
Abstract
This paper aims to perform an experimental study of drilling micro-holes on titanium grade 2 alloy using micro-electrical discharge machining (µEDM) process. Key process parameters such as capacitance, feed rate (FR) and tool rotation speed (TRS) are varied during machining. Machining time, diameter at entry and diameter at exit are the response measures evaluated to examine the effect of chosen process parameters on them. A Taguchi L-9 orthogonal array design of experiment has been employed to frame the parametric combination of the process parameters, based on which experiments are conducted. Furthermore, analysis of variance (ANOVA) is carried out to find significant process parameters. Deviation of 14.16, 0.03 and 2.14% is observed between the experimental and predicted results at optimum condition of machining time (104 pF, 15 µm/s and 1000 rpm), diameter at entry (102 pF, 5 µm/s and 500 rpm) and diameter at exit (102 pF, 10 µm/s and 1500 rpm), respectively.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Nowadays, micromachining is the most demanding manufacturing practice due to the upsurge in the use of micro-devices and components. As a result of this, micromachining technique such as micro-drilling is finding tremendous importance. Conventional micro-drilling process requires tool material of superior hardness and strength to inhibit self-wear and actuate removal of material from the workpiece. Such perplexity restricts the variety of materials that can be machined by conventional micro-drilling process. Furthermore, manufacturing of micro-drill bit is also a tedious task which requires high amount of cost and advanced technology. Electrical discharge machining (EDM) process has the potential to negate all these issues, wherein it can machine any material which is a conductor of electricity regardless of its hardness [1]. It is a non-contact machining process, where the material is removed by melting and vaporization due to a series of discharges occurring between the tool electrode and workpiece. Micro-electrical discharge machining (µEDM) process works on the same principle as EDM with the exception of less amount of energy supplied (compared to macro-EDM process) in the inter-electrode gap (IEG) between the two electrodes (tool and workpiece). The use of lower energy allows fabrication of micro-features with superior accuracy and precision [2]. Over the last few decades, µEDM has been highly used for drilling micro-holes in components of superior strength and hardness such as inkjet and nozzle. Several researches have been carried out and are still ongoing on drilling of such materials using µEDM. However, the fundamental concern is optimizing the various process parameters of µEDM to achieve superior quality of micro-holes (which would possess dimensional accuracy and precision) along with higher machining efficiency. Generally, resistance–capacitance (RC) pulse generator is used in µEDM to provide lower discharge energy in the IEG. Apart from discharge energy, other parameters such as feed rate (FR), tool rotation speed (TRS) and polarity also play a vital role in µEDM process. At present, titanium and its alloys are in high demand due to their distinctive properties such as high stiffness, strength, outstanding toughness and lower density [1]. Moreover, these materials offer corrosion resistance at very low to high temperatures and are biocompatible in nature, which enhances their applicability in biomedical implants and devices.
Conventional machining methods are not suitable to machine titanium and its alloys due to their high hardness. Therefore, several researchers have chosen some alternative approach to machine such materials. EDM process has been one of those alternatives which has been successfully utilized for machining such materials of higher hardness. Wansheng et al. [3] successfully fabricated micro-holes of \(diameter < 200\,\upmu{\text{m}}\) and \(aspect\,ratio > 15\) in Ti-6Al-4V using ultrasonic vibration and single-notch rotating tool in µEDM. Hasçalık and Çaydaş [4] executed EDM of Ti-6Al-4V with diverse electrode materials (copper, graphite and aluminium) and varied process parameters such as current and pulse duration to investigate surface integrity of the machined workpiece. They observed increase in surface roughness (SR), tool wear and material removal rate (MRR) with increase in process parameters with an exception in case of lengthy pulse duration of 200 µs. Graphite yielded highest MRR and tool wear, whereas aluminium exhibited lowest SR. Pradhan et al. [5] studied the effect of current, pulse duration, duty ratio and flushing pressure on MRR, tool wear rate (TWR), overcut and taper in µEDM of Ti-6Al-4V. They found pulse duration to be most influential in case of MRR, overcut and taper, whereas current to be most influential in TWR. Kibria et al. [6] examined the use of different dielectrics on MRR, TWR, overcut, variation of entry and exit diameters and surface topography in µEDM of Ti-6Al-4V. MRR was high with deionized water in comparison to kerosene. Accuracy of the micro-holes was higher with the use of lower discharge energy in deionized water as compared to the use of higher discharge energy in kerosene. Azad and Puri [7] performed simultaneous optimization of MRR, TWR and overcut in µEDM of Ti-6Al-4V, wherein the process parameters varied were pulse duration, current, voltage and frequency. Among all the process parameters, voltage and current were the most significant, affecting each response measure. In another study, Meena and Azad [8] utilized grey relational analysis to optimize multiple responses such as TWR, MRR and overcut in µEDM of Ti-6Al-4V. They found voltage to be the most crucial process parameter affecting the overall process followed by current, pulse duration and frequency. Kumar et al. [9] performed powder mixed EDM of titanium grade 2 with the use of cryogenic treated tool electrodes. Further, they also explored the effect of current and pulse duration on MRR, TWR, SR and microhardness. They found current to be the most important parameter followed by pulse duration, whereas tool electrode material had negligible effect. Baroi et al. [10] investigated MRR, TWR and SR in EDM of titanium grade 2 alloy. MRR, TWR and SR increased with an increment in current. Elsewhere, TWR exhibited a decreasing trend, SR exhibited an increasing trend and MRR initially increased up to a critical limit, then decreased with increment in pulse duration.
In regards to the existing literature, it can be seen that proper value of the process parameters is the foremost to achieve higher machining efficiency and superior quality of holes in titanium alloy. As per the literature, very limited works have been reported on micro-hole drilling of titanium and its alloy, which possesses a potential to play a significant role in aerospace and biomedical industries. Thus, in the present work, micro-holes are drilled on titanium grade 2 alloy using µEDM process which is very hard to machine by conventional machining processes. Key process parameters such as capacitance, FR and TRS are varied to investigate their effect on response measures such as machining time and hole diameter (at entry and exit).
2 Materials and Methods
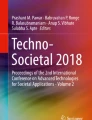
The experimentation is done on a µEDM setup which is of table top type (Make: Sinergy Nano Systems; Model: Hyper-15). Through pilot experiments, it has been inferred that negative polarity of tool electrode incurs higher material removal from the workpiece as compared to positive polarity. Therefore, polarity of the tool is connected to the negative terminal throughout the experimentation. Moreover, voltage is kept fixed at 180 V, whereas capacitance is varied in three levels due to the higher impact of the latter as observed by Jahan et al. [11]. FR and TRS are also varied in three levels throughout the experimentation. Taguchi L-9 orthogonal array is used to frame the design of the experiment based on which the experimentation is carried out. The process parameters consisting of both variable parameters and fixed parameters are depicted in Table 17.1. The response measures evaluated are machining time and hole diameter (at entry and exit). In each experiment, the tool electrode is penetrated to a depth of 2 mm, which is significantly higher than the thickness of titanium sheet (0.7 mm) to ensure drilling of holes.
Machining time is observed by a stopwatch from the initiation of spark till the fixed depth is achieved by the tool electrode. Thereafter, the diameter of the micro-holes is observed by an optical microscope from which the overcut (at entry and exit) can also be calculated. The mathematical formulation of overcut is depicted by Eq. (17.1) and its corresponding schematic diagram is shown in Fig. 17.1.

Schematic diagram showing overcut
3 Results and Discussion
The experimental results of machining time and hole diameter (at entry and exit) are shown in Table 17.2. The photographic image of the fabricated micro-holes on titanium using µEDM is shown in Fig. 17.2.

Micro-holes drilled on titanium
The outcome of the response measures due to change in process parameters is discussed in the subsequent subsections.
3.1 Machining Time
The mean effect of process parameters on machining time is shown in Fig. 17.3. Increment in capacitance gives rise to the discharge energy, which leads to a decrease in machining time. With an increment in FR, the speed of retraction and forward movements of the tool increases (after encountering short circuit), which reduces the idle time and consequently reduces the machining time. With an increment in TRS from 500 to 1000 rpm and then to 1500 rpm, there is no significant change in the machining time. From Fig. 17.3, the optimum condition of machining time is observed at capacitance of 104 pF, FR of 15 µm/s and TRS of 1000 rpm.

Mean effect of process parameters on machining time
3.2 Diameter at Entry and Exit
The mean effect of process parameters on diameter at entry and exit is depicted in Figs. 17.4 and 17.5, respectively. With an increment in capacitance, diameter at both entry and exit increases. The increase in diameter can be attributed to rise in plasma channel radius due to higher discharge energy. With the rise in FR from 5 to 10 µm/s, diameter at exit decreases, but further rise in FR from 10 to 15 µm/s causes a slight increment in diameter due to secondary sparking. In case of entry diameter, no significant variation is observed with change in FR. With increment in TRS, the entry diameter increases but the exit diameter decreases. The variation of increment in case of entry diameter is very less as evident from Fig. 17.4. The decrement in exit diameter with rise in TRS may be attributed to reduction in the wobbling effect due to higher spin stability at higher TRS. In each parametric combination, it can be seen that the exit diameters are less than the entry diameters. Tool wear can be attributed for such deviation in entry and exit diameter which is inevitable in any variant of EDM [2].

Mean effect of process parameters on diameter at entry

Mean effect of process parameters on diameter at exit
From Fig. 17.4, the optimum condition of diameter at entry is observed at a capacitance of 102 pF, FR of 5 µm/s and TRS of 500 rpm. Similarly, the optimum condition of diameter at exit observed from Fig. 17.5 is capacitance of 102 pF, FR of 10 µm/s and TRS of 1500 rpm. The microscopic images of the lowest diameter at entry (547.40 µm) and exit (515.48 µm) are depicted in Fig. 17.6a and b, respectively.

Microscopic image of the lowest diameter (180 V, 102 pF, 5 µm/s, 500 rpm) a at entry and b at exit
3.3 Analysis of Variance
Analysis of variance (ANOVA) is carried out for all the response measures to find the importance of process parameters. The result of ANOVA is shown in Table 17.3. Capacitance is the most significant process parameter affecting all the response measures. The correlation coefficient (R2) and adjusted correlation coefficient (R2(adj)) values are higher for all the three responses, with the diameter at exit possessing the lowest R2 = 94.98% and R2(adj) = 79.92% values. Such high R2 and R2(adj) values indicate that the models are fairly significant.
3.4 Confirmation Test
Test is conducted at optimum setting of all the response measures and compared to the predicted values. Table 17.4 depicts the optimum condition, predicted and experimental values and deviation between experimental and predicted values. In case of machining time and diameter at entry, their optimum condition matches with Exp. no. 9 and Exp. no. 1, respectively, from initial set of Taguchi L-9 experiments. So, no separate tests are conducted and their initial values are taken as the experimental ones to calculate deviation from the predicted values. Deviation of 14.16% and 0.03% is observed between experimental and predicted values of machining time and diameter at entry, respectively. In case of diameter at exit, confirmation test is conducted at optimum condition (102 pF, 10 µm/s and 1500 rpm), wherein deviation of 2.14% is achieved between the experimental and predicted value. Thus, overcut of 14.7 and 2.45 µm is observed at optimum condition of diameter at entry and exit, respectively.
4 Conclusions
Micro-holes have been successfully drilled in titanium by µEDM process. Process parameters such as capacitance, FR and TRS have been varied during experimentation to investigate their effect on response measures such as machining time and diameter at entry and exit. Within the range of parameters considered in this study, the following conclusions are drawn.
-
With increase in capacitance, machining time decreases, whereas both diameter at entry and exit increases due to rise in discharge energy.
-
With increase in FR, the machining time decreases due to faster movement of the tool. But, there is no significant change in machining time with increase in TRS.
-
In case of diameter at entry, the effect of FR and TRS is very low.
-
The exit diameter initially decreases with increase in FR up to a certain limit, then it increases with further increase in FR due to secondary sparking.
-
With increase in TRS, the exit diameter decreases due to decrement in wobbling effect.
-
From ANOVA, capacitance unfolded as the most significant process parameter impacting all the response measures.
-
At the optimum condition of machining time, diameter at entry and diameter at exit, deviation of 14.16%, 0.03% and 2.14% is observed between the experimental and predicted results, respectively.
References
Qudeiri, J.E.A., Mourad, A.-H.I., Ziout, A., Abidi, M.H., Elkaseer, A.: Electric discharge machining of titanium and its alloys: review. Int. J. Adv. Manuf. Technol. 96(1–4), 1319–1339 (2018). https://doi.org/10.1007/s00170-018-1574-0
Kar, S., Patowari, P.K.: Electrode wear phenomenon and its compensation in micro electrical discharge milling: a review. Mater. Manuf. Process. 33(14), 1491–1517 (2018). https://doi.org/10.1080/10426914.2018.1453144
Wansheng, Z., Zhenlong, W., Shichun, D., Guanxin, C., Hongyu, W.: Ultrasonic and electric discharge machining to deep and small hole on titanium alloy. J. Mater. Process. Technol. 120(1–3), 101–106 (2002). https://doi.org/10.1016/S0924-0136(01)01149-9
Hasçalık, A., Çaydaş, U.: Electrical discharge machining of titanium alloy (Ti–6Al–4 V). Appl. Surf. Sci. 253(22), 9007–9016 (2007). https://doi.org/10.1016/j.apsusc.2007.05.031
Pradhan, B.B., Masanta, M., Sarkar, B.R., Bhattacharyya, B.: Investigation of electro-discharge micro-machining of titanium super alloy. Int. J. Adv. Manuf. Technol. 41(11–12), 1094–1106 (2009). https://doi.org/10.1007/s00170-008-1561-y
Kibria, G., Sarkar, B.R., Pradhan, B.B., Bhattacharyya, B.: Comparative study of different dielectrics for micro-EDM performance during microhole machining of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 48(5–8), 557–570 (2010). https://doi.org/10.1007/s00170-009-2298-y
Azad, M.S., Puri, A.B.: Simultaneous optimisation of multiple performance characteristics in micro-EDM drilling of titanium alloy. Int. J. Adv. Manuf. Technol. 61(9–12), 1231–1239 (2012). https://doi.org/10.1007/s00170-012-4099-y
Meena, V.K., Azad, M.S.: Grey relational analysis of micro-EDM machining of Ti-6Al-4V alloy. Mater. Manuf. Process. 27(9), 973–977 (2012). https://doi.org/10.1080/10426914.2011.610080
Kumar, S., Singh, R., Batish, A., Singh, T.P.: Multi-objective parametric optimization using the grey-taguchi approach for powder mixed electric discharge machining of grade-II titanium alloy with cryogenically treated electrodes. Indian J. Eng. Mater. Sci. 24(5), 339–350 (2017)
Baroi, B.K., Kar, S., Patowari, P.K.: Electric discharge machining of titanium grade 2 alloy and its parametric study. Mater. Today: Proc. 5(2), 5004–5011 (2018). https://doi.org/10.1016/j.matpr.2017.12.078
Jahan, M.P., Wong, Y.S., Rahman, M.: A study on the quality micro-hole machining of tungsten carbide by micro-EDM process using transistor and RC-type pulse generator. J. Mater. Process. Technol. 209(4), 1706–1716 (2009). https://doi.org/10.1016/j.jmatprotec.2008.04.029
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kar, S., Patowari, P.K. (2019). Parametric Optimization of Micro-electrical Discharge Drilling on Titanium. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Micro and Nano Manufacturing and Surface Engineering. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9425-7_17
Download citation
DOI: https://doi.org/10.1007/978-981-32-9425-7_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9424-0
Online ISBN: 978-981-32-9425-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)