
Abstract
Six Sigma is a process that uses data and statistical analysis to find out the defects in a product or a process, aims to improve quality, and reduces variability. It is a measure of quality that aims for near perfection. Six Sigma is an effort designed to transform society by making progress by focusing on out of box thinking to achieve ambitious and extended targets. The case company considered for this research is one of the leading hydraulics and pneumatics component manufacturing industries. The objective of this research is to reduce the defect rate in production using the Six Sigma methodology. Six Sigma utilizes Define, Measure, Analyze, Improve, and Control (DMAIC) methodology to determine the root cause and analyzes the data. This systematic methodology can be used for the existing research. The product selection was based on the rejection rate. The product with the highest rejection rate was considered for further study. The root causes for the problem were found and analyzed statistically using Minitab software. The optimum parameters were found out, and a pilot run was performed, and the improvements were documented. The control plan was made, and the review and audit were conducted after implementing the changes.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Six Sigma is one of the most significant and successful quality-field innovations. The problem-solving methodology of Six Sigma has utilized DMAIC methodology to improve the quality of its products and services. The empirical implementation of Six Sigma and DMAIC was used to eliminate product defects inside a rubber glove manufacturing organization demonstrated by Jirasukprasert et al. [1]. Virender Narula et al. explained Six Sigma is a disciplined, focused, and scientific problem-solving technique that employs statistical and non-statistical techniques, as well as methodology, to reduce the number of defects in any process to 3.4 defects per million opportunities [2]. Siregar et al. explained a method that has been widely used and continues to grow in various fields of research and summarize the results obtained from the successful implementation of the proposed integrated framework that provides an impetus for bringing about a cultural change in the organization [3]. Kumar Dhiraj et al. examined the methodology, challenges, and benefits of Six Sigma methods, as well as the critical aspects that influence successful Six Sigma project implementations. By continuously refining the corporate culture, effective Six Sigma concepts and practices will succeed. Before cultural changes are deeply embedded in an organization, patience and dedication are required [4]. Park et al. explained that the glut of data and the absence of tools for transforming the vast amount of data and signals into valuable information and decisions are overwhelming statisticians, industrial engineers, and others in analytic fields. This is also true when it comes to putting Six Sigma into practice [5]. Iwaarden et al. explained that Six Sigma is to create value by improving quality. Employees would be trained on tools and procedures, as well as a problem-solving methodology, to achieve this. Six Sigma employs quality engineering methodologies inside a specified problem-solving structure to identify and remove causes of variation, resulting in increased production, operational efficiency, and customer happiness, among other things [6]. Sunil Thawani illustrated that Six Sigma has been intentionally employed to improve organizational culture by instilling process control discipline in both manufacturing and non-manufacturing industries. The question is not whether Six Sigma should be considered or not; it is when and how because a company cannot accomplish today’s job with yesterday’s methods and expect to stay in business tomorrow [7].
XYZ manufacturers manufacture hydraulics and transmission components such as housing valves, blank for housing, side cover, and gear housing. Out of these, the housing valve has been considered for the study because of its high rejection rate.
2 Problem Background
A detailed ground study was made and the following problems were identified. Based on the data collected, the defect in the housing valve was found to be 4270.83 ppm. This affects the performance and productivity of the housing valve and increases the cost of poor quality (COPQ) which was found out to be Rs. 627,300. The product selection was based on the past three months’ (November, December, and January) rejection data. With the help of the data, the housing valve was selected due to the higher rejection rate. Rejection rates of different products are shown in Fig. 1.

Rejection rate for selected housing valve
The objective of this study is to reduce the defects in the housing valve from 4270.83 to 200 PPM and to reduce the COPQ from Rs. 627,300 to Rs. 10,500.
3 Six Sigma Implementation
3.1 Define Phase
The define phase sums up the project plan. This step focuses on clearly defining the problems; the process improvement project’s priorities what the project’s scope is, and identifying customers (internal and external) along with their needs. The project charter outlines the high-level project performance criteria. It is a key document that defines the scope and intent of any project. Figure 2 shows the project charter for the current research.

Project charter
After the project charter, a method called SIPOC is used to summarize the inputs and outputs of one or more processes. A SIPOC diagram is a method that a team uses to define all important elements of a process improvement project before beginning work. Table 1 shows the SIPOC diagram for this project.
3.2 Measure Phase
Once the business needs, goals, and scopes are defined, the next phase is to collect the data relevant to the problem identified. This stage focuses on defining the parameters that need to be quantified, how they can be measured, collecting the appropriate data, and conducting measurements using various techniques. The first step is determining the significant few items will make up 80% of the total, while the trivial many will make up only 20%. Figure 3 shows the Pareto chart for the defects in the housing valve.

Pareto chart
It is clear from this chart that surface roughness creates 65.1% (2778 PPM) of the total defects caused by the housing valve. Therefore, this defect is considered for further study. Process mapping is a technique used to imagine the steps involved in a particular task or method in a Six Sigma project. Figure 4 shows the detailed process map of the housing valve.

Detailed process map of housing valve
MSA is defined as an experimental and mathematical method for determining the magnitude of variation within a measuring process. Ashok Sarkar et al. illustrated the variation in the measurement process will lead directly to the overall variability of the processes. MSA is used to evaluate the measurement device to be used by determining the accuracy, precision, and reliability of the device [8].
The measurement system analysis has been performed with the help of Minitab software. The results obtained from the MSA study were analyzed and compared with the Automotive Industry Action Groups (AIAG) standards for the acceptance and the rejection of the current measurement system. The comparisons of the results were shown in Table 2. The results obtained from the measurement system analysis show that the current measuring system was considered for further analysis.
To determine the current performance level, a data collection strategy has been carried out and with the collected defect data, the current sigma level and cost of poor quality were determined. If the number of products, defects, and opportunities is known, it is possible to measure both the DPMO and sigma levels. The sigma level has been calculated using Eq. 1.
where DPMO, Z, X, and Y are defects per million opportunities, the number of defects, the number of units, and the number of opportunities, respectively.
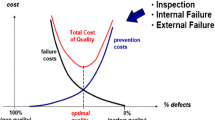
With the rejection of the defect data for November, December, and January, the DPMO is found out to be 4270.83 PPM and sigma level 4.1. Anders Haug et al. explained the metric, cost of poor quality (COPQ), which sets out the importance of poor quality as regards monetary value [9]. The cost of poor quality for this project is calculated and it found out to be Rs. 627,300. Table 3 shows the current performance level and the target performance level of quality metrics.
Yerriswamy Wooluru et al. explained a significant methodology that is used to assess how well a process meets a set of design limits is called process capability analysis [10]. Figure 5 shows the Cp and Cpk values for the existing performance.

Process capability analysis for existing performance
3.3 Analyze Phase
With the available data from the measure phase, this phase finds the root cause of inefficiency in the company. A brainstorming session was conducted with the shop floor members and the experts. With the help of it, certain possible causes were identified for the poor surface roughness. The possible causes for the problem are material hardness, depth of cut, cutting oil flow rate, spindle speed, material removal rate, axis positional error, improper setting, program parameters not optimum, improper loading, and unloading, axis backlash, type of grinding wheel, and grit size.
A cause-and-effect diagram is a graphical tool for showing a list of causes associated with a specific effect. Several possible causes are grouped into categories by the graph. Figure 6 shows the fishbone diagram.

Cause-and-effect diagram for poor surface roughness
Multi-voting is a method of voting/brainstorming that prioritizes concepts. This process prioritized depth of cut and spindle speed as the major causes. Hypothesis testing refers to the process of using statistical analysis to decide if the variations found between two or more samples are due to random chance (as described in the null hypothesis) or to real differences in the samples (as indicated in the alternative hypothesis. The result from the hypothesis test verifies the causes for the problem. They are termed as vital causes. The vital few causes for the surface roughness problem are X1: Depth of cut and X2: Spindle speed.
3.4 Improve Phase
Improve phase strengthens the process by finding possible solutions which were found out in analyze phase. Process owners are consulted in this phase and suggested improvements. An action plan is distributed to key stakeholders for improvement. Design of experiments (DOE) helps to recognize the different factors that influence a specific process or system’s efficiency and outcomes. Optimum working conditions for depth of cut and spindle speed were found to be 0.5 mm and 1250 rpm, respectively. A process capability test was performed for the optimum parameter conditions to check the performance improvements. Figure 7 shows the process capability for the validation experiment. The process capability test shows improvement in the process capability index and process performance. The values of Cp, Cpk, and Pp are found out to be 1.55, 1.66, and 1.16, respectively.

Process capability test for surface roughness
3.5 Control Phase
Post-implementation results shall be analyzed during this phase. Progress is sure and adjustments are implemented, if any, it needs correction or alteration. In most situations, the control phase is a transformation process. A monitoring program is a data-gathering method to track the enhanced process's current performance. It lists the measure, the goals for each measure, how to test each measure, how and who should test the measurements. It sets the stage for a plan of response.
4 Results and Discussion
After implementing the process changes and optimized parameters, the following results were achieved. Table 4 shows the comparison of current performance, attained performance, and target performance.
Figure 8 shows the improvement in process capability index, process performance, and sigma level after optimizing the working parameters. It was clear from Fig. 8, after optimizing the process parameters, the process capability index, process performance, and sigma level have been improved significantly.

Comparison of parameters before and after optimization
5 Conclusions
Six Sigma methodology was followed in this case study. The DMAIC methodology starts by defining the problem in the selected industry. The data for the identified problem was collected, and the ability of the measurement system was analyzed. The root causes were identified, and the hypothesis test was performed to quantify the root causes. The special causes were identified, and the process parameters were optimized using the design of the experiment using Minitab software. After implementing the optimized parameters, the rejection rate was decreased from 4270 to 521 PPM which in turn improved the sigma level from 4.1 to 4.78.
The ultimate goal of an organization is to improve its profit. Further study can be performed on hole position and bore size problem in housing valve. This can further reduce the cost of poor quality and improve the business performance and Six Sigma level. The study can be further carried out on other products which have a rejection rate less than the housing valve to increase the quality.
References
Jirasukprasert P, Garza-Reyes JA, Kumar V, Lim MK (2014) A Six Sigma and DMAIC application for the reduction of defects in a rubber gloves manufacturing process. Int J Lean Six Sigma 5(1):2–21
Narula V, Grover S (2015) Six Sigma: literature review and implications for future research. Int J Ind Eng Prod Res 26:13–26
Siregar K, Ariani F, Ginting E, Trie Dinda MP (2019) Six Sigma for manufacturing industry: a review. IOP Conf Ser Mater Sci Eng 505:012056
Dhiraj K, Deepak K (2014) A review of Six Sigma approach: methodology, obstacles and benefits. Glob J Eng Des Technol (GJEDT) 3(4):1–5
Park SH, Ntuen CA, Park EH (2009) A new paradigm of Six Sigma: knowledge-based digital Six Sigma. Total Qual Manag Bus Excell 20(9):945–952
van Iwaarden J, van der Wiele T, Dale B, Williams R, Bertsch B (2008) The Six Sigma improvement approach: a transnational comparison. Int J Prod Res 46(23):6739–6758
Thawani S (2004) Six Sigma—strategy for organizational excellence. Total Qual Manag Bus Excell 15(5–6):655–664
Sarkar A, Mukhopadhyay AR, Ghosh SK (2014) Measurement system analysis for implementing design for Six Sigma. Int J Prod Qual Manage 14:373–386
Haug A, Zachariassen F, van Liempd D (2011) The costs of poor data quality. J Ind Eng Manage 4(2):168–193
Wooluru Y, Swamy DR, Nagesh P (2014) The process capability analysis—a tool for process performance measures and metrics—a case study. Int J Qual Res 8(3):399–416
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Suryaprakash, M., Sridhar, R., Gomathi Prabha, M. (2023). Application of Six Sigma to Reduce Defects in a Precision Machining Company. In: Jain, P.K., Ramkumar, J., Prabhu Raja, V., Kalayarasan, M. (eds) Advances in Simulation, Product Design and Development. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-4556-4_26
Download citation
DOI: https://doi.org/10.1007/978-981-19-4556-4_26
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-4555-7
Online ISBN: 978-981-19-4556-4
eBook Packages: EngineeringEngineering (R0)