
Abstract
This study presents the multi-objective optimization using grey relational analysis (GRA) of friction stir welding (FSW) parameters of ZE42 alloy utilizing of 1.2 mm diameter H13 wire. Input parameters for welding process perform a predominant part in calculating expected quality in weld. The research has been carried out in accordance with the response surface methodology (RSM). The input parameters preferred were the welding speed, axial force, tool pin profile, and tool speed. The responses for quality targets preferred are the ultimate tensile strength (UTS) and hardness strength. Grey relational analysis has been preferred in optimizing the input parameters instantaneously allowing for output variables in much variable. Determination of optimal parameters combination is stated as A3B3C3D3 when welding speed at 1150 rpm, tool speed at 60 m/min, cylindrical tool pin profile at zero, and axial force at 5 N. ANOVA method finds its total weldment quality over different level of input parameters.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- ZE42 alloy
- Friction stir welding
- Response surface methodology
- Grey relational analysis
- Hardness
- Ultimate tensile strength
13.1 Introduction
ZE42 alloy known as identic nickel–iron-based super alloy possesses outstanding hardness with substantial conflict oxidation including carburization at elevated temperatures [1]. It has been chosen as the most unavoidable material in power plants of next generation. Exclusive mechanical property pools with high temperature resistance and also corrosion resistance with varieties the preferred alloy beneficial for numerous applications comprising continuous exposure to higher range of temperatures in atmospheres which supports corrosion [2]. FSW welding practices an electrode and is safeguarded using argon gases safeguards from atmospheric contaminants, the group of molten weld wire [3]. Weld quality is preferred from directly or indirectly over process parameters on the weldments mechanical and weld bead geometry. Weld joint quality has a crucial requirement on the process parameter of weld [4]. Author expressed those manufacturers controlling the input parameters control in obtaining a better welded joint with the desired weld quality [5]. Normally, skilled operators select inputs on trial and error method that consumes time corresponding to new welded metal in the idea of finding a welded joint along the essential specifications. Many authors have published that computational analysis and evolutionary algorithms have been extensively involved in developing numerical expressions for the input parameters in the idea of determining the quality welding input parameters which may provide desired weld quality [6]. Kaushik et al. [7] used Taguchi method in optimizing input parameter along with its wear behavior in achieving the parameter that is efficient at most with aluminum composite. Ghangas et al. [8] examined the effect of process parameter for AA7036 T6 alloy on hardness of armor alloy for FSW by central composite design approach. Ramanan and Edwin et al. [9] acquired mathematical model equations for wire cut EDM parameters of aluminum composites and determined optimum responses using grey relational parameters for automated manufacturing. Prabhu et al. [10] found the FSW optimum responses for dissimilar pipe joints containing Taguchi method with the determination that greater range of heat input ended up with tensile strength of lower values. Padmanabhan et al. [11] improved the tensile strength on AZ31B alloy using GRA approach. Hakan et al. [12] detailed the application of friction stir welding process in optimizing parametric combination in the idea of yielding promising tensile strength and weld beam. Neela Rajan et al. used the transesterified jatropha oil input parameters of getting optimum using GRA and concluded with inclusion of heating time in achieving optimum parameters [13]. Above-mentioned literatures conclude that, it is strong that only a few works were performed in optimization of ZE42 alloy using GRA. Another strong inference would be that GRA is involved in optimizing the friction stir welding input for achieving the anticipated quality response. This work presents optimization using GRA on the FSW weld parameters. Two responses are tensile strength and hardness. In the responses, the grey relational grade (GRG), the greatest significant factor has been found. ANOVA method has been applied in finding the influence of individual factors.
13.2 Experimental Procedure
ZE42 alloy plates of aspect 100 × 50 × 6 mm were welded by FSW process weld mechanism. From literatures and trail run experiments the operating input parameters increase the quality of FSW are recognized as axial load, tool rotational speed (TRS), welding speed and tool pin profile used [14]. Between the four influence parameters identified, two parameters were ought to be altered in machine. Numerous trials are completed in selecting the process parameters with upper and lower values [6]. Response surface method has been chosen, and the experiments have been performed consequently [9]. The input welding parameter and levels are detailed in Table 13.1. TRS was offered in welding machine and performed variation as per the estimated axial load. To estimate axial load generated in FSW process, a dynamometer is connected on the surface of specimen where the specimen and spindle get connection. Accordingly fixture is designed to place above a probe and is connected with dynamometer to calculate axial load produced through FSW process. The altered vertical milling machine, parameters achieved [6] for FSW process are axial load, tool pin profile, tool rotational speed, and welding speed used. The hardness and tensile test were carried out according to ASME standard. The experimental results are discussed in the response and contour plots.
13.3 Effects of Experimental Design
Design of experiments (DOE) is applied to identify the process parameters that contribute the best response. This design will be useful to relate the responses with input parameters [4]. To analyze the effect of FSW welding process parameters N, S, P, and F the response plot and contour plots are presented in Figs. 13.1 and 13.2. Figure 13.1 represents surface plot of hardness that tends to increase with axial load of 5 kN with increase in TRS between 950 and 1350 rpm. Likewise thread cylindrical shape tool pin profile produces high UTS with TRS of above 1150 rpm and other tool pins fail at various TRS. Welding speed also produces maximum strength with high TRS. From this, it is evident that plates with similar joints produce high strength. Figure 13.2 shows contour plot of hardness and UTS which tends to increase as axial load increases from 950 to 1350 rpm. Likewise tool pin profile produces high UTS with TRS of above 1150 rpm. The quality of the welding is done using the tensile testing, which is a simple method to find the reaction of material when applied to tension. The ultimate tensile strength of base material ZE42 alloy was 150 MPa. The entire welded region showed increased strength as compared to that of the other materials combination.

Surface response plots for effect of process parameters with the responses

Contour plots for effect of process parameters with the responses
13.3.1 Grey Relational Analysis (GRA)
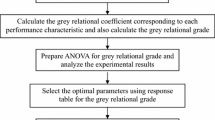
Initial step begins with the transformation of response data from the weld response values. Equation (13.1) has been used to find larger, better and subsequent analysis of S/N ratio values [6]. Through GRA, originally the input data are normalized by incorporating this normalized data, grey relational coefficient is assessed, and the GRC has been achieved by mean values related to nominated experiment data [9].
13.3.1.1 Grey Relational Generation
In GRA criterion, a linear data preprocessing method for the MRR is higher the better [5] and is conveyed as:
Correspondingly the normalized data processing for SR is lower the better and can be articulated [5] as:
13.3.1.2 Grey Relational Coefficient
Determination of grey relation coefficient has been achieved by Eq. (13.3) as illustrated below [5]
13.3.1.3 Grey Relation Grade
In the grey relation grades square measure estimated by considering mean of the GRC related with observation as presented in Eq. (13.4).
13.4 Results and Discussion
FSW on ZE42 alloy is carried out according to Box–Behnken design to investigate the effect of the FSW parameters, specifically, welding speed, tool speed, pin profile and axial force on the output responses, ultimate tensile strength, and hardness [14]. Box–Behnken design is to be widely used for optimization techniques because of the advantage of optimizing multifactor problems with optimum number of experimental runs. It is a statistical tool that allows the independent evaluation of the responses with maximum number of experiments. In determining the preferred set of FSW parameters for welding the ZE42 alloy better and effort has been given consistently.
13.4.1 Multiple Response Models Using GRA
By using GRA complicated optimization problem can be solved effectively. To have better contributing response parameters such as ultimate tensile strength, hardness of ZE42 alloy has been studied [14] using ANOVA and presented in Table 13.2.
13.4.2 Response Table for GRG Using S/N Ratio
The average GRC values for each set of the FSW parameters are prepared and were determined by average in all the levels of process parameters [10]. It illustrates optimal value of input parameters. Figure 13.3 details the foremost effect plot of grey relation grade. It reveals that A3B3C3D3 is optimal response which represents the welding speed of 1150 rpm, tool speed 60 m/min, pin profile of zero, and axial force of 5 N.

Main effect plot of grey relation grade
Welding speed was the foremost prompting factor, shadowed by the tool speed and axial force [13]. In Fig. 13.3, the graph shows the impact of rotational speed on responses which improves that with rise in speed from 950 to 1350 rpm grade decreases. In Fig. 13.3 second graph presents that the influence of welding speed increases over the strength of FSW process [11]. From third and fourth graph, it is states that with rise in welding speed and pin profile from gains after that reduced. On rise of axial force from 2 to 7 N, the strength level increased with it and then moderated at higher level [12].
13.4.3 Confirmation Check
While analyzing the FSW parameters, the important thing is to confirm the hardness and also the tensile strength by accompanying the validation experimentations is presented in Table 13.3. Here A4B2C4D4 is a quality parameter has been found during FSW process via the GRA. Consequently, the state A3B3C3D3 of the quality response level has been considered as consent check.
As perceived in Table 13.3, hardness goes up from 86.14 to 89.31 BHN and UTS value occurs from 183.45 to 187.26 MPa. As per the discussions of results which increased the strength of FSW process and confirming that the quality distinctiveness is highly considerable by enhancing via this confirmation test [15]. Significant effect in parameters and its percentage contribution gets changed compared to the parameter behavior with balanced response.
13.5 Conclusion
From results, response surface method with grey relational analysis plays a vital role in optimizing the FSW multiple responses such as hardness and UTS. An optimum set of test parameters of GRC for quality weld surfaces has been identified as the tool speed of 60 m/min, welding speed of 1050 rpm, cylindrical pin profile at zero, and axial force of 5 N. ANOVA results predicted that the axial force (68%) exerted a significant impact on FSW responses followed by welding speed (13%) and pin profile (9%). This study has shown that the measured responses of welded ZE42 alloy are greatly increased by grey-based response surface method for improvement in weld quality.
References
B. Gleeson, B.T. Li, Cyclic oxidation of chromia-scale forming alloys: lifetime prediction and accounting for the effects of major and minor alloying additions. Mater. Sci. Forum 461, 427–438 (2004)
K. Deepandurai, R. Parameshwaran, Multiresponse optimization of FSW parameters for cast AA7075/SiCp composite. Mater. Manuf. Proc. 31(10), 1333–1341 (2016)
P. Kumar, K.P. Kolhe, S.J. Morey, C.K. Datta, Process parameters optimization of an aluminium alloy with pulsed gas tungsten arc welding (GTAW) using gas mixtures. Mat. Sci. Appl. 2(04), 251 (2011)
U.G.A.G.I. Taguchijeve, V.T.P. FSW, Application of grey relation analysis (GRA) and Taguchi method for the parametric optimization of friction stir welding (FSW) process. Mater. Tehnol. 44, 205 (2010)
P.K. Sahu, S. Pal, Multi-response optimization of process parameters in friction stir welded AM20 magnesium alloy by Taguchi grey relational analysis. J. Mag. Alloys 3(1), 36–46 (2015)
A.K. Darwins, M. Satheesh, G. Ramanan, Experimental analysis of friction stirs welding of dissimilar alloys AA7075 and mg ZE42 using butt joint geometry. Int. J. Mech. Prod. Eng. Res. Dev. 8(1), 505–512 (2017)
N. Kaushik, S. Singhal, Hybrid combination of Taguchi-GRA-PCA for optimization of wear behavior in AA6063/SiCp matrix composite. Prod. Manuf. Res. 6(1), 171–189 (2018)
G. Ghangas, S. Singhal, Modelling and optimization of process parameters for friction stir welding of armor alloy using RSM and GRA-PCA approach. Mater. Res. Exp. 6(2), 026553 (2018)
G. Ramanan, J.E.R. Dhas, M. Ramachandran, Optimization of material removal rate and surface roughness for wire electric discharge machining of AA7075 composites using grey relational analysis. Int. J. Veh. Str. Syst. 9(5), 309–312 (2017)
S.R. Prabhu, A.K. Shettigar, M.A. Herbert, S.S. Rao, Multi-objective optimization of FSW process variables of aluminium matrix composites using taguchi-based grey relational analysis. Adv Comp Methods Manuf. 133–144 (2019)
G. Padmanaban, V. Balasubramanian, Optimization of pulsed current gas tungsten arc welding process parameters to attain maximum tensile strength in AZ31B magnesium alloy. Trans. Nonferrous Metals Soc. China 21(3), 467–476 (2011)
G. Diju Samuel, G. Ramanan, D. Bino Prince Raja, Prediction of responses in FSW processed hybrid composites using soft computing technique, J. Comp. Theor. Nanosci. 16(2), 463–466
A. Hakan, A. Bayram, E. Ugur, Y. Kazancoglu, G. Onur, Application of Grey relational analysis and Taguchi method for the parametric optimization of friction stir welding process. Mater. Technol. 44(4), 205–211 (2010)
A.K. Darwins, M. Satheesh, G. Ramanan, Influence of cylindrical threaded tool pin profile on the mechanical and metallurgical properties of FSW of ZE42 magnesium alloy, in Proceedings of ICDMC 2019 (pp. 253–262) (2020)
R.R. Neela Rajan, G. Ramanan, R. Rajesh, Multi-objective optimization of transesterified Jatropha curcas oil using response surface methodology and grey relational analysis. Int. J. Ambient Energy 1–12 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Gopalakrishnan, R., Kanakaraj, D.A., Dennis, B.P.R., Rajendran, A.R. (2021). Multi-response Optimization of FSW Process Parameters of ZE42 Alloy Using RSM-Based Grey Relational Analysis. In: Reddy, A., Marla, D., Favorskaya, M.N., Satapathy, S.C. (eds) Intelligent Manufacturing and Energy Sustainability. Smart Innovation, Systems and Technologies, vol 213. Springer, Singapore. https://doi.org/10.1007/978-981-33-4443-3_13
Download citation
DOI: https://doi.org/10.1007/978-981-33-4443-3_13
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4442-6
Online ISBN: 978-981-33-4443-3
eBook Packages: EngineeringEngineering (R0)