
Abstract
In recent years, perovskite solar cells (PSCs) have attracted extensive attention from researchers because of their superior photoelectric conversion efficiency (PCE). However, the effective area of the reported high-efficiency devices is too small to satisfy the requirements of industrial production. The preparation of large-area perovskite battery is the only way to achieve industrialization and the key is how to prepare an extensive area of high-quality perovskite film. In this paper, ink-jet printing (IJP) was used to prepare a perovskite thin film through adjusting printing parameters, including printing voltage, printing distance, ink droplet size, substrate temperature, annealing temperature, etc. The effects of printing parameters on the growth of perovskite crystals and the morphology of the thin film were discussed, the optimal parameters were determined, and a uniform perovskite thin film was obtained.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Organic-inorganic hybrid perovskite materials have been used for preparing solar cells because of their high photoelectric conversion performance, and the efficiency has been soaring, while the preparation of large-area PSCs has also attracting considerable research interest. So far, most of the high-efficiency cells reported are still small-area cells, which cannot meet the needs of industrialization. So, it is important to investigate the preparation of large-area PSCs, which the key lies in preparing large-area, high-quality perovskite film. The main methods used to manufacture perovskite film are spin coating, vacuum vapor deposition, dip coating and ink jet printing [1,2,3,4], but these methods have serious material wastage and are not suitable for industrial continuous production. Therefore, ink-jet printing has attracted wide attention owing to its advantages of high speed, top material use rate, and large-area deposition.
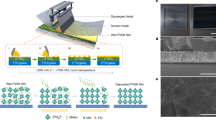
The ink jet printing to fabricate cell devices was first applied by Wei et al. [5] who compared two processes for preparing cells with metal-free electrodes by (1) printing an ink mixture of carbon and MAI on a TiO2 layer spin-coated with PbI2, which was converted into an absorber layer after heating; (2) carbon was printed on the spin-coated PbI2 layer, heated, and dipped in MAI solution to obtain a perovskite layer, ascertaining those devices deposited by the mixed ink were more stable with a photovoltaic conversion efficiency (PCE) of 11.6%. Li et al. [6] deposited CH3NH3PbI3 film by ink jet printing on mesoscopic TiO2 film, and prepared uniform flat perovskite layers by optimizing the substrate temperature (25–60 ℃) and ink composition, demonstrating the effect of temperature on film growth and the different film morphology with different ink composition ratios, and obtaining a maximum efficiency of 12.3%. Hashmi’s team [7] reported the PSCs based on the printable hole-free transport layer in the air environment. The MAPbI3 precursor solution with 5-AVAI was deposited on the three-layer (TiO2/ZrO2/C) porous stack by IJP, and the perovskite thin film layer was prepared. The repeatability and stability of the device were successfully improved. Liang et al. [8] combined vacuum-assisted thermal annealing (VTA) with the optimized solvent to print a high-quality, large-area (>2 × 2 cm2) perovskite film, and optimized the annealing conditions (90 ℃, 50 Pa, 2 min), so that the device showed better stability and scalability. In 2020, Li et al. [9] designed a new mixed ink system to control the crystallization rate of perovskite during ink jet printing. The printed film had good continuity and large grain size, and the optimal annealing temperature at 120 ℃ was determined.
Compared with traditional preparation technologies, ink jet printing has significant advantages in the preparation of perovskite films: It can greatly reduce the production cost and achieve large-scale preparation of film, so it has been widely used in the preparation of optoelectronic devices. The change of printing parameters has a great influence on perovskite materials. Therefore, how to improve the preparation process of ink jet printing perovskite film and make it suitable for industrial production becomes very important.
Due to the characteristics above, in this study, the influence on the film-forming properties of perovskite film was studied by changing the printing voltage, droplet spacing, ink droplet size, substrate temperature, annealing temperature and other ink jet printing parameters, and a set of optimal parameters were determined. As a result, a film with uniform orientation and moderate thickness was prepared.
2 Preparation of Thin Film by Ink-Jet Printing
In this study, the photoactive layer was prepared by IJP printing of two-dimensional perovskite materials, and the effect of parameters on the apparent morphology of the film was studied.
2.1 Experimental Materials and Instruments
Experimental materials: N, N-dimethylformamide (DMF, ≥99.5%), dimethyl sulfoxide (DMSO, Analytically pure), methyl ammonium iodide (MAI, ≥99.5%), butyl ammonium iodide (BAI, ≥99.5%), lead iodide (PbI2, >99.99%), acetone (≥99.5%), anhydrous ethanol (AR), and FTO conductive glass.
Experimental instruments: Fuji Group DMP-2800 ink jet printer, Dimatix DMC-11610 (10pl) nozzle and cartridge, ultrasonic cleaner, drying oven, and Hande REVIEW series portable digital measuring instrument.
2.2 Experimental Process
Substrates also have an impact on crystal growth. After ultrasonic cleaning with deionized water, acetone and anhydrous ethanol in turn, dried at 120 ℃ in the oven for further use. Then BAI, MAI and PbI2 were dissolved in solvent mixed with DMF and DMSO at 60 ℃, and configured into 1M as ink-jet printing ink.
In this study, the key parameters were adjusted at room temperature firstly. The initial parameters were set at 35 μm spacing and 35 μm droplet size. The printing voltage (20 v, 25 v, 30 v, 35 v), ink droplet size (25 μm, 35 μm, 45 μm, 55 μm) and ink droplet spacing (25 μm, 35 μm, 45 μm, 55 μm) were adjusted uniformly to print, and the substrate temperature (30 ℃, 40 ℃, 50 ℃, 60 ℃) and annealing temperature (60 ℃, 80 ℃, 100 ℃, 120 ℃, 140 ℃) were adjusted under the optimal parameters.
3 Result and Discussion
The growth of perovskite crystals was controlled by a lot of factors jointly. It was related to the spread of the thin film on the substrate which ultimately affected the efficiency of devices.
3.1 Influence of Printing Voltage
As showed in Fig. 1, ink volume increases with the increase of printing voltage, and meanwhile the perovskite crystals grow causing a small amount of accumulation. Ink droplet spread unevenly with holes and gaps. Through the conversion of printing voltage, piezoelectric ink jet produces the required pressure for the piezoelectric sheet mechanical deformation, so as to form droplets. The change of printing voltage can cause a slight difference in the droplet ejection. Ink droplet spreading and crystal growth are well-distributed, but the connection between them is poor at 25 V.

Effect of different printing voltages on film-forming (a:15 V; b:20 V; c:25 V; d:30 V)
3.2 Effect of Ink Drop Size
As shown in Fig. 2, As the ink drops grew, the amount of ink per unit area increased, the crystal growth sped up, the crystal nucleus increased, and the disorder enhanced. We can observe that the crystal is obviously unconnected and accumulates. Droplet size affects the diffusion and evaporation of ink and droplet on the substrate surface. The film showed an observable homogeneous phase and was more complete when its diameter reached 35 μm.

Effect diagram of ink droplet size on film formation(a:25 μm; b:35 μm; c:45 μm; d:55 μm)
3.3 Impact of Printing Spacing
Printing spacing affects the wetting and spreading of ink droplets on the substrate and the thickness of the liquid film. The increase in spacing can be regarded as a decrease in the amount of ink per unit area. As shown in Fig. 3, As the printing spacing decreased, the amount of ink increased, the crystal volume increased, the apparent accumulation phenomenon appeared, the pinhole frequency increased, and the gap increased. While the spacing became larger, the ink per unit area decreased, and it starts getting suitable for crystal growth, but the connection between crystals is not obvious.

Effect of printing spacing on film formation (a:25 μm; b:35 μm; c:45 μm; d:55 μm)
3.4 Effect of Substrate Temperature
With the increase of substrate temperature, we can observe that the solvent evaporation speeds up, crystal does not grow completely, the amount of ink has reduced, and an obvious phenomenon of reunion occurs. The crystal is too dense even overlapped as shown in Fig. 4. The film is most uniform and orderly at 40 ℃, and the connections between crystals are close for which the conductive glass belongs to the thermal conductive body. When the substrate temperature increases, the droplet evaporation speeds up, resulting in the mass loss and the gradual decrease of the ink per unit area.

Effect of substrate temperature on film formation (a:30 ℃; b:40 ℃; c:50 ℃; d:60 ℃)
3.5 Effect of Annealing Temperature
As shown in Fig. 5, We can note that temperature increases as it speeds the crystal growth rate up. But, when the temperature is very high, the solvent volatilizes fast as well; Droplets are not fully spread, and the amount of ink per unit area is too large, resulting in excessive crystal density, and we can recognize even multilayer stacking. At 100 ℃, the volatilization rate is appropriate, and a complete and continuous film is obtained. Ink-jet printing perovskite film has many solvents in the printing process. The volatilization of solvents in wet film is crucial, and the annealing temperature is closely related to volatilization rate and solution-to-dense crystal conversion.

Effect of annealing temperature on film formation (a:60 ℃; b:80 ℃; c:100 ℃; d:120 ℃; e:140 ℃)
The last film is as shown in the following Fig. 6. There are no gaps and faults in the film, with the moderate crystal volume and the tight crystal connection, showing uniform and no interface defects.

Morphology of perovskite film printed by optimal parameters
4 Conclusion
In the experimental conditions of this study, the influence of IJP printing parameters on the film growth and morphology was explored by changing the parameters, and a set of optimal parameters was obtained: The printing voltage of 35 V, ink droplet spacing of 45 μm, ink droplet size of 45 μm, substrate temperature of 40 ℃, annealing temperature of 100 ℃. Simultaneously, it was concluded that room temperature and external conditions had a certain impact on the growth and crystallization of perovskite thin film. In the future, the repeatability and stability of thin film preparation can be improved by reducing the influence of external conditions.
References
Xing, G.C., et al.: Long-range balanced electron- and hole-transport lengths in organic-inorganic CH3NH3PbI3. Science 342, 344–347 (2013)
Im, J.-H., Lee, C.-R., Lee, J.-W., Park, S.-W., Park, N.-G.: 6.5% efficient perovskite quantum-dot-sensitized solar cell. Nanoscale 3(10), 4088 (2011)
Burschka, J., et al.: Sequential deposition as a route to high-performance perovskite-sensitized solar cells. Nat. Int. Wkly. J. Sci. 499(7458), 316–319 (2013)
Liu, M., Johnston, M.B., Snaith, H.J.: Efficient planar heterojunction perovskite solar cells by vapour deposition. Nature 501(7467), 395–398 (2013)
Wei, Z., Chen, H., Yan, K., Yang, S.: Inkjet printing and instant chemical transformation of a CH3NH3PbI3/nanocarbon electrode and interface for planar perovskite solar cells. Angewandte Chemie Int. Edn. 53(48), 13239–13243 (2014)
Li, S.-G., et al.: Inkjet printing of CH3NH3PbI3 on a mesoscopic TiO2 film for highly efficient perovskite solar cells. J. Mater. Chem. A 3(17), 9092–9097 (2015)
Hashmi, S.G., et al.: Air processed inkjet infiltrated carbon based printed perovskite solar cells with high stability and reproducibility. Adv. Mater. Technol. 2(1), 1600183 (2017)
Liang, C., et al.: One‐step inkjet printed perovskite in air for efficient light harvesting. Solar RRL 2(2), 1700217 (2018)
Li, Z., et al.: Ink engineering of inkjet printing Perovskite. ACS Appl. Mater. Interfaces. 12, 39082–39091 (2020)
Acknowledgement
We gratefully acknowledge support from BIGC Project and Institute of Advanced Ink, Beijing Institute of Graphic Communication.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Wang, L. et al. (2022). Study on Process Parameters of Ink-Jet Printing Perovskite Solar Cell Film. In: Zhao, P., Ye, Z., Xu, M., Yang, L., Zhang, L., Yan, S. (eds) Interdisciplinary Research for Printing and Packaging. Lecture Notes in Electrical Engineering, vol 896. Springer, Singapore. https://doi.org/10.1007/978-981-19-1673-1_31
Download citation
DOI: https://doi.org/10.1007/978-981-19-1673-1_31
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-1672-4
Online ISBN: 978-981-19-1673-1
eBook Packages: EngineeringEngineering (R0)