
Abstract
Welding is one of the most widely used materials joining processes in the industries. Plates of different thicknesses used for the fabrication of components can be welded using multi-pass welding, depending upon the applications. However, residual stresses are induced in the welded joints due to the rapid heating and cooling, which leads to inhomogeneous distribution of dimensional changes and consequently the failure of welded joint occurs. This manuscript aims to predict temperature distribution and residual stresses during multi-pass butt joint on gas tungsten arc welding (GTAW) of aluminum alloy (AA) 6061T6 weldments. Transient thermal analysis and mechanical stress contour in three dimensions have been estimated considering three modes of heat transfer, i.e., conduction, convection, and radiation. Temperature-dependent properties such as thermal conductivity, heat capacity, yield stress, elastic modulus, and thermal expansion are employed in the welding simulations. The experimental results of temperature distribution in AA 6061T6 weldments are validated using ANSYS 18.1.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Welding is one of the most used joining processes in aerospace industries, ship industries, automotive industries, etc. During different stages of welding, i.e., heating and cooling, differential weld thermal cycle is experienced by weld metal which has the consequences of the residual stresses in welded joints in region close to the fusion boundary, i.e., heat-affected zone causes post-weld deformation of the welded structure. Residual stresses induced in weldments are mainly due to non-uniform distributions of plastic and thermal strains. As temperature of the plate increases, the yield strength of the material decreases, and thermally induced residual stresses increase.
Plates of different thicknesses are used for the fabrication of components, depending upon the applications. Multi-pass welding is adopted when plate thickness exceeds the limitation of two-pass welding technique.
Different authors work on the prediction of thermal cycles and residual stresses of different materials. So, this paper focuses on the analysis of temperature distribution and residual stresses experimentally and numerically during multi-pass GTA welding of AA 6061T6 having 6 mm thickness. Fluke thermal camera 560 is used to measure the temperature distribution, and numerical analysis is done on ANSYS 18.1 workbench software.
Manurung et al. [1] investigated the effect of welding sequence induced angular distortion and thermal stress distribution on multi-pass weld for low manganese–carbon steel. Authors carried out different welding experiments to validate the results. The first welding sequence was carried out from inside to outside and the second sequence from outside to inside for combined butt and T-joint. According to the simulation, there was not much difference in two sequences. The angular distortion for welding sequence one was less than that for welding sequence two.
Bajpei et al. [2] performed experimental analysis on temperature distribution, longitudinal and transverse residual stresses, and distortions in joining two thin dissimilar aluminum alloys AA5052 and AA6061 plates. Three-dimensional thermo-mechanical finite element model was used to determine transient temperature, residual stresses, and distortions. X-ray diffraction machine and coordinate measuring machine were used to validate the simulation results. Table 17.1 shows properties of AA 6061T6 grade aluminum at different temperatures.
Jiang et al. [3] studied multi-pass gas welding for Al 5083 alloy plate with thickness of 30 mm. The main aim of this study was to study the effect of the thermal cycle on metallurgical characteristics and mechanical properties of the material being welded. It was observed that multiple thermal cycles contributed an increase of precipitate particles which resulted in the strengthening of the welded joint. Zubairuddin et al. [4] did the numerical simulation for multi-pass welding of grade 91 steel. Study of multi-pass GTA welding of 6 mm thick grade 91 steel plate was carried out using three different models which include a 2D model, a 3D coarse meshed model, and a 3D fine-meshed model. It was observed from both simulations and numerical study that preheating of grade 91 steel plate up to 200° helps in reduction of distortion. It has been cited in various literatures [5,6,7,8] that there are limited data available in the area of temperature distribution during multipass welding of plates along with the residual stress analysis. The novelty of this experiment is that it will guide in enhancing the strength of the structure by performing certain post weld heat treatments.
2 Materials and Experimental Methods
2.1 Welding Conditions
Two aluminum alloy 6061T6 plates each of size 150 mm × 100 mm × 6 mm are butt welded using manual GTA welding. For filling the material in the weld bead zone, ER-4043 filler wire having diameter 1.2 mm is used. For shielding purpose, argon gas with 99.99% purity and flow rate 12 L/min is used. To remove dust, grease, and oil contaminants, the plates are cleaned with acetone. The chemical composition of alloy and filler material is listed in Table 17.2.
On the basis of trail experiments and the literature review, the following welding conditions and welding parameters are used for the experimentation which is enlisted in Table 17.3.
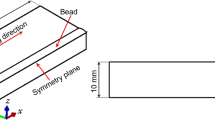
The base metal sheets of the required size are cut on the shearing machine, and a single V-groove butt joint with groove angle 60°, root face 1.5 mm, and root gap 1.5 mm is prepared on shaper machine for better penetration for multi-pass weldments as shown in Fig. 17.1. Time lapses between two consecutive passes are around 2 min in experiments and simulation parts.

Configuration of V-groove butt joint with groove angle 60°
2.2 Temperature Measurement
For determining the temperature fields, an infrared Fluke thermal camera 560 is used as shown in Fig. 17.2. An infrared thermal camera also called thermographic camera is a device which makes images using IR (infrared radiation) similar to a common camera which makes images using visible light. As in the visible light camera, wavelength range is 400–700 nm, and in infrared cameras, range is up to 14,000 nm. In this study, emissivity of aluminum alloy is set as 0.95 and temperature range up to 1500 °C.

Fluke thermal camera 560 (http://www.fluke.com)
3 Finite Element Analysis
To develop a model for the GTAW process, different process parameters such as the number of steps and sub-steps, the weld speed, deposition of filler material, and material nonlinearities have been considered. Following assumptions with regard to the finite element, thermal-structural analysis is considered:
-
1.
Both convection effects due to argon and air, along with radiation phenomenon have been considered.
-
2.
Finite element death and birth procedure is used for simulating the filler metal deposition during the welding process.
-
3.
Temperature-dependent properties have been considered for analysis as shown in Table 17.1.
3.1 Thermal Analysis
In thermal analysis, the finite element formulation based on following partial differential equation is used for transient heat conduction analysis in a three-dimensional body
where \(T\left( {x, \, y, \, z,\tau } \right)\) is the temperature; x, y, and z represent the welding direction in longitudinal, transverse, and thickness direction; τ is time; ρ is the density; \(c_{p}\) is specific heat; and \(k_{x} ,k_{y} , k_{z}\) are the thermal conductivities in x-, y-, and z-direction, respectively.
The heat-flow density for convection (\(q_{\text{c}}\)) in the environment is given by Newton’s heat transfer law, as follows:
where T is temperature of surface of the plate, \(T_{0}\) is ambient temperature, and \(h_{\text{c}}\) is the coefficient of convective heat transfer.
The heat-flow density for radiation \(q_{\text{r}}\) is given by Stefan–Boltzmann law, as follows:
where \(\varepsilon_{\text{r}}\) is the emissivity of material surface whose value is considered as 0.3, and \(\sigma_{\text{r}}\) is the Stefan–Boltzmann constant whose value is 5.67 × 10−8 W/m2.
3.2 Residual Stress Analysis
For analysis of residual stresses during multi-pass GTA welding process, thermo-elastic-plastic model based on von Mises yield criteria is adopted. As the properties of a material depend upon the temperature history, the resulting stresses and strains depend upon the path. The equivalent stress is given as follows:
The resulting stresses and strains are calculated by employing incremental stress–strain relationship as follows:
where \(d\dot{\varepsilon }_{ij}^{\text{E}}\) is elastic strain, \(d\dot{\varepsilon }_{ij}^{\text{P}}\) is plastic strain, and \(d\dot{\varepsilon }_{ij}^{\text{TH}}\) is thermal strain.
4 Results and Discussion
4.1 Thermal Variations
The transient temperature cycles in plates during welding are extracted with the help of Fluke thermal camera at various points to validate with the simulation results. The higher value of temperature is obtained near the welding torch. As the measuring point moves away from welding torch and center of weld line, the temperature value decreases as shown in Table 17.4 which shows the comparison between the experimental value and numerical value at various points measured from the center line of the weld bead.
Figure 17.3 shows the transient temperature distribution in plates as GTAW heat source travels along weld direction. The peak temperature during the third pass reaches 751.5 °C during experimentation which indicates melting of both the plates.

Temperature distribution at fusion zone after third passes by thermal camera
Temperature distribution by numerical analysis is calculated in ANSYS 18.1 software as shown in Fig. 17.4. The maximum temperature value reaches 785 °C in fusion zone after the third pass of welding shows the proper fusion of material.

Temperature distribution at fusion zone after third passes by simulation
Temperature variation with respect to time at various points at the middle of the plate at distances 2, 5, 13.5, and 21.5 mm is calculated by simulation and found that the temperature value increases with time and maximum value reaches when torch crosses the point location. The three peaks shown in Fig. 17.5 indicate the maximum temperature during three passes of GTA welding process.

Temperature variation with respect to time
4.2 Residual Stresses
Residual stresses are highly sensitive to transient temperature distribution, which is related to total heat applied and heat distribution patterns within the weld domain. Hence, for determination of realistic temperature profile, careful and accurate thermal analysis is required. After performing the transient thermal analysis, the obtained results are imported in order to do transient structure analysis. From results, it is observed that tensile residual stresses were produced near the weld zone, and their magnitude decreases when moving away from the weld zone. High tensile stresses are induced in the weld vicinity because the contraction of weld metal is restricted by parent material and due to the presence of clamps. Also, it is found that the magnitude of longitudinal stress is higher than transverse stress as shown in Figs. 17.6 and 17.7.

Longitudinal stresses in z-direction

Transverse stresses in x-direction
5 Conclusions
The present research article emphasis on the study of the temperature distribution and residual stresses by GTA welding. The temperature distribution after GTA welding on the sample AA6061T6 is measured using the Fluke thermal camera 560. The numerical simulation is carried out using ANSYS 18.1 software and results are validated with the experiment. The average deviation between experimental and numerical result lies within a range of 5–15%. It is estimated that the maximum value of the temperature measured at 5 mm from center line of weld during experiment and simulation is 397 °C and 406 °C respectively. The maximum values of longitudinal and transverse stresses during GTA welding are around 76.63 MPa and 59.8 MPa.
References
Manurung, H.P.Y., Lidem, R.N., Rahim, M.R., Zakaria, M.Y., Redza, M.R., Sulaiman, M.S., Tham, G., Abas, S.K.: Welding distortion analysis of multipass joint combination with different sequences using 3D FEM and experiment. Int. J. Press. Vessels Pip. 111–112, 89–98 (2013)
Bajpei, T., Chelladurai, H., Ansari, M.Z.: Experimental investigation and numerical analyses of residual stresses and distortions in GMA welding of thin dissimilar AA5052-AA6061 plates. J. Manuf. Process. 25, 340–350 (2017)
Jiang, Z., Xueming, H., Huang, L., Wu, D., Li, F.: Effect of multiple thermal cycles on metallurgical and mechanical properties during multi-pass gas metal arc welding of Al5083 alloy. Int. J. Adv. Manuf. Technol. 93, 3799–3811 (2017)
Zubairuddin, M., Albert, S.K., Vasudeven, M., Mahadevan, S., Chaudhari, V., Suri, V.K.: Numerical simulation of multi-pass GTA welding of grade 91 steel. J. Manuf. Process. 27, 87–97 (2017)
Murugan, S., Kumar, P.V., Raj, B., Bose, M.S.C.: Temperature distribution during multipass welding of plates. Int. J. Press. Vessels Pip. 75, 891–905 (1998)
Vargas, J.A., Torres, J.E., Pacheco, J.A., Hernandez, R.J.: Analysis of heat input effect on the mechanical properties of Al-6061-T6 alloy weld joints. Mater. Des. 52, 556–564 (2013)
Capriccioli, A., Frosi, P.: Multipurpose ANSYS FE procedure for welding processes simulation. Fusion Eng. Des. 84, 546–553 (2009)
Varghese, V.M.J., Suresh, M.R., Kumar, D.S.: Recent developments in modeling of heat transfer during TIG welding—a review. Int. J. Adv. Manuf. Technol. 64, 749–754 (2013)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumar, N., Chelladurai, H. (2020). Experimental Investigation and Numerical Analysis of Thermal Fields and Residual Stresses in Multi-pass GTA Welding of AA 6061T6 Plates. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Simulation, Product Design and Development. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9487-5_17
Download citation
DOI: https://doi.org/10.1007/978-981-32-9487-5_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9486-8
Online ISBN: 978-981-32-9487-5
eBook Packages: EngineeringEngineering (R0)