
Abstract
Graphite materials are considered as important structural materials in molten salt-based nuclear reactors, pyrochemical reprocessing and concentrated solar power plants. Various grades of graphite materials are proposed to be used as container materials such as crucibles, vessels, liners, coatings, reactor core, tank and pipes for molten chloride, fluoride and solar (nitrate) salts. The corrosion behaviour of different graphite materials was investigated in molten chloride, fluoride and nitrate salts at different temperatures and time periods. Structural and microstructural changes in the graphite materials after exposure to molten salts were examined from the weight change (loss/gain), electron microscopy, X-ray diffraction, Raman spectroscopic techniques. Microstructural characterization of corrosion tested samples revealed poor corrosion resistance to the molten salts and observed severe corrosion attack on the surface as well as salt penetration along the cross section of graphite. The degradation mechanism of graphite materials in molten salts was discussed. To minimize the corrosion of graphite materials in molten salts, coatings such as glassy carbon and pyrolytic carbon/graphite were developed on different grades of graphite. The corrosion behaviour of coated graphite materials was accessed in molten chloride and fluoride salts by immersion and salt impregnated tests. Glassy carbon and pyrolytic graphite showed remarkable inertness because of its dense microstructure, whereas pyrolytic graphite exhibited excellent corrosion resistance to molten salts.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Carbon
- Graphite
- Glassy carbon
- Pyrolytic graphite
- Molten salts
- Corrosion
- Molten fluoride
- Solar salt
- Nitrate salt
- Molten chloride
- Microstructure
- Raman spectroscopy
- Electron microscopy
- XRD
- SEM/EDX
1 Introduction
Generation of electricity from nuclear and solar power plants gaining importance [1, 2]. Molten salts are excellent candidates as reactor coolants and fuels for molten salt breeder reactors (MSBR) [3, 4], reprocessing of metallic fuels [5] and concentrating solar power (CSP) plants [6] because of their good thermal conductivity, stability, high volumetric heat capacity, large specific heat, ability to dissolve actinides, insensitivity to radiations, low viscosity, high boiling point and low vapour pressure at operating conditions [7]. The progress in the field of molten salts-based technology for generation of energy, benefits the economy. In recent years, the importance of molten salts is increased in various fields for nuclear and non-nuclear applications such as coolant and fuels in nuclear reactors, chemical industry, nuclear fuel reprocessing, heat transport and heat storage in solar energy production, extractive metallurgical industry, waste treatment, electrochemical energy storage, oil refiners and aerospace industry [7,8,9]. Molten salts are liquids and thermally stable at operating conditions for pyrochemical reprocessing, concentrated solar power plants and molten salt breeder reactor applications. However, the high activity of ions in molten salts can induce serious corrosion to structural materials, especially at high operating temperatures. Understanding the molten salt corrosion of materials and the selection of materials are the critical issues in molten salt-based technologies.
Graphite-based materials are proposed to use in three main important fields where molten salts are used as processing medium. Fast breeder reactor (FBR) with closed metallic fuel cycle is an inevitable technology option for energy security in India [10]. To establish pyrochemical reprocessing plants for the reprocessing of spent metallic fuels for future FBRs with various unit operations, it is necessary to identify, develop and qualify reliable corrosion-resistant materials and coatings for service in molten LiCl–KCl salt and molten uranium environment in the temperature range of 773–1573 K [11]. Graphite-based materials are proposed as candidate materials for salt purification and cathode processor crucibles, vessels and liners in pyrochemical reprocessing involving molten LiCl–KCl salt medium and molten uranium [11, 12]. In the family of Generation IV nuclear reactor plants, molten salt reactor is one of the future reactor concepts where the fuel, a liquid molten fluoride salt, is circulating through the graphite reactor core [3, 4]. Hence, the interactions between nuclear graphite and molten fluoride salts need to be investigated thoroughly. Graphite-based materials, namely nuclear graphite, glassy carbon (GC) and pyrolytic graphite (PyG), are proposed as structural materials for molten fluoride salt reactors [13]. Molten solar salt possesses excellent heat storage capacity at high temperatures and better compatibility with storage material in order to gain good thermal conductivity and chemical stability. Due to good thermal conductivity and chemical inertness, graphite materials are considered for pipe and heat storage tank in molten nitrate salts for exchanging and transporting the molten salt in solar thermal power plants. Currently, it was proposed to add a certain amount of graphite to concrete which improves its heat storage and transfer performance as a storage material [14]. Before adding graphite to concrete, the chemical stability of graphite materials in solar nitrate salts need to be evaluated for solar thermal power generation applications.
2 Graphite Materials
Carbon exists in several physical forms which are known as polymorphs (or allotropes), with different names like graphite, diamond, lonsdaleite, fullerene and others. Carbon materials with sp2 atomic structure are essentially graphitic in nature. Graphite consists of series of parallel layers with the trigonal sp2 bonding. The carbon atoms are arranged in a hexagonal lattice of 0.142 nm separation, and the space between the planes is 0.335 nm [15]. Graphite materials such as PyG, carbon–fibre matrix composites (carbon–carbon), vitreous carbon, carbon black and many other forms due to aggregation of graphite crystallites and all these called as polycrystalline graphites. The crystallite sizes in these materials vary considerably [15]. Carbon and graphite form a unique class of high-temperature materials due to their strength and stiffness up to 2673 K under non-oxidizing environments [16]. The major disadvantage of graphite materials is their low oxidation resistance under oxygen-containing environment. Because of this oxidizing nature, the strength of these materials reduces nearly by 50% [16].
Graphite materials can be prepared as dense or porous as well as highly anisotropic or an isotropic material [17]. Graphite materials are prepared by heat treating a mixture of petroleum coke and coal tar pitch at high temperatures. The carbon product is further heat treated in an electric furnace in the temperature range of 2773–3073 K to produce amorphous to crystalline graphite [16, 17]. The manufacturing process steps were discussed in detail by Castro et al. [16]. The chemical purity of graphite materials depends mainly on the precursor material and the method of preparation. Graphite possesses lubricity, strength, dimensional stability, thermal stability and ease of machining. Combination of these properties finds numerous applications. Its properties, through process modifications, are tailorable to meet an array of designing criteria for survival under extremely harsh environments. Graphite shows good corrosion resistance to the alkalies, acids, inorganic and organic compounds which attracts the use of graphite in process equipment [15]. Manufactured graphite parts exhibit varying degree of porosity. For industrial applications, graphite is available in a broad range of shapes and sizes. Because of its excellent physical and chemical properties, the manufactured products of graphite materials are widely used in different forms in high-temperature processing of ceramics, glass, metals and fused quartz. The excellent thermal shock resistance, high-temperature stability and corrosion resistance of graphite permit its use as self-supporting vessels to contain reactive materials at elevated temperatures (1023–1973 K). Several grades of low-density porous carbon and graphite are commercially available [18].
GC is an amorphous form of carbon with isotropic nature in properties [19, 20]. GCs are produced by pyrolysis of thermosetting resins (e.g. phenol formaldehyde) under controlled heating process at typical temperatures around 1173–1273 K. The GC structure consists of randomly oriented hexagonal graphite-like layers [19,20,21,22], and it has very low porosity with moderate bulk density [20]. Depending on the preparation methods and process parameters, the porosity can vary from near zero to several tens [22, 23].
Synthetic form of graphite manufactured by chemical vapour deposition (CVD) is referred as PyG. It is a high purity form of carbon (<1 atom % hydrogen). According to Kotlensky [24], thermal decomposition of hydrocarbon gases gives rise to three products in the field of carbon, namely (i) pyrolytic carbon (PyC), (ii) CVD carbon and (iii) PyG. All these names or terms refer to the same material. The two terms PyC and CVD carbon are related to the deposition of carbon material by the pyrolysis of a hydrocarbon vapour. The term “PyG” is a particular high-temperature form of PyC or CVD carbon. There are two ways to obtain PyG; one is deposition of PyC at low temperature followed by graphitization at temperatures above 2273 K. In the second method, deposition is carried out at temperatures above 2273 K. PyG has the following excellent desirable properties among other forms of synthetic graphite because of its highly oriented crystallinity present in the structure: (i) its strength increases with temperature especially at high temperatures above 2773 K, (ii) greater oxidation resistance and (iii) low porosity (high density), etc. The main application of PyG is in the form of coatings, and also in the bulk form, by making the coatings sufficiently thick over the substrate and machining for different shapes [15]. A free standing object can be made after separating PyG from the substrate, with sufficiently thick deposition [25]. PyG can be deposited on the substrate up to a thickness of approximately 7 inches [26], and it can be deposited over moulded graphite, carbon fibres and porous carbon–carbon structures [15]. The microstructure, structural features and other properties of PyG depend upon the deposition conditions [27, 28]. PyG is the only graphitic form that has approximate theoretical density with high degree of preferred crystal orientation. PyG showed superior air oxidation resistance, mechanical, thermal and electrical properties compared to conventional graphite materials.
Nuclear graphite (NBG-17) was prepared from large graphite particles (800 µm) using pitch as binder. The apparent density of nuclear graphite is 1.85 with 7% porosity and average diameter of 20 µm [29].
3 Applications of Graphite Materials in Nuclear Technology
The major advantages of graphite materials are ease of fabrication into various shapes, their mechanical integrity at high operating temperatures, high-temperature strength, thermal shock resistance and chemical inertness towards chlorine and fluorine gas atmospheres. Carbon and graphite finds wide range of applications as electrodes, refractories and crucible components, moderator and structural components in gas-cooled nuclear reactors, and aircraft brakes, rocket engine components and nose tips in aerospace applications [16]. Application of graphite in aerospace and nuclear reactors demand high reliability and reproducibility of properties, mechanical integrity of product and uniformity in the product [18].
PyC/PyG is used in the front and back end of nuclear fuel cycle. Triso-coated fuel particle is used in high-temperature reactor. Each particle contains a kernel of uranium dioxide (UO2) and uranium oxycarbide (UCO) of 500–800 μm in diameter. The confinement barrier is managed by means of a multilayer PyC coating with ceramic layer [30]. PyG is used as a crucible and as coating material on graphite crucibles in RIAR fuel reprocessing in molten salt [31,32,33]. It is also used as electrode material for the electrochemical reduction of oxides into metals in LiCl melt [34]. PyG crucible has been used as anode in the electrolysis process of pyrochemical method [35]. Corrosion studies were carried out by Takeuchiet al. [32] on PyG and other ceramic materials like mullite and cordierite in molten NaCl-KCl salt (for oxide fuel reprocessing) at 1023 K for 24 h exhibited negligible corrosion rate (0.01 mm/y) under Cl2 bubbling conditions. However, in Cl2–O2 (1:1) atmosphere in molten salt medium the corrosion rate was more than 0.5 mm/y. This clearly indicated that oxygen environment is not conducive to PyG [32]. Magdziarz [36] investigated the thermal oxidation behaviour of general grade graphite, GC, pre-baked and PyC in air and nitrogen atmospheres at 833 K for application in molten salt-based Fray-Farthing-Chen (FFC) electrode-oxidation process and has recommended the use of GC and PyC as anodes for electrode oxidation at lower temperatures because of their high resistance to oxidation compared to graphite and pre-baked carbon. GC is widely used as electrode and crucible material for various processes [37]. It was also used as anode crucible and as working electrode in electrochemical measurements in pure LiF-NaK-KF, LiF-NaK-KF-UO2 and UF4 melt [38].
Graphite crucibles are extensively used in pyrochemical reprocessing of metallic fuels as cathode processor material and casting furnace crucibles [39, 40], liners [39] and as electrodes and tubes for chlorination at 973 K [33]. Graphite serves as the crucible for cathode processing for the purpose of consolidating uranium from the cathode deposit comprising uranium, cadmium and 20–30 wt.% of salt [41]. Graphite crucible along with liner has been used for melting and purification of molten salt under chlorine atmosphere [12, 42].
This chapter provides a short overview on the corrosion behaviour of different graphite materials tested in molten chloride, fluoride and nitrate salts. The weight change results were correlated with the microstructural changes to gain comprehensive understanding of degradation behaviour of graphite materials. Carbon-based coatings such as GC and PyG are developed on graphite, and their molten salt corrosion behaviour was accessed. Based on the reported results and insights, the corrosion mechanisms of graphite materials in molten salts are discussed. As per our literature knowledge, this is the first book chapter covers the corrosion behaviour of graphite materials in three different kinds of molten salts such as chlorides, fluorides and nitrate salts.
4 Experimental Procedures Employed for Testing of Graphite Materials in Molten Salts
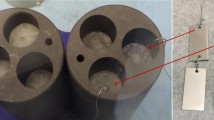
To study the corrosion behaviour of graphite materials in any kind of molten salt needs dedicated experimental set-up with systematic process to avoid the oxidation of graphite materials by moisture, oxygen and water impurity in the salt during corrosion testing period. Corrosion of graphite materials in molten salt depends on experimental temperature, molten salt and exposure time. Loss of material after corrosion test is due to the corrosion reaction and heterogeneous attack on the surface. Corrosion behaviour of materials in molten salt is investigated mainly by gravimetric method or weight change measurements and subsequent surface and cross-sectional analysis. Figure 1a, b shows the schematic of experimental set-up and picture of the testing furnace designed for the corrosion testing of materials in molten LiCl–KCl salt at high temperature [43]. The complete experimental set-up used for molten salt corrosion experiment consists of three important assemblies, namely (i) corrosion test vessel with furnace, (ii) inert atmosphere modular glove box for handling salt operations and (iii) argon gas supply for maintaining inert atmosphere throughout the experiments [12]. Molten salt corrosion studies were performed using molten salt test assembly (MOSTA) comprising of an alumina crucible in a structural stainless steel cell, a thermocouple and provision for argon gas inlet and outlet. Purified salt was loaded in the alumina crucible and further placed in the corrosion test cell. Later cell was loaded in MOSTA under ultrahigh pure (UHP) argon atmosphere. The cell was connected to the argon lines of the furnace. The samples were loaded inside the cell by suspending them in the molten salt cell kept in the furnace and heated to the desired temperature. When the test temperature has reached, the samples were dipped inside the molten salt. Figure 1c shows a photograph of corrosion tested cell top flange with PyG samples after 2000 h of corrosion testing in molten LiCl–KCl salt [44]. Figure 1d shows the tubular furnace set-up with airtight reactor used for complete immersion studies of graphite materials in molten fluoride salt to investigate the interaction between graphite and the molten salt [29].

Copyright 2014, Elsevier. c Top flange view of corrosion tested PyG samples in molten LiCl–KCl-UCl3 salt at 873 K for 2000 h [44]. d Schematic of experimental set-up used for the complete immersion studies of graphite materials in molten fluoride salt [29]. Redrawn from Ref. [29]
a Schematic diagram and b actual experimental setup furnace for corrosion testing of materials in molten salt by immersion studies [43] Image reproduced with permission (Ref. [43]).
Figure 2 shows the overview on various graphite materials tested in three different molten salts. Four different types of graphite materials were tested in the molten LiCl–KCl salt low-density graphite (LDG), high-density graphite (HDG), GC and PyGat 873 K for maximum of 2000 h with continuous purging of UHP argon gas [43]. Properties of LDG, HDG, GC and PyG materials are compared in Table 1 [43]. Various grades of nuclear graphite, coatings of GC, PyC and PyG were tested in LiF, LiF-NaF-KF and LiF-NaF-ZrF4 at different experimental conditions [13, 23, 29]. Four different grades of graphite materials (the 9#graphite, cold-pressed graphite, fine structure graphite and isostatic graphite) are tested in solar/nitrate salts at different temperatures of 623–773 K up to 58 h [14]. List of graphite and coating materials are tested in different molten salts which are presented in Table 2.

Flowchart showing list of graphite materials tested in three different molten salts
After corrosion test, the salt adhered to the graphite samples is characterized without cleaning in water to understand the salt penetration into the graphite. To record weight, change of the graphite samples was cleaned in distilled water to remove the salt particles sticking on the surface and dried. The percentage of weight change in each sample was calculated. Surface and cross-sectional analysis were carried out on corrosion tested graphite materials by scanning electron microscopy (SEM), atomic force microscopy (AFM), X-ray diffraction (XRD) and Raman spectroscopy to assess the extent and mode of corrosion attack.
5 Corrosion of Graphite Materials in Molten Chloride Salts
Graphite materials find wide range of application as structural materials in molten chloride salts at high temperature for pyrochemical reprocessing. Lee et al. [46] performed electrorefining using graphite as cathode in eutectic LiCl–KCl salt. The steel cathode proposed to be used in the electrorefiner was replaced by a graphite cathode, as graphite exhibits self-scraping behaviour in which the electrodeposited uranium dendrite falls from the cathode surface on its own without undergoing any kind of further processing. The self-scraping nature of graphite cathode would increase the efficiency of electrorefining process due to the elimination of mechanical scraping as well as the stripping of the cathode [46].
Corrosion performance of the graphite materials, namely LDG, HDG, GC and PyG, was investigated and the morphological changes noticed in the samples induced by molten chloride salts after continuous exposure to 2000 h [43]. Figure 3 shows the visual examination of LDG in as-received and corrosion tested condition. After corrosion test, the surfaces of LDG revealed the formation of pores on the surfaces compared to as-received samples and uniform corrosion were observed on the entire surface. The strength of LDG was lost and became fragile. The as-received and immersion tested LDG surface morphologies were shown in Fig. 3a, b [43]. The existed pores in as received LDG were less than 10 µm. After molten salt corrosion test for 2000 h, the pore sizes were increased to few tens of micrometre. During corrosion testing, the salt particles enter into graphite planes through the available pores and dislodge carbon particles into molten salt which is responsible for increase in pore size of LDG. The XRD patterns of the as-received and immersion tested LDG samples in molten LiCl–KCl salt are shown in Fig. 3c [43]. The lattice planes observed for both LDG were (002), (100), (101), (004) and (110). The XRD data revealed neither any major change nor the formation of any new compound after the corrosion test. Salt phase is not identified in the diffraction patterns since the amount of salt absorbed into the porous structure was less than the detection limit of XRD. However, the salt present in the LDG was identified by EDX point analysis. The diffraction patterns of LDG and HDG were observed to be similar, because of the same processing method and no structural variation in them. The full width at half maximum (FWHM) values of the (002) peak of the LDG was calculated to understand the disorder in this material from as-received to corrosion tested ones. The FWHM of the as-received samples is 0.299° while in case of corrosion tested materials are 0.391° for LDG [43]. An increase in FWHM of (002) peak of LDG indicates that an increase in structural disorder of the graphite after the corrosion test in molten salt. There are no additional phases detected even after 2000 h of testing. XRD patterns confirmed the absence of reactivity of graphite materials with molten LiCl–KCl salt at 873 K. The peaks corresponding to intercalation compounds were not observed in LDG [43].

The corrosion behaviour of HDG samples was evaluated with two kind of tests. The first one is full immersion of HDG in molten LiCl–KCl salt up to 2000 h as shown in Fig. 4a [12]. The second test is immersion of HDG rod half portion in salt and half portion exposed to molten salt vapour phase as shown in Fig. 4b [12]. Visual examination of HDG clearly shows the two distinct regions of molten salt immersion and vapour exposed regions compared to as-received graphite. Severe attack was observed at immersion region compared to the vapour exposed region. The attack was uniform throughout the surface of the HDG sample in case of fully immersion tested sample up to 2000 h. The weight loss of the HDG specimens after the corrosion test in molten LiCl–KCl salt for various durations under UHP argon atmosphere was measured. The percentage weight loss of HDG for 250, 500, 1000 and 2000 h was plotted in Fig. 4c [45]. These results indicated that the weight loss (%) was increased linearly with increasing time of exposure. It can be inferred from the weight loss measurements that HDG suffers more corrosion attack in molten LiCl–KCl salt at 873 K. SEM micrographs of unexposed and corrosion tested HDG are shown in Fig. 4d–h [45]. The increase of molten salt attack with time on HDG can be clearly seen from the SEM micrographs. The unexposed HDG surface contains pores and microcracks as shown in Fig. 4d. The surface morphology of 250 h exposed specimen shows lesser attack and initiation of graphite degradation was clearly seen (Fig. 4e). The attack was significant in the case of 500 h (Fig. 4f) and 1000 h HDG samples (Fig. 4 g), and it was severe in case of 2000 h (Fig. 4h) exposed sample [45]. The mechanism involved in the molten salt corrosion of graphite was explained in Sect. 8. In the SEM image of 2000 h exposed sample (Fig. 4h), rough surface morphology was observed when compared to unexposed graphite [45]. With increase in time of exposure, the carbon particles from graphite start to degrade, which causes material loss, grooves and cavities on the surfaces [45]. Throughout the exposed region, uniform attack was found on the surface of HDG. The pores present in the unexposed graphite surface were enlarged after corrosion test. Several oxidants and impurities present in the molten salts are responsible for accelerating the degradation of HDG in LiCl–KCl salt. From the SEM micrographs of HDG, it was clear that porosity present in the graphite increases results in weight loss with time of exposure to molten salt. The corrosion behaviour of HDG in molten salt suggested that protective coating is essential to avoid degradation in molten salt [45].

Copyright 2012, Elsevier
Visual examination of as-received and corrosion tested in a fully immersion tested and b partially immersion tested HDG rods in molten LiCl–KCl salt [12]. c Weight loss of HDG in molten LiCl–KCl salt at 873 K for different time periods. Surface morphology of d as-received and corrosion tested HDG in molten LiCl–KCl salt for e 250 h, f 500 h, g 1000 h and h 2000 h [45]. Images are reproduced with permission (Ref. [45]).
The as-received GC surface exhibited mirror-like finish, and after corrosion test, the surface became marginally dull without any attack on the surface. The surface morphologies of as-received and corrosion tested GC samples are shown in Fig. 5a and Fig. 5b, respectively [43]. The lines in the micrograph of as-received GC (Fig. 5a) are due to the preparation of the surface by milling/machining of the material. After corrosion test salt, the surface morphology appeared to be smooth (Fig. 5b) and there was no significant attack [43]. The surface became smoothened. Due to the non-wetting characteristic of GC by molten salt, initiation of pores was not observed on the surface even after corrosion testing for 2000 h. The density of GC is quite low, but it is non-porous in nature due to the absence of large open pores and the presence of small closed pores of a few nanometers in size [47]. Owing to closed porosity, penetration of molten salt into GC was not evident. High-temperature stability and the absence of long-range order in the structure also make GC chemically more inert towards molten salt than LDG and HDG materials [43].

Visual examination of both as-deposited and corrosion tested PyG shows top and bottom surfaces which have a silvery appearance as shown in Fig. 6a and Fig. 6b, respectively [48]. The bottom surface was small curve-shaped, and it appeared to be the inverse of the top surface nodes. The impurities and irregularities present on the surfaces of the graphite substrate are the growth centres of nodes during deposition process. After corrosion test, the surfaces (top and bottom) did not show any observable change and no attack was found on the surfaces of PyG. The fine spherical growth features on the top surface of PyG are shown in Fig. 6c. These spherical shapes were observed due to growth in perpendicular direction to the substrate. The PyG top surface examined under optical microscopy bright field view shows nodules like structure [48]. Inside the nodules cauliflower structure could be seen. The bottom surface contains very small nodules in comparison to the top surface as shown in Fig. 6d. These nodules were large in diameter, and the size was observed to be increased as the deposition process continued [48].

a and b shows the visual examination of PyG top and bottom surfaces before and after immersion tested in molten LiCl–KCl salt at 873 K for 2000 h. Microstructures of PyG top surface c before and d after exposed to molten salt. AFM topography of molten salt corrosion tested PyG e top and f bottom surfaces [48]. Images are reproduced with permission (Ref. [48]). Copyright 2013, Taylor & Francis. Photographs of g before and h after 2000 h tested PyG surfaces in molten LiCl–KCl-UCl3 salt. Microstructures of PyG: i before and j after 2000 h of molten salt exposure. k XRD pattern of PyG before and after exposure to molten LiCl–KCl-UCl3 salt [52]. Images are reproduced with permission (Ref. [52]). Copyright 2018, Taylor & Francis
The surface morphology of corrosion tested PyGsamples did not show any changes and was similar to that of the as-deposited surface of PyG. The SEM microstructures of the top surfaces of the as-received as well as corrosion tested PyG samples are shown in Fig. 6c, d [48]. As-received PyG surface exhibited convex feature and the absence of pore morphology in the backscattered SEM micrograph. After corrosion test in molten salt, PyG did not show any evidence of degradation and attack on the surface (Fig. 6d) [43, 48]. According to Lewis et al. [49], traces of impurities present in PyG could be from precursors. The EDX analysis of PyG before and after the corrosion test are similar, which confirmed that no significant change occurred in elemental composition [48]. In the preparation method for PyG, higher temperature caused high graphitization, less active sites and the absence of hetero-elements in its structure resulting in lower corrosion rate than GC, HDG and LDG. Penetration of molten salt into PyG is not possible because of the non-porous structure which makes the PyG chemically immune to molten LiCl–KCl salt [43, 48].
AFM is a powerful tool for accurate determination of surface roughness values along with the surface topography of carbon materials [50, 51]. The surface topography of corrosion tested top and bottom surface of PyG is shown in Fig. 6e and Fig. 6f, respectively [43, 48]. The nodular morphology observed is a characteristic of PyG [49]. The surface roughness values calculated with Nova software using average and RMS roughness formula indicated that top surface has less roughness compared to bottom surface of PyG. Also, corrosion tested top surface had less roughness compared to that of the as-deposited surface. After immersion in molten salt, the surface roughness of PyG was further decreased and the surface became smoothened. The decrease in surface roughness could be attributed to the removal of soot formed during deposition of PyG on the surface. This feature was also observed in the SEM images of PyG as shown in Fig. 6c, d [43, 48]. After corrosion test in molten chloride medium, there was no appreciable change in nodular morphology (Fig. 6e). The concave asperity present on the bottom surface resembled as cavities in AFM (Fig. 6f). After 2000 h exposure in chloride environment, the top and bottom surfaces of corrosion tested PyG appeared similar to the as-deposited surfaces [43, 48].
Pictorial images of as-deposited and molten LiCl–KCl-UCl3 salt exposed PyG surfaces are presented in Fig. 6g, h [52]. The dimensional changes due to the attack by molten salt were found to be insignificant. The visual examination shows neither attack nor degradation on the surface even after adding UCl3 salt to LiCl–KCl. The addition of UCl3 to LiCl–KCl salt did not introduce any significant microstructural changes to the PyG surfaces (Fig. 6i, j) [52]. The XRD patterns of PyG in the as-received and corrosion tested in molten LiCl–KCl-UCl3 salt are presented in Fig. 6k [52]. The important structural feature of PyG is the preferred orientation in one direction along the (002) plane. The crystallites present in the PyG tend to form the basal planes (002) aligned parallel to the surface of deposition. The prolonged exposure in aggressive molten salt environment results in broadening of XRD peak for (002) and (004) planes. The peak broadening and the associated change in FWHM after molten salt exposure indicate marginal disorder. The interlayer spacing of the PyG before and after corrosion testing in molten LiCl–KCl-UCl3salt did not change [52]. The turbostratic structure, graphitization, highly preferred orientation and the high density of PyG might prevent the permeability of molten salt into its structure. This implies that PyG is chemically inert and resistant to attack with and without UCl3 added LiCl–KCl molten salt at 873 K [44, 52].
Raman spectroscopy is one of the major characterization techniques used to identify the structural and microstructural changes in graphite materials [53, 54]. Raman spectroscopy analysis of different graphite materials was conducted elaborately by various research groups [54, 55]. However, limited data was available using the Raman analysis of graphite materials after corrosion test in molten salt and so far no Raman mapping studies have been reported after molten salt corrosion test. Graphite-based materials in the wave number region from 1000 to 2000 cm−1 give interesting information related to microstructural features. The Raman spectra recorded on the graphite surfaces before and after molten salt immersion test in the present study are shown in Fig. 7a–f [43]. The as-received and corrosion tested LDG, HDG and PyG samples showed peaks around 1337, 1582 and 2700 cm−1, which were attributed to D, G and G′ bands, respectively. Apparently, all the spectra obtained has similar spectral signatures implying that there is a fraction of disorder in the microstructures of all the three graphite materials [43]. Even the PyG used in our study was not highly ordered because the position of the D band was shifted to several wave numbers than expected. Raman spectra of all the graphite materials in the present studies showed the presence of both D and G′ bands. Earlier it was reported that the spectrum of polycrystalline graphites also give D band, called as disorder-induced D mode and become active in small graphite crystallites of polycrystalline graphites. From the normal Raman spectral analysis, it is inferred that all the graphite materials characterized were partially disordered polycrystalline in nature [43].

Copyright 2014, Elsevier
Raman spectra of as-received and molten salt exposed graphite materials: a as-received LDG; b molten salt exposed LDG; c as-received HDG; d molten salt exposed HDG; e as-received PyG; and f molten salt exposed PyG. Raman mapping of the D band of the as-received and corrosion tested g LDG; h HDG; and i PyG [43]. Images are reproduced with permission (Ref. [43]).
The intensity, peak position and bandwidth of graphite materials were calculated thoroughly. The integrated intensity ratio, ID/IG for the D and G bands, is widely used for quantifying the defect in graphite materials [53, 54]. The bandwidth and ID/IG ratio calculated from Raman spectra of as-received and corrosion tested LDG, HDG and PyG revealed that the ID/IG ratio of LDG was comparatively higher than HDG and PyG materials, also indicating that the disorderness in LDG was more compared to the other two materials [43]. The ID/IG ratios of the corrosion tested samples were also higher than that of the as-received samples. Generally, greater the bandwidth, higher is the degree of disorderness in graphite samples [56]. All the observations from Raman spectroscopy investigation revealed that PyG and HDG samples have more degree of ordered structure and are free from interstitial defects when compared to LDG samples [43].
Raman mapping is considered to be more reliable and relevant than single spectral analysis. Raman mapping was carried out on corrosion tested samples of surface area 80 × 80 μm2 to find out the D band variation semi-quantitatively which in turn would provide information about the effect of molten salt on the degree of disorder [43]. Raman mapping generally gives the intensity distribution of one particular spectral range from which the changes in the composition of a specific component can be determined. Raman mapping also provides the image distribution of one particular wave number range (corresponding to one component). Average Raman spectra and mapping were recorded before and after testing the graphite materials in molten salt. The Raman mapping confirmed that the molten LiCl–KCl salt induced a disorder in the microstructure of graphite material, particularly in LDG [43]. Figure 7g–i shows the Raman mapping of D band of unexposed and molten salt exposed LDG, HDG and PyG samples [43]. It is evident that the D line distribution is low in as-received graphite samples when compared to molten salt exposed samples. Also, the degree of disorder (high D band distribution) was high in LDG (Fig. 7g) when compared to HDG (Fig. 7h) and PyG (Fig. 7i), which was indicated in white colour in the mapping image [43]. Raman mapping analysis of molten salt exposed carbon materials revealed that high disorder was introduced in the graphite structure of LDG and HDG and the modification in the D band of PyG was negligible. Analysis of integrated intensity ratio upheld the introduction of minor defects in HDG and PyG after molten salt corrosion test. Raman mapping ascertained the quantum of disorder introduced in PyG to be less than that in HDG [43]. It was confirmed from the immersion studies of graphite materials that the penetration or diffusion of molten salt into graphite materials strongly depends upon the microstructure of the materials. It is also observed that PyG has excellent corrosion resistance in molten chloride salt. Hence, PyG is recommended for use in molten salt applications as a free-standing object or in the form of coating. PyG is a preferable protective coating on HDG to control molten salt corrosion.
Hareesh et al. [56] and Vetrivendan et al. [57] developed PyG coating on HDG by chemical vapour deposition using propane and methane as precursor gases at a processing temperature of 2073 and 2473 K. The surface morphology (Fig. 8a) of PyG coating deposited on HDG at 2473 K shows typical cauliflower morphology with polygonal elements with triple point grain boundaries of columnar grown PyG during vapour deposition. The dense and compact arrangement of cauliflower heads is evident which are consisting of fine and coarse grains in PyG coating [56]. It is also evident that as the pyrolysis temperature increases, the undulation between the heads minimizes, and the surface seems to be even. Figure 8b shows the polarized light optical microscopy cross-sectional image obtained from the PyG deposited on HDG perpendicular to the basal plane at temperatures 2473 K in 1 h coating cycle. The columnar growth of PyG coating was observed and is continuously growing in cone shape with secondary cones formation between primary cones. Inset image of Fig. 8b is clearly showing dense, fine and uniform cone formation. In the deposited PyG coating no defects and porosities were observed. The morphology, nucleation and growth of coating are depending on pyrolysis temperature. The thickness of PyG coating deposited on HDG at 2473 K is 30 µm indicating that which is thick enough to protect the HDG for molten salt corrosion [56]. It is possible to make more thick (>52 µm) PyG coating on HDG by chemical vapour deposition [57]. Molten salt corrosion studies on PyG coated HDG in molten LiCl–KCl salt are under progress.

6 Corrosion of Graphite Materials in Molten Fluoride Salts
Molten salt reactor systems demand structural materials to effectively resist corrosion by fluoride salt mixtures. In order to select the best suitable materials for molten salt reactor, extensive corrosion studies were carried out with graphite in molten fluoride salt up to 1000 h exposure at 978 K. After corrosion test, graphite shows penetration of salt to a greater extent through the available pores [58]. Graphite is also used as moderator in molten salt breeder reactors (MSBR) as it resists radiation and tolerates fission product accumulation. The type of graphite to be used in the MSBR should not undergo any chemical reaction with molten fluoride mixtures [59]. Bernardet et al. [29] carried out the interaction studies on nuclear graphite, graphite protected by a single GC coating and a double coating of PyC/GC in molten fluoride salt.
Figure 9a shows the microstructure of raw nuclear graphite disc after immersion in molten LiF-NaF-ZrF4at 773 K for 48 h [29]. The surface becomes rough with wide pores, contains salt particles and deep penetration of salt through the surface pores and strongly adhered salt can be seen. The corrosion behaviour of unprotected nuclear graphite was not satisfactory after 48 h of immersion in molten salt at 773 K. The best way of protecting graphite surface is to increase the inertness towards molten salt and has been obtained by providing suitable and well-adhered carbon coatings like GC and PyC over graphite. For the protection of graphite, Bernardet et al. [29] employed three types of approaches to develop GC and PyC as coating on graphite: (i) graphite disc coated by GC obtained from the pyrolysis of a deposit of the phenolic resin precursor, (ii) graphite coated by GC obtained from the pyrolysis of a graphite disc dipped in phenolic resin precursor by dip coating, (iii) graphite disc first coated with PyC and then by GC. The cross-sectional image in Fig. 9b shows the nuclear graphite coated by PyC film, and Fig. 9c shows the double layer coating of GC on the PyC deposit [29]. The single layer-coated GC and double coating of PyC/GC on graphite samples are studied by immersion test in the molten fluoride salt at 773 K for 48 h in inert nitrogen atmosphere. After immersion studies, the cracks formed on GC coating were filled with molten fluoride salt. At few areas on the cross section of coating, the salt was strongly adhered, whereas in few areas the smooth surface of GC remains same and no adhersion of salt. This clearly indicates that the horizontal coverage of single GC coating does not protect the nuclear graphite because of the cracks formed in the GC coating act as paths for the penetration of salt. It was also noticed that the horizontal coating of GC was less adhered to the graphite substrate. To improve the performance of GC coating on graphite Bernardet et al. [29] made attempts to develop GC coating by “dip coverage”. A thin film of GC coating was prepared on graphite by dip coating in phenolic resin followed by pyrolysis. The dip-coated GC shows no deep penetration of molten salt even though small cracks and pores are observed. The adhesion of salt to the dip-coated GC has lowered compared to horizontal GC coating. The interface between dip-coated GC and graphite clearly showed that molten salt cannot diffuse because of good cohesion and adherence of coating. The dip-coated GC performs better to protect the nuclear graphite compared to horizontal GC coating. The other approach Bernardet et al. [29] used to protect nuclear graphite was double PyC/GC coating. A thick and dense PyC coating (30 µm) was developed on graphite followed by thin film of GC (5 µm) as shown in Fig. 9d. There are minor cracks on GC coating with very small pores less than a micrometre. The PyC coating acts as a bond coat which fills the porosity of graphite and provides good adhesion to GC. After molten fluoride salt impregnation test for 48 h at 773 K, very small amount of salt was observed in the small cracks on GC surface. At the interface of graphite and PyC as well as PyC and GC, the salt is not attached which indicates that there is no diffusion of molten salt happened, and therefore, salt has not reached the nuclear graphite [29]. The cross section of double PyC/GC (Fig. 9d) on nuclear graphite coating clearly demonstrates that the coating is very clean, and there was no molten salt adherence or filling of the pore or cracks [29]. The double PyC/GC coating layer exhibits a perfect adhesion to the surface of nuclear graphite and a very weak adherence towards the molten salt. Compared to single GC coatings by horizontal and dip coatings, the double PyC/GC coating offers excellent protection to the nuclear graphite [29].

Copyright 2009, Elsevier
a Surface morphology of nuclear graphite disc after immersion in molten LiF-NaF-ZrF4 salt. b SEM micrographs of cross sections of PyC coated on nuclear graphite and c cross section showing the double coating of GC on the PyC deposited on nuclear graphite. d Cross section of graphite coated with PyC and then with GC after immersion in molten LiF-NaF-ZrF4 salt. The experimental temperature was 773 K, and exposure time is for 48 h in all the cases [29]. Images are reproduced with permission (Ref. [29]).
Selection of materials is one of the critical issues in the accelerator-driven transmutation technology (ADTT) [23]. GC, PyG and Hastelloy B are considered as candidates for structural materials in the ADTT systems. Vacik et al. [23] investigated the interaction of molten fluoride salt with these materials in a bath of molten salts either as one-component LiF at 1268 K or in a mixture of LiF-KF-NaF at 813 K [23, 60]. PyG was found to be chemically intact; corrosion attack was evident on GC and particularly on the surface of Hastelloy B [23, 60]. Different carbon allotropes and metallic foils (Ni, Ti, V and Mo) were exposed to molten LiF-based salt mixture at 813 K (1–10 h) and 1268 K (1 h) and their weight loss (%) was measured after the corrosion test which is listed in Table 3. Significantly, lower weight loss values were observed for GC and PyG compared to reactor-grade graphite [60].
Surface morphology of nuclear graphite (IG-110) before corrosion test (Fig. 10a) contains large pores which are more than 1 µm in size. After molten salt corrosion in LiF–NaF–KF for 16 h, the pores have contained solidified salts in the nuclear graphite and these pores were enlarged (Fig. 10b) [13]. Feng et al. [13] pointed that the surface of nuclear graphite needs to be sealed to reduce or eliminate the penetration of molten salts. PyC coatings were deposited on nuclear grade graphite by thermal decomposition of methane at 2103 K to seal the pores of the graphite against the penetration of molten fluoride salt. The cross section of PyC coated nuclear graphite (Fig. 10c) characterized by polarized light microscopy shows that PyC coating exhibits cone shape growth feature which is caused by the gas phase nuclei and rotation of the subsequently deposited carbon layers [13]. The PyC coating was dense and anisotropic with nanopores. The cross section of PyC coated graphite tested in molten salt for 16 h (Fig. 10d) did not show any penetration of salt through PyC coating. Very small size cracks were observed. Helium gas permeability into nuclear grade graphite was significantly decreased after PyC coating [13]. These results indicate that the PyC coating is dense and pore-free to protect the graphite against the impregnation of fluoride salts and propagation of fission gases [13]. These studies recommended the use of impervious grades of graphite for molten salt applications in order to control corrosion.

Copyright 2013, Elsevier.
Surface morphology of nuclear graphite (IG-110) a before and b after static LiF-NaF-KF molten salt experiment for 16 h. c cross-sectional morphology of PyC coated nuclear graphite under polarized light microscopy. d cross-sectional view of the PyC coating on nuclear graphite after static LiF–NaF–KF molten salt experiment for 16 h [13]. Images are reproduced with permission (Ref. [13]).
7 Corrosion of Graphite Materials in Molten Nitrate Salts
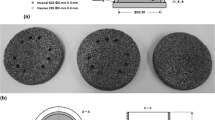
Identification of structural materials for concentrated solar power plants needs detailed understanding of corrosion behaviour of materials in solar salts. Graphite materials were proposed to be used as additives to the existing structural materials to improve the heat transfer properties. Figure 11a–d shows the pictures of the four graphite materials tested in molten nitrate salt at different time periods. All of the four samples clearly exhibit deformation in shape, cracking, peeling, volume expansion and loss of material [14, 61]. Regardless of time period of exposure the graphite samples showed corrosion attack on all the faces of sample. Corners of cubic samples are destroyed, and there were cracks of length 2–5 mm. The change in shape and formation of cracks on the graphite samples were caused due to changes in physical properties of the materials. During molten salt immersion studies, the salt particles penetrate into the graphite through the available pores on the surface of graphite. The pores act as channels for penetration of salt into graphite with time of exposure and lead to the volume expansion. The penetrated salt stays inside the graphite layers. The four graphite samples are removed from salt for every 4 h and cooled for weight change measurements. After corrosion test, the existence of the internal cracks in the graphite experience nucleation and expanding of the graphite surfaces causes cracking, peeling which results in a weight loss of the surface and eventually complete failure [14]. The microstructures of the fine graphite samples before (Fig. 11e) and after corrosion test (Fig. 11f) in molten solar salt show that their lamellar spacing increased after corrosion and the degree of aggregation among carbon particles in the lamellar structure [14]. XRD analysis (Fig. 11g) was carried on corrosion product collected after 2 h of hot corrosion test in the molten nitrate salt at 773 K from fine graphite and surface of graphite sample with salt. Both XRD patterns clearly show the distinguish patterns of crystalline graphite and nitrate salt phases. No new phase is appeared which indicates that there is no chemical reaction taken place between graphite and salt. XRD analysis shows crystalline salt, and small amount of graphite phase indicates that graphite particles are leached into the salt [14, 61].

Copyright 2015, Elsevier
Images of the four types of graphite after corrosion at 723 K: a the 9# graphite corrosion less than 4 h, b cold-pressed graphite corrosion less than 4 h, c isostatic graphite corrosion more than 24 h and d fine structure graphite corrosion more than 24 h. SEM morphology of fine structure graphite sample e before and f after corrosion test in molten nitrate salt for 52 h at 673 K. g The XRD pattern of corrosion product collected from fine structure graphite and surface of graphite with salt after immersion tested in molten nitrate salt at 773 K [14]. Images are reproduced with permission (Ref. [14]).
8 Degradation Mechanism of Graphite Materials in Molten Salts
Generally, molten salt corrosion is caused by the dissolution of the constituents of material, selective leaching, attack, pitting, uniform surface corrosion and chemical reactions [62]. Anyone or more of the above corrosion processes can take place depending on the nature of materials, testing medium, temperature and environment. The corrosion attack on graphite materials is quite contrast to the metallic materials. Graphite materials show distinct degradation behaviour in molten salts. The penetration and absorption of molten salt into graphite structures can proceed in different ways depending upon the arrangement of graphite planes in the structure. Vacik et al. [23] reported the restricted penetration of molten salt into non-porous material and accelerated penetration of salt into porous materials. The degradation of graphite depends on the degree of structural disorder, surface uniformity, preparation method and density of the material. Because of the penetration of salt through the surface pores of graphite, the disorderness at the surface of graphite increases after molten salt corrosion as evident by Raman analysis. Structural disorder increased in the case of LDG, HDG and nuclear graphite due to high corrosion in molten salt. The AFM observations of the graphite materials (LDG, HDG and PyG) are in accordance with the SEM microstructures. The degradation and corrosion behaviour of graphite materials depend upon the nature of hetero-elements present at the edges of carbon planes, the precursors, defects and heat treatment conditions at the time of manufacturing [16]. The major differences among nuclear graphite, LDG, HDG, GC and PyG are in the graphite structure, macro-porosity, the impurity content and degree of graphitization. The structural features and absence of open porosity in GC and PyC resulted in high inertness towards molten salts in both chloride and fluoride salts when compared to nuclear graphite, LDG and HDG. The degradation of graphite materials in molten salt could be attributed to one or more of the following mechanisms [29, 43]: (1) Adhesion of salt to graphite, (2) Diffusion and filling the pores in graphite, (3) Formation of intercalation compounds and (4) Removal of carbon particles. The occurrence of physical reactions leads to corrosion failure of graphite in molten salt which is mainly due to the penetration of salt into graphite. The bond strength between the layers will decrease eventually, and the sample undergoes deformation in shape [14]. There is no evidence of new phase formation or intercalation compounds were confirmed by XRD and Raman analysis. Hence, there is an absence of chemical reaction between graphite and molten salts. Thermodynamic data for the reaction of carbon with LiCl and KCl was calculated using HSC 5.1 software.
Gibbs free energy (ΔG°) values for reactions (1) and (2) are positive values which reveal that chemical reaction between carbon and molten salt is not possible thermodynamically at 873 K [43].
In the case of PyC or PyG, the possibility of diffusion or penetration of molten salt is very remote because of the non-porous structure and highly preferred orientation of crystallites, which makes the PyG chemically inert to molten salts. The salt penetration depth of molten LiF into GC and PyG samples was found to be negligible [23]. Thus, GC and PyG are called as impermeable grades of carbon materials [58]. The penetration and absorption of molten salt into graphite materials strongly depend upon the microstructure of the material. The experimental evidence shows that the penetration of molten salt into graphite materials can be minimized by using impermeable graphite grades like GC and PyG. It was clear from the foregoing discussions that PyG has excellent corrosion resistance in molten salts at high temperatures under inert atmosphere. The other important finding is that as the degree of graphitization increases, the corrosion resistance of graphite increases in molten salts [14, 43].
9 Conclusions
The industrial application of molten salts is increasing widely in power generation plants. The attractive physical, chemical and thermal properties of molten salts are beneficial to employ as a processing medium in reactors, reprocessing and solar plants. Graphite materials are considered as structural materials at various locations in these plants. Evaluating the corrosion behaviour of graphite materials in molten salts at high temperature is essential for molten salt-based plants. The porous graphite materials such as nuclear graphite, low-density graphite and high-density graphite experience severe corrosion in molten salts by infiltration, penetration, diffusion of salt into the graphite. Carbon particles are dislodged from graphite materials into molten salts. The disorder of graphite materials was increased after exposure to the molten salts. The uniform and localized corrosion attack was observed on the surfaces of graphite materials. In order to overcome the corrosion of graphite materials in molten salt environment, efforts were made to develop carbon coatings by chemical and deposition methods. The developed glassy carbon, pyrolytic graphite over the graphite act as a barrier to penetration of molten salt into the graphite. The limited corrosion studies available on glassy carbon and pyrolytic graphite revealed that these materials and coatings perform well in molten salts and minimize the corrosion attack. Pyrolytic graphite coatings protect nuclear graphite and high-density graphite from molten salt corrosion. However, the adhesion of the pyrolytic graphite coating to the graphite was not studied well in the literature. Potential microstructural changes occurred after corrosion studies on coated graphite materials and gas permeability tests need to be studied further in detail. By employing glassy carbon and pyrolytic graphite as structural and coating materials, the life of graphite materials can be extended and prevents its degradation during prolonged exposure in molten salts.
References
Raj B (2011) Materials and manufacturing technologies for sodium cooled fast reactors and associated fuel cycle: innovations and maturity. Energy Procedia 7:186–198
Zhang HL, Baeyens J, Degrève J, Cacères G (2013) Concentrated solar power plants: review and design methodology. Renew Sustain Energy Rev 22:466–481
Rosenthal MW, Briggs RB, Kasten PR (1968) Molten-salt reactor program semiannual progress report for period ending February 29, ORNL-4254
Lee JJ, Arregui-Mena JD, Contescu CI, Burchell TD, Katoh Y, Loyalka SK (2020) Protection of graphite from salt and gas permeation in molten salt reactors. J Nucl Mater 534:152119
Nagarajan K, Reddy BP, Ghosh S, Ravisankar G, Mohandas KS, Kamachi Mudali U, Kutty KVG, Viswanathan KVK, Babu CA, Kalyanasundaram P, Rao PRV, Raj B (2011) Development of pyrochemical reprocessing for spent metal fuels. Energy Procedia 7:431–436
Villada C, Jaramillo F, Castaño JG, Echeverría F, Bolívar F (2019) Design and development of nitrate-nitrite based molten salts for concentrating solar power applications. Sol Energy 188:291–299
Serrano-López R, Fradera J, Cuesta-López S (2013) Molten salts database for energy applications. Chem Eng Process 73:87–102
Chen GZ, Fray DJ, Farthing TW (2000) Direct electrochemical reduction of titanium dioxide to titanium in molten calcium chloride. Nature 407:361–364
Wang K, Jiang K, Chung B, Ouchi T, Burke PJ, Boysen DA, Bradwell DJ, Kim H, Muecke U, Sadoway DR (2014) Lithium–antimony–lead liquid metal battery for grid-level energy storage. Nature 514:348–350
Chetal SC, Chellapandi P, Puthiyavinayagam P, Raghupathy S, Balasubramaniyan V, Selvaraj P, Mohanakrishnan P, Raj B, Energy Procedia 7:64–73
Kamachi Mudali U, Sure J, Thyagarajan K, Shankar AR, Mallika C (2014) Surface modification technologies-XXVII. In: Kamachi Mudali U, Srinivas Rao B, Murthy BS, Kamaraj M, Sudarshan TS, Raj B (eds) VALAR Docs Publications, pp 146
Sure J (2013) Corrosion behaviour of carbon materials and development of ceramic coatings on graphite crucibles for molten salt based applications. Homi Bhabha National Institute, PhD thesis, Mumbai, India
Feng S, Xu L, Li L, Bai S, Yang X, Zhou X (2013) Sealing nuclear graphite with pyrolytic carbon. J Nucl Mater 441:449–454
Xu Y-T, Xia T-D, Wang W-P, Zhang G-L, Jia B-L (2015) Hot corrosion failure mechanism of graphite materials in molten solar salt. Sol Energy Mater Solar Cells 132:260–266
Pierson HO (1993) Handbook of carbon, graphite, diamond and fullerenes, 1st edn. Noyes publications, Park ridge, New Jersey
Castro LDD, McEnaney B (1992) The control of high temperature corrosion of engineering carbons and graphites. Corros Sci 33:527–543
Nightingale RE (1966) Graphite: advantages, limitations and applications. Status report of Pacific Northwest laboratories, Richland, Washington, pp 1–16
Criscione JM, Reddy RL, Fulgenzi CF, Page DJ, Fisher FF, Dzermejko AJ, Hedge JB (2000) Graphite, applications of artificial. In: Kirk-Othmer Encyclopedia of chemical technology
Inagaki M (2006) New carbons-control of structure and functions. Elsevier Science Ltd., Oxford
Rautavuori J, Tormala P (1979) Preparation of bulky glassy carbon bodies from phenolformaldehyde resin. J Mater Sci 14:2020–2022
Noda T, Inagaki M, Yamada S (1969) Glass-like carbons. J Non-Cryst Solids 1:285–302
Jenkins GM, Kawamura K (1976) Polymeric carbons-carbon fiber, glass and char. Cambridge University Publications, Cambridge
Vacik J, Naramoto H, Cervena J, Hnatowicz V, Peka I, Fink D (2001) Absorption of molten fluoride salts in glassy carbon, pyrographite and Hastelloy B. J Nucl Mater 289:308–314
Kotlensky WV (1973) Deposition of pyrolytic carbon in porous solids. Chem Phys Carbon 9:173–262 Marcel Dekker publication
Moore AW (1967) The induction heating of pyrolytic graphite. Carbon 5:159–162
Turkat M, Robba WA (1969) US Patent 2442617
Yajima S, Satow T, Hirai T (1965) Microstructure and density of pyrolytic graphite. J Nucl Mater 17:127–135
Pappis J, Blum SL (1961) Properties of pyrolytic graphite. J Am Ceram Soc 44:592–597
Bernardet V, Gomes S, Delpeux S, Dubois M, Guérin K, Avignant D, Renaudin G, Duclaux L (2009) Protection of nuclear graphite toward fluoride molten salt by glassy carbon deposit. J Nucl Mater 384:292–302
Bourrat X, Dugne O, Pyrocarbon-based multilayer for HTR fuel particles, pp1–8. http//:acs.omnibooksonline.com/data/papers/2004_M036.pdf
Asou M, Tamura S, Namba T, Kamoshida H, Shoji Y, Mizuguchi K, Kobayashi T (1999) The corrosion resistance tests of crucible materials for oxide pyro-process. In: Proceedings of international conference on future nuclear systems (Global’99), Jackson Hole, WY, USA, August 1999
Takeuchi M, Kato T, Hanada K, Koizumi T, Aose S (2005) Corrosion resistance of ceramic materials in pyrochemical reprocessing condition by using molten salt for spent nuclear oxide fuel. J Phys Chem Solids 66:521–525
Inoue T, Koch L (2008) Development of pyroprocessing and its future direction. Nucl Eng Technol 40:183–190
Hayashi H, Koizumi T, Washiya T, Koizumim K (2004) US Patent 6793894
Magdziarz A (2006) Thermal gravimetric analysis of general-grade graphite, glassy prebaked and pyrolytic carbons. Arch Metall Mater 51:471–474
Nakamura K, Morooka H, Tanabe Y, Yasuda E, Akatsu T, Shindo H (2011) Surface oxidation and/or corrosion behavior of glass-like carbon in sulfuric and nitric acids, and in aqueous hydrogen peroxide. Corros Sci 53:4010–4013
Boussie H (2003) Pyrometallurgical processing research program “PYROREP”-final report
Electrometallurgical techniques for DOE spent fuel treat: By Committee on Electrometallurgical Techniques for DOE Spent Fuel Treatment, Board on Chemical Sciences and Technology, National Academy Press, Washington, D.C. (2000) pp 1–116
Benedict RW, Henslee SP (1998) EBR-IΙ spent treatment demonstration project status. In: 5th international nuclear conference on recycling, conditioning and disposal, Nice, France, pp 149–55
Li SX, Johnson TA, Westphal BR, Goff KM, Benedict RW (2005) Electrorefining experience for pyrochemical processing of spent EBR-II driver fuel. In: Proceedings of GLOBAL 2005, Tsukuba, Japan, Oct (2005) Paper No 487
Kamachi Mudali U, Shankar AR, Mallika C, Thyagarajan K, Ningshen S, Reddy BP, Nagarajan K (2011) Materials and coating technologies for pyrochemical reprocessing of spent metallic fuel from fast breeder reactors. Kalpakkam, India, IGC/MMG/CSTG/2011 pp 1–47
Sure J, Shankar AR, Ramya S, Mallika C, Kamachi Mudali U (2014) Corrosion behaviour of carbon materials exposed to molten lithium chloride–potassium chloride salt. Carbon 67:643–655
Madhura B (2018) Corrosion behavior of pyrolytic graphite in LiCl-KCl-UCl3 molten salt for pyrochemical reprocessing application. Homi Bhabha National Institute, MSc (Eng) thesis, Mumbai, India
Sure J, Shankar AR, Ramya S, Kamachi Mudali U (2012) Molten salt corrosion of high density graphite and partially stabilized zirconia coated high density graphite in molten LiCl–KCl salt. Ceram Int 38:2803–2812
Lee JH, Kang YH, Hwang SC, Shim JB, Kim EH (2008) Application of graphite as a cathode material for electrorefining of uranium. Nucl Technol 162:135–143
Fitzer E, Schaefer W, Yamada S (1969) The formation of glasslike carbon by pyrolysis of polyfurfuryl alcohol and phenolic resin. Carbon 7:643–646
Sure J, Shankar AR, Kamachi Mudali U, Nowicki A, Raj B (2013) Characterisation of pyrolytic graphite exposedto molten LiCl–KCl salt. Surf Eng 29:28–33
Lewis JC, Floyd IJ (1966) Reorientation effects in vitreous carbon and pyrolytic graphite. J Mater Sci 1:154–159
Vakar Z, Denisov EA, Kompaniets TN, Makarenko IV, Marushchak VA, Titkov AN (2001) The surface morphology of pyrolytic graphite irradiated by hydrogen atoms. Tech Phys 46:773–777
Donnet JB, Wang TK (1994) AFM observation of carbon materials. Analysis 22:M24–M26
Madhura B, Jagadeeswara Rao C, Vetrivendan E, Ningshen S, Mallika C, Kamachi Mudali U (2018) Corrosion resistance of pyrolytic graphite in LiCl-KCl-UCl3 molten salt for pyrochemical reprocessing application. Corros Eng Sci Technol 53:188–193
Pimenta MA, Dresselhaus G, Dresselhaus MS, Cancado LG, Jorio A, Saito R (2007) Studying disorder in graphite-based systems by Raman spectroscopy. Phys Chem Chem Phys 9:1276–1291
Jawhari T, Roid A, Casado J (1995) Raman spectroscopic characterization of some commercially available carbon black materials. Carbon 33:1561–1565
Nakamizo M, Kammereck R, Walker PL Jr (1974) Laser Raman studies on carbons. Carbon 12:259–267
Hareesh R, Vetrivendan E, Sole R, Ningshen S (2020)Surface characterization and influence of pyrolysis temperature on microstructure, phase and oxidation kinetics of CVD pyrolytic graphite coatings. Appl Surf Sci 529:147106
Vetrivendan E, Ningshen S, Philip J (2019) Microstructural and phase characterisation of pyrolytic graphite coating by CVD using propane and methane as precursor. Mater High Temp 36:540–547
Manly WD, Allen JW, Cook WH, DeVan JH, Douglas DA, Inouye H, Jansen H, Patriarea P, Roche TK, Slaughter GM, Taboada A, Tolson GM (1958) Construction materials for molten salt reactors. In: MacPherson HG (ed) Molten salt reactors. Tennessee; Oak Ridge National Laboratory Press, Part-II, pp 595–625
Grirnes WR, Chemical research and development for salt breeder reactors. Oak Ridge National Laboratory, ORNL-TM-1853, pp 1–133
Vacik J, Naramoto H, Cervena J, Mach R (1999) Molten fluoride salts incorporation into pristine and ion-modified carbon allotropes and metallic foils. Czech J Phys 49:997–1002
Xu Y, Wang W-P, Xia T, Jia B, Zhang G (2014) Hot corrosion resistance of four graphite material in molten solar salt. Adv Mater Res 887–888:479–483
Indacochea JE, Smith JL, Litko KR, Karell EJ (1999) Corrosion performance of ferrous and refractory metals in molten salts under reducing conditions. J Mater Res 14:1990–1995
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Sure, J., Kamachi Mudali, U. (2022). Molten Salt Corrosion Behaviour of Graphite Materials. In: Kamachi Mudali, U., Subba Rao, T., Ningshen, S., G. Pillai, R., P. George, R., Sridhar, T.M. (eds) A Treatise on Corrosion Science, Engineering and Technology. Indian Institute of Metals Series. Springer, Singapore. https://doi.org/10.1007/978-981-16-9302-1_9
Download citation
DOI: https://doi.org/10.1007/978-981-16-9302-1_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9301-4
Online ISBN: 978-981-16-9302-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)