
Abstract
Pyrochemical reprocessing has opted for the reprocessing of spent metallic fuels from future sodium-cooled fast breeder reactors in India. Pyrochemical reprocessing involves several unit operations with various atmospheres at different temperatures ranging from 500 to 1500 °C. The primary separation process of the pyrochemical reprocessing is the electrorefining step. The electrorefining process uses molten LiCl–KCl eutectic salt as the electrolyte at 500 °C under an inert atmosphere for the separation of the fuel elements from spent fuel. Molten salts at high temperature are more corrosive to the structural materials. Hence, structural materials should possess high corrosion resistance in molten salt. Recent corrosion evaluation of various structural materials like stainless steels, Cr–Mo steels, Ni-based alloys, and graphite carried out was investigated in molten salt system. The possible and various types of corrosion mitigation strategies have adopted and test protocols for the molten salt corrosion protection are discussed. Thermal spray ceramic coatings as one of the best chemical barriers for the protection of materials from molten salts are highlighted. The mechanism of molten salt corrosion, the corrosion resistance behaviour of various candidate structural materials in LiCl–KCl molten salt, its mitigation by providing ceramic coatings for pyrochemical reprocessing applications are briefly discussed. All the structural materials tested in LiCl–KCl are found to be corrosive and the ceramic coated materials showed excellent corrosion resistance in the molten salt atmosphere.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Pyrochemical Reprocessing
The pyrochemical reprocessing uses high temperature molten salt, (i.e. LiCl–KCl, LiCl–KCl-CsCl, CsCl-NaCl, LiF-CaF2, etc.), and molten metals at temperatures ranging between 500 and 1500 °C under an inert atmosphere for spent metallic fuels reprocessing [1, 2]. The process involves high temperature oxidation–reduction reactions in non-aqueous media to separate the actinides, U, and Pu from fission products. These methods use the differences in the volatilities or thermodynamic stabilities of the compounds of actinides and fission products to achieve the separation. The pyrochemical reprocessing involves the following major operations as shown in Fig. 1 [3]: (i) Chopping of the fuel pins and shearing of the cladded fuel pins with a pin chopper, (ii) Molten salt purification and Electrorefining of the spent fuel to recover fuel elements, (iii) Distillation of the entrained salt/cadmium from the electrodeposits and consolidation of the electrodeposited actinides in a cathode processor, and (iv) Casting of the actinide product from the cathode processor into an ingot in a casting furnace. The advantages of pyrochemical reprocessing include (i) short cooling and direct refining of spent fuels (U–Pu-Zr alloy), (ii) small/compact equipment systems, (iii) minimum steps with no irradiated fuel transport, and economical, (iv) recycling of transuranics (TRUs)—Reduces High Level Waste (HLW), also in the solid form, (v) actinides can be recovered and (vii) proliferation-resistance (no product purification) [1,2,3].

Flow chart of pyrochemical reprocessing of spent metallic fuels
Electrorefining and cathode processing are the key steps of the pyrochemical reprocessing. Electrorefining uses 5–6wt.% UCl3 containing molten LiCl–KCl eutectic salt as the electrolyte, spent nuclear fuel as anode and steel and liquid Cd as the cathodes [4]. The process is carried out at 500 °C in inert atmosphere glove boxes/hot cells. In the electrorefining process, an impure metal/alloy is made as an anode, from which selected constituents are electro-transported through a salt medium for deposition over the cathode. The electrorefining step is the heart of the pyrochemical process for separating U, Pu, minor actinides (MA), and fission products from spent metallic fuel which acts as an anode. The chopped fuel rod segments loaded into perforated steel baskets are placed in the electrorefiner, which act as the anode. Uranium and U–Pu mixture are electrotransported to a solid cathode and liquid cadmium cathode, respectively. The cathode deposit occluded with 20–30% of LiCl–KCl molten salt. This cathode deposit has to be processed subsequently in the cathode processing.
Aggressive conditions like corrosive chemicals, high radiation, and high temperature existing in the pyrochemical reprocessing plant demand the structural materials of the various operations to exhibit good mechanical integrity and thermal stability combined with corrosion resistance to provide high performance. The structural materials for nuclear fuel reprocessing applications have to be selected based on the various parameters like cost-effectiveness, their availability, corrosion resistance, mechanical properties, etc. [5].
2 Molten Salt Corrosion
The corrosion of structural materials by molten salts is considered as molten salt corrosion. A wide variety of molten salts ranging from molten fluorides, molten nitrates, molten chlorides, molten sulphates, and carbonates etc. are used for various applications in the nuclear industry, solar thermal power industry, batteries, fuel cells, electrolytes, etc. [6,7,8]. Especially in the nuclear industry, molten salts have been considered for use in primary and secondary coolants in fission and fusion-based reactors, electrolytic media for reprocessing of nuclear fuels, etc. [9, 10]. Corrosion of materials in molten salts at high temperatures is very important for the successful operation. Molten salt corrosion plays an important role in the functioning of the particular component and for even today, the number of materials evaluated for high temperature molten salt corrosion is limited. Molten salts are also gaining more and more applications in the nuclear industry [9, 10]. They find application as fuel in the reactor, solvent for reprocessing, etc. in nuclear field. In this particular chapter, more emphasis is given for the molten chloride salts, LiCl–KCl for pyrochemical reprocessing applications.
In the pyrochemical reprocessing, molten chloride salts, eutectic LiCl–KCl, are being used [1]. It is clear from the free energy of formation vs. temperature diagrams constructed for chlorides that alkali and alkaline earth chlorides are more thermodynamically favoured than the transition metal (most alloying elements) chlorides [11]. Hence, it is expected that the molten chloride salt would not be reduced by common alloying elements, and no corrosion should theoretically occur when alloys are in contact with molten chloride salts. However, the majority of materials corrode during molten salt service, which is mainly due to the presence of impurities [11, 12]. The corrosion of molten salts, mostly molten chlorides, is influenced by the number of impurities in the molten salts, dissolved oxide content, amount of moisture, and any metallic ionic impurities. The corrosion in molten chlorides is attributed mostly due to the presence of oxidants like H2O, OH−, O2, and H+. These impurities can arise during the synthesis and storage of molten salts and can also be from the environment, from storage container materials, etc. If moisture from the container materials or leaks from the storage tanks, present in the molten chloride salt, it can convert to HCl and lead to the corrosion of materials.
There are different ways in which these molten salts would be purified, like by vacuum drying, dehydration followed by passing chlorine gas in the molten state, dehydration followed by carbochlorination method, and stored under inert atmospheres [13].
3 Mechanism of Molten Salt Corrosion
Generally, the corrosion of metals in molten salts is electrochemical in nature involving anodic metal dissolution and cathodic reactions of various oxidants present in the molten salts as impurities [14]. The oxidants can also be other metal ions (from structural materials, fission products, actinides, salt constituents). The combination of the anodic reaction of metal (alloying element) dissolution and the cathodic reaction of oxidants are responsible for the net corrosion reaction as given below.
where AE, Ox, and Red are the alloying element like Fe, Ni, Cr, etc., oxidant and reductant, respectively. The Gibbs energy change for the above reaction should be negative to occur the corrosion spontaneously. The relation which shows the dependence of cell potential and Gibbs energy change is given by
where, ΔG is the change in Gibbs energy of the reaction, n is the number of electrons exchanged in the reaction, F is Faraday constant, E (Ec − Ea) is the potential difference of the reduction potentials of cathodic (Ec) and anodic (Ea) half-reactions. If the cathodic reduction potential (Ec) is more positive, then as per the Eq. 4 ΔG is negative, and hence, the corrosion reaction (forward reaction of Eq. 3) occurs spontaneously. Thus, the cathodic reduction reaction would control the corrosion of the structural materials against molten salt corrosion. The reduction potentials of the metal/metal ion help to find out the extent of corrosion in molten salts. For instance, if the reduction potential of the oxidant (impurities, like other metal ions in salt) is more (more positive or less negative), the metal will corrode. On the other hand, if the EOx/Red > EAE+/AE, the AE would dissolve (corrode) in the molten salt until the EOx/Red = EAEn+/AE. If the difference of EOx/Red and EAEn+/AE is more, the corrosion of AE would be more.
Hence, molten salt corrosion of alloys occurs by (i) oxidation of the alloying element to its ions, and (ii) metal dissolution in the molten salts. In molten salts, dissolution or leaching of the less noble alloying element (called selective leaching) is the most common corrosion mechanism at high temperatures [15]. As seen in the aqueous medium, various forms of corrosion were also known from molten salts, like galvanic corrosion, pitting, erosion, etc. However, no protective passive films are found to be stable in molten salts as they flux the passive films.
Furthermore, the purity of the molten salt plays a vital role in the corrosion of materials. Even after purification of the molten salts, the storage, transport, handling, etc. also lead to the contamination of the impurities, which further led to the aggressive corrosion of the salts. Mostly the molten salts, like, LiCl–KCl eutectic salt in pyrochemical reprocessing applications, would be handled in inert atmosphere argon filled glove boxes. The argon filled glove boxes will be maintained with less than 50 ppm of oxygen and moisture. Most of the fission products would dissolve in molten chloride salts and will act as oxidants. Hence, the corrosion of structural materials in molten salts, LiCl–KCl eutectic, is inevitable. The extent of molten salt corrosion especially corrosion by LiCl–KCl eutectic depends on the nature of the alloy and its alloying elements, the purity of the molten salt, the molten salt surrounding environment (like Ar, Ar + O2, etc.), the temperature of the process, etc. [14]. The conductivity of the molten salts increases with temperature; hence, at high temperatures, the electrochemical processes increase leading to more aggressive corrosion of the materials. For the pyrochemical reprocessing applications, the commercial-grade molten salts LiCl and KCl are mixed in the required proportion to obtain a eutectic mixture and then purified by vacuum drying at around 200 °C for 24–48 h followed by treatment by passing chlorine gas over molten salt at 500 °C for about 1 h. The purified salt is stored in the inert Ar environment in glove boxes for further use.
Corrosion by mass transport due to the existence of thermal gradient within the molten salt system is also observed. The dissolution of less noble alloying elements from the hotter regions of the alloy and redeposition/segregation at the colder regions leading to fouling of the system in circulating systems are also reported [16].
Especially in molten chloride salts, the elements from the alloys form the respective chlorides by reaction with the available Cl2 from the melt. The availability of Cl2 in the melt is possible, as the LiCl–KCl eutectic salt for the pyrochemical reprocessing application is purified by vacuum drying followed by passing Cl2 gas over the molten salt. There is another possibility for the existence of Cl2 in the molten salt, where Cl2 forms by the reaction of Cl− ions with the available O2 in the melt, as shown in Eq. 5 [17].
Most of the metal chlorides are volatile in nature at the temperatures above 500 °C, and it was observed that the corrosion of Cr was higher than Fe in molten chloride salts [18]. In molten chloride salts, two competing reactions, the formation of the metal chlorides and formation of the oxides, can occur. Based on the extent of either reaction, the weight loss or gain of the alloy would be observed. If the formation of metal chlorides dominates than the formation of the corresponding oxides, then due to the volatilization of chlorides, the alloys show weight loss. On the other hand, if the formation of the oxide dominates, they show weight gain; however, as discussed earlier, no metal oxide is stable in the highly aggressive molten chloride salts and hence, protection of the alloy is not possible.
Hence, the study of molten salt corrosion by simulating the actual process conditions is very vital in the success of the particular process using molten salts. In general, the molten salt corrosion evaluation is carried out by exposing the alloys or metals to the molten salt using weight loss measurement in immersion studies, applying the molten salt paste over the samples. The molten salt corrosion evaluation also is conducted using electrochemical techniques like monitoring the open circuit potential (OCP) of the metal/alloy whilst immersing in the molten salt at the required temperature, by recording the linear polarization resistance measurements (LPR), Tafel extrapolation measurements, by electrochemical impedance (EIS) measurements, noise measurements, etc. Some of the corrosion evaluation studies carried out on various structural materials in molten chlorides salts for pyrochemical reprocessing applications are discussed below. Studies related to the development of various types of coatings for the molten salt corrosion protection are also highlighted.
4 Corrosion Behaviour of Structural Materials in LiCl–KCl Eutectic
The eutectic mixture of 44.48 wt.%-LiCl-55.52 wt.% KCl salt is used in the pyrochemical reprocessing of the spent metallic nuclear fuel. The corrosion of various structural materials in molten salt has been studied in different environments, conditions for more than a decade. The correlation of data related to corrosion studies in molten chloride and fluoride salts and its analysis was reviewed by Raiman and Lee [19]. The corrosion data from the 1950s to date are reviewed and presented the major corrosion problems, corrosion mechanisms, development of alloys. Data available in the literature with respect to temperature, materials, experimental methods, etc. are also reported.
Guo et al. [14] reviewed the corrosion in molten fluoride and chloride salts and material development for nuclear applications by covering all literature comprising the corrosion data accumulated since the 1950s, corrosion problems and corrosion mechanisms, metallurgical issues, development of corrosion resistant alloys. Feng and Melendres [20] studied the corrosion and passivation behaviour of various metals at 375 and 450 °C in molten LiCl–KCl eutectic containing lithium oxide and reported that corrosion and passivation behaviour was found to be similar to that observed in aqueous systems. Molten salt corrosion of 304SS, 316LSS, and Q235A in LiCl–KCl salt was studied at 450 °C by electrochemical techniques by Wang et al. [21]. 316 L SS showed better corrosion resistance amongst these alloys, which was attributed to the presence of Ni and Mo in the alloy. The corrosion of Fe-Al intermetallics in LiCl–KCl salt with Li and Cu additions at 450–550 °C showed a four stage degradation mechanisms; Li addition slightly increased the corrosion and Cu addition found to be enhanced the corrosion resistance [22].
The corrosion behaviour of AISI 304 and 316 stainless steels and copper in LiCl–KCl at low temperatures in oxygen and moisture atmospheres was studied by Sim et al. [23]. They reported that stainless steel exposed to LiCl–KCl showed no corrosion below 40 °C, but at a temperature above 60 °C observed pitting corrosion. General corrosion was observed in the case of copper. Horvath and Simpson [24] tested Ni metal in eutectic LiCl–KCl at 500 °C by purging argon gas with a fixed amount of water into the salt and reported that the water as low as 95 ppm could induce corrosion of Ni.
The corrosion behaviour of structural materials has been evaluated in molten LiCl–KCl salt under various gas environments and developed various types of ceramic coatings on structural materials for the corrosion mitigation in molten chloride salts at our lab. The corrosion of materials like 2.25Cr-1Mo, 9Cr-1Mo, Ni-based alloys 600, 625, and 690 is tested in molten eutectic LiCl–KCl salt at 600 °C for various durations under argon atmosphere [25]. It was observed that 2.25Cr-1Mo showed more corrosion compared to 9Cr-1Mo followed by Ni- based alloys. Corrosion evaluation of Type 316L stainless steel in LiCl–KCl molten salt at 600 °C for exposure about 250 h was reported [26]. The corrosion of type 316L was higher with exposure and observed two distinct surface regions, corrosion product region rich with Cr and attacked region with depleted Cr and is porous in nature and concluded that the main mechanism of corrosion was the selective dissolution of Cr with the formation of Cr rich corrosion products on the surface.
Ni-based alloys like Inconel 600, 625, 690, and alloy 800 H have been tested for molten salt corrosion in LiCl–KCl salt under air atmosphere for about 2 h at different temperatures [27]. Inconel 600 and 690 showed better corrosion resistance than Inconel 625 and alloy 800H. Ni and Cr rich oxides were found on the surface scales leading to the spallation of the surface scales. The corrosion behaviour of various carbon materials in molten LiCl–KCl salt at 600 °C for 2000 h of exposure was studied by Sure et al. [28, 29]. Glassy carbon and pyrolytic carbon showed better corrosion resistance against molten chloride salt compared to high density and low density graphite materials. Low density graphite showed poor resistance against molten salt corrosion.
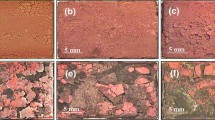
The corrosion evaluation of structural alloys in high temperature molten salts has also been investigated by thermogravimetric balance method to ascertain the mechanisms of corrosion, kinetics, etc. The corrosion behaviour of alloy 600, SS 410, and 9Cr-1Mo steel is studied in LiCl–KCl salt under Ar (inert) and Ar + 10% O2 (reactive) atmosphere at 500 and 600 °C for 24 h duration [30]. In both the atmospheres, Alloy 600 showed marginally higher weight gain compared to 9Cr-1Mo followed by SS410 at 600 °C as shown in Fig. 2d. All the investigated alloys showed insignificant weight change at 500 °C in both atmospheres. The surface morphology examination by SEM revealed that 9Cr-1Mo steel (Fig. 2c) shows more attack by molten salt compared to SS 410 (Fig. 2a) and alloy 600 (Fig. 2b), as shown in Fig. 2. Cr depleted dissolution regions and Cr rich corrosion product regions are observed as seen from Fig. 2a and it was established that the basic mechanism of corrosion by molten LiCl–KCl salt was outward diffusion of Cr and subsequently forming of less protective LiCrO2 layer.

SEM images of a SS 410, b Alloy 600, c 9Cr-1Mo after exposure to LiCl–KCl molten salt for 24 h at 600 °C under 10% O2 containing argon gas atmosphere; d the TG curves for the alloys in the inert and reactive atmosphere at 600 °C [30]
In general, the electrorefining process of the pyrochemical reprocessing uses 5–7 wt-% UCl3 containing molten LiCl–KCl salt as the electrolyte. In order to ascertain the corrosion behaviour of alloys in UCl3 containing molten salt, 2.25Cr-1Mo, 9Cr-1Mo, and SS 410 are studied by thermogravimetric analyser in molten UCl3-LiCl–KCl salt at 500 and 600 °C for 6 h [4] and 24 h durations under both inert and reactive atmospheres. During the 6 h duration studies, marginal weight gains are observed and the weight gains are followed as SS410 > 9Cr-1Mo > 2.25Cr-1Mo at 500 °C and 9Cr-1Mo > 2.25Cr-1Mo > SS 410 at 600 °C in reactive atmospheres. Surface characterization of the 6 h exposed samples showed the enrichment of Mo and depletion of Cr in a reactive atmosphere. The formation of intermittent oxides, α-Fe2O3, γ-Fe2O3, and Fe3O4 is observed. The cross-section SEM images showed the extent of the dissolution of the surface with intermittent oxide layers as observed in Fig. 3.

The cross-section SEM image SS 410 exposed to UCl3-LiCl–KCl molten salt for 6 h at 600 °C under reactive atmosphere
Molten salt corrosion experiments of 2.25Cr-1Mo, 9Cr-1Mo steel, and SS410 are also conducted using thermogravimetry in UCl3-LiCl–KCl molten salt for 24 h at 500 and 600 °C [17]. The studies indicated that the corrosion is higher for 24 h duration exposure than 6 h exposure to molten chloride salts. During 24 h study in an inert atmosphere, 2.25Cr-1Mo showed marginally higher weight gain than SS410 and 9Cr-1Mo, in reactive atmosphere SS410 showed more weight gain at 500 °C and 9Cr-1Mo showed higher weight gain at 600 °C. The analysis of the oxide films revealed the formation of intermittent oxides, hydroxides, and spinel oxides of Fe and Cr.
Electrochemical transient techniques are promising methods for the evaluation of corrosion of materials whilst exposure to molten salts in real process applications. These methods provide the online, in-situ measurements to ascertain the health of the structural material during service to high temperature molten salt environment. Several studies have been reported about the use of these electrochemical techniques for probing the corrosion of materials in molten salts [31,32,33,34,35]. The theory of evaluating the corrosion behaviour of materials in various molten salts by electrochemical techniques is outlined by Nishikata et al. [36]. The corrosion of Inconel 600 in chloride molten salt was studied by Solano et al. [37] using OCP, EIS, and LPR measurements and reported that both Cr and Fe play a detrimental role in molten NaCl-KCl salt.
The corrosion evaluation of 9Cr-1Mo steel in LiCl–KCl eutectic salt was carried out by electrochemical techniques such as OCP, LPR, and EIS at 500 °C [38]. The OCP of the alloy found to be shifting towards the noble direction with the duration of exposure and attained stable OCP at around 50 h of exposure (Fig. 4a). The linear polarization resistance was also found to be increased with duration exposure to a molten salt. Using Tafel constants, it was reported that the corrosion process is activation controlled. The EIS results indicated three-time constant behaviour related to the formation of intermittent oxide film over the 9Cr-1Mo steel (Fig. 4b). The mode of corrosion was found to be segregation and enrichment of Cr and Mo.

(Reproduced with permission from Elsevier)
a OCP and b Nyquist (EIS) plots of 9Cr-1Mo steel exposed to molten LiCl–KCl salt at 500 °C at various intervals of time.
5 Mitigation of Molten Salt Corrosion
As the molten salts are highly aggressive media for the structural materials, molten salt corrosion mitigation strategies should adopt the successful use of the molten salts for the pyrochemical reprocessing. The corrosion evaluation studies carried out in molten LiCl–KCl eutectic salt indicated that structural alloys, like 2.25Cr-1Mo, 9Cr-1Mo, Inconel 600, Inconel 625, SS 410, graphite etc., undergo corrosion at different rates. Hence, corrosion mitigation strategies need to be adopted.
The mitigation of the molten salt corrosion can manage adopting different strategies. First and foremost should be the utmost purification of molten salt by better purification techniques. The selection of the more corrosion resistant alloy for the structural material, like 9Cr-1Mo steel which is preferred over 2.25Cr-1Mo. Avoiding use of different alloys or metals in contact with molten salts to prevent galvanic corrosion. Further, the corrosion can be mitigated by reducing the process temperature as possible. Control of reduction potentials in molten salts can be achieved by various methods like gas purging, making the salt contact with a reducing metal, and adding some soluble salt redox buffers to the salt. A critical review of redox potential control in molten fluoride salt systems was reported by Zhang et al. [39]. Passivating the surface of the alloy/metal is one of the corrosion mitigation strategies for aqueous medium based on the alloying elements; however, in molten salts, with high temperature, these passive films are non-protective.
The other mitigation strategy for protecting the metal/alloy from contacting with the molten salt by providing chemical barrier coatings. Industrially proven thermal spray coatings are used to protect the underneath structural alloy from molten salt corrosion [40,41,42]. Some of the coatings development for the protection of materials from LiCl–KCl molten salt corrosion in view of pyrochemical reprocessing applications is discussed below.
6 Development of Ceramic Coatings for Corrosion Mitigation in Molten Salts
Thermal spray coatings of various ceramics are considered to be the best possible way of mitigating molten salt corrosion. Plasma spray coatings have been developed on various materials for the molten LiCl–KCl applications. Shankar et al. [43] studied the corrosion of plasma sprayed yttria-stabilized zirconia (YSZ) coatings on type 316 L stainless steel in molten salt. YSZ coating showed good corrosion resistance during the immersion studies in LiCl–KCl salt at 600 °C for 500 h. Plasma sprayed alumina, alumina-40% titania, YSZ coatings have been tested on steels and graphite for LiCl–KCl molten salt [44,45,46]. YSZ coatings developed on 9Cr-1Mo and type 304 L by plasma spray process; and materials like 2.25Cr-1Mo, 9Cr-1Mo steel, Alloy 600, alloy 625 and alloy 690 are tested in LiCl–KCl eutectic molten salt and found that the YSZ coating showed better corrosion resistance than the uncoated samples [25].
Corrosion behaviour of 9Cr-1Mo steel with plasma sprayed NiCrAlY bond coat and YSZ top coat has been evaluated in UCl3-LiCl–KCl molten salt at 600 °C for a maximum of 2000 h duration under argon atmosphere [47]. No delamination or failure of the coating was observed for the entire duration of exposure to molten chloride salts as shown in Fig. 5a, b. The surface of the coating after the corrosion test appeared to be the typical as-sprayed coating lamellar morphology observed from the SEM examination. No thickness loss of the coating and no penetration of the salt into the coating could be observed and the coating adhesion was found to be intact as evident from the SEM cross-section image (as shown in Fig. 5c). The surface of the coating after the corrosion test occluded with some amount of UO2 as evidenced from the EDS analysis; however, this did not alter the corrosion resistance behaviour of the coating.

(Reproduced with permission from Elsevier)
Pictures of the YSZ-coated 9Cr-1Mo steel specimens a as coated and b after exposed to molten salt for 2000 h duration, c SEM cross-section image of the YSZ coating on 9Cr-1Mo steel after 2000 h exposure.
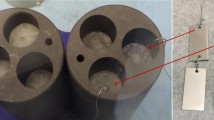
The molten salt corrosion evaluation of YSZ coating by plasma spray process on high density graphite specimens with and without SiC interlayer has been carried out at 600 °C for long duration [48]. Figure 6a shows the photograph of the coated specimens before and after exposure to the molten salt. It is clearly seen that no failure of the coating could be observed. The YSZ coating with SiC interlayer showed better performance up to 3500 h duration of exposure (Fig. 6b), and the YSZ coating without SiC layer tested up to 2000 h without any failure (Fig. 6c). Hence, YSZ coating on high density graphite with and without SiC interlayer performed well for molten chloride salt applications.

Pictures of a YSZ-coated high density graphite before and after exposure to molten salt for about 2000 h; b SEM cross-section image of the YSZ coating with SiC interlayer after 3500 h exposure, and c SEM cross-section image of the YSZ coating without SiC interlayer after 2000 h [48]
7 Conclusions
Molten salts find wide and several applications due to their low vapour pressure, high thermal stability, good electrical conductivity, etc. in various emerging fields of science and technology. Especially in the field of nuclear industry for the reprocessing of spent metallic fuels, chloride-based molten salts, LiCl–KCl eutectic used as an electrolyte. However, one needs to consider the aggressive nature of molten salts, especially chloride salts, at high temperature operations towards corrosion of the structural materials. The corrosion behaviour of various candidate structural materials in LiCl–KCl eutectic molten salt for the pyrochemical reprocessing applications and corrosion mitigation strategies has been presented. Different materials tested in molten LiCl–KCl salt show corrosion at high temperatures with different rates. The degree of corrosion was found to be dependent on the nature of alloy and its alloying elements, nature of the atmosphere, temperature, purity of the molten salt, etc. Different types of corrosion mitigations have been used for the molten salt applications; however, a chemical barrier high temperature ceramic coatings are found to be one of the best for corrosion mitigation in molten chloride salts for the pyrochemical reprocessing applications.
References
Nagarajan K, Reddy BP, Ghosh S, Ravisankar G, Mohandas KS, Kamachi Mudali U, Kutty KVG, Viswanathan KVK, Babu CA, Kalyanasundaram P, Vasudeva Rao PR, Raj B (2011) Development of pyrochemical reprocessing for spent metal fuels. Energy Procedia 7:431–436
Nishimura TKT, Iizuka M, Tanaka H (1998) Development of an environmentally benign reprocessing technology—pyrometallurgical reprocessing technology. Prog Nucl Energy 32:381–387
Toth LM, Bond WD, Avens LR (1993) Aqueous and pyrochemical reprocessing of actinide fuels. JOM 45:35–39
Jagadeeswara Rao Ch, Ningshen S, Mallika C, Kamachi Mudali U (2018) Molten salt corrosion behavior of structural materials in LiCl-KCl-UCl3 by thermogravimetric study. J Nucl Mater 501:189–199
Kamachi Mudali U, Ravishankar A, Ningshen S, Suresh G, Sole R, Thyagarajan K (2011) Materials development and corrosion issues in the back end of fuel cycle. Energy Procedia 7:468–473
Reddy RG (2011) Molten salts: thermal energy storage and heat transfer media. J Phase Equilib Diffus 32:269
Nunes VMB, Queirós CS, Lourenço MJV, Santos FJV, Nieto de Castro CA (2016) Molten salts as engineering fluids—a review: Part I molten alkali nitrates. Appl Energy 183:603–611
Kuchibhotla A, Banerjee D, Dhir V (2020) Forced convection heat transfer of molten salts: a review. Nucl Eng Des 362:110591
Delpech S, Cabet C, Slim C, Picard GS (2010) Molten fluorides for nuclear applications. Mater Today 13:34–41
Le Brun C (2007) Molten salts and nuclear energy production. J Nucl Mater 360:1–5
Sridharan K, Allen TR (2013) 12—corrosion in molten salts. In: Lantelme F, Groult H (eds) Molten salts chemistry. Elsevier, Oxford, pp 241–267
Fernández AG, Cabeza LF (2020) Corrosion evaluation of eutectic chloride molten salt for new generation of CSP plants. Part 1: thermal treatment assessment. J Energy Storage 27:101125
Matthew Kurley PWHJ, McAlister A, Raiman S, Dai S, Mayes RT (2019) Enabling chloride salts for thermal energy storage: implications of salt purity. RSC Adv 9:25602–25608
Guo S, Zhang J, Wu W, Zhou W (2018) Corrosion in the molten fluoride and chloride salts and materials development for nuclear applications. Prog Mater Sci 97:448–487
Kane RD (2003) Molten salt corrosion. In: Covino BS, Cramer SD Jr (ed) Corrosion: fundamentals, testing, and protection. ASM International, pp 216–219
Harper MA, Lai GY (2001) Nickel based alloys for resistance to high temperature corrosion. In Jones RH (ed) Environmental effects on engineered materials. Marcel Decker, New York, 2001, pp 72–106
Jagadeeswara Rao Ch, Ningshen S (2020) High temperature molten salt corrosion of structural materials in UCl3–LiCl–KCl. Corros Eng Sci Technol 55:425–433
Seybolt AU (1970) Oxidation of Ni-20 Cr alloy and stainless steels in the presence of chlorides. Oxid Met 2:119–143
Raiman SS, Lee S (2018) Aggregation and data analysis of corrosion studies in molten chloride and fluoride salts. J Nucl Mater 511:523–535
Feng XK, Melendres CA (1982) Anodic corrosion and passivation behavior of some metals in molten LiCl–KCl containing qxide ions. J Electrochem Soc 129:1245–1249
Wang L, Li B, Shen M, Li S-Y, Yu J-G (2012) Corrosion resistance of steel materials in LiCl-KCl melts. Int J Miner Metall Mater 19:930–933
Barraza-Fierro JI, Espinosa-Medina MA, Hernandez-Hernandez M, Liu HB, Sosa-Hernandez E (2012) Effect of Li and Cu addition on corrosion of Fe–40at.% Al intermetallics in molten LiCl–KCl eutectic salt. Corros Sci 59:119–126
Sim J-H, Kim Y-S, Cho I-J (2017) Corrosion behavior induced by LiCl-KCl in type 304 and 316 stainless steel and copper at low temperature. Nucl Eng Technol 49:769–775
Horvath D, Simpson MF (2018) Electrochemical monitoring of Ni corrosion induced by water in eutectic LiCl-KCl. J Electrochem Soc 165:C226–C233
Ravishankar A, Thyagarajan K, Kamachi Mudali U (2013) Corrosion behavior of candidate materials in molten LiCl-KCl salt under argon atmosphere. Corrosion 69:655–665
Ravishankar A, Kamachi Mudali U (2008)Corrosion of type 316L stainless steel in molten LiCl-KCl salt. Mater Corros 59:878–882
Ravishankar A, Kanagasundar A, Kamachi Mudali U (2013) Corrosion of nickel-containing alloys in molten LiCl-KCl medium. Corrosion 69:48–57
Sure J, Ravi Shankar A, Ramya S, Mallika C, Kamachi Mudali U (2014) Corrosion behaviour of carbon materials exposed to molten lithium chloride–potassium chloride salt. Carbon 67:643–655
Sure J, Ravishankar A, Kamachi Mudali U, Nowicki A, Raj B (2013) Characterisation of pyrolytic graphite exposed to molten LiCl–KCl salt. Surf Eng 29:28–33
Jagadeeswara Rao Ch, Ravishankar A, Ajikumar PK, Kamruddin M, Mallika C, Kamachi Mudali U (2015) Corrosion behavior of structural materials in LiCl-KCl molten salt by thermogravimetric study. Corrosion 71:502–509
Nishikata A, Haruyama S (1986) Electrochemical monitoring of the corrosion of Ni Fe, and their alloys in molten salts. Corrosion 42:578–584
Cuevas-Arteaga C (2008) Corrosion study of HK-40m alloy exposed to molten sulfate/vanadate mixtures using the electrochemical noise technique. Corros Sci 50:650–663
Cuevas-Arteaga C, Uruchurtu-Chavarín J, González J, Izquierdo-Montalvo G, Porcayo-Calderón J, Cano-Castillo U (2004) Corrosion evaluation of Alloy 800 in sulfate/vanadate molten salts. Corrosion 60:548–560
Sanchez-Carrillo M, Trinstancho-Reyes JL, Sandoval-Jabalera R, Orozco-Carmona VM, Almeraya-CalderónF, Chacón-Nava JG, Gonzalez-Rodriguez JG, Martínez-Villafañe A (2011) Electrochemical impedance spectroscopy investigation of alloy inconel 718 in molten salts at high temperature. Int J Electrochem Sci 6:419–431
Mohammadi Zahrani E, Alfantazi AM (2012) Corrosion behavior of alloy 625 in PbSO4-Pb3O4-PbCl2-ZnO-10 Wt Pct CdO molten salt medium. Metall Mater Trans A 43:2857–2868
Nishikata A, Numata H, Tsuru T (1991) Electrochemistry of molten salt corrosion. Mater Sci Eng, A 146:15–31
Salinas-Solano G, Porcayo-Calderon J, Gonzalez-Rodriguez JG, Salinas-Bravo VM, Ascencio-Gutierrez JA, Martinez-Gomez L (2014) High temperature corrosion of inconel 600 in NaCl-KCl molten salts. Adv Mater Sci Eng 2014:8
Jagadeeswara Rao Ch, Venkatesh P, Ningshen S (2019) Corrosion assessment of 9Cr-1Mo steel in molten LiCl-KCl eutectic salt by electrochemical methods. J Nucl Mater 514:114–122
Zhang J, Forsberg CW, Simpson MF, Guo S, Lam ST, Scarlat RO, Carotti F, Chan KJ, Singh PM, Doniger W, Sridharan K, Keiser JR (2018) Redox potential control in molten salt systems for corrosion mitigation. Corros Sci 144:44–53
Sadeghi E, Markocsan N, Joshi S (2019) Advances in corrosion-resistant thermal spray coatings for renewable energy power plants Part I: effect of composition and microstructure. J Therm Spray Technol 28:1749–1788
Agüero A, Audigié P, Rodríguez S, Encinas-Sánchez V, Miguel MTD, Pérez FJ (2018) Protective coatings for high temperature molten salt heat storage systems in solar concentration power plants. In: AIP conference proceedings, vol 2033, p 090001
Jafari R, Sadeghimeresht E, Farahani TS, Huhtakangas M, Markocsan N, Joshi S (2018) KCl-induced high-temperature corrosion behavior of HVAF-sprayed Ni-based coatings in ambient air. J Therm Spray Technol 27:500–511
Ravishankar A, Kamachi Mudali U, Sole R, Khatak HS, Raj B (2008) Plasma-sprayed yttria-stabilized zirconia coatings on type 316L stainless steel for pyrochemical reprocessing plant. J Nucl Mater 372:226–232
Sure J, Jagadeeswara Rao Ch, Venkatesh P, Prabhakara Reddy B, Mallika C, Kamachi Mudali U (2014) Evaluation of plasma sprayed alumina–40wt% titania and partially stabilized zirconia coatings on high density graphite for uranium melting application. Ceram Int 40:6509–6523
Sure J, Ravishankar A, Ramya S, Kamachi Mudali U (2012) Molten salt corrosion of high density graphite and partially stabilized zirconia coated high density graphite in molten LiCl–KCl salt. Ceram Int 38:2803–2812
Sure J, Mallika C, Choubey A, Kamachi Mudali U (2016) Corrosion behavior of laser melted alumina–40 wt% titania coated high density graphite in molten salt. Trans Indian Inst Metals 69:1633–1644
Jagadeeswara Rao Ch, Venkatesh P, Prabhakara Reddy B, Ningshen S, Mallika C, Kamachi Mudali U (2017) Corrosion behavior of yttria-stabilized zirconia-coated 9Cr-1Mo steel in molten UCl3-LiCl-KCl salt. J Therm Spray Technol 26:569–580
Jagadeeswara Rao Ch, Madhura B, Vetrivendan E, Thyagarajan K, Ningshen S, Mallika C, Kamachi Mudali U (2018) Molten salt corrosion resistance of yttria stabilized zirconia coating with silicon carbide interlayer on high density graphite. Trans Indian Inst Metals 71:1237–1245
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Jagadeeswara Rao, C., Ningshen, S., Kamachi Mudali, U. (2022). Molten Salt Corrosion and Its Mitigation for Pyrochemical Reprocessing Applications. In: Kamachi Mudali, U., Subba Rao, T., Ningshen, S., G. Pillai, R., P. George, R., Sridhar, T.M. (eds) A Treatise on Corrosion Science, Engineering and Technology. Indian Institute of Metals Series. Springer, Singapore. https://doi.org/10.1007/978-981-16-9302-1_12
Download citation
DOI: https://doi.org/10.1007/978-981-16-9302-1_12
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9301-4
Online ISBN: 978-981-16-9302-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)