
(2)
These four typical defects can distort the electric field strength of the cable, resulting in deterioration of insulation. Among them, the metal particles make the electric field distortion obviousand. The front and back ranges also have different degrees of distortion. The maximum field strength of the entire space is located at the edge of the metal particles. The electric field of the XLPE main insulation scratch is sharply distorted. Its increase is the most severe and reaching 36.45%.
-
(3)
When the scratch depth and width of the main insulation surface are 0.3 mm, the surface electric field intensity can be increased by about 8.88%. The degree of electric field distortion increases with the increase of the scratch depth and width.
References
Zhang, L., and G. Zhang. 2013. Thoughts on optimal path selection for transmission lines of power transmission and transformation projects. China Science and Technology Investment 30: 119–119 (in Chinese).
Qiu, C., X. Cao, and Y. Xu. 2001. Electrical Insulation Testing Technology. Beijing: Mechanical Industry Press (in Chinese).
Zhang, D. 2005. Cable Fault Analysis and Testing. China Electric Power Press. (in Chinese).
Kubota, T., Y. Takahashi, et al. 1994. Development of 500-kV XLPE cables and accessories for long distance underground transmission lines. Part 2: Jointing techniques. IEEE Transactions on Power Delivery 9 (4): 1750–1759.
Kuan, T.M., and A.M. Ariffin. 2013. Development of treeing detection method for cable with three insulation regions using TDR technique. In 2013 IEEE 7th International Power Engineering and Optimization Conference, 172–177. Langkawi, Malaysia: IEEE.
Zhang, Y., L. Li, Y. Zheng, X. Wang, J. Yu, and J. Yang. 2016. Electromagnetic simulation of partial discharge in XLPE cable joint and multi sensor joint detection. Electrical Measurement and Instrumentation 53 (09): 34–39 (in Chinese).
Abdo, T.M., A.L. Elrefai, A.A. Adly and O.A. Mahgoub. 2016. Performance analysis of coil-gun electromagnetic launcher using a finite element coupled model. In 2016 Eighteenth International Middle East Power Systems Conference (MEPCON), 506–511. Cairo.
Tang, Q. 2010. Research on Partial Discharge Detection Method of XLPE High Voltage Power Cable. Tianjin University. (in Chinese).
Andrei, L., I. Vlad, and F. Ciuprina. 2015. Electric field distribution in power cable insulation affected by various defects. In International Symposium on Fundamentals of Electrical Engineering. IEEE.
El-Bages, M., and M. Abd-Allah. 2016. Electric field distribution within underground power cables in presence of micro cracks. International Journal of Scientific and Research Publications 6 (1): 160–165.
Simulation analysis of the effect of defects on the electric field distribution at the composite interface of cable joints. Power Grid and Clean Energy, 2016(11). (in Chinese).
Toya, A., M. Kurihara, T. Shimomura, et al. 2002. Study on molded joint by curable PE block insulation for XLPE insulating cable under extra high voltage. IEEE Transactions on Power Delivery 11 (2): 669–675.
Ni, G. 2002. Principles of Engineering Electromagnetic Fields, 3rd ed. Beijing: Higher Education Press.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Beijing Oriental Sun Cult. Comm. CO Ltd
About this paper

Cite this paper
Huang, L., Xu, H., Wang, X., Qian, J., Lou, J. (2021). Three-Dimensional Electric Field Simulation Analysis of Typical Defects in Medium Voltage XLPE Cable Joint. In: Ma, W., Rong, M., Yang, F., Liu, W., Wang, S., Li, G. (eds) The Proceedings of the 9th Frontier Academic Forum of Electrical Engineering. Lecture Notes in Electrical Engineering, vol 742. Springer, Singapore. https://doi.org/10.1007/978-981-33-6606-0_74
Download citation
DOI: https://doi.org/10.1007/978-981-33-6606-0_74
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-6605-3
Online ISBN: 978-981-33-6606-0
eBook Packages: EnergyEnergy (R0)