
Abstract
Ultrasonic vibration-assisted milling (UAM) process is one of the most recent advancements in the area of milling. In axial UAM process, milling cutter is rotated and simultaneously vibrated in axial direction with high frequency and small amplitude. As observed experimentally, the superposition of axial ultrasonic vibrations in milling operation improved the performance of the process by reducing cutting forces and enhancing surface quality. This study intended to evaluate the machining accuracy of thin-walled structures milled with and without the assistance of ultrasonic vibration. Two different types of thin-walled (with straight and curved geometry) structures were machined by UAM and conventional milling to compare their machining accuracy. Accuracy of machined components was assessed following a reverse engineering technique. Experimental results indicated that the superposition of axial ultrasonic vibrations improved the machining accuracy of the typical milling process of up to 33%.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Axial ultrasonic vibration-assisted milling
- Thin-walled structure
- Machining accuracy
- Reverse engineering
1 Introduction
Accuracy in machining is one of the important requirements in the modern manufacturing era. The dimensional and geometric accuracy is one of the most key factors affecting the functional performance of the product. Machining of parts having low rigidity (thin-walled structure) with dimensional and geometric accuracy is a major challenge for the existing manufacturing processes. Accuracy of the machined part is highly dependent on tool paths and cutting strategies [1].
Thin-walled structures have large aspect (height to thickness) ratio. A typical example of thin-walled structure machining is the peripheral milling of a blade of an impeller. The peripheral milling of such components is difficult, as varying cutting forces periodically excite vibrations in cutter as well as the product. These process-generated vibrations in milling process results in dimensional deviation and poor surface finish [2]. Variation in the cutting force is the major cause of the vibrations [3]. The vibrations become detrimental when the frequency of the cutting force variation comes close to the natural frequency of the milling system. This results in chattering, which has adverse effect on tool and workpiece [4].
Several advancements in the area of milling were made in the recent time to improve the stability lobes [4]. One of the newly developed techniques is cryogenic cooling during milling. Experimental studies [5, 6] showed that application of cryogenic cooling reduced the secondary shear zone length resulting in lower cutting forces and improved tool life. Huang et al. [6] studied the effect of cryogenic cooling on the stability lobes in milling of 7075-T6 aluminum alloy. Their experimental results showed an improvement of 50–100% in stability limits.
Minimum quantity lubrication (MQL) has also been tried with milling in order to improve the machining responses. Lee et al. [7] applied MQL mixed with nanoparticles and found reduction in surface roughness and cutting forces. The experimental results [8] confirmed that the formation of thin film in the secondary shear zone reduced the friction, leading to a better machining performance.
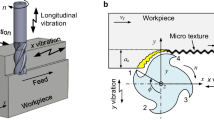
Ultrasonic vibration-assisted milling (UAM) is another technique for improving the machining performance. In UAM, milling cutter is rotated and vibrated simultaneously with high frequency and small amplitude [9]. However, most of the researchers applied ultrasonic vibration to the workpiece in place of cutting tool [10,11,12,13]. The effect of ultrasonic vibration-assisted cutting on different kind of materials like steel, glass and brittle ceramics resulted in better surface finish, longer tool life and lower cutting forces [9, 14, 15]. The researchers [10,11,12, 16] attributed these advantages to intermittent cutting effect, which occurs during UAM for a certain range of machining parameters.
The application of ultrasonic vibrations in milling operation results in reduced cutting forces and better surface finish [17, 18]. Experimental results [18] showed that the application of ultrasonic vibration in different direction yielded different results. Ko et al. [18] observed that the application of ultrasonic vibration in axial, feed as well as cross-feed directions resulted in reduced cutting forces. However, vibration in axial and feed direction resulted in high surface finish due to ironing effect [18]. Furthermore, axial vibration was found to be more advantageous as it provided flexibility to perform UAM in any direction with uniform surface finish. Shen et al. [11] evaluated the effect of ultrasonic vibrations in feed direction by measuring cutting forces, surface roughness and chip morphology in UAM. Their experimental results showed that application of ultrasonic vibration caused intermittent cutting, which allowed cutting fluid to reach the processing area resulting in improved machining responses. Li and Wang [19] studied the effect of process parameters on tool wear and surface roughness in UAM of SKD61 tool steel. Their experiments showed that using axial ultrasonic vibration improved the milling process by reducing tool wear, surface roughness and burr height. They also demonstrated that effect of ultrasonic vibration decreased with increase in rotational speed.
In literature, there is no study on the effect of ultrasonic vibration-assisted milling on the accuracy of thin-walled components. This work intends to fill up this research gap by performing ultrasonic vibration-assisted milling on a thin-walled structure and measuring the dimensional deviation after machining. Al6063 aluminum alloy was chosen as a work material because of its use in heat conducting fins, which are thin-walled structures. Two types of thin-walled structures (compound curved and straight) were machined to evaluate the ultrasonic-vibration effect. These structures were designed using Creo-parametric software whose machining module was used to generate the part program (in terms of G and M codes) for milling. Optimized process parameters from the literature were chosen for machining the structure. Further, point cloud data of these structures were captured using reverse engineering technique and compared with the designed CAD (computer-aided design) model. A 3D white light scanner (Steinbichler, Comet 5 1.4 M) was used for the reverse engineering. The cross-sectional view of the point cloud data and CAD showed that employing axial-ultrasonic vibration in milling process improved its machining accuracy.
2 Design and Fabrication of Experimental Setup and Design of Experiments
In order to perform the UAM with axial vibration, an experimental setup was designed and fabricated. The setup consisted of an ultrasonic vibration-assisted milling assembly, which can be mounted on the head of CNC (computer numerical control) milling machine. The assembly consisted of four major components as given in Table 12.1.
Brass provided rigidity to the horn and metalon provided electric insulation. Copper rings provided on the collar were for electric connection to supply power to piezoelectric crystal. The schematic diagram and actual photo of the designed and fabricated assembly to perform ultrasonic vibration-assisted milling are shown in Fig. 12.1 [20, 21].

The experimental setup for ultrasonic vibration-assisted milling mainly consisted of the designed UAM assembly and three-axis vertical CNC milling machine. UAM assembly was mounted on the head of CNC milling machine (Hytech CNC machines) with carbon brush arrangement for the power supply. Workpiece was rigidly mounted on the CNC work table with the help of vice. Figure 12.2 shows the designed experimental setup for UAM. Workpieces (of size 70 × 50 × 10 mm3) used in the experiments were prepared from the same billet (made of Al6063 aluminum alloy) to avoid any error due to difference in material properties. Also, the experiments were performed in the same ambience with fresh tool (Table 12.2) to minimize the errors.

Experimental setup for UAM
Previous studies [22, 23] suggested that machining accuracy of thin-walled structure depended on the cutting forces and the structure stiffness. Therefore, to compare the machining accuracy of UAM and conventional milling (CM), optimal set of milling parameters (for lower cutting forces) were chosen. These optimized set of process parameters (Table 12.3) are based on the previous experimental results [21] (Fig. 12.3).

CAD design of the thin-walled structure, a curved and b straight
The ultrasonic power in all the UAM experiments was kept at 1200 W (20 µm amplitude). The tool path was planned in such a way that in final pass side milling with optimized machining parameter can be performed on the thin-walled structure. In order to evaluate the effect of ultrasonic vibration assistance on the machining accuracy, two different types (straight and curved) of thin-walled structure were machined with and without the ultrasonic vibration assistance. After machining, burs and chips were removed from all the machined components for the measurements. Figure 12.4 shows the thin-walled structures machined by UAM and CM.

Machined thin-walled structures: a straight structure machined with UAM, b straight structure machined with CM, c curved structure machined with UAM and d curved structure machined with CM
3 Measurement and Comparison
In order to measure the accuracy of the machined thin-walled structure, reverse engineering methodology was used. Reverse engineering refers to the process of creating the CAD model by acquiring the surface data (by using point cloud data) of an existing part using a scanning or measurement device. White light scanner (Steinbichler, COMET 5) (Fig. 12.5) was used for the reverse engineering in the present case. The obtained CAD models were further used for the inspection of the accuracy of the machined components.

Setup for reverse engineering
By measuring the deviation of the machined components with respect to CAD model, the accuracy was compared. Polyworks®16 software was used for comparing the obtained point cloud data with the CAD (for G code generation) model. CAD and point cloud data were further superimposed on each other to evaluate the deviation. Furthermore, average deviation at the top and bottom sections was calculated from the sectioned view. Table 12.4 shows the average, maximum and minimum deviation obtained at the top and the bottom portion of both type of thin-walled structure machined by UAM and CM. It can be seen that the deviation in the thin-walled structure is higher at top as compared to the bottom. It is due to bending of thin-walled structure during machining, resulting in higher deviation at the top and lower deviation at the bottom [24]. It can also be observed from the results that deviation at the top is higher for straight thin-walled structure as compared to curved thin-walled structure (for both UAM and CM). Low rigidity of straight thin-walled structure caused more bending during machining and resulted in much thicker section at the top. However, at the bottom, the deviation is almost equal and it is very less as compared to deviations at the top section.
It can also be seen from the results that the deviations in the thin-walled produced by UAM are less as compared to those produced by CM. This is due to the lower average cutting forces in UAM which causes lesser deflection in thin-walled structure and milling tool during machining. As suggested by many researchers [10,11,12, 16, 21, 25], the lower cutting force in UAM is mainly due to intermittent cutting effect. From the previous theoretical studies [21, 25], it was found that cutting force in the UAM reduced up to 50% and it depended on the amplitude of vibration. However, in present condition an improvement of 33% in dimensional accuracy (in the case of curved structure) was achieved with application of ultrasonic vibrations (of 20 µm amplitude). Further, to obtain how deviation varies throughout the machined component, variation between point cloud data and CAD was mapped (Figs. 12.6a, b, 12.7a, b). Figures 12.6 and 12.7 show the comparison results (3D and cross section) for straight and curved thin-walled structure.

Comparison results for straight thin-walled structure a. with UAM, b. with CM, c. max deviation at the edge with UAM, d. max deviation at the edge with CM, e. min at the middle with UAM, f. min at the middle with CM

Comparison results for curved thin-walled structure, a. with UAM, b. with CM, max deviation at the edge with UAM, d. max deviation at the edge with CM, e. min at the middle with UAM, f. min at the middle with CM
Figure 12.6a, b shows the mapped deviation in the straight thin-walled structure prepared by UAM and CM (gray color for prepared CAD and colored for STL from reverse engineering). Maximum and minimum deviation is also shown in Fig. 12.6c, e for UAM and Fig. 12.6d, f for CM. The result shows that in both the cases the deviation on the machined thin wall is the highest at the edge (93 µm for conventional milling and 67 µm for UAM) and lowest at middle portion (78 µm for conventional milling and 56 µm for UAM). This is due to higher stiffness at the middle portion as compared to the edge which resulted in lower dimensional deviations at middle portion. However, due to lower rigidity at the edges thin wall is more susceptible to deformation. Therefore, reduction in milling forces (due to vibration assistance) has more effect at the edges which results in higher improvement in the dimensional accuracy.
Figure 12.7a, b shows the mapped deviation in the curved thin-walled structure prepared by UAM by CM. Maximum and minimum deviations are also shown in Fig. 12.7c, e for UAM and Fig. 12.7d, f for CM. It was also verified from the comparison of curved thin-wall structure that application of ultrasonic vibration resulted in lower deviations in the machined thin-walled structure. The result also shows that in both the cases the deviation is highest at the edge (56 µm for conventional milling and 38 µm for UAM) and lowest at middle portion (42 µm for conventional milling and 28 µm for UAM) similar to straight thin wall.
4 Conclusions
In this work, reverse engineering technique was used to compare the dimensional accuracy of milled thin-walled structures and has been found very effective in evaluating the machining accuracy. The machining accuracy of UAM is higher as compared to conventional milling, resulting in more accurate thin-walled structure. Maximum improvement of 33% in machining accuracy was achieved in case of curved thin-walled structure and is mainly due to ultrasonic-vibration assistance. The deviations at the bottom are lesser as compared to top portion and have insignificant effect of ultrasonic vibration assistance.
References
Wang, P., Zhang, S., Li, Z., Li, J.: Tool path planning and milling surface simulation for vehicle rear bumper mold. Adv. Mech. Eng. 8, 1–10 (2016). https://doi.org/10.1177/1687814016641569
Ginting, A., Nouari, M.: Experimental and numerical studies on the performance of alloyed carbide tool in dry milling of aerospace material. Int. J. Mach. Tools Manuf. 46, 758–768 (2006). https://doi.org/10.1016/j.ijmachtools.2005.07.035
Altintaş, Y., Budak, E.: Analytical prediction of stability lobes in milling. CIRP Ann. Manuf. Technol. 44, 357–362 (1995). https://doi.org/10.1016/S0007-8506(07)62342-7
Quintana, G., Ciurana, J.: Chatter in machining processes: a review. Int. J. Mach. Tools Manuf. 51, 363–376 (2011). https://doi.org/10.1016/j.ijmachtools.2011.01.001
Wang, Z.Y., Rajurkar, K.P.: Cryogenic machining of hard-to-cut materials. Wear 239, 168–175 (2000). https://doi.org/10.1016/S0043-1648(99)00361-0
Huang, X., Zhang, X., Mou, H., Zhang, X., Ding, H.: The influence of cryogenic cooling on milling stability. J. Mater. Process. Technol. 214, 3169–3178 (2014). https://doi.org/10.1016/j.jmatprotec.2014.07.023
Lee, P.H., Nam, J.S., Li, C., Lee, S.W.: An experimental study on micro-grinding process with nanofluid minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf. 13, 331–338 (2012). https://doi.org/10.1007/s12541-012-0042-2
Dhar, N.R., Ahmed, M.T., Islam, S.: An experimental investigation on effect of minimum quantity lubrication in machining AISI 1040 steel. Int. J. Mach. Tools Manuf. 47, 748–753 (2007). https://doi.org/10.1016/j.ijmachtools.2006.09.017
Brehl, D.E., Dow, T.A.: Review of vibration-assisted machining. Precis. Eng. 32, 153–172 (2008). https://doi.org/10.1016/j.precisioneng.2007.08.003
Razfar, M.R., Sarvi, P., Zarchi, M.M.: Experimental investigation of the surface roughness in ultrasonic-assisted milling, Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 225, 1615–1620 (2011). https://doi.org/10.1177/0954405411399331
Shen, X.H., Zhang, J.H., Li, H., Wang, J.J., Wang, X.C.: Ultrasonic vibration-assisted milling of aluminum alloy. Int. J. Adv. Manuf. Technol. 63, 41–49 (2012). https://doi.org/10.1007/s00170-011-3882-5
Abootorabi Zarchi, M.M., Razfar, M.R., Abdullah, A.: Investigation of the effect of cutting speed and vibration amplitude on cutting forces in ultrasonic-assisted milling. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 226, 1185–1191 (2012). https://doi.org/10.1177/0954405412439666
Abootorabi Zarchi, M.M., Razfar, M.R., Abdullah, A.: Influence of ultrasonic vibrations on side milling of AISI 420 stainless steel. Int. J. Adv. Manuf. Technol. 66, 83–89 (2013). https://doi.org/10.1007/s00170-012-4307-9
Halim, N.F.H.A., Ascroft, H., Barnes, S.: Analysis of tool wear, cutting force, surface roughness and machining temperature during finishing operation of ultrasonic assisted milling (UAM) of carbon fibre reinforced plastic (CFRP). Procedia Eng. 184, 185–191 (2017). https://doi.org/10.1016/j.proeng.2017.04.084
Uhlmann, E., Protz, F., Stawiszynski, B., Heidler, S.: Ultrasonic assisted milling of reinforced plastics. Procedia CIRP 66, 164–168 (2017). https://doi.org/10.1016/j.procir.2017.03.278
Nath, C., Rahman, M.: Effect of machining parameters in ultrasonic vibration cutting. Int. J. Mach. Tools Manuf. 48, 965–974 (2008). https://doi.org/10.1016/j.ijmachtools.2008.01.013
Ko, J.H., Tan, S.W.: Chatter marks reduction in meso-scale milling through ultrasonic vibration assistance parallel to tooling’s axis. Int. J. Precis. Eng. Manuf. 14, 17–22 (2013). https://doi.org/10.1007/s12541-013-0003-4
Ko, J.H., Shaw, K.C., Chua, H.K., Lin, R.M.: Cusp error reduction under high speed micro/meso-scale milling with ultrasonic vibration assistance. 12, 15–20 (2011). https://doi.org/10.1007/s12541-011-0002-2
Li, K.-M., Wang, S.-L.: Effect of tool wear in ultrasonic vibration-assisted micro-milling. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 228, 847–855 (2013). https://doi.org/10.1177/0954405413510514
Verma, G.C., Pandey, P.M.: Machining forces in ultrasonic-vibration assisted end milling. Ultrasonics 94, 350–363 (2019). https://doi.org/10.1016/j.ultras.2018.07.004
Verma, G.C., Pandey, P.M., Dixit, U.S.: Modeling of static machining force in axial ultrasonic-vibration assisted milling considering acoustic softening. Int. J. Mech. Sci. 136, 1–16 (2018). https://doi.org/10.1016/j.ijmecsci.2017.11.048
Budak, E.: Analytical models for high performance milling. Part I: Cutting forces, structural deformations and tolerance integrity. Int. J. Mach. Tools Manuf. 46, 1478–1488 (2006). https://doi.org/10.1016/j.ijmachtools.2005.09.009
Kline, W.A., DeVor, R.E., Shareef, I.A.: The prediction of surface accuracy in end milling. J. Eng. Ind. 104, 272 (1982). https://doi.org/10.1115/1.3185830
Ratchev, S., Liu, S., Huang, W., Becker, A.A.: Milling error prediction and compensation in machining of low-rigidity parts. Int. J. Mach. Tools Manuf. 44, 1629–1641 (2004). https://doi.org/10.1016/j.ijmachtools.2004.06.001
Verma, G.C., Pandey, P.M., Dixit, U.S.: Estimation of workpiece-temperature during ultrasonic-vibration assisted milling considering acoustic softening. Int. J. Mech. Sci. 140, 547–556 (2018). https://doi.org/10.1016/j.ijmecsci.2018.03.034
Acknowledgements
Funding from the Engineering and Physical Sciences Research Council (UK) through grant EP/K028316/1 and Department of Science and Technology (India) through grant DST/RCUK/14-AM/2012 for project “Modeling of Advanced Materials for Simulation of Transformative Manufacturing Processes (MAST)” is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Verma, G.C., Pandey, P.M., Dixit, U.S. (2019). Experimental Investigations to Evaluate Machining Accuracy of Ultrasonic-Assisted Milling on Thin-Walled Structures. In: Shunmugam, M., Kanthababu, M. (eds) Advances in Micro and Nano Manufacturing and Surface Engineering. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9425-7_12
Download citation
DOI: https://doi.org/10.1007/978-981-32-9425-7_12
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9424-0
Online ISBN: 978-981-32-9425-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)