
Abstract
To sustain the competitive business environment, business needs to be robust and dynamic. The lean and agile manufacturing practice appears to be a promising technique for the industrial community in meeting these needs. However, the adoption of lean and agile manufacturing practices is not easy for many business organizations. Considering this, the present paper aims to analyze the barriers to lean and agile manufacturing practice. Barriers to the adoption of lean and agile manufacturing practices were identified using literature review and expert opinion. The identified barriers are evaluated using total informative structural modeling (TISM) and matrices impacts croises multiplication appliquee classement (MICMAC) analysis. Findings reveal lack of education and training, ineffective production planning, lack of mutual trust, external business environment, and the absence of reliable methods for measuring lean efficiency as the five critical barriers to lean and agile manufacturing practice. This paper would aid the organization judge and analyze the barriers and avert new barriers for higher implementation of strategic thinking.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
To thrive in the competitive and volatile business environment, organizations, and their production systems should respond swiftly and successfully. To achieve these requirements, producing systems should have extraordinary competences to embrace and transcend the new techniques [5] synergistically. For mass customization of products, the industrial community uses adaptable production systems, lean production systems, and agile manufacturing processes. Agile manufacturing is a new approach with these capabilities. The fight continues 15 years later, as uncertainties deepen and market and sociopolitical factors continue to alter the landscape [11]. Agile production refers to a product or service manufacturer's ability to thrive in the face of unanticipated change. Product marketplaces, technologies, and business partnerships will all undergo changes. Another way to deal with these environmental risks is to create virtual firms that are designed to meet rapidly changing market needs by building quick alliances based on organizational core strengths [12]. Agile creates square-measuring circumstances for virtual business. The definition of agile manufacturing has changed over time; some have defined it as the capability to thrive in a changing competitive atmosphere of constant and volatile modification by reacting fast also efficiently to varied markets, motivated by customer-designed goods and services. Agile manufacturing range is essentially tactical [4]. It’s not solely small-scale continuous enhancements, however, additionally a completely different approach to doing business. A number of the first definitions for agile producing have enclosed characterizations and dimensions like organize to master amendment, leverage the impact of individuals and data, and get together to boost aggressiveness four enrich the client. These three characteristics indicate that agile manufacturing encompasses more than just production; it also includes a firm's organizational structure, employees, partnerships with other organizations, and interactions with customers [3]. A range of economic processes are known to have influenced the development of agile manufacturing in business. Augmentative competition, fragmentation of mass markets, cooperative corporate connections, changing customer expectations, and rising social pressures are some of these drivers. The number of dimensions in the light soreness and agile production definitions has grown to 32 attributes in 10 call domains. The literature (explained below) demonstrates that at various times, a large number of sophisticated frameworks, varied approaches, and problems to achieving these agile producing features have also been known, and navigating through them is crucial. An examination of these roadblocks can aid in the efficient and effective adoption of the agile manufacturing paradigm. The agile production paradigm will be considered in its infancy even after fifteen years of growth and improvement [14]. Empirical observation experiments have been used to investigate enablers of agile generating and mild soreness. Experiential surveys of exact features of barriers to light soreness and agile producing are completed; however, a broad-based, inclusive investigation of agile producing barriers has not been examined. We tend to aim to bridge this gap.
2 Literature Review
Earlier, loads of analysis has been completed on lean producing and agile producing. Lean manufacturing strives to reduce waste in the manufacturing process and hence lower costs. It allows for the production of a high-quality product with small quantities overs in lean manufacturing. However, by minimizing waste in the system, it lowers production prices and makes a lot of money. Lean manufacturing is a method of lowering costs by removing waste and tracking constant expansion. Once the speaker has completed the provision chain mapping and recognized the waste, he or she can eliminate it by some adjustment that will help to increase productivity. Rehman and Shrivastava [10] examined 20 barriers to energy conservation in China using a literature analysis and expert recommendations. Fullerton et al. [13] recommended that the lower frame's assembly pace be increased by implementing the lean and agile pull system and pricing streamflow principles. Agile production should have lower production costs, meet client expectations, eliminate non-value-added operations from the organization, and provide different goods to customers on time [2]. The comparison of the luminous flux unit with the metric weight unit yielded favorable findings. Currently, few profound studies are investigated on the link between lean producing and inexperienced producing. Agile producing may be an idea that evolved from lean producing. Price reduction is most vital within lean production. Agile producing is that the combination of lean producing and versatile producing system. In recent years, several auto corporations act fast on the client necessities by quickly coming up with recent models. The acceptance of agile production sustained the trade market by responding rapidly and giving higher amenities to the client. The barriers to lean and agile manufacturing practices are identified through literature review and opinion of the experts was also sought. The identified barriers are inadequate conflicting management styles (E1), lack of core competency (E2), lack of investment in a resource that can be used in several ways (E3), supplier base far from the producer (E4), lack of technology implementation experience (E5), initial financial/capital/budgetary constraints (E6), jobs and managers provide resistance to transition (E7), lack of a reliable method for measuring lean efficiency (E8), lack of education and training (E9), fetish and reluctance to change (E10), constraints of technology (E11), infrastructure and architecture are inadequate (E12), inadequate strategy preparation (E13), lack of mutual trust (E14), customer demand is erratic (E15), lack of government assistance (E16), poor human resource management (E17), external business environment (E18), inefficient supply chain (E19), and ineffective Production Planning (E20).
3 Methodology
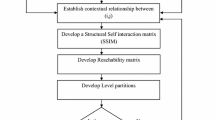
The steps involved in TISM method and MICMAC analysis is as follows [9]:
Step 1: Identify the barriers.
Step 2: Develop of the contextual relationship.
Step 3: Relationship interpretation.
Step 4: Pairwise comparison of SSIM and transitivity check.
Step 5: Construction of SSIM and transitivity check.
A discourse connection of “helps to” is chosen. The six consultants are chosen, three from trade and three from tutorial for creating discourse relations among the barriers. We tend to use four codes for conveying the link between numerous barriers.
1. P—barrier ‘M’ can support to accomplish barrier ‘N’.
2. Q—barrier ‘N’ can support to accomplish barrier ‘M’.
3. R— barrier ‘M’ and ‘N’ can support to accomplish each other; and
4. S— barrier ‘M’ and ‘N’ aren't connected.
Barriers one and two are related to one another, which suggests that barriers, “Agile thinking” and ‘'Divergent thinking'’ can help each other. Therefore, within the SSIM, the association between each barriers one and two are shown by ‘'R'’.
Barrier two is achieved through barrier three. This suggests that barrier Divergent thinking will be accomplished by Exponential mind-set. Thus, within the SSIM, the association between barrier two and three is shown by ‘'Q’.’
By commuting P, Q, R, and S with one and zero, the SSIM has been converted into the reachability matrix by following set of rules:
When the input of (x, y) is P in SSIM, the input of (x, y) in the reachability matrix shall be one, and therefore the entry of (y, x) shall be zero.
When the input of (x, y) is Q in SSIM, the input of (x, y) in the reachability matrix shall be zero, and therefore the entry of (y, x) shall be one.
When the input of (x, y) is R in SSIM, the input of (x, y) in the reachability matrix shall be one, and therefore the entry of (y, x) shall be one as well.
When the input of (x, y) is S in SSIM, the input (x, y) shall be zero in the reachability matrix, and thus the entry of (y, x) shall be 0 as well.
Step 6: Level partition.
Step 7: Diagram development.
4 Problem Definition
Lean manufacturing entails reducing or eliminating storage time for incoming goods and outgoing items. Once lean is enforced to scale back worker's sizes or add work while not eliminating waste or is targeted too heavily on producing, the transformation is absolute to fail. Some enhancements are created. However, they'll be neither property nor, a lot of significantly, unendingly improved upon. Implementing lean is a paradigm change in how job is completed within a manufacturing business. Lean production necessitates a smaller workforce with a broader range of duties, blurring the barriers between formal job definitions [1]. Incorporating lean manufacturing principles into current company generates a skill difference that needs to be addressed. The technical setup wanted to solve supply-chain problems, however, continuing automatic production and quality-control systems compels more skilled personnel. Lean production will necessitate an important direct investment in technology, ranging from new production systems to applied mathematics analytic packages for improving assembly line observance quality [6]. Using the steps discussed in Sect. 3, the evaluation process is carried out. Figures are given in Appendix B.
5 Result and Discussions
After reviewing the extent literature on the three systems (lean, agile, and inexperienced manufacturing), a hybrid system incorporating all of the higher qualities was established, dubbed the lean inexperienced agile manufacturing system. The three systems’ barriers were hand-picked for their combined impact on the predicted lean and agile manufacturing process [8]. The hierarchy among the known barriers was shown using a mathematical model method. The barriers to business and domain opinions were then threatened, and TISM was used. Each direct and transitive link between the barriers was examined for its impact on one another.
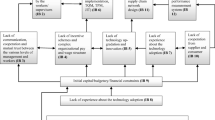
Separating the 20 barriers into different levels also generated an interaction between them. Reachability, antecedent, and intersection sets, as defined, are used to partition levels. As seen, there are six levels. Barriers E1, E4, E5, E6, and E19 are on Level 1. E2, E3, and E12 are located on Level 2. E7, E10, E11, E13, E15, E16, and E17 are on Level 3. Level 4 is occupied by only barrier E8. Barriers E14, E18, and E20 are on level 5. Level 6 is occupied by one barrier E9. Table 6 shows the interrelationships between the barriers. Various levels show the level of the barriers [15]. The model also revealed the transitive interaction between obstacles and their indirect influence on one another.
Barrier E1, i.e., insufficient clashing management styles, is shown to be the driving force behind the suggested model due to its significant impact on lean and agile manufacturing practices. It also upsets management's support for goal commitment in an indirect way. Technology constraints have an indirect impact on the workforce's willingness to adapt the system. Barriers E1 and E3 exhibit high reliance power, indicating both are mutually dependent to cause substantial confrontation to the system's adoption [7]. Furthermore, tough industry competition and company risk has an indirect impact on top management's engagement.
6 Conclusions
This work highlights 20 significant barriers to lean and agile manufacturing deployment. Using TISM and MICMAC analysis, this work exposes the impact of barriers, their mutual relationship, relative importance, and interdependency. To find mutual relationship, the TISM model is used. The MICMAC analysis is used to classify the barriers based on their natural characteristics. Any organization can use this mathematical model to establish an effective strategy for planning and implementing lean and agile manufacturing. As a result of this finding, managers may be able to focus their resources on the most important impediments. The hierarchy of barriers will highlight the impact of industrial performance barriers and provide guidance on how to overcome them. As a result, a framework will be recognized in order to change the unstoppable adoption of lean and agile manufacturing. To reveal the contextual link, a future study could use structural equation modeling (SEM). The vehicle sector is used to examine the barriers in this study. Future research could take into account a variety of sectors.
Appendix A. List of Tables
Appendix B. List of Figures
See (Fig. 1).

TISM model
References
Bathrinath S, Koshy RA, Bhalaji RKA, Koppiahraj K (2021) Identification of the critical activity in heat treatment process using TISM. Mater Today Proc 39:60–65
Bhalaji RKA, Bathrinath S, Saravanasankar S (2019) Analysis of risk factors related to patients in healthcare industry using ISM method. In: AIP conference proceedings, vol 2128, no 1, pp 050003
Ghobakhloo M, Azar A (2018) Business excellence via advanced manufacturing technology and lean-agile manufacturing. J Manuf Technol Manag 29:2–24
Gunasekaran A, Yusuf YY, Adeleye EO, Papadopoulos T, Kovvuri D, Geyi DG (2019) Agile manufacturing: an evolutionary review of practices. Int J Prod Res 57:5154–5174
Haraguchi N, Cheng CFC, Smeets E (2017) The importance of manufacturing in economic development: Has this changed? World Dev 93:293–315
Koppiahraj K, Bathrinath S, Venkatesh VG, Saravansankar S (2019) Examination of inventory management in leather garments using ISM technique. Int J Recent Technol Eng 8:184–189
Negrão LLL, Lopes de Sousa Jabbour AB, Latan H, Godinho Filho M, Chiappetta Jabbour CJ, Ganga GMD (2020) Lean manufacturing and business performance: testing the S-curve theory. Prod Plan Control 31:771–785
Qarnain SS, Muthuvel S, Sankaranarayanan B (2021) Analysis of energy conservation factors in buildings using interpretive structural modeling methodology: an Indian perspective. J Inst Eng Ser A 102:43–61
Rajesh R (2017) Technological capabilities and supply chain resilience of firms: a relational analysis using Total Interpretive Structural Modeling (TISM). Technol Forecast Soc Change 118:161–169
Rehman MAA, Shrivastava RL (2013) Green manufacturing (GM): past, present and future (a state of art review). World Rev Sci Technol Sustain Dev 10:17
Sanchez LM, Nagi R (2001) A review of agile manufacturing systems. Int J Prod Res 39:3561–3600
Sindhwani R, Mittal VK, Singh PL, Aggarwal A, Gautam N (2019) Modelling and analysis of barriers affecting the implementation of lean green agile manufacturing system (LGAMS). Benchmarking An Int J 26:498–529
Singh PL, Sindhwani R, Dua NK, Jamwal A, Aggarwal A, Iqbal A, Gautam N (2019) Evaluation of common barriers to the combined lean-green-agile manufacturing system by two-way assessment method, pp 653–72
Tussifah H (2017) StrategiBersaingdengan Agile Manufacturing. Al Tijarah 3:15
Zhu X, Lin Y (2017) Does lean manufacturing improve firm value? J Manuf Technol Manag 28:422–437
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Bathrinath, S., Guptha, G.M., Venkata Nagesh, D., Sai, G.A., Koppiahraj, K., Bhalaji, R.K.A. (2022). Modeling the Barriers in Applying Lean and Agile Manufacturing Practice: A Case of Indian Automobile Industry. In: Palani, I.A., Sathiya, P., Palanisamy, D. (eds) Recent Advances in Materials and Modern Manufacturing. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-19-0244-4_19
Download citation
DOI: https://doi.org/10.1007/978-981-19-0244-4_19
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-0243-7
Online ISBN: 978-981-19-0244-4
eBook Packages: EngineeringEngineering (R0)