
Abstract
This study reviews the current understanding and research on the methods and performance of chromium diffusion coatings on nickel superalloys. Chromizing has been considered as an effective approach to improving the resistance to hot corrosion, especially type II hot corrosion, and the results from the literature shows that the different concentration of chromium in different types of nickel-based superalloys influence the coatings morphology and properties. Moreover, various methods have been developed to chromium diffusion coatings and the selection of method is not only dependent on processing temperature and time but also on the substrate in matter. Through the experimental results obtained by various researchers, the dependencies between coating deposition methods, process variables, and microstructure and surface properties of chromium diffusion coatings on nickel-based superalloys are discussed. Finally, the future research direction is pointed out.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
For the prominent mechanical strength and high temperature stability, superalloys, especially nickel-based superalloys are widely used to fabricate blades of aero engine. However, the poor performance of superalloys against harsh and corrosive environment has been a growing concern. In view of that, a feasible method, diffusion coating, has been applied to improve to oxidation and corrosion resistant at high temperatures. Diffusion coating is a process where the alloy (or component) surface is enhanced by either a thin layer of aluminum (aluminized), chromium (chromized), silicon (siliconized) or combination of two elements [1]. Among the various coating techniques, diffusion coating is considered to be well established and cost-effective [2].
The most common diffusion coatings applied and adopted by the aerospace industry and power generation on turbine components are aluminized and modified aluminized coatings [3, 4], known to ensure solid protection (Al2O3-scale) against oxidation [2]. Chromium diffusion coating (commonly referred to as chromizing), instead, is known to increase the resistance to hot corrosion [5, 6]. In fact, chromium benefits the resistance to type II hot corrosion which occurs at temperatures close to 700–900 ℃ and is caused by the action of molten salts and Sulphur interaction with alloy surface [7]. Although the presence of toxic chromates in some diffusion coating processes are undesirable, chromizing still has a potential wide range of applications. In particular area, for example, the under-platform regions on a turbine blade, chromizing is practicable as a main surface region enriching method [8, 9].
Based on above reasons, mechanisms and different methods of diffusion chromizing have been investigated, but studies relating to dependencies between coating deposition methods, process variables, microstructure and surface properties of chromizing for nickel-based superalloys is still needed. In this study, the development of chromium diffusion coatings will be reviewed; the deposition methods and process parameters are discussed and correlated to the resulting behavior such as coating microstructure and properties; and influence of different nickel-based substrates.
2 Application Methods
2.1 Basic Principles
Diffusion coatings are applied to improve the resistant performance against harsh environment. For most metallic systems, Chemical Vapor Deposition (CVD) can be used as a coating method. This involves bringing solute elements such as zinc (sherardizing) [10,11,12], aluminum (aluminizing) [13,14,15], or chromium (chromizing) into contact with substrate surface. An intermediate step comes into play, in which a vapor species with solute metal elements is generated [2], and the chemical reaction principles involved are as follows (here with Cr as source and NH4Cl as activator):
At the process treatment temperature, the activator NH4Cl is sublimed and decomposed:
The ammonia dissociated into nitrogen and hydrogen:
Hydrogen chloride reacted with the chromium grains in the retort:
Cr atoms penetrate into the sample to react with the base metal to form a Cr-rich layer.
The coating process is an important factor affecting the chemical element distribution, phase structure and microscopic morphology of the coating, and hence, its performance. Stable and reasonable process parameters are an important prerequisite and basis for ensuring excellent performance of the coating. The preparation process of the coating mainly includes: substrate composition, diffusion temperature, diffusion time and so on.
To achieve both good quality and low price in process of chromizing, different ways to generate and transport the vapor to the substrate are invented, among which three methods are currently most commonly used: pack cementation, slurry, above the pack chromizing.
2.2 Pack Cementation
In this method, substrates to be coated and a pack of covering powder mixture are put into a sealed retort. The mixture includes coating materials such as Cr, halide salts (e.g., selected from AlF3, NaCl, NH4Cl, and NH4F), and the filler material (usually alumina). At a temperature between 700 ℃ to 1200 ℃, through the promotion of halide salts, the substrates are coated during deposition of coating materials under a protective atmosphere [16].
Accurate investigations that lead to a better comprehension of the influence of experimental parameters on the microstructure of chromized coatings have been carried out. Bozza et al. [17] studied combinations of different processing time (with and without post heat treatment) and pack-mix composition (different wt.% of NH4Cl as activator and Cr) at 1100 ℃, finding that with the increase of chromizing time and weight percent of activator, the thickness of coatings can be larger, while Gaillard-Allemand et al. [18] discussed coatings obtained at different processing temperatures, in which outer Cr-rich layer and inner γ-Ni layer can be found in coating at a temperature of 1000 ℃, while only a Cr-rich layer exists in if temperature reach 1250 ℃.
2.3 Slurry
The limitation of the pack cementation method is that the direct contact between the substrates and the powder mixture makes it difficult for the small cavity to be fully coated, resulting in a discontinuous coating. Alternatively, to solve this situation, the slurry process came into play, in which the coating material and carrier of volatile liquid are mixed to form a slurry, and then the slurry is injected into the cavity to generate a uniform coating, followed by heating to remove volatile liquid and causing diffusion of chromium [19].
However, in conventional slurry chromizing, chromates in the slurry are considered to be toxic, so Kool et al. [8, 9] improved the method and composition of the slurry (about 80wt.% metallic powder, about 17wt.% colloidal silica, and about 3wt.% organic stabilizer), making the chromizing process in a safe and stable condition.
2.4 Above Pack Process
In above pack (including vapor phase chromizing) method, the substrates are suspended above the reagents and have no contact with them. Under suitable time-temperature cycles, the inert gas carrying the halide vapors generated inside the reactants wash over all the substrate surfaces to conduct the deposition process [20]. Hence, compared to direct-contact way of the pack cementation, a higher coating purity and better coating structure can be obtained through above pack method, and it is also a better way to modify the coating by adding elements which improve oxidation and hot corrosion resistance performance.
2.5 Modified Coatings
Modified chromized coatings on nickel-based superalloys have always been a research hotspot. Studies on chrome-aluminizing started at 1980s [21,22,23,24], where studies by Godlewska et al. [21] and Rastegari et al. [22] investigated chrome-aluminizing (CrAl) using the method in which the substrates were chromized first and then aluminized by pack cementation. Coatings formed by this two-step process can improve coating microstructure and properties; the results suggested that percentage of chromium content in pack-mix needs to be controlled, otherwise the increase of chromium content may even lead to thick and brittle coating thickness, hence, affecting the integrity and performance of the coating. Others, Gleeson et al. [23] and Lesnikov et al. [24] selected one-step pack cementation process (Cr-Al co-depositing) in their research, but the experimental results have shown great differences on the morphology and mechanical properties due to the different coating method and processing time.
On the other hand, the application of platinum in chromized coatings has also attracted great interest. Malush et al. [25] and Dust et al. [26] found that Pt added into chromized coatings improves its hot corrosion resistance as well as forms a barrier to chromium to diffuse out from substrate to coating layers.
3 Microstructure and Composition
The Ni-Cr binary phase diagram is simulated by FactSage™ software. The main purpose of this simulation is to predict the formation of different phases on chromizing of nickel-based substrates under a range of temperatures (0–1900 ℃). The simulation results are consistent with many versions of the phase diagram published before [18, 27, 28], on the range of chromizing temperatures (950–1080 ℃). There are only two solid solutions, α-Cr phase (BCC) and γ-Ni phase (FCC), with an intermediate (α-Cr + γ-Ni) phase area. The microstructure and morphology of the deposited layers can be characterized according to this phase diagram, where α-Cr phase is in the most cases brittle and (α-Cr + γ-Ni) phase known to be ductile [7].

Nickel-Chromium binary phase diagram
Different microstructures can be seen in superalloys with different chromium composition. For a low-chromium composition (less than 10 wt.%) superalloy after chromizing, the distribution of the main elements is relatively uniform, showing homogenization in substrates, which makes the coating stable and mainly composed of (α-Cr + γ-Ni) phase, resulting in a continuous, smooth and dense coating structure according to Sun's research [5]. In the interdiffusion zone (IDZ) area, there may be a patch of needle type nitride formed due to outward diffusion of trace elements like titanium towards the outer layer, and nitride gases interaction on the retort during the vapor chromizing causes a lowering of the solubility limit of the low-concentration elements, leading to the appearance of precipitates [17]. The formation of this area hinders the outward diffusion of Ni to a certain extent, which leads to a partial peak of nickel content around the IDZ. Unlike low chromium substrates, in a high-chromium composition (more than 15 wt.%) superalloy after chromizing, the content of nickel often drops to less than 60 wt.% [17, 29], while the content of chromium has risen slightly, resulting in the appearance of (α-Cr + γ-Ni) phase. Surface rich in Cr will be discontinues and rough, thus, presence of irregular protrusions, porosity and oxides on the outer surface of the coating, affecting the quality of the coating.
4 Influence of Different Processing Parameters on the Morphology of Chromized Coatings
4.1 Substrates’ Composition
The chromium content in the substrate directly leads to the difference in the microstructure and morphology of the sample coating. It is worth noticing that the quality of the outer layer of low-chromium substrates is better than that of high-chromium. This is due to the extremely high nickel content in the outer layer of the former [6, 8, 24]. When the nickel content in the outer layer rises, γ-Ni phase will be generated, which will dissolve chromium and make the coating surface quality better, so that the main surface is (α-Cr + γ-Ni) phase, and there is no rich-Cr layer. In cases where there is high-chromium content on the substrate, can lead to a rich Cr outer layer predominantly α-Cr phase, which is brittle.
As for the high-chromium substrates studied [6, 8, 24], various and a more continuous layer of titanium nitride, less needle shaped, appear in the inter-diffusion zone. This layer is formed because the diffusion of Cr and the simultaneous outward growth of Ni towards the outer layer cause a lowering of the solubility limit of the other alloy elements and the precipitating titanium nitride. In addition, the appearance of this layer of nitride blocks the outward diffusion of nickel to a certain extent, making the nickel content in the outer layer area slightly lower than other regions. Another difference from low-chromium substrates is that due to the higher Cr content, two different layers appear on the entire coating: α-Cr phase outer layer is formed on the surface, which makes irregular protrusions appear on the surface, which is not conducive to the surface quality of the coating, and under the outer layer is (α-Cr + γ-Ni) phase.
4.2 Coating Methods
Literature [6, 8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27] reveals that the currently widely used chromizing methods are mainly pack cementation and vapor phase chromizing, and there are also examples of slurry applications [8, 9]. However, the specific microstructure and mechanical properties data of coatings obtained by slurry chromizing cannot be found from the literature to make a judgment on coating quality, so slurry chromizing will not be discussed in detail in this thesis. Pack cementation and vapor phase chromizing are more widely discussed. On the whole, the coating quality through vapor phase process will be better than that obtained through pack cementation, and this is because some inaccessible passages cannot be deposited by pack cementation process, as surfaces fail to contact with the powder mixture closely. While the vapor phase process is based on the similar reactions as pack cementation process but the substrate is in no contact with the powder mixture, so by accessing the small and inaccessible passages freely through gas phase, a control of coating thickness is achieved.
Specifically, in chromizing, the reaction equations involved in the specific process have been discussed in detail above. In terms of microstructure, the coatings consist principally of Cr (chromium) in solution in γ-Ni. However, in pack cementation process, the direct contact of the pack with the sample may cause a large amount of Cr to accumulate on the coating surface. This leads to the pack cementation coating having discontinuous islands of α-Cr on its surface, and this is undesirable. On the other hand, in pack cementation process, inert fillers (usually alumina) are always needed, but the amount of Cr leads to the formation of Cr-rich area in the outermost layer and to the entrapment of inert fillers particles near the surface. This phenomenon is due to the movement of the reaction front towards the coating surface (coating outer layer) due to the high flow of Cr that deposits on the component surface, which will also greatly affect the surface quality of the coating. In contrast, vapor phase chromizing avoids the above problems well, because the vapor phase chromium chloride produced by the reaction will pass over the sample surface uniformly, effectively preventing the local accumulation of Cr, and avoiding the generation of brittle α-Cr.
4.3 Processing Temperature
In addition to the chromizing method, the temperature and time during the process are considered to have a major impact on the formation of the coating. Mazille et al. [27] and Lyukevich et al. [30] conducted detailed studies on these two factors and found that compared to time, temperature has a greater effect on the coating thickness. In this regard, Lyukevich et al. [30] reported that on a pure nickel sample, at 1000 ℃, the chromizing time was increased from 5 h to 10 h, and the thickness of the coating increased from 5 μm to 10 μm, when the chromizing time is kept at 10 h and the temperature is increased to 1200 ℃, the resulting coating thickness increases from 10 μm to 100 μm. Obviously, the increase in temperature plays a more important role in the formation of the coating. After detailed measurements, Mazille et al. [27] believes that the growth rate of Cr-rich layer is parabolic to temperature. Although the experiment uses pure nickel samples, there will be some discrepancies with the results of using nickel-based superalloys.
In addition, temperature changes will affect the microstructure of the coating. It can be inferred from the phase diagram that in the early stages of deposition a face-centered cubic γ-Ni phase structure develops in the chromizing process (see Fig. 1). As the temperature gradually increases from about 550 ℃, a body-centered cubic α-Cr phase structure develops progressively, and Cr will dissolve in the γ-Ni phase structure, but when the concentration of Cr increases or the temperature continues to increase from about 900 ℃, α-Cr grows from inner layer [27–30]. In particular, Gaillard-Allemand et al. [18] investigated that when the chromizing temperature rises to 1250 ℃, the γ-Ni phase layer in the coating will completely disappear, leaving only one α-Cr layer, which also confirms that the simulation results of FactSage™ are correct (see Fig. 1).
4.4 Processing Time
The effect of processing time varies in different research. In the several detailed experiments mentioned above, Lyukevich et al. [30] used processing time of 3h, 5h and 10h, but the change of coating thickness with time is not obvious. The processing time set by Mazille et al. [27] is 16h. Gaillard-Allemand et al. [18] did not provide a specific processing time. The substrate, processing temperature and experimental methods applied differs from each other, and it is impossible to directly compare the results of each experiment.
However, Bozza et al. [17] studied combinations of different processing time (with and without post heat treatment), and found that at the initial stage of chromizing, the thickness of the coating increases with time. It is because the growth of the coating is mainly based on the inward diffusion of Cr at this stage and the chromizing is not carried out completely, and the high concentration of gas phase reactants gather on the surface of the sample, which promotes the inward diffusion of Cr, leading to an increase in the thickness of the coating at this stage. At this stage, a large amount of Cr aggregates near the surface of the sample can be found in the microstructure, and as the depth increases, the Cr content decreases significantly. When the chromizing progresses to a certain extent, the inter diffusion increases and outward diffusion of nickel dominates. At this stage, the outward movement of nickel is more related to the longer processing time, leading to the solubilization of part of the titanium nitride.
In addition, the post heat treatment for an appropriate time after chromizing can be applied to promote the better microstructure-properties characteristics [30]. The post heat treatment favors the nickel diffusion towards outside, which leads to a decrease in the percentage of Cr in the outer layer with consequent increase in the γ-Ni phase, therefore, making the coating more ductile and coherent microstructure.
4.5 Activator
In all the literature mentioned above, NH4Cl is selected as the activator. In fact, it is the most common activator used in aluminizing and chromizing. To comprehend the influence of different activators, Liang et al. [31] evaluated the effect of three activators (ammonia chloride, sodium chloride and nickel dichloride) on chromizing of superalloys at 950 ℃ by pack cementation and reported that outward growth and less impurities could be found for both ammonia chloride and sodium chloride activated system, while for nickel dichloride as activator, the chromized coating grew inwardly, causing more impurities but an enhanced interdiffusion zone between the coating and substrate.
The addition of activator can promote the progress of chromizing, but excessive activator content may have an adverse effect. For example, large amount of chlorine vapors on the surrounding can be corrosive and affecting the integrity of the coating. In general, the increase in the activator content within the pack-mix needs optimal balance so that vapor phase generated is effective enough to transport and diffuse the Cr into the substrate. Consequently, the amount of Cr spreading in the substrate is greater and forming rich in Cr in the outer layer, but this may also be caused by the relatively high content of Cr in the substrate. The main reason for this situation can be explored in the follow-up by conducting further comparative tests.
4.6 Influence of Chromizing on the Mechanical Properties
Nitride precipitates will cause a significant increase in the hardness of the local area [7]. The location of the nitride precipitates may be near the original surface of the sample. Along with the outward diffusion of nickel, the outward diffusion trend of trace elements also appears. However, due to the obstacle of Cr, titanium was concentrated near the surface of the original sample, and precipitated to form titanium nitride precipitates. This situation also occurred in the study from Bozza et al. [17] using Inconel 738 as the sample.
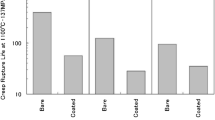
Regarding other mechanical properties except hardness, Lyukevich et al. [30] conducted research and found that after chromizing, the tensile strength of the sample has been greatly improved (from 480 N/mm to 750 N/mm), and a 100-h stress to rupture has also been reduced from 35 N/mm to 30 N/mm, indicating that chromizing helps produce coatings with better mechanical properties. However, Lyukevich et al. [30] used pure nickel samples and not nickel-based superalloys, hence; the improvement of coating mechanical properties by chromizing needs to be further verified for nickel-based superalloys both low and high-chromium content.
5 Summary
This work is mainly to review the dependencies between coating deposition methods, process variables, and microstructure and surface properties of chromizing for nickel-based superalloys. It can be seen that the appropriate coating deposition methods and process variables are conducive to producing coatings with stable microstructure and good mechanical properties, among which: different coating methods results in significantly different morphology of chromium coatings. A stable α + γ phase formed in the chromized diffusion coating of low-chromium substrate, and the surface is smooth and continuous; the chromized diffusion coating of high-chromium substrate consisted of a discontinuous Cr-rich outer layer and a α + γ phase inner layer compared with the coatings of low-chromium; under the same premise of other process variables, compared with pack cementation chromizing, vapor phase chromizing can produce coatings with more stable microstructure and better mechanical properties; in a suitable processing time, the thickness of the coating increases with the increase of the processing temperature.
In order to obtain higher-quality coatings, the next work should focus on the following: (1) Design comparative experiments to look for the best processing time and post heat treatment time for different chromium content substrates; (2) Conduct more detailed mechanical properties tests on the four chromized samples, including nano-hardness, Young's modulus, stress to rupture, etc.
References
Nicholls, J.R.: Designing oxidation-resistant coatings. JOM 52, 28–35 (2000)
Nicholls, J.R., Long, K.A., Simms, N.J.: Diffusion coatings. In: Shreir’s Corrosion, pp. 2532–2555. Elsevier (2010). https://doi.org/10.1016/B978-044452787-5.00176-1
Chaia, N., Cury, P.L., Rodrigues, G., Coelho, G.C., Nunes, C.A.: Aluminide and silicide diffusion coatings by pack cementation for Nb-Ti-Al alloy. Surf. Coatings Technol. 389 (2020)
Mahini, S., Khameneh Asl, S., Rabizadeh, T., Aghajani, H.: Effects of the pack Al content on the microstructure and hot corrosion behavior of aluminide coatings applied on Inconel-600. Surf. Coatings Technol. 397, 125949 (2020)
Sun, W.P., Lin, T.H., Hon, M.H.: CVD chromized nickel. Metall. Trans. B 18, 617–619 (1987)
Goward, G.W., Cannon, L.W.: Pack cementation coatings for superalloys: a review of history, theory, and practice. J. Eng. Gas Turbines Power 110, 150–154 (1988)
Castle, A.R., Gabe, D.R.: Chromium diffusion coatings. Int. Mater. Rev. 44, 37–58 (1999)
Kool, L.B., et al.: Slurry Chromizing Process, 1 (2010)
Lawrence Bernard Kool: Slurry Chromizing Compositions. 1, 28–31 (2012)
Peng, W.J., Wu, G.X., Zhang, J.Y.: In-situ observation of liquid zinc-induced erosion behavior diffusion mechanism in zinc-coated 22MnB5 steel. J. Mater. Res. Technol. 9, 4399–4409 (2020)
Favez, D., Deillon, L., Wagnire, J.D., Rappaz, M.: Intergranular penetration of liquid gold into stainless steel. Acta Mater. 59, 6530–6537 (2011)
Cho, L., Kang, H., Lee, C., De Cooman, B.C.: Microstructure of liquid metal embrittlement cracks on Zn-coated 22MnB5 press-hardened steel. Scr. Mater. 90, 25–28 (2014)
Khajavi, M.R., Shariat, M.H., Pasha, A.: Aluminide coatings for nickel-based superalloys. Surf. Eng. 20, 261–265 (2004)
Rannou, B., Bouchaud, B., Balmain, J., Bonnet, G., Pedraza, F. Comparative isothermal oxidation behaviour of new aluminide coatings from slurries containing al particles and conventional out-of-pack aluminide coatings. in Oxidation of Metals, vol. 81, pp. 139–149. Springer (2014)
Shetty, P.P., Zhang, R., Angle, J.P., Braun, P.V., Krogstad, J.A.: Pack Aluminization assisted enhancement of thermo-mechanical properties in nickel inverse opal structures. Chem. Mater. 30, 1648–1654 (2018)
Goral, M., Ochal, K., Kubaszek, T., Drajewicz, M.: The influence of deposition technique of aluminide coatings on oxidation resistance of different nickel superalloys. Mater. Today Proc. (2020). https://doi.org/10.1016/j.matpr.2020.04.863
Bozza, F., et al.: Analisi del processo di ‘pack chromizing’ su superleghe di Ni per turbine a gas. Metall. Ital. 105, 13–21 (2013)
Gaillard-Allemand, B., et al.: Passivation of nickel-base superalloy Inconel 690 by pack-cementation chromium coatings. Mater. Sci. Forum 369–372, 735–742 (2001)
Parzuchowski, R.S.: Gas phase deposition of aluminum on nickel alloys. Thin Solid Films 45, 349–355 (1977)
International, A.S.M., Rights, A.: ASM specialty handbook: nickel, cobalt, and their alloys. Choice Reviews Online, vol. 38 (2001)
Godlewska, E., Godlewski, K.: Chromaluminizing of nickel and its alloys. Oxid. Met. 22, 117–131 (1984)
Rastegari, S., Arabi, H., Aboutalebi, M.R., Eslami, A.: A study on the microstructural changes of Cr-modified aluminide coatings on a nickel-based superalloy during hot corrosion. Can. Metall. Q. 47, 223–232 (2008)
Costa, W.D., Gleeson, B., Young, D.J.: Codeposited chromium-aluminide coatings 141 (1994)
The Chromiumf. & Phase, Gas. Diffusion Saturation of Nickel Alloys with Alum inum Diffusion Saturation of Nickel Alloys with Aluminum and Chromium 2, 412–416 (1999)
Malush, R.E., Deb, P., Boone, D.H.: Structure and 900 °C hot corrosion behavior of chromium-modified platinum aluminide coatings. Surf. Coatings Technol. 36, 13–26 (1988)
Dust, M., Deb, P., Boone, D.H., Shankar, S.: Structure and 700 °C hot corrosion behavior of chromium modified platinum–aluminide coatings. J. Vac. Sci. Technol. A Vacuum, Surfaces, Film. 4, 2571–2576 (1986)
Mazille, H.M.J.: Chemical vapour deposition of chromium onto nickel. Thin Solid Films 65, 67–74 (1980)
Massalski, T., Submanian, P., Okamoto, H.: Binary Alloy Phase Diagrams 2nd ed. (ASM International Materials Park, OH). ASM Handbook Alloy Phase Diagrams, vol. 3 (1998)
Bozza, F., et al.: Diffusion mechanisms and microstructure development in pack aluminizing of Ni-based alloys. Surf. Coatings Technol. 239, 147–159 (2014)
Lyukevich, V.I., Strel’nikov, V.I., Simkina, T.V., Romanovich, I.V.: Diffusion chromizing of dispersion-strengthened nickel. Sov. Powder Metall. Met. Ceram. 20, 772–775 (1981)
Liang, Z., Shen, M., Lu, X., Zhu, S.: Effect of activators on the microstructure and composition of chromizing coatings in pack cementation method. Gongneng Cailiao/Journal Funct. Mater. 46, 13106–13110 (2015)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chang, J., Li, Y., Shi, H., Sun, L., Cui, Y. (2022). Correlation Between Processing Parameters and Behavior of Chromium Diffusion Coatings on Nickel-Based Superalloys: A Review. In: Proceedings of the 5th China Aeronautical Science and Technology Conference. Lecture Notes in Electrical Engineering, vol 821. Springer, Singapore. https://doi.org/10.1007/978-981-16-7423-5_86
Download citation
DOI: https://doi.org/10.1007/978-981-16-7423-5_86
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7422-8
Online ISBN: 978-981-16-7423-5
eBook Packages: EngineeringEngineering (R0)