
Abstract
Problems on laser weld quality still remain as vital issue even though the process was done with optimized condition which results the demand on robust monitoring method during the process. Until recently, many methods have been explored and air-borne acoustic are among of methods that have been proven to be able to detect the presence of defect. However, despite detection, it is essential if the type of defect could be identified as it gives different severity level to the development of failure. This work presents the identification of defect during pulse mode laser welding through the analysis of sound. In achieving the goal of this study, bead on plate weld have been done onto the 22MnB5 boron steel plate repeatedly based on 3 different set of experiment with the variation in the level of parameters. Simultaneously, time-series sound signal was acquired along the process before it was converted into frequency spectrum before further analysis. According to the result, it was recorded that the variation of parameters level in pulse mode laser welding process lead to the presence of porosity and crack. Relatively, the trend of sound frequency spectrum were also significantly changes its trend in respond to the parameters level variation. It was discovered that the dominant frequency for the signals acquired from the process which produce good quality weld, porosity and crack recorded the same range which was between 5 to 7 kHz. Uniquely, the existence of porosity could be identified by the occurrence of peak at around 9 kHz while the presence of crack could be recognized by the occurrence of peak at 8 kHz and 11 kHz. This trend was proven to be consistent in repeated experiment according to the result from principal component analysis. Based from the result in this study, it could be conclude that the identification of defect could be done by the analysis of the acquired sound during the process. Significantly, this would expand the ability of acoustic method for quality monitoring purpose as the identification of defect is also important in quality control.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Increasing trend on the use of laser welding process could be seen since past decades. This was owing to its advantageous in giving a small heat affected zone, aesthetic appearance, high production rate as well as reducing the post-weld processing [1]. Due to this fact, numerous studies associates to the laser welding process on wide variety of materials have been reported over the past years [2,3,4,5] which more or less could be apply many type of industries. However, the problems on weld quality still remain as vital issue even though the process was done with optimized condition. It is well known that the existence of defects in weld product is intolerable and become a massive concern since it could degrade the strength of weld product. To address on this issue, the implementation of robust monitoring method has been suggested as it promote greater control during the process [6]. Since past decades, numerous methods which inclusive of electrical, thermal, optical as well as acoustic method have been applied in laser welding process. Among those methods, acoustic sound method gained attention lately due. It was due to its high responsible speed, low cost and simple setup [7,8,9].
Since past decades, many studies have been done to comprehend the relation between the sound characteristic and weld condition. In earlier research, the characteristic of sound frequency spectrum was reported to be strongly related to the weld penetration [10]. The investigation was done on Aluminum 1100 and according to the result, the peak of sound spectrum at the bandwidth of 9–10 kHz recorded an increment simultaneously with laser intensity gain. Concurrently, the depth of penetration is also increasing. Unlike the aforementioned work the spectral energy was reported to drop in its value when insufficient weld penetration was detected [11]. In this work, the study was done on 304 stainless steel plate and different range of active frequency bandwidth was found within 1–2 kHz. In another work which involved broader range of power and travel speed [12], it was reported that the Root Mean Square (RMS) of the acquired sound recorded distinguished pattern in separating full-, moderately full-, or partial-penetration weld joint. In another part of this research [13], the study was extended into the high power or keyhole welding regime. As results from the combination analysis of the acquired sound and optical charged particle signal, the penetration status could be divided into three different classes which were full penetration, overheat penetration and half penetration. In recent study, other sound features were also reported to gives a significant trend with the change in penetration status. Huang and Kovacevic [7, 14] investigate the trend of Sound Pressure Deviation (SPD) and Band Power (BP) to classify the weld penetration. Uniquely, despite of giving a distinctive pattern, the weld penetration estimation models were successfully developed using multiple regression and artificial neural network by learning the trend of these features.
Apart from penetration condition, other defects or irregularities along the weld bead was reported to be able to detected from the analysis of the acquired sound during the laser welding process. In recent work [8], it was reported that the sound pressure level trend significantly giving information with respect to the existence of burn through defect. Moreover, with the use of arrays of microphones and sound proof equipment, the location of defect could also been identified with reasonable error through time delay recognition analysis. Acoustic method was also reported to be able to detect underfil and humping. In the previous work [15], the effect of Zn coating thickness and gap between the lapped specimens to the degree of those defects was accessed based on the acquired sound signal. Based on the results, it was found that the amount of spatter was consistently appeared between 0.08 to 0.2 mm gap. Accordingly, the existence of spatter influenced the existence of both humping and underfil. Simultaneously, it was found that the RMS of sound signal recorded a significant change at the same gap. Moreover, the amplitude of frequency spectrum at around 1 kHz appeared to be inversely proportional to the coating thickness. This phenomenon happen because of high vapor pressure produced from the thicker coating which results in the suppression of keyhole oscillation. In addition, the amplitude of the bandpass-filtered time domain signal show deviating trend from 22 to 38 V at the presence of defects. Different from the other studies, Sansan et al. [16] combined principal component analysis (PCA) and independent component analysis (ICA) to decompose the acquired acoustic signal into cooling and keyhole component in order to detect the existence of blowholes.
As established by the above studies, it could be generally summarized that the analysis of the acquired sound during laser welding process could lead to the detection of defect by in-situ basis. However, up to this point, many existing studies were only underlining on the detection of several type of defect. In order to establish this method for the purpose of monitoring laser welding process, it is important to study on how the behaviour of the acquired sound responds to the occurrence of the many other type of defect such as crack and porosity which could lead to the crack nucleation and degrade the fatigue life of the component. Moreover, it is essential if the type of defect could be identified as it gives different severity level to the occurrence of failure. In this work, the main aim is to identify type of defect from the analysis of the frequency spectrum of the acquired sound during pulse mode laser welding process. At the first stage of this work, the behaviour of both time domain and frequency domain in respond to the occurrence of different type of defects will be discussed. In the next part, the significant use of principal component analysis to recognize the different in sound spectrum pattern and simultaneously identify the different type of defect will be presented.
2 Methodology
2.1 Experimental and Data Acquisition Setup
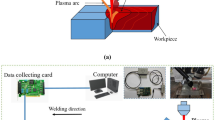
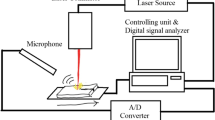
The setup of the experiment was illustrated in Fig. 1. In this study, bead on plate weld were done on 22MnB5 boron steel with the variation of parameters set as shown in Table 1. Basically, focal length, peak power, pulse width and pulse repetition rate was set to be varied in this work in attempt to produce both intact weld and weld with defect. In all cases in this work, the speed of weld was set to constant at 1.5 mm/s. Meanwhile, pure argon shielding gas flowrate was set to 15 L/min it was also constant along the entire experiment. On the other hand, each set of experiment was repeated 5 times and sampled at 5 different points to gives total of 75 set of sound signal for the analysis purpose. This was done in order to observe the consistency of both defects occurrence as well as the sound signal trend.

Experiment and data acquisition setup
During the pulse mode laser welding process, the sound signal emitted from the process was acquired using microphone. The acquired analog signal was discretize using National Instrument (NI) 9234 analog-to-digital converter with the rate of 25.6 k Sample/s. The digital signal was then converted into digital frequency spectrum using analyser before further analysis was done. Meanwhile, the microphone was located at 25 cm and 300 angle from the weld spot to ensure that the spatter that produced during the process was not damaging the sensor.
2.2 Experiment and Data Acquisition Setup
As briefly explained in the earlier section, analysis of frequency spectrum will be done in order to identify the type of defect occurs during the laser welding process with the parameters as shown in Table 1. Basically, the frequency spectrum was obtained from the Fast Fourier Transform (FFT) of the time-series of the acquired sound. In order to reveal the different in spectrum pattern due to the occurrence of different type of defect, principal component analysis (PCA) was applied in this study.
In principal, PCA was applied based on theory explained by Jolliffe [17] which considering all the collected spectrum as a big population of data. In this case, each observation represents a single frequency spectrum with the variation of amplitudes xf along the band as stated in Eq. 1 whereas m and n were the number of observation and samples respectively.
By gathering all the spectrum in m x n size matrix, the covariance between all spectrums was determine by Eq. 2 which gives m x m covariance matrix [Cxf].
In order to determine how each of the spectrum trends was different from the others, the projection of their covariance need to be determined. This could be done through the eigenvalue decomposition of the obtained covariance matrix as shown in Eq. 3 in which \({\vec{\text{v}}}\) and γ represent eigenvector and eigenvalues respectively.
Theoretically in PCA, eigenvectors is the principal component which was sorted in descending order of its variance value shown by eigenvalue matrix. The different in amplitude pattern along the entire band in frequency spectrum could be observed from the principal component.
3 Result and Discussion
3.1 Type of Defects Emerged from Pulse Mode Laser Welding Process
Recalling back to the previous section, it was explained that the experiment was done based on the set of weld parameters represent in Table 1. Table 2 summarized the defects that occur during each set of experiment. Based from the table, it could be clearly observed that intact weld was produced from experiment set 1. In contrast, set 2 and set 3 of experiment was found consistently produce porosity and crack respectively. To get clearer picture, the weld bead cross section of each one of the experiment was depicted in Fig. 2.

Cross section image of the selected sample in each of experiment a Experiment 1 b Experiment 2 c Experiment 3
In order to understand the phenomena occurs in this study, the physical theory on the defect formation mechanism need to be look into. According to Dawes [1], hot crack and porosity could occur during laser welding due to uncertainty during solidification process. In pulse mode laser welding the tendency of crack to occur is quite larger [18] and investigating the optimum cooling time to reduce the critical strain which could initiate crack might solve this issue [19]. As could be observed in Fig. 2, the occurrence of crack was found in set 3 of the experiment. Compared to the parameters from set 1 experiment which produces pristine weld condition, it was recorded that the pulse repetition in experiment set 3 was more than 2 times larger. Moreover, the pulse width was 3 times smaller. This factor might affect the cooling behaviour which emerged the crack in this study. On the other hand, the formation of porosity was explained by the trapped bubbles emerged from the instability of keyhole and molten metal during backfilling process [20, 21]. Some scholars, [22, 23] suggest that the overlapping factor could suppressed the formation of porosity in pulse mode laser welding. In principal, the overlapping factor is influenced by the laser spot diameter and pulse repetition rate and the smaller pulse repetition rate in experiment set 2 might explain the existence of porosity in that experiment.
3.2 Behaviour of the Acquired Sound Signal
Owing to the fact that the existence of defect was influenced by the variation of parameters as prior presented, it is important to understand how the generated sound respond to the different set of parameters in the experiment. Figure 3 depicts the time series of sound signal acquired from different set of experiment. Due to the nature of pulse mode laser welding which emit the laser periodically, all the acquired sound shows the pulse behaviour as illustrated in the figure. In more detail observation, it was clear that the duration of sound pulse was influence by the pulse width value during the laser welding. For instance, pulse sound acquired from experiment 3 recorded the shortest pulse duration as a result from lowest pulse width setup. Meanwhile, the pulse duration of sound captured in Fig. 3a and b both were slightly similar due to the same value of pulse width during the experiment. On the other angle, the maximum amplitude of the acquired sound seems to be influences by the amount of energy during laser welding process. The average maximum amplitude of all the acquired sound for experiment 1, 2, and 3 was recorded to be 6.37 mV, 3.71 mV and 2.21 mV respectively.

Time series of pulse sound signal acquired from different set of experiment a Experiment 1 b Experiment 2 c Experiment 3
Apart from time series of the acquired sound, it is important to observe the trend of frequency spectrum with respect to the change in weld parameters which influenced the occurrence of defect. Basically, frequency spectrum gives information on both frequency and amplitudes as illustrated in Fig. 4. According to the result shown in the figure, it could be generally summarized that the amplitude trend was similar to the trend recorded in time-series in Fig. 3. Meanwhile, in all set of experiment, it was found that the dominant frequency of the acquired sound lies between 5 and 7 kHz which emerged from the plasma plume oscillation explained by [24]. Uniquely, small peak was recorded around 9 kHz for the case of experiment 2 while it was found around 8 and 11 kHz in experiment 3. This trend shows that the change in parameters will influence the entire structure of the frequency spectrum in this study which could possibly give a significant result in identification or clustering analysis.

Frequency spectrum of pulse sound signal acquired from different set of experiment a Experiment 1 b Experiment 2 c Experiment 3
3.3 Defect Identification Through the Principal Component Analysis
As previously presented, the formation of defect was influenced by the set of parameters which results in the change of frequency spectrum behaviour. In prior section, it was explain that the pattern recognition analysis of the frequency spectrum will be done using PCA in attempt to identify the sound signal from different type of defect. Figure 5 shows the principal component plot of the analysed sound frequency spectrum.

Principal component plot of the analysed frequency spectrum by PCA
As could be observed in Fig. 5, all the spectrums were classify into 3 different groups based on weld condition. In order to determine the precision of scattered point for each group, the centroid was determined by k-mean method. From the result, it was found that the spectrums from crack weld was scattered in more precise pattern followed by spectrum recorded from porosity and intact weld. This show that all the frequency spectrum for the case of crack and porosity weld recorded a consistent trend in every repetition of the experiment which could allow ones to identify the type of defect from the captured sound signal.
4 Conclusion
According to the result presented in this work, it could be summarized that the formation of defect was influence by the set of parameters during pulse mode laser welding process. Simultaneously, the frequency spectrum of the captured sound was also found significantly changes its pattern. Moreover, principal component analysis revealed that different trend was recorded for different type of defect and it was quite consistent for every repetition of experiment which allows the identification of defect. As conclusion, the identification of defect could be done by the analysis of frequency spectrum acquired during pulse mode laser welding. This could promote an alternative way for monitoring the weld condition by in-situ basis.
References
Dawes C (2008) Laser welding a practical guide. Abington Publishing, United Kingdom
Benyounis K, Olabi A-G (2008) Optimization of different welding processes using statistical and numerical approaches–a reference guide. Adv Eng Softw 39(6):483–496
Pakmanesh M, Shamanian M (2018) Optimization of pulsed laser welding process parameters in order to attain minimum underfill and undercut defects in thin 316L stainless steel foils. Opt Laser Technol 99:30–38
Mostaan H et al (2017) Nd: YAG laser micro-welding of ultra-thin FeCo–V magnetic alloy: optimization of weld strength. Trans Nonferrous Met Soc China 27(8):1735–1746
Zhou L et al (2018) Effect of welding speed on microstructural evolution and mechanical properties of laser welded-brazed Al/brass dissimilar joints. Opt Laser Technol 98:234–246
Hoffman J et al (2002) Analysis of acoustic and optical signals used as a basis for controlling laser-welding processes. Weld Int 16(1):18–25
Huang W, Kovacevic R (2009) Feasibility study of using acoustic signals for online monitoring of the depth of weld in the laser welding of high-strength steels. Proc Inst Mech Eng Part B J Eng Manuf 223(4):343–361
Luo Z et al (2016) Monitoring of laser welding using source localization and tracking processing by microphone array. Int J Adv Manuf Technol 86(1):21–28
Ao S et al (2015) Simulation and experimental analysis of acoustic signal characteristics in laser welding. Int J Adv Manuf Technol 81(1):277–287
Duley WW, Mao YL (1994) The effect of surface condition on acoustic emission during welding of aluminium with CO2 laser radiation. J Phys D Appl Phys 27(7):1379
Farson D et al (1996) Frequency–time characteristics of air-borne signals from laser welds. J Laser Appl 8(1):33–42
Farson D, Ali A, Sang Y (1998) Relationship of optical and acoustic emissions to laser weld penetration. Welding J 77(4):142. s-148
Farson D, Ali A, Li X (1999) Laser weld penetration monitoring with multiple emission signal measurements. J Laser Appl 11(2):47–53
Huang W, Kovacevic R (2009) A neural network and multiple regression method for the characterization of the depth of weld penetration in laser welding based on acoustic signatures. J Intell Manuf 22(2):131–143
Lee C-J, Kim J-D, Kim Y-C (2015) Study on monitoring of plasma emission signal in lap welding of Zn coated steel sheet using CO2 laser. Int J Precis Eng Manuf 16(3):495–500
Sansan A et al (2010) Blind source separation based on principal component analysis—independent component analysis for acoustic signal during laser welding process. In: 2010 International conference on digital manufacturing and automation (ICDMA), 2010. IEEE
Jolliffe I (2011) Principal component analysis. In: Lovric M (ed) International encyclopedia of statistical science. Springer Berlin Heidelberg, Berlin, Heidelberg. pp 1094–1096
Kelkar G (2000) Pulsed laser welding. WJM Technologies, Cerritos
von Witzendorff P et al (2015) Using pulse shaping to control temporal strain development and solidification cracking in pulsed laser welding of 6082 aluminum alloys. J Mater Process Technol 225:162–169
Chen M et al (2017) Effect of keyhole characteristics on porosity formation during pulsed laser-GTA hybrid welding of AZ31B magnesium alloy. Opt Lasers Eng 93:139–145
Pang S et al (2016) Dynamics of vapor plume in transient keyhole during laser welding of stainless steel: local evaporation, plume swing and gas entrapment into porosity. Opt Lasers Eng 82:28–40
Wang J, Wang G, Wang C (2015) Mechanisms of the porosity formation during the fiber laser lap welding of aluminium alloy. Metalurgija 54(4):683–686
Gao X-L et al (2014) Porosity and microstructure in pulsed Nd:YAG laser welded Ti6Al4V sheet. J Mater Process Technol 214(7):1316–1325
Klein T et al (1994) Oscillations of the keyhole in penetration laser beam welding. J Phys D Appl Phys 27(10):2023
Acknowledgements
The authors would like to acknowledge the financial support by Ministry of Higher Education Malaysia under FRGS/1/2018/TK03/UMP/02/9 grant for this project
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Yusof, M.F.M., Ishak, M., Salleh, M.N., Ghazali, M.F. (2023). Defect Identification During Pulse Mode Laser Welding Process Through the Pattern Recognition Analysis of the Acquired Sound Frequency Spectrum. In: Ismail, M.Y., Mohd Sani, M.S., Kumarasamy, S., Hamidi, M.A., Shaari, M.S. (eds) Technological Advancement in Mechanical and Automotive Engineering. ICMER 2021. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-1457-7_60
Download citation
DOI: https://doi.org/10.1007/978-981-19-1457-7_60
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-1456-0
Online ISBN: 978-981-19-1457-7
eBook Packages: EngineeringEngineering (R0)