
Abstract
Whenever fiber-reinforced polymer (FRP) composites are drilled to produce a hole, it is necessary to obtain the desired dimensional requirements with minimal surface and sub-surface damage. A number of complications arise in this process, such as multiphase laminated materials (hard reinforced fibers within soft polymer matrix) and complex cutting edges of the drill bit. According to existing research, changes in the drilling parameters’ setting and tool geometry play a critical role in influencing the thrust force and size of delamination zone. Thus, the workpiece’s delamination responses can be minimised by identifying proper drilling parameters and tool geometry to reduce the effect of thrust force on uncut layers. Analytical as well as experimental investigations have explored the thrust force and delamination behaviour during composite drilling, to compute the critical thrust force at the onset of delamination during drilling. All studies cited in this review indicate that delamination damage can be avoided if the applied thrust force is lower than the critical thrust force value. A good agreement between the estimated critical thrust force and the measured thrust force was evident in certain studies. Considering this, the critical thrust force value can be a reliable benchmark or reference for industrial practice in reducing delamination damage for better assembly performance of the drilled FRP composites. Lastly, a general review of new approaches to reduce the drilling thrust force for reaching delamination free drilling for FRP composite laminates has been attempted.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
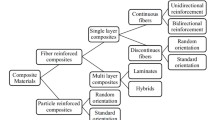
Composite materials refer to a combination of two or more reinforcements within a matrix, insoluble in one another, to obtain the advantages of both materials while simultaneously mitigating undesired properties. The concept of composites was based on the existence of natural composites, such as wood (cellulose fiber and lignin) and bone (bone tissue and collagen). The oldest composite materials, which combined straw fibers with clay to increase the performance in construction, were found in Ancient Egypt. The fibers mentioned in the earlier definition act as a reinforcing phase, and another phase is embedded in these materials known as the matrix phase. The role of the reinforcement materials is to provide the composite primary mechanical strength and reinforce the matrix in any direction. The matrix holds and redistributes the load to reinforcement as well as provides a favourable environment resistance (Harris 1999). Figure 1 shows the stress–strain relationships for a FRP composite material. The high modulus fiber is strong but brittle, while the low modulus fiber and matrix are soft but ductile. The properties of FRP composites can be tailored by modifying the favourable characteristics of fibers and matrix system, Table 1. Thus, the advanced fiber-reinforced polymer (FRP) composites have received considerable attention as engineering materials because of their particular mechanical and physical properties. This is especially true in structural applications nowadays that require highly specific strength, are lightweight, have a better corrosion resistance, and are resilient against environmental attack over metallic materials. Therefore, the development and application of FRP composites is occurring at an increasingly fast pace to replace conventional metallic materials in various application parts. Within the composite materials group, synthetic FRP composites have been widely used in various manufacturing applications, such as aerospace components (e.g. tails, wings and fuselages), transportation (e.g. racing car bodies), military equipment, sporting goods (e.g. bicycle frames and badminton rackets), electronic items (e.g. printed wiring boards), and various other industrial applications.

Stress–strain relationships for hybrid composite material and its constituents
Generally, the FRP composite materials are well advanced in producing near-net shape composite components by reducing the machining needs to a minimum. However, the secondary/finishing process, particularly drilling operation, is obligatory to aid subsequent assembly requirements in application. The high-performance drilling process with minimal surface and sub-surface damage is required to produce the quality and durability of the composite structures. Unfortunately, FRP composites have poor machinability and their cutting mechanisms have been considered distinct from the cutting behaviour of homogeneous materials such as metals. The several undesirable defects such as fiber pull-out, delamination, fiber matrix debonding, and fiber bridging induced by drilling processes drastically reduce the assembly structure’s strength, Fig. 2 (Altin Karataş and Gökkaya 2018). Any major defects arising in the drilled parts may lead to rejection and significant loss to the industry.

Typical material damage mechanisms in FRP composites as a result of machining forces (Altin Karataş and Gökkaya 2018)
Among drilling-induced damages, delamination has been recognised as a critical damage in drilling operation as it can reduce the structural integrity, cause poor assembly tolerance, and hence, can deteriorate their in-service performance. As indicated in previous studies (Geng et al. 2019; Wong et al. 1982), repairing a delamination defect can take 5–6 h, for fastening a hole in the airplane assembly. Therefore, addressing ways to improve delamination damage on drilled FRP composite is imperative. Generally, delamination damage is regarded as an adhesive or cohesive failure at the interface of a laminate. It occurs mainly due to drilling thrust force at the cutting zone exceeds the inter-laminar bond strength of the uncut thickness (Rahme et al. 2015). Apparently, the thrust force developed during the drilling of FRP composites is the key factor that induces serious delamination around the hole, especially the push-out delamination. Figure 3 shows the relationship between drilling thrust force and the push-out delamination factor (Sorrentino et al. 2018a, b). It can be concluded that the size of drilling-induced delamination is highly relevant to the thrust force: higher the thrust force, greater will be the delamination factor. It is believed that a delamination-free drilling process can only be achieved when the thrust force does not exceed the inter-laminar bonding strength of the composite structure, namely “critical thrust force” (Zhenchao et al. 2014).

With regard to this, the majority of published works have reported that the settings of input process parameters, tool geometry, and properties of workpiece material have a greater influence on the thrust force during the drilling process, as shown in Fig. 4 (Abrão et al. 2007; Palanikumar and Muniaraj 2014; Tsao and Hocheng 2008b; Zhenchao et al. 2014). Therefore, in order to improve the structural integrity of drilled holes, many research works have attempted various delamination suppression techniques, including the optimisation of the appropriate parameters to reduce the drilling thrust force or increase the critical thrust force of the composite. Following this introduction, Sects. 2, 3, 4 and 5, some leading studies relevant to drilling thrust force performance will be discussed to extend the fundamental knowledge in assessing and optimizing the controlled drilling parameters for FRP composites. These parameters consist of mechanical performance of FRP composite and a wider range of drilling parameters, as well as the design of drill bit geometry. Then, the mechanics modelling and basics of the analytical models concerning the drilling thrust force of FRP composite will be discussed in the following sections of this chapter. Finally, the recent high performance mechanical drilling methods toward attaining delamination-free composite laminates and the conclusion will be presented.

Effect of input parameters to the thrust force
2 Overview Thrust Force in Drilling of FRP Composite
In the drilling process, the force generation perpendicular to the cutting force (Fc) represents the thrust force (FA), as shown in Fig. 5. It is the key cutting characteristics activated in FRP drilling which signify the mechanical energy consumption of multi-tool work interactions governing the chip removal process. As mentioned before, the thrust force developed during the drilling of FRP composites has been cited as the key factor in drilling defects such as delamination damage, sub-surface damage, fiber breakage, matrix cracking, and fiber/matrix debonding.

Schematic depiction of forces acting on the chip in cutting process
According to Khashaba (2013), the resulting thrust force Ft, is generated along the drill bit axis due to contact with the chisel edge and cutting lips with the laminate composite, Fig. 6. The value of the resulting thrust force during drilling can be measured using a dynamometer. Further, previous studies show (Hocheng and Dharan 1990; Kim and Lee 2005; Zhenchao et al. 2014) that the concentrated thrust force from chisel edge makes a greater contribution than the distribution force from cutting lips. Therefore, it can be observed that a typical thrust force–time data for drilling carbon FRP composites, as shown in Fig. 7, involves six main stages. Initially (P1–P2), the thrust force increases sharply due to the initial chisel edge of the drill engagement with the laminate composite. This is followed by a maximum force as the chisel edge of the tool drills through the thickness of the laminate, P3: cutting process. Then, during phase 4, the deformation of the uncut material around the drilled surface causes delamination, followed by a sharp reduction in the force as the tool’s tip penetrates the laminate’s last layer. When the whole chisel edge drills through the laminate, the reduction in force becomes more gradual as shown during phase 5 and 6. Finally, the drill exits the laminate and the force drops to zero (Murphy et al. 2002).

Decomposition of the resulting thrust force Ft

Typical thrust forces profile during drilling process
3 Experimental Study of Thrust Force in Drilling FRP Composite
3.1 Effect of Cutting Parameter on Drilling Thrust Force
Hole quality is one of the important criteria when assessing drilling performance because it influences the strength of composite parts post assembly. In this regard, a number of experimental studies have examined the relationship between thrust force and drilling strategy in order to reduce the machining defects and improve the drilling efficiency of FRP composites. The effects of input variables such as feed rate, spindle speed, and tool diameter on the thrust force during drilling FRP composite have been summarised in Table 2 and Fig. 8, a quick comparison of the published literature with respect to the drilling processes of FRP composites. It can be seen from Fig. 8. That all studies cited in this review showed that thrust force increased with feed rate and drill diameter with different settings of spindle speed and composite. This is similar to El-Sonbaty et al. (2004), whose experimental results also indicated that increasing drill diameter (8–13 mm) and feed rate (0.05–0.15 mm/rev) increased the maximum thrust force during the drilling of GFRP composites with HSS twist drill bit. This is likely caused by increased shearing and cross-sectional area of undeformed chip when drill diameter and feed rate are increased. These phenomena lead to the enhancement of the resistance of chip formation and consequently increase the cutting force and torque during drilling process.

Summaries of relationship between thrust force and input parameter for drilling process of FRP composite
Palanikumar and Muniaraj (2014) also investigated the effect of drill diameter and feed rate towards the drilling thrust force on hybrid metal matrix composites. The carbide-coated drill bits used in the dry experiment were of 4–12 mm diameter. In their study, the Taguchi and ANOVA methods were used to determine the desired setting for thrust force responses. The use of high cutting speed, lowest feed rate, and lowest level of drill diameter favoured minimum delamination and thrust force. Furthermore, they also developed an empirical model using response surface methodology (RSM), a combination of mathematical and statistical techniques to predict the thrust force in hybrid metal matrix composites, within the ranges of cutting parameters studied. Based on the empirical model, it can be concluded that the feed rate and drill diameters were found to make the largest contribution to the drilling thrust force and delamination factors.
Subsequently, Heidary et al. (2018) investigated the machining parameters (feed rate, spindle speed, and drill diameter) on drilling thrust force, delamination factor, and residual flexural strength of GFRP composite. The experimental study (Taguchi method) was conducted using four different levels of feed rate and two levels of spindle speed and drill diameters. The optimum operating conditions for each response was developed using the grey relational analysis (GRA). The results indicated that the feed rate was the main contributing factor to the drilling thrust force, followed by drill diameter and spindle speed. By increasing the feed rate, the drilling process behaviour attributes high impact (punching effect) from the chisel edge on a composite plate which increases the drilling thrust force. This punching force produces greater bending and consequently results in more delamination damage growth. As expected, the lowest feed rate (0.04 mm/rev), drill diameter at 4 mm, and highest spindle speed (630 RPM) indicate lower thrust force and delamination factors than other parameter setting.
In contrast, the results of the effect of cutting speed on drilling are debated, as shown in Fig. 8. The researchers reported three different relationships between cutting speed and drilling thrust force under different drilling conditions. It is worth highlighting that a previous study (Lin and Chen 1996) on drilling carbon FRP composites found that the width of delamination damage is correlated to the ratio between drilling spindle speed and feed rate. The higher the ratio, the better the hole quality, and it wil1 certainly increase production rate. However, they found that the thrust force increases drastically from 91 to 684 N as spindle speed increases. The finding is in line with previously reported studies on drilling carbon FRP and glass FRP composites (Feito et al. 2018; Khashaba 2004; Sorrentino et al. 2018b). This phenomenon occurs because the higher spindle speed accelerates tool wear and induces higher thrust force during drilling process. Surprisingly, some studies (Eneyew and Ramulu 2014; Kumar and Sing 2017; Rajamurugan et al. 2013; Ramulu et al. 2001) observed that the changing of spindle speed in drilling FRP composite does not significantly affect the thrust force performance in the drilling of FRP composite.
Owing to the benefits of high-speed drilling process, Rawat and Attia (2009a) performed an experimental investigation on the machinability of woven carbon FRP composite and tool-wear mechanism of tungsten carbide (WC) on dry high-speed drilling. It is known that high-speed machining is not only capable of reducing drilling thrust force but is also an advanced technology to improve productivity in industries. As expected, lower delamination factors were observed at 15,000 RPM as compared to 12,000 RPM, due to reduction in thrust and cutting forces. However, aggressive tool wear was the critical problem while drilling at such speeds using conventional twist drill bit. Their results showed that both the thrust force and cutting force were increased with increase in flank wear. This is likely due to the low thermal conduction of carbon FRP composite and inducted high temperature built up on the tool with continuous drilling at such high speeds. Beyond the critical flank wear of approximately 90 μm, there was a sudden rise in the matrix burnout and delamination in the cutting area.
On the contrary, several researchers (Arputhabalan et al. 2019; Krishnaraj et al. 2012; Palanikumar and Muniaraj 2014) found that at high spindle speed condition, the maximum drilling thrust force decreases progressively and the uncut laminate composite was sufficient to withstand it during the drilling process. This was due to the heat generated in the drilling zone assisted by the low coefficient of thermal conduction and glass transition temperature. As reported by Khashaba (2013), the thermal conductivity of the synthetic fiber and matrix are approximately 1.3 and 0.21 W/m °C respectively, considerably lower than metals (Steel = 53 W/m °C, Aluminium = 210 W/m °C). Thus, the accumulated drilling heat at the interface of tool and workpiece leads to thermal softening of the polymer matrix below the glass–rubber transition temperature (130–150 °C). Consequently, the cutting process required lower friction forces, thrust force, and cutting force to remove the softener material from the laminate composite surface. It is also highlighted that though the chopped GFRP composite required higher thrust force in cutting process than woven GFRP composite, it has lower delamination than the woven GFRP composite. This result referred to the presence of braids between the warp and filled tows that reduce the in-plane shear resistance as shown in Fig. 9. The delamination factors of woven GFR-epoxy composite are lower than that of woven GFR-polyester composite due to higher interface bond strength and shear strength of woven fiber and epoxy than polyester.

Schematic diagrams illustrates a–c woven braid that made by the interlacing of warp and fill fiber and d chopped composites with random angles (Khashaba 2004)
3.2 Effect of Tool Geometry and Material on Thrust Force Performance
3.2.1 Tool Geometry
Machining advance FRP composites not only faces the challenge of insufficiency in work material which are of quality but also the high tool-wear issue. The rapid tool wear in machining FRP composites is due to the fiber abrasiveness, low thermal conductivity properties, and distinct mechanical properties of fiber and matrix in the composite. As aforementioned, the performance of cutting tool can also be an important factor for damage occurrence during the drilling process. Another consequence of tool-wear problem in the hole-making industry is frequent tool changes that may induce the productivity and machining cost. Similar to the thrust force damage, the tool-wear effect can also be diminished by selection of proper input variables such as tool geometry and material, workpiece and cutting condition. Since the properties of FRP composites and cutting parameters have been well documented in the previous section, this review is focused on variables of tool material and geometry on drilling of FRP composite. The tool employed to create the holes is called drill, which has a large length to diameter ratio. Among all the drill bit geometry, the twist drill is the most commonly employed in the secondary drilling process of FRP composites. The important nomenclature of twist drill is shown in Fig. 10. The cutting lips, chisel edge, and point angle are the main features that influence the thrust force behavior during drilling of FRP composites.

Twist drill nomenclature (Astakhov 2010)
Geometrically, the ideal drilling process mostly takes place at cutting edge which includes the chisel edge, cutting lips, and the leading edges. The chisel edge and cutting lips play the main role in the material removal process, while, theoretically, no cutting action happens along the leading edge (Astakhov 2010). However, owing to the thrust force is generated during the drilling process, some material is removed by the leading edge as a finishing process for the hole surface. At high thrust force condition, an undesired conical hole shape will be created in the drilling process (rather than a perfect cylinder). Dharan and Won (2000) have claimed that primary cutting action mostly occurs at the outer parts of cutting lips while the chisel edge is used to position the drill before engagement with laminate and stabilize the drill throughout the cutting process. However, if improper parameters are set in the drilling operation, high thrust force from chisel edge area will push forward the uncut material (like extrusion action), thus, in turn, serious delamination happens around the hole, Fig. 11.

Schematic depiction of delamination damage when drilling of FRP composite
As discussed in the earlier section, it is believed that various drilling defects especially delamination occurs when the high thrust force is generated during drilling process. Tsao and Hocheng (2003) have conducted the drilling experiments to depict the effects of chisel length and the pilot hole on thrust force and delamination. Based on their study, the thrust force from chisel edge is the major factor for delamination. Besides that, they found that the drilling thrust force is reduced dramatically by cancelling the chisel edge effect with a pilot hole before actual drilling process. The delamination-free goal can be achieved by lowering the thrust force effect through optimizing the chisel length and feed rate in the drilling process.
Furthermore, Rawat and Attia (2009b) and Wang et al. (2013) have cited that the critical flank wear was normally observed at the primary cutting edge due to the friction and shearing action of the tool and abrasive of fiber in the drilling process. Therefore, the thrust force is largely increased with the rapid tool wear in the drilling process and thus resulted in a severe delamination damage around the drilled hole. In order to reduce the fracture or chipping problem on the drill bit, they suggested coating of a high-wear resistance material, such as a diamond material, on the tool to enhance the tool life and drilling performance.
Chen (1997) has established the linear relationship between the drilling thrust force and delamination factors of unidirectional carbon FRP by regression analysis under different drilling condition. The experimental results show that lower thrust force can be obtained at lower point angle and larger helix angle in order to reduce the delamination damage. This is mainly due to the tool orthogonal rake angle on primary cutting edge increases with point angle and helix angle. It is well known that the point angle is one of the features to determine the characteristics of the drill’s cutting edges. An optimum point angle can enhance tool life and hole quality. Generally, the standard 118° is used to drill the general material such as metal. While, for the heterogenous and abrasive FRP composites, Campos Rubio et al. (2008) have suggested the small point angles (85°) of twist drill to improve the machinability of FRP composite in high-speed drilling. The high performance of the 85° point angle twist drill may be explained by the fact that, the shear plane area between tool and workpiece is smaller, thus probably required lower thrust forces and resulted in lower delamination factors of glass FRP composite.
From the review shown in Table 3, it is clear that a standard twist drill is the one that is most commonly applied in the drilling of FRP composites due to low cost and easy accessibility. Nevertheless, it is found that with the conventional standard twist drill it is difficult to achieve the damage-free hole in FRP composites and simultaneously maintain the thrust force below the critical value at high feed and speed condition. In order to overcome the limitation of the twist drill, in recent years, many researchers have reported the effect of a variety of special drill bit geometries on drilling-induced damage. Thus, many special design drill bits have been introduced for drilling of composite laminates, as shown in Fig. 12. It can be noticed that the drill bits used in drilling FRP composites could be divided into six categories based on the geometry: (1) Twist drill bit, (2) Step drill bit, (3) Brad point drill bit, (4) Slot drill bit, (5) Straight-flute drill bit, and (6) Core drill bit. Although, each type of drill bits has their unique functions, the final purpose mostly is to enhance the drilling efficiency and tool life.

Schematic of drill bit geometries used for drilling of FRP composites: a twist drill; b step drill; c brand point drill; d straight—flute drill; e slot drill; f core drill (Hocheng and Tsao 2008a)
As mentioned before, Won and Dharan (2002a, b) have conducted a series of drilling experiments on woven carbon FRP composite to investigate the effect standard twist drill with pre-drilled hole on drilling thrust force. They found that the pilot hole capable to reduce the required thrust force during drilling and allowing much higher feed rate in cutting process without the danger of delamination. Tsao and Hocheng (2007) have also investigated the performance of core drill on drilling thrust force at various parameters setting condition. The thrust force performance of conventional twist drill was compared with the special core drill bits. They found that core drills offer the highest threshold values for thrust forces, Fig. 13. In general, the core drill is applied for drilling hard, brittle materials, as in civil engineering structure, jewels, and glass. Davim and Reis (2003) has reported that the “Brad & Spur” drill has less cutting pressure and thrust force than “Stub length” drill at the same cutting condition for glass FRP composite. In conjunction with tool geometry, the selection of cutting tool materials for a particular application is of extreme importance as in the case of drilling of FRP composites.

Schematic depiction of delamination analysis of core drill (Tsao and Hocheng 2008b)
3.2.2 Tool Material
In general, cutting tool material must consist of excellent hot hardness, toughness and impact strength, wear resistance, and chemical stability characteristics during the drilling process, Fig. 14 (Klocke and Kuchle 2011). However, it is difficult to obtain all the properties in a single material; each material has advantages and limitations to cutting process. According to the study of Sreejith et al. (1999) the polycrystalline diamond (PCD) exhibits high critical velocity and it is extremely beneficial for high-speed machining due to the high thermal conductivity and wear resistances properties. On the basis of high-cost issue, it has been found that the application of PCD tool is relatively low which is mostly used in the extreme cutting condition. Commonly, carbon tool steels were used as tool materials in metal cutting until the high-speed steels were developed for high-speed machining in the early 1900s. This is because the carbon tool steels pose lower hardness and wear resistance at moderate temperature (180 °C). The High-Speed Steel (HSS) is a highly alloyed tool steel which is capable used in higher speed drilling process (60 m/min) as compared to carbon tool steels. Subsequently, tungsten carbide (WC) and titanium carbide (TiC) were also introduced since the 1930s due to the rapid development of high-speed machining on FRP composites. Carbides are widely used as drilling tools because of their high hardness over the wide range of temperature, high elastic modulus, and low thermal expansion, as listed in Table 2. The comparison drilling thrust force performance of HSS and carbide drill bit for carbon FRP composites been conducted by Durão et al. (2013). Based on the delamination and circularity damage results, confirming the fact that the holes drilled with HSS drill show higher value in these responses as compared to the performance of carbine drill. Thus, it can be concluded that the HSS drill bit may not be suitable for drilling carbon FRP composites at high feed rate (0.2 mm/rev) condition due to low wear resistance and hot hardness properties present in HSS material will generate high thrust force.

Classification of various cutting tool materials (Klocke and Kuchle 2011)
As far as the high speed drilling with carbide tool is concerned studies by Murphy et al. (2002) is about the thrust force mechanism of uncoated, titanium nitride (TiN) and diamond-like carbon coated performance on drilling woven glass FRP composite. Surprisingly, they found almost similar results as that of the damage from the drilling process for all types of uncoated and coated drill bit. They have not highlighted on any benefits in using the coated drill bit for drilling FRP composites. In short, select suitable tool materials have a positive effect on most responses of the drilling operation especially for thrust force performance. In short, the uncoated tungsten carbide tools (K10–K20) consists the high thermal conductivity, low cost, and high toughness and hardness properties (Franke 2011; Rawat and Attia 2009b; Shyha et al. 2010). Therefore, it still is the desired tool material in most high-speed drilling studies for abrasive FRP composite machining.
4 Modelling of Cutting Forces in Drilling FRP Composite
It is well understood that drilling FRP composites is one of the most critical processes in component product manufacture. This is because the drilling process is carried out mainly in the last sequence of the manufacturing plan to create final features such as holes on composite components. As mentioned in the previous section, any inappropriate drilling parameters settings may lead to high thrust force, which, in turn, would cause rejection or unacceptable composite parts due to degradation such as delamination damage and poor surface quality. This is mainly attributed to the complexity associated with the drilling process and the geometry of the drill bit, as well as the anisotropic and highly abrasive nature of the fibers composite. Hence, exploring the relationship between the input parameters and the thrust force responses for improvement in the prediction accuracy of drilling performance is of research interest.
4.1 Mechanistic Models
In general, a statistical relationship between experimental variables can be characterized by a mathematical formula, which is widely known as empirical model or mechanistic model. Such model typically used statistical tools such as design of experiments (Taguchi or RSM), analysis of variance (ANOVA) and regression analysis to develop the relationship. The developed empirical relationship can be effectively used describe the trends and forecast the thrust force performance during drilling FRP composites. Therefore, as indicated in the earlier section, the correlation between predictor variables (spindle speed (v), feed (f) and tool geometry (t)) and the thrust force responses can be established using a liner/second order polynomial regression model. It is to be noted here that the polynomial regression models can be employed in two conditions (Michael Kutner et al. 2004):
-
1.
When the experimental response function is true curvilinear to the predictor variable.
-
2.
When the response function is unknown or complex, the polynomial function is adequate for presented the actual function.
The polynomial regression model can, therefore, be adequately implemented in this study as an approximation to obtain the information about the relationship of the response function. In this case, the polynomial model is expressed in a quadratic equation shown as follows:
The β0 is the constant coefficient, \( \beta_{i}\) is the coefficient of three main factors, \(\beta_{ii}\) is the square or interaction coefficients between the pairs of the main factors. In general, the constant coefficient β0 is the y-axis intercept. While, the \( \beta_{i}\) coefficient is the slope of the response function line, as depicted in Fig. 15. The interaction coefficients in model can directly estimate through experimental data to establish relationship between maximum or average cutting force and the influential factors, i.e. cutting parameters and drill bit parameters. The empirical model can be effectively used to predict the thrust force of drilled holes at the 95% confidence level under selected drilling parameter setting. Researchers (Wan et al. 2019) have summarised the empirical models created through different combinations of drilling parameters (i.e. spindle speed and feed rate), drill bit parameters (i.e. drill diameter and drill point angle), and composite parameters (i.e. volume fraction material and the laminate thickness), as shown in Table 3. It can be noticed that many researchers are devoted to the analysis of the relationship between thrust force and its predicted factors, such as different feed rate, cutting speed, drill geometry, and properties of FRP composites. They found that the mechanistic models under different drilling conditions are easy to understand and capable of predicting thrust force in actual drilling process effectively.

Illustration of coefficients of regression model
Won and Dharan (2002a, b) modified Shaw’s simplified metal cutting equations (1957) to predict the thrust force during drilling of carbon FRP composite without considering the tool wear. The predicted coefficients in their empirical model were feed rate and drill diameter. However, previous studies (Rawat and Attia 2009b; Wang et al. 2013) cited that the critical flank wear was normally observed at the primary cutting edge due to the friction and shearing action of the tool and abrasion of fiber in the drilling process. Therefore, the thrust force is greatly largely increased with rapid tool wear in the drilling process and resulted in severe delamination damage around the drilled hole. Therefore, by considering the tool wear issue, Fernandes and Cook (2006) established an empirical model of the maximum thrust force during the drilling of carbon FRP composite with a “one shot” drill bit and three different laminate thickness: 2 mm, 4 mm, and 5 mm give the final equation for thrust force in
where n is the number of drilled holes, f is the feed rate (mm/rev), while d is drill diameter (mm). As expected, the validation results indicate that, as shown in Fig. 16, the experimental thrust forces are close to the predicted maximum thrust force during the drilling of carbon fiber using a one-shot drill bit.

Experimental and estimated maximum thrust force for drilling carbon FRP composite
Drilling experiments of glass FRP composite were conducted by Mohan et al. (2005) and Singh et al. (2008) who used different tool geometries and fiber architecture. Thrust force results were verified with the analysis of variance (ANOVA) at 95% confidence level to define significant factors according to the variation of each factor. Thus, point angle and feed rate were used to develop the drilling thrust force model by adopting regression analysis.
where Ft is the thrust force, ρ is the point angle, and f is the feed rate. Furthermore, Khashaba et al. (2010) also developed the thrust force empirical model through multiple linear regression models to directly consider the drill wear for drilling woven GFRP composites. The relationship between drilling force and significant factors such as drill pre-wear (w), feed (f), and speed (v) were created.
In addition to that, the relationship between thrust force and predictor variables can be defined by the sign and value of the coefficient in the quadratic equation. The positive coefficient sign represents that the changing trend of the predictor variables is directly proportional to the thrust force, whereas the negative sign means there is an inverse relationship between the predictor variables and drilling thrust force. In Eqs. 4.2 and 4.3, the coefficients for the feed rate presented with a positive sign for all models. This implies that for every 1 mm/rev, the feed rate increases, the thrust force will increase by 402.8315 N and 977.781 N for the tow equations respectively. The estimated relationship of the quadratic responses is in agreement with previously reported studies of drilling of FRP composite and findings presented in previous sections.
Although the ANOVA results proved that the empirical models can effectively predict the maximum thrust force in the drilling process, surprisingly, the deviation errors can be observed in the aforementioned studies. The empirical or regression model may not clearly predict and describe the thrust force during the drilling process. Conversely, previous studies (Hocheng and Tsao 2005; Pyo Jung et al. 2005; Zhenchao et al. 2014) have pointed out that the thrust force and delamination damage on the drilled FRP composite was not only affected by drilling parameters but also the heterogeneous properties of FRP composite material. Nevertheless, it can be concluded that the regression models can be used with reasonable or acceptable accuracy to predict the maximum thrust force of the drilling FRP composites process over the entire range of drilling parameters only. Care has to be taken in cases where different drilling parameter settings and cutting conditions are employed. This will be further investigated in the following section for accurate monitoring and prediction of the critical thrust force in order to monitor or control the delamination damage in the FRP composites during the drilling process.
4.2 Critical Thrust Force Models
Among drilling-induced damages, delamination has been recognised as one of the crucial failure mechanisms in drilling operation, which is a highly undesired problem in assembly process (Capello 2004). A number of studies have performed the notched behaviour study on drilled FRP composites through the open-hole and multi-bolted single-lap joints test in order to monitor and forecast the structure strength. Their results showed that delamination has a high potential to reduce the joining strength and may affect the long-term performance of drilled FRP composites (Gamdani et al. 2015; Wisnom and Hallett 2009). A number of studies have been published with respect to critical thrust force models to monitor or control the delamination damage in the FRP composites during the drilling process. It is evident that the delamination factor, especially the push-out delamination, is significantly affected by thrust force (which is influenced by machining parameters setting) and the stiffness of workpiece (Akmal et al. 2018; Durão et al. 2015; Pyo Jung et al. 2005; Saoudi et al. 2016; Tan et al. 2017; Tsao 2012; Zhenchao et al. 2014).
It is believed that the path towards delamination-free (push-out) drilling process can only be achieved when the thrust force does not exceed the inter-laminar bonding strength of the composite structure, namely “critical thrust force” (Zhenchao et al. 2014). All the analytical models discussed in this section have been presented in Table 4. Owing to the high correlation observed between thrust force and delamination, Hocheng and Dharan (1990) were the first to establish the analytical model to determine the critical thrust force for delamination onset and propagation of FRP composites. They used linear elastic fracture mechanics (LEFM) method to obtain the critical thrust force model to prevent or monitor the delamination onset. In order to satisfy the applicability of LEFM theory to the propagation of laminate composites, the crack or delamination must be coplanar and symmetrical in a plane with the material, and lastly, no plastic zone must be present at the crack tip. The delamination onset mechanism has been shown in Fig. 17. The laminate workpiece is clamped with a uniformly distributed load along the inner edges. The “D” in the figure represents the diameter of the drill bit, “FA” is the thrust force from chisel edge of drill, “x” is the tool displacement, “a” is existing crack size, and “h” and “H” are the uncut thickness under the tool and thickness of the workpiece respectively. As the drill bit moves forward, the thrust force from the tool pushes the uncut laminae and deforms elastically at that zone. At this point, if the external energy (drilling thrust force) exceeds the internal change of strain energy in the material, crack extension into the new surface occurs. In order to prevent the delamination onset in the drilling process, the critical thrust force for peel-up at entry and push-out at exit can be expressed as follows:

Circular plate model for delamination analysis (Hocheng and Dharan 1990)
The critical thrust force at the onset of delamination during tool entry (peel-up) can be calculated:
whereas, critical load at the onset of crack propagation during tool exit (push-out) can be calculated as:
where “GIC” is the critical energy release rate for delamination Mode-I per unit area, “kp” the peeling factor is the defined ratio of critical peeling force to the critical cutting force, “E” is Young’s modulus of the material, “v” is the Poisson ratio, and “h” is the uncut thickness under the cutting tool. Most researchers have assumed that the delamination onset tends to propagate in an opening mode, Mode I, by thrust force in the drilling process, as shown in Fig. 18. In fact, the “GIC” for the thin plane case is much lower than other fracture modes, which makes the critical thrust force relatively lower than the experimental value. Hocheng and Dharan’s (1990) study is a good start for analytical modelling for predicting the critical thrust force in order to improve the delamination damage, but its applicability is limited attributing to the assumption of isotropy of each layer. Again, this has induced a conservative prediction for the critical thrust force for FRP composites.

Crack deformation modes, a Mode I, b Mode II and c Mode III (Irwin and de Wit 1983)
Subsequently, Jain and Yang (1991) extended HoCheng-Dharan’s model, taking into consideration the orthotropic or anisotropic properties of the composites and hypothesising an elliptical shape of delamination area (Fig. 19). The fracture mechanics laminated plate theory and cutting mechanics were employed to establish analytical models for carbon FRP composites in the drilling process. The critical thrust force model is given by:

Elliptical shape of delamination area (Jain and Yang 1991)
where
where “D” is the flexural rigidity of the carbon FRP composite. In the model, the critical energy release rate “GIC” was a constant, and the thrust force from the chisel edge was a concentrated force, with good agreement with predicting values and the validation of results.
Lachaud et al. (2001) have established a critical thrust force model for multi-directional tracking sequence carbon FRP composite based on the classical plate theory. They assumed that the thrust force is uniformly distributed on the chisel edge and cutting lips of the drill, which is contrary to previously mentioned models (concentration force) (Fig. 20). In addition, the unilateral properties of carbon fibers lead to the delamination area deformed in elliptical shape when subjected to bending/compression stress from the drill bit. Therefore, the critical model for uniformly distributed force is:

Drill/plate contact with a uniform distributed force and b concentration force (Lachaud et al. 2001)
However, based on the experimental measurements of static punching, it can be concluded that the distributed analytical model can accurately predict the thrust force at the location of uncut thickness as compared to the concentration critical thrust force model. Therefore, Zhenchao et al. (2014) presented an analytical model for predicting the critical thrust force during drilling metal-FRP stacks composite. The strategies of drilling metal-FRP composites are different and more complex than monolithic FRP composites. It is clear that as per the understanding of the cracking mechanism, the edge condition, and the deformation behaviour of the metal plate during the metal-FRP stacks drilling, the previous analytical models have to be modified for predicting the critical thrust force for delamination onset. They analysed the critical thrust force model based on two cases: (1) drilling from metal to FRP and (2) drilling FRP to metal (backend support concept), Fig. 21. Besides, they claimed that the thrust force at the chisel edge is a concentrated form and a uniform distributed load at the cutting edge. The critical thrust force model for drilling metal to FRP was developed based on the theorem of virtual work and LEFM as follows:

Drilling direction of metal-FRP stacks and FRP-metal stacks (Zhenchao et al. 2014)
where “ξ” denotes the proportional coefficient is varied in relation to the resultant force to the drilling thrust force, mostly in the range of 50–70% depending on the process parameter and tool geometry. The non-rotation test results are in line with the solutions of the analytical model. This model makes the parameter optimised and more convenient since the critical thrust force was defined.
Additionally, an analytical study and rule of hybrid mixture (ROM) approach have been attempted in Tan et al. (2017) to establish the critical thrust force and control delamination during drilling hybrid FRP composite. Some important underlying assumptions are needed: (1) fibers are arranged in hexagonal close packing throughout the matrix in the hybrid composite; (2) the adhesive bonding between fiber and matrix is strong and free of a void in the hybrid composites; (3) the fiber, matrix, and composite behave as iso-strain (ɛhybrid = ɛfiber = ɛmatrix) during loading. Thus, the coefficient of bending stiffness in the model have to be modified by substituting the ROHM equation to predict the hybrid properties, as shown below:
where Vc is the volume fraction of carbon fiber, D is the bending stiffness, GIC is the critical energy release rate, c is the carbon FRP composite, and g is the glass FRP composite.
As indicated earlier, the changing thrust force is known to play a vital role in influencing the size of delamination zone. When the thrust force was further increased after a critical value, the delamination damage showed a similar rate of growth. Subsequently, in this section, the critical thrust force results from Eq. 4.11 were compared with critical models from previous studies, in Eqs. 4.6 and 4.10. Their models were utilised to predict the critical thrust force during drilling of hybrid FRP composite material used in Tan et al. (2017), based on the relevant material properties for critical thrust force model, Table 5. The critical thrust force values from these three models have been summarised in Table 6 and Fig. 22. The critical thrust force values from Zhenchao et al. (2014) are close to the critical value from Tan et al.’s (2017) model. The small variation may be due to the positive hybrid effect in hybrid FRP composite which was not considered in Zhenchao’s model. Again, as expected, the results from Hocheng and Tsao’s model showed a large deviation as compared to the other two models. This is likely due to the assumption that each layer of the FRP laminate is homogenous, isotropic, and the delamination area is circular. This indicates that Hocheng and Tsao’s is inadequate for predicting the onset delamination of hybrid FRP composite. Therefore, they concluded that previous models may not accurately predict the critical thrust force for hybrid FRP composites due to the bending stiffness properties which may be influenced by the positive hybrid effect. It is important to note that the critical thrust force can be an attractive benchmark or reference for industrial practice to control the drilling thrust force so that delamination damage can be alleviated for better assembly performance of the drilled FRP composites.

Comparison critical thrust force from different models toward drilling thrust force and delamination factor
5 Approaches to Reduce Thrust Force/Delamination in Drilling of Composite Laminates
Based on the review, it is suggested that regardless of the finding in critical thrust force section, the laminate can be drilled as fast as permissible at entry as the uncut thickness is sufficient to withstand the thrust force. Then, the value of feed rate can be progressively decreases as the tool approaches the exit plane. This method may require a numerical control programming on the drilling machine to control the feed during the drilling process when the thrust force nears the critical thrust force value, i.e., the feed can be slowed down just before reaching the bottom-most ply. This strategy is one of the paths towards a “delamination-free” during drilling FRP composites. Therefore, Khashaba (2004) applied a variable feed technique on drilling cross-winding glass FRP composites using CNC milling/drilling machine. Figure 23 shows the feed cycle along the hole depth in the drilling of cross-winding glass FRP composites. The delamination-free results can be achieved through the variable feed technique because of the gradual decreases in drilling thrust force.

Feed variation during drilling cross-winding composite (Khashaba 2004)
With regard to this, Akmal et al. (2018) performed analytical as well as experimental investigations on the critical feed rate model for woven (90º/0º) flax FRP composite based on the HoCheng-Dharan model. They found that the lowest feed rate of 0.16 mm/rev and thrust force 124.70 N were the critical values for high tensile strength of flax FRP composite in the drilling process. However, the delamination damage can be observed for the parameters setting below 124.70 N. This could be attributed to other uncontrolled factors such as vibration due to drilling, dissimilar failure mechanisms of natural flax fibers compared to synthetic fibers, premature damage of the epoxy matrix, and other factors.
Karnik et al. (2008) and Rawat and Attia (2009a) performed an experimental investigation on the machinability of woven carbon FRP composite and tool-wear mechanism of tungsten carbide (WC) on dry high-speed drilling (10,000–15,000 RPM). It is well known that high-speed machining is not only capable of reducing the drilling thrust force and delamination damage but is also an advanced technology to improve the productivity and reduce production cost in industries. However, their results showed that both the thrust force and cutting force increased with increase in flank wear. This is likely caused by the low thermal conduction of carbon FRP composites, inducting the high temperature build up on the tool with continuous drilling at such high speeds. Beyond the critical flank wear of approximately 90 μm, there was a sudden rise in the matrix burnout and delamination in the cutting area. In short, aggressive tool wear was the critical problem while drilling at high speed using conventional twist drill bit.
On the basis of aforesaid limitations, the vibration-assisted twist drilling was introduced to enhance the drilling quality of FRP composites. Sadek et al. (2013) and Arul et al. (2006) performed a series of experiments using vibration drilling on the FRP composite to assess thrust force, flank wear, and delamination factors. The results revealed that the thrust force of vibration drilling is smaller than that of conventional drilling. It can also reduce cutting temperature by 50% and delamination damage associated with the drilling of FRP composites. Therefore, it can be stated that the vibration drilling method is appropriate for producing a hole in FRP composites.
Nonetheless, non-conventional drilling technology has been quite ineffective in the rapid removal of materials due to the wear issue in mass production. Additionally, the lack of experience and knowledge in handling these non-conventional drilling processes and their high investment cost may deter the application of non-conventional drilling processes in composite industries. Therefore, further work on optimising the performance of non-conventional drilling processes through robust approaches is needed.
6 Summary
The FRP composites are well recognized for their unique properties and widely used in various engineering application has caused a need for an understanding of the machinability of FRP composites. Unlike the well-established principle of metal cutting, the drilling of FRP composites possesses peculiar material properties and complex cutting edges of the drill bit that adds to the complexity in the cutting process. Delamination damage is one of the crucial failure mechanisms in drilling operation; which is a highly undesired problem in the assembly process. As mentioned before, the changing of drilling thrust force has shown significant influence in the size of delamination damage. Judging from the experimental thrust force responses, the feed rate and drill diameters were found to make the largest contribution to the drilling thrust force and delamination factors as compared to spindle speed. This is likely caused by increased shearing and cross-sectional area of the undeformed chip when drill diameter and feed rate are increased. These phenomena lead to the enhancement of the resistance of chip formation and consequently increase the cutting force and torque during the drilling process. If improper parameters are set in the drilling operation, high thrust force from chisel edge area will push forward the uncut material (like extrusion action), thus, in turn, serious delamination happens around the hole. Generally, for achieving high-quality holes without compromising the tool life and production rate, the overall desired and suggested parameters were combination low feed rate, high cutting speed and low point angle. An analytical model was developed to identify the critical thrust force at the onset of delamination during the drilling process. Validation results of the thrust force in the analytical and experimental study have indicated that the delamination could be alleviated once the critical thrust force is not exceeded. The developed critical thrust force can be an attractive benchmark or reference for industrial practice to control the drilling process so that delamination damage can be prevented for better assembly performance of the drilled FRP composites.
References
Abrão AM, Faria PE, Rubio JCC, Reis P, Davim JP (2007) Drilling of fiber reinforced plastics: a review. J Mater Process Technol 186(1–3):1–7. https://doi.org/10.1016/j.jmatprotec.2006.11.146
Akmal A, Nasir A, Iskandar A, Chye T, Aizat N (2018) Experimental study towards determination of critical feed for minimization of delamination damage in drilling flax natural fibre composites. Procedia CIRP 77:191–194. https://doi.org/10.1016/j.procir.2018.08.283
Altin Karataş M, Gökkaya H (2018) A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Defence Technol 14(4):318–326. https://doi.org/10.1016/j.dt.2018.02.001
Arputhabalan J, Prabhu S, Palanikumar K, Venkatesh S, Vijay K (2019) Assay of machining attributes in drilling of natural hybrid fiber reinforced polymer composite. Mater Today Proc 16:1097–1105. https://doi.org/10.1016/j.matpr.2019.05.201
Arul S, Vijayaraghavan L, Malhotra SK, Krishnamurthy R (2006) The effect of vibratory drilling on hole quality in polymeric composites. Int J Mach Tools Manuf 46(3–4):252–259. https://doi.org/10.1016/j.ijmachtools.2005.05.023
Astakhov VP (2010) Straight flute and twist drills. In: Geometry of single-point turning tools and drills: fundamentals and practical applications, pp 205–339. https://doi.org/10.1007/978-1-84996-053-3_4
Azrin Hani A, Hashim M, Lim T, Mariatti M, Ahmad R (2015) Impact behaviour of woven coir-epoxy composite: effects of woven density and woven fabric treatment. J Mater: design Appl 1(0):1–12. https://doi.org/10.1177/1464420714567744
Campos Rubio J, Abrao AM, Faria PE, Correia AE, Davim JP (2008) Effects of high speed in the drilling of glass fibre reinforced plastic: evaluation of the delamination factor. Int J Mach Tools Manuf 48(6):715–720. https://doi.org/10.1016/j.ijmachtools.2007.10.015
Capello E (2004) Workpiece damping and its effect on delamination damage in drilling thin composite laminates. J Mater Process Technol 148(2):186–195. https://doi.org/10.1016/S0924-0136(03)00812-4
Chen W (1997) Some experimental investigations in the drilling of carbon fibre-reinforced plastic (CFRP) composite laminates. Int J Mach Tools Manuf 37(8):1097–1108
Davim J, Reis P (2003) Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos Struct 59(4):481–487. https://doi.org/10.1016/S0263-8223(02)00257-X
Dharan CK, Won M (2000) Machining parameters for an intelligent machining system for composite laminates. Int J Mach Tools Manuf 40(3):415–426. https://doi.org/10.1016/S0890-6955(99)00065-6
Durão LMP, Manuel J, Tavares RS, Hugo V, Albuquerque C De, Gonçalves DJS (2013) Damage evaluation of drilled carbon / epoxy laminates based on area assessment methods. Compos Struct 96: 576–583. https://doi.org/10.1016/j.compstruct.2012.08.003
Durão LMP, Panzera TH, Scarpa F, Filho SLMR, Oliveira PR (2015) Damage assessment of fibre reinforced laminates. Compos Struct 133:939–946. https://doi.org/10.1016/j.compstruct.2015.08.020
El-Sonbaty I, Khashaba UA, Machaly T (2004) Factors affecting the machinability of GFR/epoxy composites. Compos Struct 63(3–4):329–338. https://doi.org/10.1016/S0263-8223(03)00181-8
Eneyew ED, Ramulu M (2014) Experimental study of surface quality and damage when drilling unidirectional CFRP composites. J Mater Res Technol 3(4):354–362. https://doi.org/10.1016/j.jmrt.2014.10.003
Feito N, Díaz-Álvarez J, López-Puente J, Miguelez MH (2018a) Experimental and numerical analysis of step drill bit performance when drilling woven CFRPs. Compos Struct 184(August 2017):1147–1155. https://doi.org/10.1016/j.compstruct.2017.10.061
Feito N, Díaz-Álvarez J, López-Puente J, Miguelez MH (2018b) Experimental and numerical analysis of step drill bit performance when drilling woven CFRPs. Compos Struct 184(October 2017):1147–1155. https://doi.org/10.1016/j.compstruct.2017.10.061
Fernandes M, Cook C (2006) Drilling of carbon composites using a one shot drill bit. Part II: empirical modeling of maximum thrust force. Int J Mach Tools Manuf 46(1):76–79. https://doi.org/10.1016/j.ijmachtools.2005.03.016
Franke V (2011) Drilling of long fiber reinforced thermoplastics—influence of the cutting edge on the machining results. CIRP Ann Manuf Technol 60(1):65–68. https://doi.org/10.1016/j.cirp.2011.03.078
Gamdani F, Boukhili R, Vadean A (2015) Tensile strength of open-hole, pin-loaded and multi-bolted single-lap joints in woven composite plates. Mater Des 88:702–712. https://doi.org/10.1016/j.matdes.2015.09.008
Geng D, Liu Y, Shao Z, Lu Z, Cai J, Li X, Zhang D et al (2019) Delamination formation, evaluation and suppression during drilling of composite laminates: a review. Compos Struct 216(February):168–186. https://doi.org/10.1016/j.compstruct.2019.02.099
Harris B (1999) Engineering composite materials. Composites 18. https://doi.org/10.1016/0010-4361(87)90420-4
Heidary H, Karimi NZ, Minak G (2018) Investigation on delamination and flexural properties in drilling of carbon nanotube/polymer composites. Compos Struct 201(November 2017):112–120. https://doi.org/10.1016/j.compstruct.2018.06.041
Hocheng H, Dharan CKH (1990) Delamination during drilling in composite laminates. Trans ASME J Eng Ind 112:236–239
Hocheng H, Tsao CC (2003) Comprehensive analysis of delamination in drilling of composite materials with various drill bits. J Mater Process Technol 140(1–3):335–339. https://doi.org/10.1016/S0924-0136(03)00749-0
Hocheng H, Tsao CC (2005) The path towards delamination-free drilling of composite materials. J Mater Process Technol 167(2–3):251–264. https://doi.org/10.1016/j.jmatprotec.2005.06.039
Hocheng H, Tsao CC (2006) Effects of special drill bits on drilling-induced delamination of composite materials. Int J Mach Tool Manuf 46(12–13):1403–1416. https://doi.org/10.1016/j.ijmachtools.2005.10.004
Irwin GR, de Wit R (1983) Fracture Mechanics. J. Test Evaluation 11:56–65. https://doi.org/10.1007/1-4020-3153-X
Jain S, Yang DCH (1991) Effects of feed rate and chisel edge on delamination in composite drilling. Process Manuf Compos Mater 27(49):37–51
Jawaid M, Abdul Khalil HPS (2011) Cellulosic/synthetic fibre reinforced polymer hybrid composites: a review. Carbohydrate Polymers 86(1):1–18. https://doi.org/10.1016/j.carbpol.2011.04.043
Karnik SR, Gaitonde VN, Rubio JC, Correia AE, Abrão AM, Davim JP (2008) Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP) using artificial neural network model. Mater Des 29(9):1768–1776. https://doi.org/10.1016/j.matdes.2008.03.014
Khashaba UA (2004) Delamination in drilling GFR-thermoset composites. Compos Struct 63(3–4):313–327. https://doi.org/10.1016/S0263-8223(03)00180-6
Khashaba UA (2013) Drilling of polymer matrix composites: a review. J Compos Mater 47(15):1817–1832. https://doi.org/10.1177/0021998312451609
Khashaba UA, El-Sonbaty IA, Selmy AI, Megahed AA (2010a) Machinability analysis in drilling woven GFR/epoxy composites: part I – effect of machining parameters. Compos Part A: Appl Sci Manuf 41(3):391–400. https://doi.org/10.1016/j.compositesa.2009.11.006
Khashaba UA, El-Sonbaty IA, Selmy AI, Megahed AA (2010b) Machinability analysis in drilling woven GFR/epoxy composites: part II—effect of drill wear. Compos Part A Appl Sci Manuf 41(9):1130–1137. https://doi.org/10.1016/j.compositesa.2010.04.011
Kim GW, Lee KY (2005) Critical thrust force at propagation of delamination zone due to drilling of FRP/metallic strips. Compos Struct 69(2):137–141. https://doi.org/10.1016/j.compstruct.2004.06.013
Klocke F, Kuchle A (2011) Cutting tool materials and tools. Manufacturing processes 1: cutting, pp 95–196. https://doi.org/10.1007/978-3-642-11979-8_4
Krishnaraj V, Prabukarthi A, Ramanathan A, Elanghovan N, Kumar MS, Zitoune R, Davim JP (2012) Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates. Compos Part B Eng 43(4):1791–1799. https://doi.org/10.1016/j.compositesb.2012.01.007
Kumar D, Sing KK (2017) Experimental analysis of delamination, thrust force and surface roughness on drilling of glass fibre reinforced polymer composites material using different drills. Mater Today Proc 4(8):7618–7627. https://doi.org/10.1016/j.matpr.2017.07.095
Lachaud F, Piquet R, Collombet F, Surcin L (2001) Drilling of composite structures. Compos Struct 52(5):511–516. https://doi.org/10.1016/S0263-8223(01)00040-X
Lin SC, Chen IK (1996) Drilling carbon fiber-reinforced composite material at high speed. Wear 194(1–2):156–162. https://doi.org/10.1016/0043-1648(95)06831-7
Michael Kutner H, Nachtsheim Christopher J, Neter J (2004) In: Gordon B (ed) Applied linear regression models, 4th edn. McGraw Hill/Irwin, Americas, New York
Mohan NS, Ramachandra A, Kulkarni SM (2005) Influence of process parameters on cutting force and torque during drilling of glass-fiber polyester reinforced composites. Compos Struct 71(3–4):407–413
Murphy C, Byrne G, Gilchrist MD (2002) The performance of coated tungsten carbide drills when machining carbon fibre-reinforced epoxy composite materials. Proc Inst Mech Eng Part B, J Eng Manuf 216(2):143–152. https://doi.org/10.1243/0954405021519735
Nagaraja, Herbert MA, Shetty D, Shetty R, Shivamurthy B (2013) Effect of process parameters on delamination, thrust force and torque in drilling of carbon fiber epoxy composite. Res J Recent Sci 2(8):47–51
Palanikumar K, Muniaraj A (2014a) Experimental investigation and analysis of thrust force in drilling cast hybrid metal matrix (Al–15%SiC–4%graphite) composites. Measurement 53:240–250. https://doi.org/10.1016/j.measurement.2014.03.027
Palanikumar K, Muniaraj A (2014b) Experimental investigation and analysis of thrust force in drilling cast hybrid metal matrix (Al-15%SiC-4%graphite) composites. Measur: J Int Measur Confederation 53:240–250. https://doi.org/10.1016/j.measurement.2014.03.027
Phadnis VA, Makhdum F, Roy A, Silberschmidt VV (2013) Drilling in carbon/epoxy composites: experimental investigations and finite element implementation. Compos Part A: Appl Sci Manuf 47:41–51. https://doi.org/10.1016/j.compositesa.2012.11.020
Pyo Jung J, Woo Kim G, Yong Lee K (2005) Critical thrust force at delamination propagation during drilling of angle-ply laminates. Compos Struct 68(4):391–397. https://doi.org/10.1016/j.compstruct.2004.04.004
Rahme P, Landon Y, Lachaud F, Piquet R, Lagarrigue P (2015) Composites: part A delamination-free drilling of thick composite materials. Compos Part A 72:148–159. https://doi.org/10.1016/j.compositesa.2015.02.008
Rajamurugan TV, Shanmugam K, Palanikumar K (2013) Analysis of delamination in drilling glass fiber reinforced polyester composites. Mater Des 45:80–87. https://doi.org/10.1016/j.matdes.2012.08.047
Ramulu M, Branson T, Kim D (2001) A study on the drilling of composite and titanium stacks. Compos Struct 54(1):67–77. https://doi.org/10.1016/S0263-8223(01)00071-X
Rawat S, Attia H (2009a) Characterization of the dry high speed drilling process of woven composites using Machinability Maps approach. CIRP Ann Manuf Technol 58(1):105–108. https://doi.org/10.1016/j.cirp.2009.03.100
Rawat S, Attia H (2009b) Wear mechanisms and tool life management of WC–Co drills during dry high speed drilling of woven carbon fibre composites. Wear 267(5–8):1022–1030. https://doi.org/10.1016/j.wear.2009.01.031
Sadek A, Attia MH, Meshreki M, Shi A (2013) Characterization and optimization of vibration-assisted drilling of fibre reinforced epoxy laminates. CIRP Ann Manuf Technol 62:91–94
Saoudi J, Zitoune R, Mezlini S, Gururaja S, Seitier P (2016) Critical thrust force predictions during drilling: analytical modeling and X-ray tomography quantification. Compos Struct 153:886–894. https://doi.org/10.1016/j.compstruct.2016.07.015
Shaw M (1957) On the drilling of metals ii-the torque and thrust of drilling. J Manuf Sci Eng Trans ASME 79:139–148
Shyha I, Soo SL, Aspinwall D, Bradley S (2010) Effect of laminate configuration and feed rate on cutting performance when drilling holes in carbon fibre reinforced plastic composites. J Mater Process Technol 210(8):1023–1034. https://doi.org/10.1016/j.jmatprotec.2010.02.011
Singh I, Bhatnagar N (2006) Drilling of uni-directional glass fiber reinforced plastic (UD-GFRP) composite laminates. Int J Adv Manuf Technol 27(9): 870–876. https://doi.org/10.1007/s00170-004-2280-7
Singh I, Bhatnagar N, Viswanath P (2008) Drilling of uni-directional glass fiber reinforced plastics: experimental and finite element study. Mater Des 29(2):546–553
Singh RVS, Latha B, Senthilkumar VS (2009) Modeling and analysis of thrust force and torque in drilling GFRP composites by multi-facet drill using fuzzy logic. Int J Rec Trend Eng 1(5):66–70
Sorrentino L, Turchetta S, Bellini C (2018a) A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos Struct 186(November 2017):154–164. https://doi.org/10.1016/j.compstruct.2017.12.005
Sorrentino L, Turchetta S, Bellini C (2018b) A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos Struct 186(September 2017):154–164. https://doi.org/10.1016/j.compstruct.2017.12.005
Sreejith PS, Krishnamurthy R, Narayanasamy K, Malhotra SK (1999) Studies on the machining of carbon/phenolic ablative composites. J Mater Process Technol 88(1):43–50. https://doi.org/10.1016/S0924-0136(98)00377-X
Suppakul P, Bandyopadhyay S (2002) The effect of weave pattern on the mode-I interlaminar fracture energy of E-glass/vinyl ester composites. Compos Sci Technol 62(5), 709–717. https://doi.org/10.1016/S0266-3538(01)00220-2
Tan CL, Azmi AI, Muhammad N (2017) Critical thrust force for on-set delamination of hybrid FRP composite during drilling process. Key Eng Mater 740:111–117. https://doi.org/10.4028/www.scientific.net/kem.740.111
Tsao CC (2012) Effect of induced bending moment (IBM) on critical thrust force for delamination in step drilling of composites. Int J Mach Tools Manuf 59:1–5. https://doi.org/10.1016/j.ijmachtools.2012.03.001
Tsao CC, Hocheng H (2003) The effect of chisel length and associated pilot hole on delamination when drilling composite materials. Int J Mach Tools Manuf 43(11):1087–1092. https://doi.org/10.1016/S0890-6955(03)00127-5
Tsao CC, Hocheng H (2007) Parametric study on thrust force of core drill. J Mater Process Technol 192–193:37–40. https://doi.org/10.1016/j.jmatprotec.2007.04.062
Tsao CC, Hocheng H (2008a) Effects of peripheral drilling moment on delamination using special drill bits. J Mater Process Technol 201(1–3):471–476. https://doi.org/10.1016/j.jmatprotec.2007.11.225
Tsao CC, Hocheng H (2008b) Evaluation of thrust force and surface roughness in drilling composite material using Taguchi analysis and neural network. J Mater Process Technol 203(1–3):342–348. https://doi.org/10.1016/j.jmatprotec.2006.04.126
Upputuri HB, Nimmagadda VS, Duraisamy E (2019) Optimization of drilling parameters on carbon fiber reinforced polymer composites using fuzzy logic. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2019.05.400
Wan M, Li SE, Yuan H, Zhang WH (2019) Cutting force modelling in machining of fiber-reinforced polymer matrix composites (PMCs): a review. Compos Part A Appl Sci Manuf 117(October 2018):34–55. https://doi.org/10.1016/j.compositesa.2018.11.003
Wang X, Kwon PY, Sturtevant C, Kim DD, Lantrip J (2013) Tool wear of coated drills in drilling CFRP. J Manuf Process 15(1):127–135. https://doi.org/10.1016/j.jmapro.2012.09.019
Wisnom MR, Hallett SR (2009) Composites: part A the role of delamination in strength, failure mechanism and hole size effect in open hole tensile tests on quasi-isotropic laminates. Compos Part A 40(4):335–342. https://doi.org/10.1016/j.compositesa.2008.12.013
Won MS, Dharan CKH (2002a) Chisel edge and pilot hole effects in drilling composite laminates. J Manuf Sci Eng 124(2):242. https://doi.org/10.1115/1.1448317
Won M, Dharan C (2002b) Drilling of aramid and carbon fiber polymer composites. J Manuf Sci Eng Trans ASME 124:778–783
Wong T, Wu S, Croy G (1982) Material, an analysis of delamination in drilling composite. In: 14th national SAMPE technology conference, Atlanta, pp 471–483
Zhenchao Q, Zhang K, Li Y, Liu S, Cheng H (2014) Critical thrust force predicting modeling for delamination-free drilling of metal-FRP stacks. Compos Struct 107:604–609. https://doi.org/10.1016/j.compstruct.2013.07.036
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Lih, T.C., Azmi, A.I. (2021). Thrust Force Analyses in Drilling FRP Composites. In: Hameed Sultan, M.T., Azmi, A.I., Majid, M.S.A., Jamir, M.R.M., Saba, N. (eds) Machining and Machinability of Fiber Reinforced Polymer Composites. Composites Science and Technology . Springer, Singapore. https://doi.org/10.1007/978-981-33-4153-1_2
Download citation
DOI: https://doi.org/10.1007/978-981-33-4153-1_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-33-4152-4
Online ISBN: 978-981-33-4153-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)