
Abstract
In this paper, evaluation of the effects of sliding distance and rubbing and wear action on basalt epoxy composites added with Pongamia oil cake by using the steel disk on the wear testing machine has been presented. The emphasis is given to wear rate and co-efficient of friction as a function of sliding distance (2000–10,000). Fillers such as Pongamia-filled basalt epoxy composites were fabricated using vacuum-assisted resin transfer technique. The results indicate that a POC-filled basalt epoxy specimen indicates superior wear characteristics at all conditions. It was found that wear loss is higher with higher the sliding distance and wear rate reduced with higher sliding distance. It is also found that 45% wear rate improvement for 3 wt% POC, 6 wt% POC-filled B-E composites compared to unfilled composites. The operating wear mechanism has been studied using the scanning electron microscope. The SEM images indicate more damage to the matrix and neat B-E samples compared to POC-added specimen.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Tribology is a technique used for study of friction, wear, and lubrication [1]. Polymer and their compounds are liable in various applications such as belts, tires, fiber boats, and bearings [2]. For use in these conditions, the composites possess excellent mechanical and tribological properties. However, epoxy resin possess other holdings such as adhesion, machine-driven and electrical properties, and high thermal and chemical resistance. Also, epoxy molded form has higher strength and contraction [3, 4], whereas basalt fabric reinforcement in PMCs improves stiffness, compressive strength, and enhanced wear resistance. One example automotive application is control arm mounting or ball joint in the cars. In such situations, PMSs are operated at relatively high environment up to 120 °C [5,6,7]. Substitution of fillers in polymer provides alternative metallic components in many technical applications in general. Wear and friction utilization in particular Muralidhara et al. [8] studied on machine-driven, thermal, and wear and friction properties of carbon-fiber filled with boron nitride epoxy-filled specimens and concluded that boron nitride-filled specimens showed excellent results. BN1% specimens show better damping properties, while BN5% shows larger Tg values. Substitution of fillers in polymer provides alternative metallic components in many technical applications in general. Tanushree behra et al. [9] reported on wear and friction behaviour on cenosphere filled with AL-Sil2 matrix alloy. The results indicate that homogenous distribution of cenoshpere particles in matrix alloy. The mechanical properties are improved with cenosphere particles. The matrix alloy has highest wear rate of 0.9 × 10–5 N/m, where the wear rate of 10 wt % c/s is 0.55 × 10–5 N/m. Akshat et al. [10] reported on outcome of filler on wear behavior o PMC composites. They concluded that with higher wear loss with the higher sliding velocity and applied load. It was also observed that including SIC filler in the composite reduces the voids but also improves wear resistance. Suresh et al. [11] reported on machine-driven properties of G-E specimens with graphite addition and concluded that by addition of graphite filler in G-E specimens, there was an excellent enhancement in machine-driven properties. SEM image indicates matrix fracture and fiber fracture. Kumaresan et al. [12] studied on wear behavior of carbon epoxy with filled and unfilled silicon carbide filler. larger velocity and larger load indicates higher wear loss. The inclusion of SIC filler in C-E specimen improves machine-driven properties. Kurahatti et al. [13] studied dry sliding wear behavior of epoxy reinforced with nano-ZrO2 particles and concluded that Nano-ZrO2 particles reduces the friction co-efficient and wear rate of epoxy specimens sliding against the steel. The wear behavior of nano-composites increases with increasing the content of nano-ZrO2. Vishal et al. [14] reported on wear and tribo-film characterization of bamboo-CNT peek composites with diamond particles The COF for the peek composite was lower than virgin peek. The wear resistance was enhanced by 39% for S4 sample when compared to virgin peek at max loading condition. The aim of the research was to find the effect of slipping distance on wear and friction of Pongamia oil cake-filled B-E specimens. Wear test was conducted on Pongamia oil cake-B-E specimen by using pin-on-disk machine as per ASTM standards. At the end, SEM pictures of wear surfaces were evaluated.
2 Experimentation
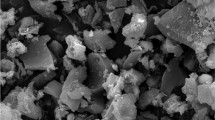
Basalt fiber 360 g/m2 of dimension was procured from M/s ATT Pvt. Mumbai, India. Dry and fabricated compound specimen is as shown in Fig. 1a, b. The size of fabric used was about 20 µm for this work. The matrix (LYS052) and hardener were obtained from Peenya India. Filler Pongamia oil cake filler size 70 μm is depicted in Fig. 2a, b. The fiber is an organic fiber having qualities such as higher heat resisting capacity and chemical support. The fiber consists of K2O, NAO2, CaO, and FeO2, FEO, Al2O3. Epoxy resin is brittle in nature and has lesser impact resistance; such characteristics does not furnish good wear achievement. The inclusion of filler with the epoxy provides the larger weight bearing and enhances wear resistance. The wear behavior of epoxy matrix can be improved by the inclusion of fillers such as Pongamia oil cake which acts as a lubricant, reduces friction, and increases wear resistance.

a Basalt fabric, b basalt fiber composite before test

a SEM image of Pongamia oil cake, b Pongamia oil cake
2.1 Fabrication Techniques
Epoxy resin Ly5052 and cycloaliphatic amine hardener Hy5052 were used 100:38% on load basis. The specimens were tested by using the resin transfer molding technique and manufacturing process as referred by Paper Mohan et al. [15]. The percentage of fiber, resin, and filler and sample designation code obtained is shown in Table 1. The laminates obtained are of dimensions 250 mm × 250 mm × 1.5 mm as cut sample of dimension 5 mm × 5 mm by using the wire cutting machine. Digital photo of the B-E laminate containing different fillers is indicated in Fig. 3.

Digital photo of B-E composite containing different fillers after post-curing
2.2 Methods
Wear properties of specimen were evaluated on wear testing machine according to ASTM-G-99. In this experiment, the pin was held on rotating disk such that the constant surface of the pin is flat. The roughness of steel disk (EN32) is 0.65 μm. Samples were made to size of 5 mm × 5 mm × 3 mm by using diamond cutter (D-shore hardness of POC-filled pin about 82). The wear test is performed at a constant load of 60 N and constant sliding velocity 8 m/s but varying the sliding distance such as 2000 m, 4000 m, 6000 m, 8000 m, and 1000 m. The wear loss is calculated by volume loss procedure by using transducer set-up in disk machine. The picture of wear testing machine is depicted in Fig. 4. The wear rate is found by the equation.

Pin-on-disk machine for wear test machine
Specific wear rate
Friction co-efficient
3 Results and Discussion
3.1 Wear Loss Versus Sliding Distance
Figure 5 shows plot of wear loss with related to sliding distance of neat B-E samples and Pongamia oil cake-filled basalt epoxy samples tested on pin-on-disk machine. It is noticed that wear loss of specimens rises with the rise in sliding distance. The reason behind is maximization of temperature with larger sliding distance; accordingly, heated ductile surface occurs [16]. The debris consist of trimmed irregular matrix involving crippled basalt particles and wear dust on the counterface. These grains present at the contact zone, and some time, it forms tribo-film on the steel counter face [17,18,19]. During situation, polymer material acts as a boundary to the surface and diminishes the toughness, and dust particles can perform third body dominant to increase roughening of surface. This behavior can be due to the existence of POC particles (oil-cake particles) which act as a barrier to avoid extensive dissolution of matrix. The basalt material strengthens the specimen, while oily behavior of POC grains act as lubricant, thus enhancing improved wear resistance [20]. The epoxy matrix wears out more in the initial period of sliding distance 4000 m since the top and bottom layers of B-E sample have a resin rich surface [21].

Sliding distance versus wear loss
3.2 Specific Wear Rate Versus Sliding Distance
The graphical representation of wear rate versus sliding distance is indicted in Fig. 6. The wear rate reduced with larger in sliding distance. The lowest Ks value of 0.9375 × 10−5 mm3/N m is at a sliding distance of 8000 m for 6 wt% Pongamia oil cake-filled B-E composites, and highest Ks value of 8.3975 × 10−5mm3/N m for unfilled basalt epoxy composites at 2000 m sliding distance was obtained. Two categories of wear were detected in neat basalt epoxy composites. They are (i) matrix wear and (ii) fiber wears. The matrix damage appears as a result of more abrasion, scratch, and crack during sliding. Fiber damage appears as a result of fiber rupture, fiber cracking, and fiber rubbing. As related to neat Table 2 basalt epoxy, POC-filled B-E specimen indicates lesser specific wear rate. This was due to loaded proteins and minerals, present in POC, which form a tribo-film and oily behavior of film and cut down the wear rate [20].

Sliding distance versus specific wear rate
3.3 Friction Co-efficient Versus Sliding Distance
The change of co-efficient of friction with varying slipping distance at constant load of 60 N is shown in Fig. 7. When the sliding distance is increased, COF increases for unfilled B-E composites. But COF decreases for filled B-E composites, and it acts as a antiwar additives in the composite materials The co-efficient of friction increases with increasing the sliding distance up to 6000 m for both unfilled and POC-filled B-E composites. But beyond the 6000 m shows the steady state value of co-efficient of friction. The 6 wt% of POC-filled B-E composites shows the reduction in co-efficient of friction from 4000 to 10,000 m sliding distance as compared to unfilled B-E composites. As the sliding distance is higher, more temperature is developed, and therefore, higher fiber destruction appears. The POC particles due its oily nature act as lubricant which reduces the friction at higher sliding distance. The COF is mixed trend, and it is not a fixed trend observed due to hard particles swept on the surface of the composites. The variation of COF of POC/epoxy specimens was as result of lubricating type of POC in the specimens. The reason behind is lesser and uniform COF, and heat produced at the time of sliding would be limited. This bypasses heat and thermal deterioration of the compounds. This accordingly lowers the material elimination rate due to sliding [21,22,23].

Sliding distance versus co-efficient of friction
3.4 Worn-Surface Morphology
The SEM images of worn surface of neat and POC-filled B-E compound samples at different sliding distances 2000–10,000 m are indicated in Fig. 8a–d, respectively. The minimum run (at 2000 m) sliding distance Fig. 8a that shows the diffusion of matrix, matrix fracture, and masking of fibers. It was observed that fiber destruction results in larger wear of matrix and fibers. Higher damage of fiber and matrix with void formation. The surface features of POC-filled composite are shown in Fig. 8b–d. Figure 8b higher run (at 4000 m), masking of fibers by epoxy matrix together with Pongamia in avoiding the extensive disintegration was noticed. Figure 8c indicates tribo-film formation and mild wear.

a Unfilled basalt epoxy composites at 2000 m sliding distance, b 3 wt% POC-filled basalt epoxy composite at 4000 m sliding distance, c 6 wt% POC-filled basalt epoxy composite at 4000 m sliding distance, d 3 wt% POC-filled basalt epoxy composite at 10,000 m sliding distance
This is due to the existence of oil grains in POC in resin which appear as brownish colored tribo-film on disk, which stands for lubricants and lowers the destruction of specimen and avoids the breaking of specimen. Figure 8d shows the specimens run at higher sliding distance (10,000 m) which were more polished, and basalt fiber rupture was controlled with the inclusion of POC. Superior wear protection and good bonding and less void content are displayed after the inclusion of oily lubricating features of POC in basalt epoxy composites [20].
4 Conclusion
The tribological properties of unfilled and POC-filled B-E specimens depend on parameters such as sliding distance and load. Wear loss is higher with higher sliding distance. But POC-filled basalt epoxy for both 3 wt% and 6 wt% POC indicates better wear resistance as compared to unfilled specimens. The specific wear rate decreases with higher sliding distance. The SEM pictures indicate matrix cracking, fiber damage, and exposure of fibers due to wear of matrix.
References
Friedrich K, Lu Z, Hagar AM (1995) Recent advances in polymer composites tribology. Wear 190(2):139–144
Zhang SW (1998) State of the art of polymer tribology. Tribol Int 31(1–3):49–60
Kalpakjain S, Schmid SR (2004) Manufacturing Engineering and technology, chap 7, 4th edn. Pearson Education, Singapore PTC Ltd Publishing, pp 190–194 (2004)
Lancaster JK (1968) The effect of carbon fiber reinforcement on friction and wear of polymers. Appl phys I:549–555
Friedrich K, Zhang Z, Schlarb AK (2005) Effect of various fillers on the sliding wear of polymer composites. J Compos Sci Tech 65:2329–2343
Hager AM, Davis M (1986) Short-fiber reinforced, high temperature resistance polymers for a wide field of tribological applications. Recent Adv Compos Teratol 1:363–396
Stachowiak GW, Batchelor AW (2001) Engineering tribology, 2nd edn. Butterworth-Heinemann-Jordon Hill Publications, Oxford, UK
Muralidhara B, Kumaresh Babu SP, Suresha B (2020) Studies on mechanical, thermal, and tribological properties of carbon fiber-reinforced boron-nitride-filled epoxy composites. High Perform Polym 32:9
Bera T, Acharya SK, Sutradhar G (2019) Mechanical and dry sliding wear behavior of LM6/cenosphere composites. Int J Eng Sci Technol 11:1–9
Akshatha BS, Gowda T (2015) Effect of Various particle sizes of filler on dry sliding wear behaviour of fiber reinforced polymer matrix composites. Int J Eng Res Technol 4:07
Suresha B, Chandramohan G, Renukappa NM, Siddaramaiah (2007) Mechanical and tribological properties of glass–epoxy composites, with and without graphite particulate particulate filler. J Appl Poly Sci 103(4):2472–2480
Kumaresan K, Chandramohan G, Sureha B (2012) Dry sliding wear behavior of carbon-reinforced epoxy composites. Compos Interfaces 18(6):509–526
Kurahatti RV, Surendranathan AO, Ramesh Kumar AV (2014) Dry sliding wear behaviour of epoxy reinforced with nano-ZnO2 particles. Procedia Mater Sci 5:274–280
Vishal K, Rajkumar K, Annamalai VE (2021) Wear and tribofilm characterization of bamboo CNT (B-CNT)-peek composite with incremental blending of submicron synthetic diamond particles. Wear 466–467:203556
Mohan N, Natarajan S, KumareshBabu SP, Sidramaigh S (2012) Studies on erosive wear behavior of UHMWPE filled aramid hybrid epoxy composites. Mater Manuf Process 27(4):430–435
Zum Gahr KH (1987) Microstructure and wear of materials. Tribology series, vol 6. Elsevier, Amesterdam
Bahadur S (2000) The development of transfer layer on and their role in polymer teratology. Wear 245:92–95
Bhahadur S, Gong D (1992) The role of copper compounds as fillers in the transfer and wear behavior of polyetheretherketone. Wear 154:151–165
Suh NP, Saka N (1980) Fundamentals of tribology. MIT press, Massachusetts
Mohan N, Natarajan S, Kumareshbabu SP (2011) Investigation on sliding wear behavior and mechanical properties of Jatropha-oil-cake filled basalt epoxy composites. J Am Oil Chem Soc 88:111–117
Suresh B, Chandramohan G, Sampathkumaran P, Sadananda Rao PR (2006) Friction and slide wear characteristics of glass epoxy and glass epoxy filled with SIC composites. Int J Eng Mater Sci 13:535–554
Shivamurthy B, Murthy K, Ananda S (2015) Mechanical properties and sliding wear behavior of Jatropha seed cake waste/epoxy composites. J Mater Cycles Waste Manage 17:144–156
Vishal K, Rajkumar K, Sabarinathan P (2022) Effect of recovered silicon filler inclusion on mechanical and tribological properties of polytetrafluoroethylene (PTFE) Compos 14(9):4601–4610. https://doi.org/10.1007/s12633-021-01250
Acknowledgements
The authors wish to express their gratitude for provision of experimental facilities available in Dr. Ambedkar Institute of technology Bangalore. We are also thankful to Dr. N. Mohan Professor IEM Dept Bangalore.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Tavadi, A.R. et al. (2023). Effect of Sliding Distance on Tribological Behavior of Pongamia Oil Cake-Filled Basalt Epoxy Composites. In: Rajkumar, K., Jayamani, E., Ramkumar, P. (eds) Recent Advances in Materials Technologies. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-3895-5_6
Download citation
DOI: https://doi.org/10.1007/978-981-19-3895-5_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-3894-8
Online ISBN: 978-981-19-3895-5
eBook Packages: EngineeringEngineering (R0)