
Abstract
Effluents generated from service stations contain several categories of pollutants such as detergents, oil and grease, organic materials, and heavy metals. Most of the literature suggests the electrochemical methods as effective and sustainable methods to treat such wastewater. This research focuses on removing total suspended solids (TSS), oil and grease (O&G), and chemical oxygen demand (COD) from both synthetic and actual service station wastewater samples by using an electrochemical cell carrying a novel anode. An aluminium anode was used to support electrocoagulation (EC), while a copper-plated graphite anode was used to support electrochemical oxidation (EO). Two separate batch reactors were tested initially for individual EC and EO efficiencies of treating the targeted pollutants for 40 min of reaction time under a current density of 30 mA/cm2. The EO efficiencies of removing TSS, O&G, and COD were increased by 21%, 56.3%, and 29.2%, respectively, from the modification of graphite by copper-plating. The efficiency study of the combined reactor with both EC and EO anodes was carried out under two approaches, i.e., the constant current study and constant time study, in order to investigate the optimum operating conditions. TSS, O&G, and COD removal efficiencies of 100%, 100%, and 99.4% were achieved respectively under a reaction time of 60 min at a constant current density of 20 mA/cm2 for synthetic wastewater. The efficiency study of the electrochemical cell carried out under the optimum operating conditions for actual service station effluent resulted in TSS and O&G removal of 100% and COD removal of > 99%. Therefore, the developed combined reactor carrying novel electrodes can be suggested as an efficient treatment method for the treatment of service station effluent.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Advanced oxidation
- Electrochemical oxidation
- Electrocoagulation
- Oil and grease
- Service station wastewater
1 Introduction
Rapid urbanisation and industrialisation have influenced the excessive waste generation all over the world in the past few decades. The water quality of surface and groundwater bodies have been adversely affected by the contamination causing due to industrial waste. These wastewaters have the potential of creating a high impact on the environment when proper treatment and management methods are not practised.
Wastewater generated from service stations contains several categories of pollutants such as detergents, oil and grease, gasoline residue, organic materials, heavy metals, acids and suspended solids which may cause severe health risks and environmental impacts [3, 6]. Several methods such as dissolved air floatation, ultrafiltration, constructed wetland and chemical treatment have been practised to treat service station effluent, and most of these methods have been reported complex, less economical, consuming larger footprint and less efficient [6, 10]. Most of the literature suggests the electrochemical treatment as a promising alternative for wastewater treatment due to its environmental compatibility, versatility, energy efficiency and cost-effectiveness.
Electrochemical water treatment consists of two main mechanisms, i.e. electrocoagulation (EC) and electrochemical oxidation (EO). An electrochemical reactor is a simple arrangement of two electrodes named anode and cathode and a current supply. EC process can be explained as the electro-dissolution of the anode, creating metallic hydroxide flocs that agglomerate within the medium to be treated [8]. The formed flocs can be removed by either sedimentation or floatation. In the EO process, either pollutant are oxidised by diffusing to the anode surface or by an oxidant generated at the anode surface [1]. Usually, aluminium, iron and stainless steel are used as sacrificial electrodes in EC processes (Kuokkanen et al. 2013) while materials such as graphite, lead dioxide, and boron-doped diamond are used for EO processes [2, 4, 7].
The majority of the previous studies on service station wastewater treatment have been incorporated with the EC process. Harinarayanan Nampoothiri et al. [5] developed a reactor setup with five parallel anodes and five parallel cathodes for the EC process. The materials used for the reactor were mild steel and aluminium, which resulted in 89 and 80.05% oil removal efficiency. A significant observation of the mentioned study was the simultaneous decrease of the chemical oxygen demand (COD) along with oil removal. In most of the studies, the EC process was focused on removing oils and COD in service station wastewater but lacked in studies related to simultaneous EC and EO processes. The focus of this research was to develop an efficient and economical reactor to remove oil and grease (O&G), total suspended solids (TSS) and COD in service station effluent.
2 Materials and Methods
2.1 Materials
In this study, aluminium (Al) plates with dimensions 50 mm × 30 mm × 1 mm were used as anodes for the EC process. Graphite rods extracted from size C alkaline batteries were used as the substrate material for anodes in the EO process. For the modification of graphite anodes, analytical grade copper sulphate and sulphuric acid and for the preparation of synthetic wastewater, distilled water, kerosene, sodium dodecyl sulphate (surfactant), analytical grade sodium chloride and grease were used. Analytical grade sodium hydroxide and sodium carbonate were used for cleaning of electrodes.
2.2 Modification of EO Anode
Initially, the graphite rods were cleaned by soaking in a 5% aqueous sodium hydroxide and 5% sodium carbonate. Subsequently, the rods were subjected to reverse current at a temperature of 70 °C to remove any impurity present on the surface. Treated graphite rods were electroplated using a 250 g/L CuSO4.5H2O and 50 g/L H2SO4 solution while using a copper electrode as the anode. A cathode current density of 25 mA/cm2 was provided for 1 h for the electroplating process while keeping 1 cm electrode distance. After that, the surface morphology of the modified and non-modified graphite electrodes were compared and analysed by scanning electron microscopy (SEM) and energy-dispersive x-ray spectroscopy (EDX) methods.
2.3 Preparation of Synthetic Wastewater
Synthetic service station wastewater was prepared using kerosine and distilled water. 50 mL of kerosene, 3 mL of sodium dodecyl sulphate and 3 g of grease were added to 1 L of distilled water which was then agitated at 300 rpm in a rotary shaker (GFL 3005 Analogue Orbital Shaker) for 15 min. Initial pH, TSS, COD and O&G were measured by portable pH meter (Sension + PH1), gravimetric determination using vacuum filtration (AMBL-105-D), dichromate COD method (HACH DR 900) and hexane gravimetry method respectively.
2.4 Experimentation
Initially, two separate reactors for EC and EO processes were tested for the removal of targeted pollutants. In the EC reactor, aluminium plates with the previously specified dimensions were used as both anode and cathode. Both modified and non-modified graphite anodes were tested for the comparison in the EO reactor while using an uncoated graphite rod as the cathode. For both EC and EO reactors, the reactor volume was 100 mL and all the experiments were carried out for 40 min reaction time at a current density of 30 mA/cm2.
In the combined EC and EO reactor, two anodes (i.e. Al plate and modified graphite rod) were used while a non-modified graphite rod was used as the cathode. Experiments in the combined reactor were carried out considering two parameters; reaction time and current density. Initially, the current density was kept at a constant value of 20 mA/cm2, and experiments were carried out for 30, 60, 90 and 120 min reaction times. In the second series of experiments, the reaction time was set to 60 min and carried out the reactions at different current densities of 5, 10, 15 and 20 mA/cm2. The reactor volume was 150 mL. Finally, the developed combined reactor was tested for actual service station wastewater samples.
For EO reactor and the combined reactor, 30 mg of NaCl was added to the electrolyte to support the oxidation process. A standard laboratory DC power supply (TENMA 72-10495, 0–30 V 5 A with twin outputs) was used to supply the required current. After all the reactions, final pH, TSS, COD and O&G were measured using the previously mentioned method in Sect. 2.3.
3 Results and Discussions
3.1 SEM and EDX Analysis
SEM images of non-modified and modified graphite samples with 5000 magnification are shown in Figs. 1 and 2, respectively. Comparison of two images clearly shows that the copper particles are agglomerated on the surface, and the pore density has been reduced in the modified sample.

SEM image of the non-modified graphite electrode

SEM image of the modified graphite electrode
From the EDX spectrums, the compositions of the modified and non-modified electrodes with respect to weight and atomic percentages are compared in Table 1. It could be seen that a significant amount of copper (11.12% w/w) was deposited on the substrate surface after modification. The deposited copper was expected to support the EO process.
3.2 Separate Reactor Study
When comparing final TSS, COD and O&G concentrations after the treatment under the conditions specified in Sect. 2.4 with the initial concentrations, all three reactors (i.e. EO reactor with the non-modified electrode, EO reactor with the modified electrode and EC electrode) exhibited the potential of reducing the targeted parameters. However, the EC reactor alone could achieve 80.8% TSS removal, 97% of COD removal and 100% O&G removal. It could be seen that the aluminium anodes are efficient in removing the mentioned pollutants in water. It can be explained that the hydroxide complexes of Al3+ ions released from the anode to the medium could perform efficiently as coagulants.
When the two scenarios of EO reactor was compared, it could be clearly observed that the modified graphite anode performed better than the non-modified one. The reactor with non-modified anode could achieve removal efficiencies of 38.2%, 46.8% and 36.4% for TSS, COD and O&G respectively. With the modification of copper coating on graphite anode, a significant increment of pollutant removal was achieved, resulting 59.2% of TSS removal, 76% COD removal and 92.7% of O&G removal. The copper coating may have released copper ions which could act as oxidants and further supported EO process. The Cu2+ ions have the potential to reduce gaining electrons and oxidise the pollutants in the medium as per the Eq. (1). Therefore, the modification could enhance the EO performance of the anode.
3.3 Combined Reactor Studies
The combined reactor studies were carried out in two series of experiments which were described in Sect. 2.4. From the results obtained from the separate reactor study, it could be predicted that combining the two reactors would further enhance the performance due to the integration of both EC and EO processes.
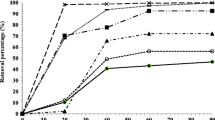
Figure 3 illustrates the variation of the removal efficiencies for targeted parameters with the reaction time at a constant current density of 20 mA/cm2. It could be seen an enhanced removal efficiency for all the pollutants in the combined reactor when compared to the separate reactor studies. When considering O&G, it could be seen that there was no significant variation in removal efficiency with the increase of time. However, the TSS and COD removal efficiency was increased up to 60 min of reaction time, and a decrease could be observed with the increase of reaction time. As the reaction time increases, the energy supplied to the medium increases. Beyond a specific reaction time, the energy may have been sufficient to break the bonds in the flocs. Therefore, the flocs may have been dissolved back to the medium, increasing the TSS quantity. In addition, a previous study carried out by Swain et al. [9], a similar behaviour could be observed for the TSS removal with the increase of reaction time. Excessive generation of micro-bubbles with the increase of reaction time may also destabilise the flocs and reduce the removal efficiency.

TSS, COD and O&G removal efficiencies of the combined reactor with the reaction time at a constant current density of 20 mA/cm2
Since the maximum efficiency in the constant current density study could be achieved at 60 min of reaction time, it was taken as the optimum reaction time for the constant time study. It could be seen in Fig. 4 that a less current density as 5 mA/cm2 is sufficient to remove TSS entirely from the medium. However, COD removal efficiency was decreased with the increase of current density. That phenomenon could also be explained by the breakage of flocs due to the electric field. As per Swain et al. [9], increasing the electricity may also result in the rapid generation of micro-bubbles and create excessive floatation process, which may break the flocs. Although the efficiencies were high, it is essential to check the treated water quality against the discharge standards. The results of the constant current density study and the constant time study are summarised in Tables 2 and 3, respectively. The guidelines imposed by the central environmental authority (CEA) were used to compare the values.

TSS, COD and O&G removal efficiencies of the combined reactor with the current density at a constant reaction time of 60 min
In order to comply with the CEA discharge standards for all the parameters, the optimum operating conditions for the combined reactor were selected as 60 min of reaction time under a current density of 20 mA/cm2. In addition, the pH value was observed to be increased after the reactions. In the EC process, hydroxide complexes of aluminium are generated, and it may have created additional alkalinity to the effluent. Therefore, pH should be adequately adjusted to be in the tolerance limits before discharge or reuse.
3.4 Testing for Actual Service Station Wastewater
From the judgements derived from the two studies carried out for the synthetic wastewater samples, actual service station wastewater samples were tested at optimum operating conditions. The samples were randomly obtained from a service station in Vavuniya. It could be observed that the TSS and O&G were removed entirely under the optimum conditions and the COD values of the treated samples were below the detection limit (< 20 mg/L) of the equipment. Since the synthetic wastewater samples were higher in strength, the observed optimum operating conditions were able to eliminate TSS and O&G entirely and COD more than 99% from the lower strength actual service station wastewater samples. The experimental results for the actual wastewater treatment are shown in Table 4.
4 Conclusion
From the EO reactor study, it could be seen that the copper plating on the graphite substrate could significantly increase the treatment efficiency by 55%, 62.4%, and 54.7% for TSS, COD, and O&G, respectively in synthetic wastewater. Therefore, copper-plated graphite could be suggested as an economical alternative to be used as anodes for the EO process.
The suitability of aluminium electrodes for the EC process is verified through the results observed in the experiments. EC reactor alone could remove the TSS by 80.8%, COD by 97%, and O&G by 100% in synthetic wastewater. However, combining both EC and EO processes could enhance all the targeted pollutants’ treatment efficiency and extents below the CEA maximum permissible limits. The combined reactor could remove TSS and O&G entirely and COD to > 99% from the actual service station wastewater. Hence the developed combined reactor could be suggested as an economical and efficient method of treating service station wastewater.
The optimum operating conditions decided through the experiments were 60 min of reaction time with 20 mA/cm2 anodic current density. Increasing reaction time and current density may decrease treatment efficiency. However, it could be observed that the pH of the treated samples was in the alkaline range. Therefore, pH adjustment is recommended prior to the discharge of the effluent. Further optimisation of the operating conditions, development of a single anode to support both EC and EO processes, improving the reactor for continuous flow scenario, and further studies of leaching chemicals to the effluents could be recommended for future studies.
References
Anglada Á, Urtiaga A, Ortiz I (2009) Contributions of electrochemical oxidation to waste-water treatment: fundamentals and review of applications. J Chem Technol Biotechnol 84(12):1747–1755
Anglada Á, Urtiaga A, Ortiz I, Mantzavinos D, Diamadopoulos E (2011) Boron-doped diamond anodic treatment of landfill leachate: evaluation of operating variables and formation of oxidation by-products. Water Res 45(2):828–838
Banchon C, Castillo A, Posligua P (2017) Chemical interactions to cleanup highly polluted automobile service station wastewater by bioadsorption-coagulation-flocculation. J Ecol Eng 18(1):1–10
Flox C, Arias C, Brillas E, Savall A, Groenen-Serrano K (2009) Electrochemical incineration of cresols: a comparative study between PbO2 and boron-doped diamond anodes. Chemosphere 74(10):1340–1347
Harinarayanan Nampoothiri M, Manilal A, Soloman P (2016) Control of electrocoagulation batch reactor for oil removal from automobile garage wastewater. Procedia Technol 24:603–610
Mazumder D, Mukherjee S (2011) Treatment of automobile service station wastewater by coagulation and activated sludge process. Int J Env Sci Dev, 64–69
Patel U, Suresh S (2008) Electrochemical treatment of pentachlorophenol in water and pulp bleaching effluent. Sep Purif Technol 61(2):115–122
Pouet M, Grasmick A (1995) Urban wastewater treatment by electrocoagulation and flotation. Water Sci Technol 31(3–4)
Swain K, Abbassi B, Kinsley C (2020) Combined electrocoagulation and chemical coagulation in treating brewery wastewater. Water 12(3):726
Zaneti R, Etchepare R, Rubio J (2011) Car wash wastewater reclamation. full-scale application and upcoming features. Resour Conserv Recycl 55(11):953–959
Acknowledgements
Authors acknowledge the funds received by the International Foundation for Science, Sweden (W5336-2) and NORAD WaSo Asia project.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kaushalya, B.U., Inthushan, R., Mallikaarachchi, M.A.C.R., Nanayakkara, K.G.N. (2022). Development of a Combined Electrocoagulation and Electrochemical Oxidation Reactor for Treating Service Station Effluent. In: Dissanayake, R., Mendis, P., Weerasekera, K., De Silva, S., Fernando, S. (eds) ICSBE 2020. Lecture Notes in Civil Engineering, vol 174. Springer, Singapore. https://doi.org/10.1007/978-981-16-4412-2_49
Download citation
DOI: https://doi.org/10.1007/978-981-16-4412-2_49
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-4411-5
Online ISBN: 978-981-16-4412-2
eBook Packages: EngineeringEngineering (R0)