
Abstract
This paper investigates the characteristics of concrete made from blast furnace nickel slag powder (BFNSP) and fly ash (FA) to use an alternative binder to conventional Portland cement (PC) by making a geopolymer concrete using an alkali activator. Samples for testing were made using 100% of BFNSP, and 50% BFNSP + 50% FA combination binder, as a direct replacement for the PC in concrete. These test samples were evaluated by compression and slump tests, also using the Le Chatelier’ method, XRF, and SEM analysis of microstructure properties. The samples with BFNSP were activated with alkaline activators with molarities of 12M and 6M with a ratio of Na2SiO3 to NaOH of 2.5. The test samples with 100% BFNSP and 12M activator showed the most slump and workability. However, the 50% BFNSP + 50% FA mix and 12M activator had the highest compressive strength at 55.97Mpa at 28 days. These results compare very favorably with the control Portland cement sample.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The cement production contributes around 5–7% of total carbon dioxide (CO2) emission in the atmosphere [1], CO2 is one of the greenhouse gasses that causes global warming so the use of Ordinary Portland Cement (OPC) type 1 should be replaced with a more eco-friendly material. Geopolymer concrete is a combination of fine powdery materials and liquid component of mix made of alkaline chemicals [2]. One of the materials that can replace OPC is fly ash but other materials can be used as mineral additions such as silica fume, granulated blast furnace slag (GGBFS), rice husk ash, and metakaolin [3].
At present, Fly ash (FA) appears to be the most promising source materials for the large-scale industrial production of GP concrete due to its favorable rheological properties and lower water demand when mixed with aggregates and alkaline solution. Geopolymer was first introduced by Professor Davidovits in 1978 [4] as a chemical reaction with polymer process that occurs when alkaline liquid mingled with Silica (Si) and Alumina (Al) element in source material [5]. Depending on the material that had been chosen as binders and the applied treatment, geopolymer concrete can have a wide variation of characterization. This large gap of traits could be used to find the correct formula for designing a geopolymer concrete mix [6]. The third-largest source of waste comes from mining. In 2018, the ministry of industry of Indonesia found out that from 40 million tons of raw material for nickel smelting 30 million tons would become waste (slag). Based on literature Yang et al. [7] nickel slag provides the potential for geopolymer production due to its high silica content. Nickel slag is usually used for landfilling [8]. Utilizing industrial waste, geopolymer concrete can also reduce CO2 emissions from cement production, which is a sustainable development of the cement and concrete industry [9].
Professor Davidovits suggested the ratio of alkaline solutions to fly ash (binders) ranged between 0.30 and 0.45, as research conducted by Yang et al. [7] shows, alkaline activator solutions with binders were maintained at a ratio of 0.42 in order to obtain suitable workability. The ratio between alkaline activators found that the ratio between NaOH and Na2SiO3 (or SS/SH) has a slight effect on compressive strength [10], on the slump and the setting time is very high due to the viscosity of Na2SiO3. Meanwhile, based on research Hardjito and Rangan [5] the ratio between sodium silicate solution and sodium hydroxide solution was fixed at 2.5. Molarity levels also affect the performance of concrete that found that the higher the molarity used the greater the compressive strength value obtained [11]. Furthermore, the addition of a naphthalic sulfonate-based superplasticizer (SP) of 4% of the mass of fly ash will increase the workability of fresh concrete, but this mixture will cause a slight decrease in the compressive strength of hardened concrete if superplasticizer added is above 2% [5].
This paper aims to analyze the effect from nickel slag powder based on slag amount and molarity difference in concrete mixture that would be reviewed by the workability, compressive strength, and microstructure of geopolymer concrete.
2 Methods
2.1 Materials
The results of the physical characterization of studied materials are shown in Table 1. The cement used was ordinary Portland cement which was obtained from the “Le Chatelier method” (refer to ASTM C.188). The Nickel slag that would be used in this study has been crushed by PT. Growth of Java Industry until the grain size was very fine (<0.075 mm). Hereinafter, BFNSP refers to blast furnace nickel slag powder. The physical characteristics using the Le Chatelier method test obtained a specific gravity for BFNSP of 2.79. SEM results showed asymmetrical and irregular shapes of particles with various sizes [12]. There was also an energy dispersive X-ray (EDS) graph showing the dominant compounds are silica (Si), calcium (Ca), and magnesium (Mg). In accordance with Zhang et al. [8] reported that Si, Mg and Ca were elements that are dominant in the high magnesium nickel slag (HMNS).
Coarse aggregates and fine aggregates were tested for physical characteristics according to JIS A 5004 [13]. The fine aggregates passed the cleanliness test. The coarse aggregate came from Sudamanik quarry, Banten, Indonesia with a size range of 10–20 mm, specific gravity (SSD) of 2.59 and 2.38% absorption as shown in Table 1. Sodium Hydroxide (NaOH) flakes will work as a reagent, had a purity of 98% and will be dissolved in water. While the Waterglass (Na2SiO3) used has a specific gravity of 1.44.
In addition, the X-Ray Fluorescence (XRF) test results by Astutiningsih et al. [14] showed the same results with the examination using SEM: nickel slag powder was dominated by silica (Si), calcium (Ca), and magnesia (Mg) shown in Fig. 1, this is similar to the research by Bouaissi et al. [15] that found in the nickel slag particles Si, Mg and Ca were the dominant elements in high magnesium nickel slag (HMNS). The fly ash (FA) supplied from PT. Adimix Precast, Indonesia was obtained from Suralaya Power Plant, Cilegon. Le Chatelier test results found that the specific gravity of fly ash was 2.98. The mineralogical characteristic of powder for FA is shown in Fig. 2. SEM results showed that they had a spherical particle shape, EDS’s results showed in Fig. 2. The dominant compounds were silica (Si), alumina (Al), and calcium (Ca). Whereas the XRF results showed in Table 2 that the dominant compounds were silica (Si), alumina (Al), iron (Fe) and calcium (Ca). Based on ASTM C 618 [16] if the sum of Al2O3, SiO2 and Fe2O3 > 70% and CaO < 15%, the fly ash is classified into class F.

The SEM image of BNSP (a) and EDX of selected area from blast furnace nickel slag powder (BFNSP) (b)

The SEM image of Fly Ash (FA) (a) and EDX of selected area from fly ash (FA) (b)
2.2 Specimen Preparation
A total of 51 cylinders with dimension of 100 mm diameter and 200 mm height were cast. There were three different compositions in the concrete mixture. Two compositions have been designed by geopolymer concrete with different percentages of nickel slag powder and compared with the OPC concrete mixtures as a reference according to ACI 211.4R-93 [21] (illustrated in Fig. 3). Besides the different composition between binders, the molarity level of the alkaline activator solution would also be distinguished from 6M and 12M. Superplasticizer types of polycarboxylate would be used as additives as much as 2% of the needs of binders.

Illustration of mixture composition
NaOH was dissolved with water to obtain the molarity target then the NaOH solution was mixed into Na2SiO3 then stirred until the solution was homogeneous and wait for 24 h. The solution must be left for 24 h due to an exothermic reaction from the dissolution of NaOH with water. The mixture proportions are shown in Table 3, with OPC, 100%BFNSP 6M and 100%BFNSP 12M (geopolymer concrete with 100% nickel slag powder composition), 50%BFNSP + 50%FA 6M and 50%BFNSP + 50%FA 12M (geopolymer concrete with a composition of 50% nickel slag powder and 50% fly ash). 6M and 12M show the molarity of each composition.
The manufacturing of geopolymer concrete is shown in Fig. 4. Superplasticizer was put into an alkaline solution that had been left for 24 h before casting and stirred for 30 min. Binders and aggregates were mixed for 3 min in a “Nikko mini mixer” with a rotation speed of 60 rpm, then the superplasticizer alkaline mixture was inserted then mixed for 5 min until the wet mix was homogeneous. Slump testing referred to ASTM C143 [17], then the mixture that had been poured into the mold and vibrate with vibrating table, then afterward covered with plastic. This was done to prevent excessive evaporation on the concrete surface. The sample would be left at ambient temperature for 24 h as a rest period after which the sample would be cured using steam at 60 °C for 24 h.

(a) Homogenous wet mix in mixer (b) slump test (c) Specimens wrapped in plastic to avoid the excessive evaporation (d) steam curing process in 60 °C
Compressive strength test was carried out when the concrete had been aged 3 days, 7 days and 28 days multiplied by the type of variation in the composition of the concrete, the level of molarity, and the specimens each for SEM at a molarity level of 12M.
Sample preparation for SEM tests were carried out with a sputter coater, the vacuum process on the sputter coater requires a small sample size, with a maximum size of 15 mm × 15 mm and a maximum thickness of 5 mm, because if the sample was too large or too thick the vacuum process would be taken a long time up to 2 h. In addition to making the SEM test image results clear, the test sample which had been cut was sanded first using rough sandpaper, then with fine sandpaper so that the surface of the sample was smoother.
3 Results and Discussion
3.1 Workability
Slump testing is one of the tests commonly used to measure concrete workability. Regarding the fresh GP concrete, the slump test is shown in Fig. 5. The measurements were carried out several times to ensure that fresh GP concrete performed well according to the mix design. As stated by Hardjito and Rangan [5] the smaller the molarity of NaOH, the smaller the value of the slump from the designed GP concrete. That applies to both variations in the composition of geopolymer concrete. An increase in slump value in the 100% BFNSP12M mixture, indicated a large amount of slag and alkali content inside. More slag and alkali content would increase the value of concrete workability [18]. It is interesting to find that the slump value for 50%BFNSP + 50%FA 6M is almost equal to 100% BFNSP 6M. The spherical shape of the fly ash particles affects the ease of working. Slump values found in overall GP concrete are lower than OPC concrete due to GP concrete more cohesive and sticky properties.

Graph of slump test results for geopolymer concrete
3.2 Compressive Strength Geopolymer Concrete
The compressive strength results showed in Fig. 6 that the 50%BFNSP + 50%FA 12M geopolymer concrete had the highest compressive strength value. The compressive strength of geopolymer concrete with 100%BFNSP had a smaller value than geopolymer concrete with 50%BFNSP + 50%FA. This was due to the low Alumina content in nickel slag powder so that the Si-O-Al bond did not occur much even though the composition of the activating alkaline solution was the same as that of a 50% fly ash geopolymer concrete mixture. According to Yang et al. [7] the more slag used into the mixture, the smaller the compressive strength produced due to the lack of Al and Ca. It influenced the Silica geopolymerization reaction to form aluminosilicate (Al2SiO5) gel and calcium silicate hydrate (CSH), which were the two main contributors to strength development. A mixture of Nickel Slag Powder and Fly Ash produced high strength at a later age. This could be seen from the results of 50%BFNSP + 50%FA 6M and 50%BFNSP + 50%FA 12M which respectively reached 49.97 MPa and 55.97 MPa at 28 days but had compressive strength were 32.12 MPa and 42.38 MPa at 7 days. The results of the compressive strength of geopolymer concrete at 28 days with a molarity level of 12M categorized high-quality concrete, this showed that the results were promising for future concrete technology that produces high compressive strength without using any cement.

The compressive strength of BFNSP-FA based GP concrete mixture with different molarity
3.3 Scanning Electron Microscope Test
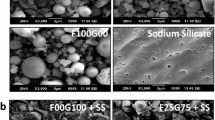
The global image of 100% geopolymer concrete Blast furnace nickel slag powder with molarity level 12M (100% BFNSP 12M) was magnified 150 times (Fig. 7a). Observations at several selected areas were carried out because there were differences in the morphology, color of the particles and neutrality in the images. The small black section at the top of the global image shows voids. Some of the areas reviewed were enlarged up to 2000 times.

(a) SEM/EDX of 100%BFNSP 12M with 1st selected area has been observed (b) 2nd selected area has been observed
In the SEM/EDX test results above, the first selected area showed a smooth surface without aggregate. This was confirmed by the results of the EDS graph which showed dominant elements are Silicon, Aluminum, Calcium, Magnesium and a small amount of Na (sodium) from an alkaline solution illustrated in Table 4. The second selected area is concrete with elements of K and Ca that have been formed. This is in accordance with research [19] which says that a high magnesium nickel slag content indicates the onset of the K-A-S-H reaction at an early age of concrete and (Ca, K)-A-S-H in later age. Moreover, the value of Na was quite high due to the alkali solution activating the bond. Na raised due to a condensation process caused by geopolymerisation [11].
The polymerization in geopolymer concrete is improved by the source of Mg++ cations from BFNSP. The Mg++ cations formed a strong intermolecular bonding with other cations such as Si+4 and Al+3 thanks to the chemical nature of magnesium as schematized [15, 20].
4 Conclusion
The Slump test and compressive strength of concrete were influenced by the molarity of the alkaline solution used. The result of the compressive strength of geopolymer concrete with 12M molarity content was higher than 6M, due to the influence of alkalinity to trigger the activation of Si and Al reactions. SEM/EDX 100%BFNSP 12M showed the main different minerals were Al, Si, Mg, Ca and Na. The BFNSP and FA can be alternative construction materials reusing the industrial waste and therefore decreasing significantly environmental pollution. For extension of the research, more studies should be related on durability concrete in permeability and carbonation.
References
Mclellan, B.C., Williams, R.P., Lay, J., Van Riessen, A., Corder, G.D.: Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. J. Clean. Prod. 19, 1080–1090 (2011)
Bahedh, M.A., Jaafar, M.S.: Case Studies in Construction Materials Ultra high-performance concrete utilizing fly ash as cement replacement under autoclaving technique. Case Stud. Constr. Mater. (2018)
Rangan, B.V.: By Fly Ash-Based Geopolymer Concrete, pp. 1–44 (2008)
Davidovits, J.: Geopolymer chemistry, and sustainable development. The Poly (sialate) terminology : a very useful and simple model for the promotion and understanding of green-chemistry, Geopolymer, France (2005)
Hardjito, D., Rangan B.V.: Low-Calcium Fly Ash-Based (2005)
Ferna, P.D., Van Deventer, G.C.: Geopolymer Technology : The Current State of the Art, pp. 2917–2933(2007)
Yang, T., Yao, X., Zhang, Z.: Geopolymer prepared with high-magnesium nickel slag: characterization of properties and microstructure. Constr. Build. Mater. 59, 188–194 (2014)
Zhang, Z., Zhu, Y., Yang, T., Li, L., Zhu, H., Wang, H.: Conversion of local industrial wastes into greener cement through geopolymer technology: a case study of high-magnesium nickel slag. J. Clean. Prod. 141, 463–471 (2017)
Damtoft, J.S. Lukasik, J., Herfort, D., Sorrentino, D., Gartner, E.M.: Sustainable Development and Climate Change Initiatives, vol. 38, pp. 115–127 (2008)
Nath, P., Sarker, P.K.: Effect of GGBFS on setting, workability and early strength properties of fly ash geopolymer concrete cured in ambient condition. Constr. Build. Mater. 66, 163–171 (2014)
Sung, G., Bok, Y., Taek, K., Soo, Y.: The mechanical properties of fly ash-based geopolymer concrete with alkaline activators. Constr. Build. Mater. 47, 409–418 (2015)
Oksri-Nelfia, L., Nabiilah, B., Astutiningsih, S.: An innovation of high-performance concrete by replacing cement with nickel slag powder. Int. J. Livable Sp. 77–83 (2019)
JIS A 5004, Manufactured sand for concrete (1987)
Astutiningsih, S., Suharno, B.: Ni Slag Valorisation in Indonesia: a Case Study Slag characterization, International Slag Valorisation, Mechelen, pp. 4–7 (2019)
Bouaissi, A., Li, L., Mustafa, M., Bakri, A., Bui, Q.: Mechanical properties and microstructure analysis of FA-GGBS-HMNS based geopolymer concrete. Constr. Build. Mater. 210, 198–209 (2019)
ASTM C 618, Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. American Standard Testing and Material (2005)
ASTM C143, Standard Test Method for Slump of Hydraulic-Cement Concrete. American Standard Testing and Material (2015)
Al-Jabri, K.S., Hisada, M., Al-Oraimi, S.K., Al-Saidy, A.H.: Copper slag as sand replacement for high-performance concrete. Cem. Concr. Compos. 31, 483–488 (2009)
Puligilla, S.P.: Role of slag in microstructural development and hardening of fly ash-slag geopolymer. Cem. Concr. Res. 43, 70–80 (2013)
Davidovits, J.: Properties of geopolymer cement. In: International Conference on Alkaline Cement Concrete, pp. 1–19 (1994)
ACI 211.4R-93, Guide for selecting proportion for high-strength concrete with portland cement and Fly ash, Reported by ACI Committee 211 (1993)
Acknowledgment
Thank you for your support and assistance so that this paper can be completed, gratitude for Mr. Indra Gunawan, PT. Growth Java Industry, Cilegon, Indonesia, PT. Jaya Beton Indonesia, and Ahmad Zakkiyudin Ph.D., Department of Metallurgical and Materials Engineering, Faculty of Engineering, (CMFA) Universitas Indonesia.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Nelfia, L.O., Rahmawati, M., Astutiningsih, S. (2021). Experimental Study on Blast Furnace Nickel Slag Powder and Fly Ash as a Binder for Geopolymer Concrete. In: Mohammed, B.S., Shafiq, N., Rahman M. Kutty, S., Mohamad, H., Balogun, AL. (eds) ICCOEE2020. ICCOEE 2021. Lecture Notes in Civil Engineering, vol 132. Springer, Singapore. https://doi.org/10.1007/978-981-33-6311-3_44
Download citation
DOI: https://doi.org/10.1007/978-981-33-6311-3_44
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-6310-6
Online ISBN: 978-981-33-6311-3
eBook Packages: EngineeringEngineering (R0)