
Abstract
In the present scenario, increased construction demands have escalated the need for materials with better performances and strength properties. With the substantial increase in attainable properties, mixture proportioning has become more complex over recent years with the inclusion of very fine powders and fibers. Mix design problems involved more dimensions and variables which forbade researchers to restrict themselves to most commonly considered design aspects. Recent development in high performance concrete, namely, Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) is a promising alternative to meet all such stipulations. UHPFRC comprises several mineral additives and fibers with superplasticizer aided very low water-cement ratio, exhibiting superior strength and durability characteristics at hardened stage. Strength of this cement-based composite mainly depends on its particle packing, pore structure, aggregate quality as well as aggregate-matrix-fiber interfaces. However, inadequate design specifications and standards have limited its widespread usage. Most often in literature, UHPFRC mixtures are given without any theoretical background or detailed explanations, though the performance of concrete is very much influenced by the degree and type of packing of its constituents. This paper outlines various multi-component particle packing techniques employed for the mixture design of UHPFRC. These methods aid in achieving a densely compacted matrix with improved microstructure and strength properties. Following part of the paper reviews various mix optimizations done in view of sustainability as well as high packing density.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Beginning with the history of Roman roads, the development of modern concrete took place in the nineteenth century. Since then, it has been extensively used in all fields of construction till date. The advancement in construction industry necessitated materials with outstanding properties and diverse applications. The introduction of superplasticizers in the 1980’s favored the usage of low water-to-binder ratios up to 0.3. The application of fine particles with optimal distribution of their grain sizes, high performance materials with compressive strengths up to 280 MPa was achieved. Steel fibers in the late 1980’s helped in improving the ductility of matrix. Two examples of this type include the Compact Reinforced Concrete (CRC) and Slurry Infiltrated Fiber Concrete (SIFCON). Following the development of Reactive Powder Concrete (RPC) by Richard et al. in 1993, the term Ultra-High Performance Concrete (UHPC) was introduced by De Larrard in the year 1994 [1, 2]. This novel cement-based composite, namely, the Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) has allured many engineers and researchers in the mid-1990s owing to its excellent performance characteristics with respect to durability as well as strength properties [3, 4]. UHPFRC is a blend of high performance concrete matrix composed of high cement content, fine powders (GGBS, silica fume, fly ash, etc.) and fine aggregates along with ductile fibers [5]. The main components of UHPFRC matrix are shown in Fig. 1. Lower water/cement ratio (<0.25) aided with high range water reducers and a very dense microstructure resulted in achieving a high compressive strength (>150 MPa), tensile capacity (in the range of 8 MPa), toughness and decreased porosity compared to conventional concrete (Fig. 2) [1, 3, 6, 7].

Constituents of UHPFRC mix

a Conventional concrete and b UHPFRC matrices
The enhanced behavior of this novel composite enables the construction of slender sections compared to conventional concrete [8]. UHPC is well suited for bridge decks, girders, piers, blast protection elements, precast components and repair and strengthening solutions [9,10,11,12,13,14]. Worldwide UHPC applications have been reported in several countries including United States, New Zealand, Australia, etc. [15]. The first engineering application of UHPC was seen at Sherbrooke in Quebec, Canada (Fig. 3) employing the construction of a precast, prestressed pedestrian bridge in 1997 [1, 16]. The very first UHPC road bridge was built in France in 2001 employing π-shaped UHPFRC beams with in situ joints. Curved UHPFRC panel system was applied to a building in Victoria, Canada (Fig. 4) utilizing its ability to form radially curved skeleton. This novel composite was also used in constructing highway bridges, facade systems, perforated panels, etc. [3]. Some of the commercially available UHPFRC mixes are Ductal marketed by Lafarge Inc. and Bouygues, Dura by the Dura Technology Sdn. Bhd., Malaysia, Beton Special Industrial (BSI) developed by Swiss company Sika Corporation and French Contractor Eiffage Group in 1996, Cemtec, etc. [17, 18].

Sherbrooke footbridge, Canada. https://structurae.net/

The Atrium, Canada. https://precast.org/
Regardless of the vast and varied advantages, the design procedures are still lacking to fully exploit the potential of UHPC. It is worthwhile to achieve an optimum performance out of the UHPFRC mix design, in unison with higher compressive strength, tensile strain hardening and low permeability [6]. Inclusion of multi-components makes the mixture design more complicated making it essential to consider a whole lot of factors such as the packing density, particle size distributions, filling and loosening effects, sufficient workability, and so on [19, 20]. In fact, high packing density can be deemed as the key to obtain ultra-high performance cementitious materials [4]. In literature, most of the UHPC mixtures are provided without much theoretical explanation. Several nations have developed their own standards like the French interim recommendations, Japanese recommendations by JSCE, Emerging Technology Report (ETR) by ACI 239-C, to name a few [21,22,23,24]. However, a widely employed design norm for UHPC is still lacking, hindering its widespread usance.
This paper highlights some of the notable factors to be considered for the mixture design of UHPFRC, mixture design techniques, along with a key emphasis on bring about sustainability in use of raw materials through mix optimization studies in literature.
2 Design Principles Involved in the Production of UHPFRC Mix
-
(i)
Particle packing of material components
The matrix of UHPFRC should consist of a wide range of material classes, thereby every void gets filled in subsequently [25]. The raw materials should be sufficiently closed packed in order to achieve maximum packing density. This helps in reducing the entrapped air which is one of the main factors in attaining sufficient workability for a given water-cement ratio in concrete [26]. Compressive strength-porosity relationships for cement-based materials include [1]:
$${\text{Ryshkevitch's}}\, {\text{equation}}:\quad \user2{\sigma } = \user2{\sigma }_{0} \user2{~} \cdot \exp \left( { - \user2{BP}} \right)$$(1)$${\text{Schiller's}}\, {\text{equation}}:\quad \user2{\sigma } = \user2{D}\,\ln \left( {\frac{{\user2{P}_{0} }}{\user2{P}}} \right)$$(2)where \(\sigma\) is the compressive strength at porosity \(P\); \(\sigma_{0}\) is the compressive strength at porosity equals 0; \(P_{0}\) is the porosity when strength equals 0; B and D are experimental constants. Equations (1) and (2) are suitable for low and high porosity systems correspondingly. It is evident that lower the porosity, higher will be the strength. A densely packed structure requires lower binder content [27]. The employment of adequate particle packing models or ideal curves help in obtaining a close packing of raw materials which will be dealt in the later sections [25].
-
(ii)
Water/binder ratio
A reduction in water/cement ratio (w/c) will sufficiently lower the capillary porosity and thereby increase the strength of hardened concrete [26, 28]. A lower ratio (<0.25) assures a rational balance between fresh and hardened properties in concrete [27]. In case of UHPFRC, high range water reducers specifically carboxylate-based superplasticizers will serve the purpose of lowering the water/binder ratio (w/b) as much as 0.20 or below for a given workability. Usually w/b for a typical UHPFRC mix ranges between 0.15–0.23 [10].
-
(iii)
Matrix homogeneity
Homogeneity is established by the elimination of coarse aggregates from the UHPC matrix [29]. The mean size of particle is generally below 2 mm. However, literature has reported higher size inclusions on account of economic efficiency [10, 30, 31]. Larger aggregates can contribute to the micro cracks as a result of internal stresses developed in the interfacial transition zone due to the mismatch of mechanical and thermal properties between paste and aggregates [1]. Aggregate size is proportional to the size of cracks. Fine fillers can therefore be utilized to improve homogeneity apart from limiting micro cracks.
-
(iv)
Ductility
Toughness of a material is its ability to withstand fracture. Energy absorption capacity of brittle concrete matrix can be improved with addition of ductile fibers. Upon loading, the transfer of load takes place through the fiber-matrix interface. The fibers effectively bridge across cracks and controls their propagation. In addition to toughness, they help in imparting impact resistance to the UHPC matrix [1, 32]. Most commonly used fibers are steel and carbon fibers. Apart from steel, polypropylene, glass, basalt fibers, etc. were also employed either wholly or in combination with other types of fibers [33, 34].
3 Design Approaches for the Production of UHPC Mix
UHPC mixture composes of several material components that hydrates to a highly complex material in its hardened state. The presence of multiple constituents, on top of many viable combinations and relative proportioning makes it difficult to predict the behavior of this category of concrete [35]. Hence, it is crucial to determine a reasonable balance between the fraction of raw materials and mechanical properties of UHPFRC. As previously mentioned, a good and durable concrete is produced as a result of proper particle selection and optimum packing of its constituents. Most of the mixture proportioning methods make use of an ideal gradation curve or particle packing models to serve this purpose [36].
-
(i)
Particle packing models
These are analytical models wherein the geometry of the particle constituents, their packing density and particle size distribution, gives the theoretical packing density of the mixture [37]. The particle interactions are determined from mathematical equations. These models can be discrete or continuous. In case of UHPC, multi-component discrete mixture models as well as continuous models are utilized, the latter being widely employed. Mixture optimization follows a trial procedure in which different packing density combinations are worked out until a maximum packing density is attained [37].
One of the earliest models was proposed by Larrard et al. known as the Linear Packing Density Model (LPDM) which was further developed into the Solid Suspension Model (SSM) in 1994 [2]. SSM included the concept of virtual packing density that overcame the linear character of LPDM. Virtual packing density is the highest possible density when each particle with its original shape is placed one after the other in succession. Further improvements lead to the Compressible Packing Model (CPM) [20] which included the compaction effort represented in terms of a compaction index. The compaction index takes into account the deviation between actual and virtual packing densities. One such work that applies CPM to produce UHPFRC (compressive strength > 150 MPa) was reported by Arora et al. [10]. The relation between packing density of the mixture ɸ and compaction index К is expressed in Eq. (3). For well packed dense mixtures value of К equals 9.
$$\kappa = \mathop \sum \limits_{{{\varvec{i}} = 1}}^{{\varvec{n}}} \user2{ }\frac{{{\varvec{y}}_{{\varvec{i}}} /{\varvec{\beta}}_{{\varvec{i}}} }}{{\frac{1}{\Phi } - \frac{1}{{{\varvec{\gamma}}_{{\varvec{i}}} }}}}$$(3)where \(y_{i}\) gives the individual aggregate volume fraction for dominant class \(i\), \(\beta_{i}\) is the residual packing density pertaining to the aggregate class \(i\), is the virtual packing density when the class is isolated and completely packed and determined using the dry rodded unit weight test, \(\gamma_{i}\) is the virtual packing density calculated from the following equation;
$${\varvec{\gamma}}_{{\varvec{i}}} = \frac{{{\varvec{\beta}}_{{\varvec{i}}} }}{{1 - \mathop \sum \nolimits_{{{\varvec{j}} = 1}}^{{{\varvec{i}} - 1}} \left[ {1 - {\varvec{\beta}}_{{\varvec{i}}} + {\varvec{b}}_{{{\varvec{ij}}}} {\varvec{\beta}}_{{\varvec{i}}} \left( {1 - 1/{\varvec{\beta}}_{{\varvec{j}}} } \right)} \right]{\varvec{y}}_{{\varvec{j}}} - \mathop \sum \nolimits_{{{\varvec{j}} = {\varvec{i}} + 1}}^{{\varvec{n}}} \left[ {1 - {\varvec{a}}_{{{\varvec{ij}}}} {\varvec{\beta}}_{{\varvec{i}}} /{\varvec{\beta}}_{{\varvec{j}}} } \right]{\varvec{y}}_{{\varvec{j}}} }}$$(4)where \(a_{ij}\) and \(b_{ij}\) accounts for the loosening effect exerted by fine grains and wall effects exerted by coarser particles, respectively. Residual packing density is the virtual packing density when the class is isolated and completely packed. Nevertheless, all the aforementioned models are related to packing fraction of individual constituents and their combined fractions. This makes it difficult to incorporate very fine particles or their packing fractions [38].
-
(ii)
Optimization curves
Optimization curves used are based on continuously graded mixes which offer an integral particle size distribution facilitating the inclusion of very fine components at a relatively less effort. Continuous approach assumes the presence of all possible particle sizes without the absence of any class of materials [36]. Fuller curve proposed by Fuller and Thompson in 1907 is still practiced for design calculations [39]. A simple equation (Eq. 5) was used to describe the Fuller’s ideal curve;
$${\varvec{P}}\left( {\varvec{D}} \right) = \left( {\frac{{\varvec{d}}}{{\varvec{D}}}} \right)^{{\varvec{n}}} 100$$(5)where P(D) = fraction of total solids smaller than size d, \(d\) is the particle size, \(D\) is the maximum particle size and \(n\) = 0.5. It was pointed out that continuous grading improves the hardened properties of concrete. This curve was further refined by Andreasen and Andersen in 1930 for ideal packing [36, 38]. Tiniest particle size was considered to be infinitesimally in this model. Funk and Dinger [40] modified this ideology considering a finite size for the smallest particle referred to as the modified A&A model. Colloidal particles (< 0.1 µm) contribute to the flowability or rheology of concrete mixes which necessitates the minimum particle size [41]. Equations (6) and (7) represents the Andreasen model and modified A&A model, respectively.
$${\varvec{P}}\left( {\varvec{D}} \right) = \left( {\frac{{\varvec{d}}}{{\varvec{D}}}} \right)^{{\varvec{q}}} 100$$(6)$${\varvec{P}}\left( {\varvec{D}} \right) = \left( {\frac{{\left( {{\varvec{d}} - {\varvec{d}}_{0} } \right)}}{{\left( {{\varvec{D}} - {\varvec{d}}_{0} } \right)}}} \right)^{{\varvec{q}}} 100$$(7)where \(d_{0}\) is the minimum particle size of the distribution, \(q\) is the distribution modulus that gives the proportion of fine and coarse particles in the mixture. Coarse mixtures have \(q\) values > 0.5. Whereas, lower values of \(q\) < 0.5 represents a fine mixture. Optimal packing can be accomplished with a \(q\) value in the range of 0–0.28 [42]. Optimization algorithm based on Least Square Method (LSM) as presented in Eq. (8), is used to obtain an optimum fit between the composed and target mixtures by adjusting individual material proportions. The best mix composition is the one in which the sum of squares of residuals (RSSs), i.e., the deviation between the composed and target mix curves, at defined particle sizes is minimum. Several reported works have successfully produced high strength UHPFRC mixes employing the modified A&A model [8, 30, 38, 43,44,45].
$${\varvec{RSS}} = \mathop \sum \limits_{{{\varvec{i}} = 1}}^{{\varvec{n}}} \left[ {{\varvec{P}}_{{{\varvec{mix}}}} \left( {{\varvec{D}}_{{\varvec{i}}} } \right) - {\varvec{P}}_{{{\varvec{tar}}}} \left( {{\varvec{D}}_{{\varvec{i}}} } \right)} \right]^{2} \user2{ } \to {\varvec{min}}$$(8)Fixed optimization curves are comparatively simple as it requires only a smaller number of parameters. Commercial computer programs, for example, EMMA provided by Elkem, are easily available, but the particle characteristics like shape are not accounted for. On the other hand, a single distribution modulus is used to characterize the entire particle size distribution which can result in variations in grain sizes, as in practice, the theoretically densest packings might not often lead to the densest mixes [41].
-
(iii)
Statistical methods based on wet packing density
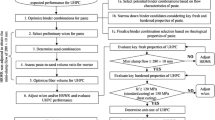
Besides empirical methods, efforts focused on packing density in wet conditions were also conducted to develop UHPC mixture [35, 46, 47]. Lubrication and flocculation effect from the addition of water and dispersion caused by HRWRs pose significant effects in the case of packing of fine particles (<100 µm). D-optimal design is used to establish the relation between the proportion of raw materials and their packing density making use of the ideal packing curves. D-optimal design converts the mixture design into a mathematical model in which the response is taken as the packing density and the individual material dosages as variables. Thereafter, the maximum packing density serves as an index to assess the packing model, wherein the optimal content of each component is determined. Statistical design software such as Design-Expert can be made use of for this purpose. Analysis of Variance (ANOVA) test can be then used to verify the adequacy of the developed model. Studies showed that UHPC with compressive strengths > 150 MPa, comprising of cement content around 650 kg/m3 and slump flow above 195 mm could be made possible with numerical optimization [35]. An attempt combining Artificial Neural Network (ANN) and D-optimal design study was also performed to achieve high packing density under wet condition [48].
4 Sustainable UHPFRC
Globally, 4.1 billion metric tons of cement is produced annually [49]. Every ton emits up to 622 kg of carbon dioxide which comes around 7% of worldwide emissions [50]. Sustainability accomplished by means of optimizations, cement replacement with industrial by-products, etc. can be considered as a solution to reduce such environmental impacts to a great extent.
Despite the numerous advantages of UHPFRC, the normal mixes demand higher content of cement (650–1100 kg/m3). Commercial mixes are about 20 times more expensive compared to conventional concrete. Owing to lower w/c, a considerable portion of cement is left unhydrated that could be replaced by cost efficient or even recycled materials [51]. Inactive fillers such as limestone powder could be used to replace 69% by weight of cement to produce UHPC with ultra-low cement content (280 kg/m3) without much reduction in its properties. Hardened mix exhibited a compressive strength of 104 MPa due to the irregular morphological characteristics and water absorption of the used filler, reduced autogenous shrinkage stabilized after 0.3 day as well as cracking risk [52]. Moreover, it has been found that the particle packing of the mixture skeleton will be lightly affected, as the size distributions of fly ash, Ground Granulated Blast furnace Slag (GGBS) and limestone powder are comparable to that of cement particles. Past studies have reported comparatively superior mechanical properties for GGBS incorporated UHPC [53]. About 40% of cement by volume could be profitably replaced with GGBS, a by-product from iron industry, with elevated curing and 20% by volume with standard water curing. This variation is due to the improved hydration reaction and bond strength between matrix and fiber in case of temperature curing. The increase in energy absorption further increases the fracture energy up to 60% compared to normal UHPC mixes. Besides, high volume of GGBS in mixes imparts denser microstructure due to the additional CSH gel formation [43]. Apart from conventional fine aggregates, coarse aggregates up to maximum nominal size of 6.25 mm were successfully incorporated to produce economical UHPFRC. Compressive strengths in excess of 150 MPa was achieved with a packing density of 0.696 comprising of 60% coarse aggregates, fresh state slump flow > 350 mm. Mixtures were thus produced with 40% cost reduction on an average compared to proprietary UHPC mixtures [10]. Recycled materials like red mud or rock dust were used as replacements for cement and quartz sand, respectively [54, 55]. Besides, efficient fiber application can also be considered to produce a sustainable UHPFRC mixture. Studies show maximum wet packing density up to a fiber content of 2% by volume in order to attain a dense matrix structure [56].
5 Conclusions
Ultra-High Performance Fiber Reinforced Concrete belongs to an advanced class of materials with superior mechanical as well as durability characteristics. From concrete repair to slender infrastructures, it has a wide range of applications. Key factors responsible for the production of UHPFRC include the optimum packing of its individual components, elimination of mixture heterogeneity, lower water-to-binder ratio and fiber enhanced ductility. Several methods such as multi-component particle packing models, ideal curves, are employed for the production of these mixes. Optimization curves are preferred to packing models in regard of their suitability in incorporating very fine particle sizes in the mixture. The modified A&A model is extensively used to make optimum UHPFRC mixes till date. An integration of the concept of wet packing density to this model can significantly yield higher quality mixes. However, UHPC mixtures demand proper selection of its raw materials, quality and construction procedures. Nonetheless, sustainability should be of interest as it is one of the pressing issues dealt by the construction sector. The production of UHPC could be made efficient by switching to cement or aggregate replacements, low energy mixing and curing, etc. It is to be noted that the careful selection of mineral admixtures and aggregates as cement and sand replacements allows the development of an eco-friendly concrete with relatively smaller environmental impact. Enhanced properties augmented with viable manufacturing solutions can make UHPFRC a powerful construction material.
References
Yoo, D. Y., & Yoon, Y. S. (2016). A Review on structural behavior, design, and application of ultra-high-performance fiber-reinforced concrete. International Journal of Concrete Structures and Materials, 10, 125–142. https://doi.org/10.1007/s40069-016-0143-x
Yu, R., Zhou, F., & Yin, T., et al. (2021) Uncovering the approach to develop ultra-high performance concrete (UHPC) with dense meso-structure based on rheological point of view: Experiments and modeling. Construction and Building Materials, 271. https://doi.org/10.1016/j.conbuildmat.2020.121500
Shi, C., Wu, Z., & Xiao, J., et al. (2015). A review on ultra high performance concrete: Part I. Raw materials and mixture design. Construction and Building Materials ,101, 741–751.
de Larrard, F., & Sedran, T. (1994). Optimization of ultra-high performance concrete by the use of a packing model. Cement and concrete research, 24(6), 997–1009.
Bajaber, M. A., & Hakeem, I. Y. (2021). UHPC evolution, development, and utilization in construction: A review. Journal of Materials Research and Technology, 10, 1058–1074. https://doi.org/10.1016/j.jmrt.2020.12.051
Nguyen Amanjean, E., Mouret, M., & Vidal, T. (2019). Effect of design parameters on the properties of ultra-high performance fibre-reinforced concrete in the fresh state. Construction and Building Materials, 224, 1007–1017. https://doi.org/10.1016/j.conbuildmat.2019.07.284
Buttignol, T. E. T., Sousa, J. L. A. O., & Bittencourt, T. N. (2017). Ultra high-performance fiber-reinforced concrete (UHPFRC): A review of material properties and design procedures. Revista IBRACON de Estruturas e Materiais, 10, 957–971. https://doi.org/10.1590/s1983-41952017000400011
Yu, R., Song, Q., Wang, X., et al. (2017). Sustainable development of ultra-high performance fibre reinforced concrete (UHPFRC): Towards to an optimized concrete matrix and efficient fibre application. Journal of Cleaner Production, 162, 220–233. https://doi.org/10.1016/j.jclepro.2017.06.017
Graybeal, B. A. (2005). Characterization of the behavior of ultra-high performance concrete, Dissertation.
Arora, A., Almujaddidi, A., & Kianmofrad, F., et al. (2019). Material design of economical ultra-high performance concrete (UHPC) and evaluation of their properties. Cement and Concrete Composites, 104. https://doi.org/10.1016/j.cemconcomp.2019.103346
Lampropoulos, A. P., Paschalis, S. A., Tsioulou, O. T., & Dritsos, S. E. (2016). Strengthening of reinforced concrete beams using ultra high performance fibre reinforced concrete (UHPFRC). Engineering Structures, 106, 370–384. https://doi.org/10.1016/j.engstruct.2015.10.042
Ramachandra Murthy, A., Karihaloo, B. L., & Priya, D. S. (2018). Flexural behavior of RC beams retrofitted with ultra-high strength concrete. Construction and Building Materials, 175, 815–824. https://doi.org/10.1016/j.conbuildmat.2018.04.174
Al-Osta, M. A., Isa, M. N., Baluch, M. H., & Rahman, M. K. (2017). Flexural behavior of reinforced concrete beams strengthened with ultra-high performance fiber reinforced concrete. Construction and Building Materials, 134, 279–296. https://doi.org/10.1016/j.conbuildmat.2016.12.094
Graybeal, B., Brühwiler, E., & Kim, B.-S., et al. (2020). International perspective on UHPC in bridge engineering. Journal of Bridge Engineering, 25, 04020094. https://doi.org/10.1061/(asce)be.1943-5592.0001630
Graybeal Benjamin, A. (2019). Design and construction of field-cast UHPC connections, HWA-HRT-19–011.
de La Varga (2018) Properties and behavior of UHPC-class materials. Publication: FHWA-HRT-18–036.
Sidodikromo, E. P., Chen, Z., & Habib, M. (2019). Review of the cement-based composite ultra-high-performance concrete (UHPC). The Open Civil Engineering Journal, 13, 147–162. https://doi.org/ https://doi.org/10.2174/1874149501913010147
Azmee, N. M., & Shafiq, N. (2018). Ultra-high performance concrete: From fundamental to applications. Case Studies in Construction Materials, 9. https://doi.org/10.1016/j.cscm.2018.e00197
Chan, K. W., & Kwan, A. K. H. (2014). Evaluation of particle packing models by comparing with published test results. Particuology, 16, 108–115. https://doi.org/10.1016/j.partic.2013.11.008
de Larrard, F., & Sedran, T. (2002). Mixture-proportioning of high-performance concrete. Cement and Concrete Research, 32, 1699–1704.
Toutlemonde, F., Généreux, G., Delort, M., & Resplendino, J. (2016). Product and design standards for UHPFRC in France. In First International Interactive Symposium on UHPC.
NF P 18–71016. (2016). National addition to Eurocode 2-design of concrete structures: specific rules for ultra-high performance fibre-reinforced concrete (UHPFRC).
Uchida, Y., Tanaka, Y., Katagiri, M., & Niwa, J. (2005). Outlines of JSCE “recommendations for design and construction of ultra high strength fiber reinforced concrete structures (Draft).” Concrete Journal, 43, 3–8. https://doi.org/10.3151/coj1975.43.3_3
Graybeal, B. (2018). The structural design of ultra-high performance concrete ACI 239C–Emerging Technology Report (ETR)
Ojha, P. N., Mittal, P., Singh, A., Singh, B., & Arora, V. V. (2020). Optimization and evaluation of ultra high-performance concrete. Journal of Asian Concrete Federation, 6, 26–36. https://doi.org/10.18702/acf.2020.6.6.26
Ragalwar, K., Heard, W. F., Williams, B. A., & Ranade, R. (2020). Significance of the particle size distribution modulus for strain-hardening-ultra-high performance concrete (SH-UHPC) matrix design. Construction and Building Materials, 234. https://doi.org/10.1016/j.conbuildmat.2019.117423
Eide, M. B., & Hisdal, J.-M. (2012). Ultra high performance fibre reinforced concrete (UHPFRC)–state of the art. COIN Project report 44, SINTEF Building and Infrastructure.
Nallathambi, P., & Karihaloo, B. L. (1984) Heaton BS Effect of specimen and crack sizes, water/cement ratio and coarse aggregate texture upon fracture toughness of concrete.
Jose, J., Nagarajan, P.,& Remanan, M. (2020) Utilisation of ultra-high performance fiber reinforced concrete(UHPFRC) for Retroffiting—A review. In IOP Conference Series: Materials Science and Engineering, (Vol 936, pp. 012033). https://doi.org/10.1088/1757-899X/936/1/012033
Yu, J., Zhang, B., Chen, W., & He, J. (2020). Experimental and multi-scale numerical investigation of ultra-high performance fiber reinforced concrete (UHPFRC) with different coarse aggregate content and fiber volume fraction. Construction and Building Materials, 260. https://doi.org/10.1016/j.conbuildmat.2020.120444
Vatannia, S., Kearsley, E., & Mostert, D. (2020). Development of economic, practical and green ultra-high performance fiber reinforced concrete verified by particle packing model. Case Studies in Construction Materials, 13. https://doi.org/10.1016/j.cscm.2020.e00415
Nicolaides, D., Kanellopoulos, A., Savva, P., & Petrou, M. (2015). Experimental field investigation of impact and blast load resistance of ultra high performance fibre reinforced cementitious composites (UHPFRCCs). Construction and Building Materials, 95, 566–574. https://doi.org/10.1016/j.conbuildmat.2015.07.141
Hannawi, K., Bian, H., Prince-Agbodjan, W., & Raghavan, B. (2016). Effect of different types of fibers on the microstructure and the mechanical behavior of ultra-high performance fiber-reinforced concretes. Composites Part B: Engineering, 86, 214–220. https://doi.org/10.1016/j.compositesb.2015.09.059
Khan, M. I., Abbas, Y. M., & Fares, G. (2017). Review of high and ultrahigh performance cementitious composites incorporating various combinations of fibers and ultrafines. Journal of King Saud University - Engineering Sciences, 29, 339–347.
Ghafari, E., Costa, H., & Júlio, E. (2015). Statistical mixture design approach for eco-efficient UHPC. Cement and Concrete Composites, 55, 17–25. https://doi.org/10.1016/j.cemconcomp.2014.07.016
Kumar, S., & Santhanam, M. (2003). Particle packing theories and their application in concrete mixture proportioning: A review The Indian Concrete Journal, 1324–1331.
Walraven, J., Fennis, S. A. A. M., & Walraven, J. C. (2012). Using particle packing technology for sustainable concrete mixture design. HERON, 57(2), 73–102.
Yu, R., Spiesz, P., & Brouwers, H. J. H. (2014). Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cement and Concrete Research, 56, 29–39. https://doi.org/10.1016/j.cemconres.2013.11.002
Fuller, W. B., & Thompson, S. E. (1907). The laws of proportioning concrete. In Proceedings of American Society of Civil Engineering.
Reitz, W. (1998). Predictive Process Control of Crowded Particulate Suspensions by J. E. Funk and D. R. Dinger. Materials and Manufacturing Processes, 13, 793–794. https://doi.org/10.1080/10426919808935304
Fruhstorfer, J. (2019). Continuous gap-graded particle packing designs. Materials Today Communications, 20. https://doi.org/10.1016/j.mtcomm.2019.100550
Brouwers, H. J. H. (2006) Particle-size distribution and packing fraction of geometric random packings. Physical Review E- The American Physical Society, 74. https://doi.org/10.1103/PhysRevE.74.031309
Ganesh, P., & Murthy, A. R. (2019). Tensile behaviour and durability aspects of sustainable ultra-high performance concrete incorporated with GGBS as cementitious material. Construction and Building Materials, 197, 667–680. https://doi.org/10.1016/j.conbuildmat.2018.11.240
Fan, D. Q., Yu, R., Shui, Z. H., et al. (2020) A new design approach of steel fibre reinforced ultra-high performance concrete composites: Experiments and modeling. Cement and Concrete Composites, 110. https://doi.org/10.1016/j.cemconcomp.2020.103597
Qian, D., Yu, R., & Shui, Z., et al. (2020). A novel development of green ultra-high performance concrete (UHPC) based on appropriate application of recycled cementitious material. Journal of Cleaner Production, 261. https://doi.org/10.1016/j.jclepro.2020.121231
Meng, W., Valipour, M., & Khayat, K. H. (2017) Optimization and performance of cost-effective ultra-high performance concrete. Materials and Structures, 50. https://doi.org/10.1617/s11527-016-0896-3
Wang, X., Yu, R., & Song, Q., et al. (2019). Optimized design of ultra-high performance concrete (UHPC) with a high wet packing density. Cement and Concrete Research, 126. https://doi.org/10.1016/j.cemconres.2019.105921
Dingqiang, F., Rui, Y., & Zhonghe, S., et al. (2020) A novel approach for developing a green ultra-high performance concrete (UHPC) with advanced particles packing meso-structure. Construction and Building Materials, 265. https://doi.org/10.1016/j.conbuildmat.2020.120339
Garside, M. (2021). World and U.S. cement production 2010–2020, webpage.
Brogan, C. (2021) Best ways to cut carbon emissions from the cement industry explored, webpage.
Korpa, A., Kowald, T., & Trettin, R. (2009). Phase development in normal and ultra high performance cementitious systems by quantitative X-ray analysis and thermoanalytical methods. Cement and Concrete Research, 39, 69–76. https://doi.org/10.1016/j.cemconres.2008.11.003
Ding, M., Yu, R., & Feng, Y., et al. (2021) Possibility and advantages of producing an ultra-high performance concrete (UHPC) with ultra-low cement content. Construction and Building Materials, 273. https://doi.org/10.1016/j.conbuildmat.2020.122023
Yu, R., Spiesz, P., & Brouwers, H. J. H. (2015). Development of an eco-friendly ultra-high performance concrete (UHPC) with efficient cement and mineral admixtures uses. Cement and Concrete Composites, 55, 383–394. https://doi.org/10.1016/j.cemconcomp.2014.09.024
Hou, D., Wu, D., & Wang, X., et al. (2021). Sustainable use of red mud in ultra-high performance concrete (UHPC): Design and performance evaluation. Cement and Concrete Composites, 115. https://doi.org/10.1016/j.cemconcomp.2020.103862
Yang, R., Yu, R., & Shui, Z., et al. (2020). Feasibility analysis of treating recycled rock dust as an environmentally friendly alternative material in ultra-high performance concrete (UHPC). Journal of Cleaner Production, 258. https://doi.org/10.1016/j.jclepro.2020.120673
Dingqiang, F., Yu, R., & Kangning, L., et al. (2021). Optimized design of steel fibres reinforced ultra-high performance concrete (UHPC) composites: Towards to dense structure and efficient fibre application. Construction and Building Materials, 273. https://doi.org/10.1016/j.conbuildmat.2020.121698
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Jose, J., Nagarajan, P., Remanan, M. (2023). An Overview of the Mixture Design Approaches for UHPFRC. In: Hau, K.K., Gupta, A.K., Chaudhary, S., Gupta, T. (eds) Recent Advances in Structural Engineering and Construction Management . Lecture Notes in Civil Engineering, vol 277. Springer, Singapore. https://doi.org/10.1007/978-981-19-4040-8_50
Download citation
DOI: https://doi.org/10.1007/978-981-19-4040-8_50
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-4039-2
Online ISBN: 978-981-19-4040-8
eBook Packages: EngineeringEngineering (R0)