
Abstract
The objective of this research was to investigate the effect of melt thermal treatment on microstructure and mechanical properties of Al–7Si alloy. Various characterization techniques and testings such as optical microscopy, scanning electron microscopy, tensile test and hardness test were carried out to evaluate the samples. The results showed that the melt thermal treated alloys have a more refined structure than that of the unrefined and chemically refined alloys. This led to a considerable improvement in tensile strength, hardness and ductility in the melt thermal treated alloys. The ultimate tensile strength, hardness and elongation of the only melt thermal treated alloys are observed to 153 MPa, 82 HRB and 14.8%, respectively, compared to 143 MPa, 72 HRB and 13.1% in the case of unrefined alloy. In the final microstructure of the melt thermal treated Al–7Si alloy most of the primary dendritic arms were found to be broken, which is an evidence of grain refinement. Besides, melt thermal treated alloy was observed to show refined Si to a certain extent. The average length of eutectic Si was lesser in case of the sample that had undergone both melt thermal treatment and Sr-modification than the only Sr-modified alloy.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Melt thermal treatment
- Microstructure
- Al–7Si alloy
- Grain refiner
- Grain modifier
- Eutectic Si
- α-Al dendritic
Introduction
With the advancement of automobile and aerospace industries, the requirement for metal parts with high specific mechanical properties is continuously increasing as they provide high performance, along with less fuel consumption. Al–Si alloys are a group of lightweight cast metals, which are normally used to lighten a structure in comparison to that of steel. This is because of its high strength to weight ratio, better corrosion resistance, excellent thermal and electrical conductivities. Hence, the cast Al–Si alloys have widely been used for the production of engine components in automobile and aerospace industries [1, 2]. However, microconstituents of the cast Al–Si alloys consist of coarse α-Al dendritic structure and needle-like Si particles in unmodified condition, which reduces toughness and ductility significantly. This structure could be refined and modified by various methods leading to a finer equiaxed α-Al dendrite and short needle or fibrous Si, which exhibit better mechanical properties. In the conventional casting process, the refinement and modification can be achieved by following methods [3,4,5,6]: thermal method such as superheating and rapid cooling; chemical method such as introducing inoculants; mechanical vibration and electromagnetic induction.
Various elements were used in the past as the grain refiners and modifiers such as Na, Sr, Sb, Ti, Ba, Ca and several rare earth elements. Sr-based alloys are most widely used as modifiers, and Al–5Ti–B and rare element-based alloys are used as grain refiners for Al–Si alloys [7,8,9,10,11]. Commercially Al–Ti–B master alloys have TiB2 particles, which form a layer of Al3Ti on these particles. These particles act as heterogeneous nucleation sites for solidification of primary aluminium dendrites [12,13,14]. However, these grain refiners are not effective when the silicon content is greater than 5 wt%. This is because Ti reacts with Si to form Al–Ti–Si ternary phases and therefore effective refinement does not take place [15, 16]. The grain modifiers are also associated with different problems like Na has poor retention in the melt due to low boiling point, Sb has toxic effect and Sr-based modifier cause the absorption of hydrogen [16,17,18,19].
With the development of casting practices, some melt processes such as melt thermal treatment (MTT) have been developed which can refine and modify Al–Si alloys structure to a certain extent without the addition of foreign substances. Melt thermal treatment is a melt process in which one part of melt is superheated by 200 °C above actual temperature and is then quenched up to pouring temperature by the addition of the other low temperature melt part. Mixing of the superheated part with the low temperature melt part increases the nucleating sites for the α-Al and hence results in grain refinement along with modification to a certain extent [20]. Various researches have been conducted [21,22,23] on the effects of MTT on hypereutectic Al–Si alloys, but very limited work is carried out to find the effects of MTT on hypoeutectic Al–Si alloys. The objective of this research work is to investigate the effect of MTT on microstructure and mechanical properties of Al–7Si alloy.
Materials and Methods
Al–7Si alloys were prepared by melting commercially pure Al (99.8%) and Al–15Si master alloy in desired proportion at 720 °C in an electrical resistance muffle furnace. The prepared alloy was degasified by the addition of C2Cl6 tablets into the melt. In chemical refining process, the prepared melt was added with 0.5% grain refiner (Al–5Ti–1B) and a holding time of 15 min was then provided. The modification was carried out by the addition of Al–5Sr (Sr ~ 250 ppm) in selected samples. Finally, refined and/or modified melt was poured into preheated graphite mould of dimensions 20 mm diameter and 150 mm height for casting.
In case of MTT, prepared melt was divided into two parts. In one part, the melt temperature was raised by 150 °C and was known as the superheated melt. The other half melt temperature was decreased by 150 °C and was known as the low temperature melt. Each melt was placed in different furnaces and was hold at respective temperatures for 15 Min. Then the superheated melt was poured into the low temperature melt followed by stirring and pouring into a preheated graphite mould. Chemical compositions of commercial pure Al, Al–15Si master alloy, Al–5Ti–1B and Al–5Sr as investigated by optical emission spectrometer (OES) (Spectrolab) are given in Table 9.1. The sample codes, and the percentage weight of refiner and modifier that have been added in various alloys are given in Table 9.2. The prepared alloys were then went through sectioning, wet grinding (SiC emery paper) and polishing by Al2O3 suspension on velvet cloth. The polished samples were finally etched with Keller’s regent (95% H2O, 2.5% HNO3, 1.5% HCl, 1% HF) for dendritic structure examination and with Poulton’s etchant (60%HNO3, 30% HCl, 5% HF, 5%H2O) for grain size measurement. The microstructure of the alloys were captured with the help of an optical microscope (Zeiss Axio vert. A1) and grain size analysis was carried out on the obtained images using ImageJ software by line intercept method. Investigation of changes in morphology of eutectic Si with different treatments was carried out using field emission scanning electron microscope (FE-SEM, Nova Nano SEM 450) [24, 25].
The ultimate tensile strength (UTS) was measured on a tensile testing machine (Model: H25KL, Tinius Olsen) at a strain rate of 1 mm/min. The testing was carried out on at least two different samples having dimenions (gauge diameter = 6 mm and gauge length = 24 mm) prepared under similar conditions to ensure reproducibility of the results. Hardness was measured on a Rockwell hardness testing machine using B scale. The reported results are the average of 5 different reading each taken on two different specimens prepared under similar conditions.
Cooling curve analysis was done to co-relate the results of thermal analysis with that of the microstructural analysis. Figure 9.1 shows experimental set-up of cooling curve analyzer in which prepared melt was poured into a clay crucible with a centrally located K-type thermocouple, and thermal parameters such as undercooling and eutectic temperature was recorded by a data logger.

Experimental set-up for cooling curve analysis
Results and Discussion
Microstructural Analysis
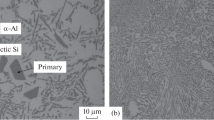
Figure 9.2 comparatively shows the changes in microstructure of Al–7Si alloys after the addition of 0.5 wt% grain refiner (Fig. 9.2c, d) and melt thermal treatment (Fig. 9.2e, f). First column microstructures are captured after etching with Keller's reagent at 100× magnification (Fig. 9.2a, c, e). The results indicate that the sample which is treated by MTT has broken dendritic structure. This also implies lower average length of primary dendritic arms (λ) in case of MTT alloys than in case of unrefined and refined alloys.

Optical microstructure a, b Al–7Si, c, d Al–7Si–0.5GR and e, f Al–7Si–MTT
Second column microstructures are captured after etching with Poulton’s regent at 50× magnification (Fig. 9.2b, d, f). It has been observed that the grain size of α-Al reduced by ~12% after the addition of grain refiner and reduced by ~45% after the MTT method. In the case of grain refiner addition, Ti might be reacting with the Si in the melt to form intermetallic phases [16]. This leads to a reduction in effectiveness of grain refinement result. In the case of the MTT method, mixing of melts create a lot of small sized uniformly distributed atomic clusters and broken arms which in turn act as nucleation sites for α-Al [22]. This leads to a significant reduction in grain size.
Scanning electron microscope (SEM) images of unrefined alloys (Fig. 9.3a, b) and MTT alloys (Fig. 9.3c, d) indicate that the morphology of the eutectic Si remains similar in both the cases. However, the average length of eutectic Si is found to be lesser in the case of MTT alloys, which is expected to improve ductility of the alloy. The structure (Fig. 9.3a, b) also confirms that the value of λ is lesser in the case of MTT samples.

SEM images a Al–7Si, b Al–7Si, c Al–7Si–MTT and d Al–7Si–MTT
Figure 9.4 shows the SEM images of samples treated both with MTT and Sr-modifier (Fig. 9.4a, b), and only with Sr-modifier (Fig. 9.3c, d). The images (b and d) indicate that the morphology of eutectic Si has changed from needle to fibrous in both cases. However, average length of eutectic Si is found to be lesser in case of the samples treated both with MTT and Sr-modifier than those treated only with Sr-modifier. The MTT alloys have also shown better roundness of eutectic Si.

SEM images a Al–7Si–MTT-1GM, b Al–7Si–MTT–1GM, c Al–7Si–0.5GR–1GM and d Al–7Si–0.5GR–1 GM
Cooling Curve Analysis
Table 9.3 shows the results obtained from the cooling curve analysis. It can be observed that the amount of undercooling has lowest value (0.47) in the case of the MTT alloys.
Higher undercooling indicates poor nucleation rate and hence leads to poor grain refinement [26]. The level of modification is indicated by ∆T (difference in eutectic temperature of unmodified alloy vs. modified alloy). The higher value of ∆T indicates a higher level of modification. The ∆T is observed to be higher (4.24) in the case of MTT alloys indicating a higher level of modification of the microstructure than that of the chemically refined alloys.
Mechanical Properties
Figure 9.5 shows variation in mechanical properties of the Al–7Si alloy after different treatments. It can be observed that chemical refined alloy (AG) have not shown any significant improvement in ultimate tensile strength, hardness over the unrefined alloys. However, the ductility is observed to improve by 21%. In the case of the alloy that has gone through grain refinement along with modification (AGM), the ductility has shown significant improvement (~39%) over the only refined alloy. This is attributed to the drastic change in morphology of eutectic Si from needle to short rod or fibrous. It can also be observed that MTT alloys (AMT and AMTM) show better ultimate tensile strength, hardness and ductility than the chemical refined and modified alloys. The UTS, hardness and elongation of the only MTT treated alloys (AMT) are observed to 153 MPa, 82 HRB and 14.8%, respectively, and that of the MTT treated along with modified (AMTM) are observed to be 159 MPa, 88 HRB and 19.1%, respectively. This improvement is attributed to lesser value of the average diameter of eutectic Si particles and its better roundness in the case of AMTM alloys.

Variation in mechanical properties with different treatment a UTS, b hardness and c elognation
Conclusions
The following conclusions may be made from the present study.
-
MTT method reduces length of primary dendrites arms (λ) and refines eutectic Si to a certain extent.
-
Modification along with MTT results in a smaller average length of eutectic Si than the only modified alloy.
-
Cooling curve results indicate that the MTT alloy requires lesser amount of undercooling for solidification of primary Al dendrites.
-
MTT alloys show better mechanical properties than only chemically refined alloy.
References
Kaufman JG (2006) Mechanical engineers handbook: materials and mechanical design, 3rd edn. ASM International Light Alloys, Ohio
Ye H (2003) An overview of the development of Al–Si-alloy based material for engine applications. J Mater Eng Perform 12:288–297
Zuo XR, Zhong ZG (2006) Effect of united refining and modification on mechanical properties of A356 aluminium alloys. Trans Nonferrous Metals Soc China 16(S3):1419–1424
Wang ZJ (2012) Influence of the remelting on the refining properties of a new green Al−Ti−B–RE master alloy. Rare Metal Mater Eng 41(2):577−580
Lu SZ, Hellawell A (1985) Growth mechanisms of silicon in Al–Si alloys. J Cryst Growth 73(2):316–328
Lu SZ, Hellawell A (1987) The mechanism of silicon modification in aluminium–silicon alloys: Impurity induced twinning. Metall Mater Trans A 18:172–1733
Tsai YC, Chou CY, Jeng RR, Lin CK (2011) Effect of rare earth element addition on microstructures and mechanical properties of A356 alloy. Int J Cast Metals Res 24(2):83–87
Lu SZ, Hellawell A (1995) Modification of Al-Si alloys: microstructure, thermal analysis, and mechanisms. JOM 47:38–40
Knuutinen A (2001) Modification of Al–Si alloys with Ba, Ca, Y and Yb. J Light Met 1:229–240
Lee YC, Dahle AK, StJohn DH, Hutt JEC (1999) The effect of grain refinement and silicon content on grain formation in hypoeutectic Al–Si alloys. Mater Sci Eng A 259(1):43–52
Birol Y (2012) Performance of AlTi5B1, AlTi3B3 and AlB3 master alloys in refining grain structure of aluminium foundry alloys. Mater Sci Technol 28:481–486
Sritharan T, Li H (1997) Influence of titanium to boron ratio on the ability to grain refine aluminium–silicon alloys. J Mater Process Technol 63:585–589
Nafisi S, Ghomashchi R (2006) Grain refining of conventional and semi-solid A356 Al–Si Alloy. J Mater Process Technol 174:371–383
Kori SA, Auradi V, Murty BS, Chakraborty M (2005) Poisoning and fading mechanism of grain refinement in Al–7Si alloy. Mater Forum 29:387–393
Qiu D (2007) A mechanism for the poisoning effect of silicon on the grain refinement of Al–Si alloys. Acta Mater 55:1447–1456
Johnsson M, Bäckerud L (1993) Study of the mechanism of grain refinement of aluminum after additions of Ti- and B-containing master alloys. Metall Mater Trans A 24:481–491
Shankar S, Riddle YW, Makhlouf MM (2004) Nucleation mechanism of the eutectic phases in aluminum–silicon hypoeutectic alloys. Acta Mater 52:4447–4460
Gruzleski JE (1992) The art and science of modification: 25 years of progress. AFS Trans 100:673–682
Eguskiza S, Niklas A, Djurdjevic M (2015) Study of strontium fading in Al–Si–Mg and Al–Si–Mg–Cu alloy by thermal analysis. Int J Metal Cast 45–50
Wang J, He S, Sun B, Li K, Shu D, Zhou Y (2002) Effects of melt thermal treatment on hypoeutectic Al–Si alloys. Mater Sci Eng A 338:101–107
Xiufang B, Weimin W (2000) Thermal-rate treatment and structure transformation of Al—13wt% Si Alloy melt. Mater Lett 44:54–58
Wang Q, Haoran G (2006) Study of melt thermal-rate treatment and low-temperature pouring on Al- study of melt thermal-rate treatment and low-temperature pouring on Al-15 % Si alloy. J Mater 65:958–966
Wang Q, Geng HS, Zhang S (2014) Effects of melt thermal- rate treatment on Fe-containing phases in hypereutectic Al–Si alloy. Metall Mater Trans A 45:1621–1630
Verma A, Baurai K, Sanjay MR, Siengchin S (2020) Mechanical, microstructural, and thermal characterization insights of pyrolyzed carbon black from waste tires reinforced epoxy nanocomposites for coating application. Polym Compos 41(1):338–349
Verma A, Singh C, Singh VK, Jain N (2019) Fabrication and characterization of chitosan-coated sisal fiber–Phytagel modified soy protein-based green composite. J Compos Mater 53(18):2481–2504
Shabestari SG, Malekan M (2010) Assessment of the effect of grain refinement on the solidification characteristics of 319 aluminum alloy using thermal analysis 492:134–142
Acknowledgements
The authors are grateful to the Technical Education Quality Improvement Programme (TEQIP-III), MNIT Jaipur for providing funding to carry out the research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Manani, S., Yadav, S., Pradhan, A.K. (2023). Evaluation of the Effect of Melt Thermal Treatment on Microstructure and Mechanical Properties of Al–7Si Alloy. In: Manik, G., Kalia, S., Verma, O.P., Sharma, T.K. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-2188-9_9
Download citation
DOI: https://doi.org/10.1007/978-981-19-2188-9_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-2187-2
Online ISBN: 978-981-19-2188-9
eBook Packages: EngineeringEngineering (R0)