
Abstract
A Herbert hardness tester uses an inverted pendulum and performs measurements under loading conditions different from those used in conventional indentation and rebound hardness tests. Hardness is conventionally measured as a resistance to monotonic deformation. In contrast, a Herbert hardness tester oscillates on a test specimen, and provides information on resistance to cyclic deformation. The original Herbert hardness tester yielded three kinds of hardness data: (1) Scale hardness (indicated by the position of the bubble in a spirit level at the end of the first swing); (2) Time hardness (based on the pendulum swing time measured using a stopwatch); and (3) Flow hardness (defined as the scale hardness/time hardness ratio, and which is an indicator of work hardening). However, this test method did not become popular due to the time and effort involved compared with other techniques. Nevertheless, the present authors have continued to work towards making improvements in hardness measurement methods based on freely damped oscillations. These improvements included the use of rotary potentiometers, laser displacement meters, and image processing. And a new concept of “Damping hardness” has also been proposed. This paper covers the following topics: (1) A new hardness measure given by the natural angular frequency/damping factor; and (2) Development of a new Herbert hardness tester incorporating a wireless acceleration sensor.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Hardness measurement is typically performed by pressing an indenter into the test specimen. The indenter is usually harder than the material being tested. Hardness measurements are roughly divided into the following two types:
-
(1)
Measurement where the size of the indentation determines the indentation hardness; and
-
(2)
Measurement where the rebound height determines the rebound hardness.
Both types of hardness imply resistance to monotonic deformation. The loading type in pendulum hardness testing differs from other types of hardness tests, such as indentation hardness and rebound hardness. The tester swings like a pendulum.
Persoz and König hardness testing uses a suspended pendulum type tester to measure the hardness of coatings and films [1]. Such testing has been adopted by certain standards. In the Persoz and König test method, the hardness of any object is given by the number of oscillations made by the pendulum within a specified amplitude limit recorded by an electronic counter.
Herbert hardness testing uses an inverted pendulum type tester and performs measurements under loading conditions different from those used in conventional indentation and rebound hardness testing [2]. A Herbert hardness tester oscillates on a test specimen, and provides information on resistance to cyclic deformation. The original Herbert hardness tester provided three kinds of hardness data (see Fig. 1):

Freely damped vibration waveform observed during Herbert hardness testing
-
(1)
Scale hardness (S1) as indicated by the position of the bubble in a curved bubble tube at the end of the first swing. A curved tube with an air bubble and a scale graduated from 0 to 100 are mounted on top of the original Herbert hardness instrument. Scale hardness refers to the extent of tester tilting at the end of the first swing.
-
(2)
Time hardness (T) based on the time (in seconds) needed to make ten single swings of the pendulum on any substance as measured using a stopwatch.
-
(3)
Flow hardness (S1/T) defined as the scale hardness/time hardness ratio, which is an indicator of resistance to flow.
Flow hardness could be used to predict the work-hardening properties of materials. However, this test method did not become popular due to the time and effort involved compared with other techniques. In the present study, the Herbert hardness tester modified by us freely oscillates with damping on a test specimen as shown in Fig. 1, although the original tester might not do so. The present authors have continued to work towards making improvements in hardness measurement methods based on freely damped oscillations. These improvements included the use of rotary potentiometers, laser displacement meters, and image processing. Such techniques allow us to observe freely damped vibrations of the tester on a test specimen.
Figure 1 shows an observed freely damped vibration waveform. The envelope line connecting successive amplitudes S(t) is given by
where S0 is the initial amplitude and α is a damping factor that indicates the amount of damping in the testing system. As α increases, the swinging motion diminishes more quickly. Thus, α is a newly defined hardness called the damping hardness, because it can be considered to represent hardness [3].
This chapter covers the following topics:
-
(1)
A new hardness measure called the natural angular frequency/damping factor; and
-
(2)
Development of a new Herbert hardness tester incorporating a wireless acceleration sensor.
2 Herbert Hardness Tester
The Herbert hardness tester is made of SUS304 austenitic steel and weighs 7.5 kg. The tester is provided at the center on the underside with an incomplete cylindrical shaped groove holding a cylindrical indenter made of carbide, 2 mm in diameter and 12 mm in length.
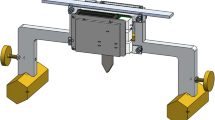
The cylindrical indenter contacting the test specimen is used for preventing three-dimensional pendulum movement, rather than having a ball- or cone-type form. The three weights are made of brass. Two side weights are operated by means of leveling screws to adjust the tester’s center of gravity to coincide with the center of the cylindrical indenter. Thus, the weights can remain in neutral equilibrium. Vertically above the indenter is a screw-operated top weight. By moving the weight vertically, the center of gravity of the entire tester can be raised or lowered above the center of the cylindrical indenter. For hardness testing, the vertical position of the center of gravity is adjusted so that a single time period of device oscillation is 20 s on an artificial sapphire plate. Before conducting a test, the surfaces of the test specimen and the indenter are cleaned using acetone. The device is then tilted horizontally up to 30°. A solenoid switch maintains this initial tilt angle. Then the switch is released by retracting the plunger relative to the main body of the solenoid. The device then starts to freely undergo damped vibrations on the test specimen. Two laser displacement meters are set over the Herbert hardness tester to enable electrical measurement of the swing motion, as shown in Fig. 2.

Herbert hardness tester using laser displacement meters
Figure 3 shows an overview of the tester’s measurement system. An electric power supply applies a voltage of 5 V to the laser displacement meters. The measurement range and resolution are 50 mm and 0.004 mm, respectively. The repeat accuracy is 0.004 mm. A personal computer (PC) stores the voltage change data from the laser displacement meter via a measurement unit. The computer indicates the swing angle as a change in voltage.

Herbert hardness testing system
Figure 4 shows a schematic view of the swing angle measurement principle. The swing angle θ can be expressed as follows:

Swing angle measurement principle
where d is the horizontal distance between the laser displacement meters, and L1 and L2 are the vertical distances between the tester and the laser displacement meters. The angle θ can be precisely measured, and the measurement parameters d, L1 and L2 do not depend on the method of installation.
The test specimens used are standard test blocks for Brinell hardness (HBW) from 100 to 600 in steps of 50, made by Yamamoto Scientific Tool Laboratory Co. Ltd.
3 Experimental Results and Discussion
The past study on the original Herbert hardness testing clarified the following:
-
(1)
Herbert proposed two formulae expressing the relationship between the time hardness (T) and Brinell hardness (HBW) [3].
$$HBW=0.3{T}^{2}$$(3)$$HBW = 10T(HBW > 333)$$(4)Therefore, HBW is proportional to the square of T.
For substances having a HBW greater than 333, HBW is 10 times T.
-
(2)
Benedicks et al. proposed the following formula for the connection between HBW and T [4].
$$T=1.7\sqrt{HBW}+4.7\times {10}^{-5}{HBW}^{2}$$(5) -
(3)
The change from T to S1 not only altered the relative hardness, but high speed steels also altered the sequence of hardness [2].
T values obtained from the original Herbert hardness test varied from about 10 to 70 with HBW ranging from about 50 to 700 [4].
Figure 5 shows the relationship between T and HBW obtained by the present Herbert hardness testing. The difference between the maximum and minimum of T is about 1.2 for almost the same HBW range as the results from the original Herbert hardness test. The following equation expresses the relationship.

Plot of time hardness versus Brinell hardness
Here, T is proportional to the square root of HBW. The result is consistent with the results of past research as described in (2). Figure 6 plots T and S1 in the order of harder T. S1 is out of sequence for several items. These results are consistent with those of past research as described in (3).

Time hardness and scale hardness in the order of increasing time hardness
Herbert defined the following [3]:
-
(1)
S1 means resistance to working, or work hardness.
-
(2)
T means resistance to penetration, or indentation hardness.
-
(3)
S1/T means resistance to flow.
The three types of hardness above apparently do not express the swing motion of the Herbert tester on a test specimen, and their physical meaning is unknown. The present tester undergoes freely damped vibrations on a test specimen during hardness measurement as shown Fig. 1. The angle amplitude S(t) of the vibrations decreases exponentially with time as expressed by Eq. (1). One of the authors defined α as the damping hardness because α is considered a physical quantity related to hardness [5]. α correlates with HBW as is evident from Fig. 7, and is considered to mean resistance to working, or work hardness. The relationship is a negative correlation, which means the harder the material, the smaller the value of α. A harder material would result in poorer accuracy for α as suggested in Fig. 7.

Plot of damping hardness versus Brinell hardness
The angle θ(t) of free damping vibration is expressed by
where ω is the natural angular frequency. Not only α but also ω is related to hardness shown in Fig. 8. Although ω should be called the “Frequency hardness”, it decreases with increasing HBW as in the case of α. However, the values of α and ω differ significantly from the typical HBW hardness values.

Plot of frequency hardness versus Brinell hardness
The ratio ω/α is considered a measure of hardness. Figure 9 shows the relationship between ω/α and HBW. ω/α increases with increasing HBW and has a stronger tie to HBW than ω. Because the numeric value of ω/α is also the about the same as the typical hardness value, ω/α is apparently a more appropriate hardness indicator than α or ω. The authors newly define ω/α as the “Matsubara hardness”. It includes work hardness, indentation hardness, and resistance to flow.

A plot of Matsubara hardness versus Brinell hardness
4 Further Improvement to the Herbert Hardness Tester
As an attempt for further improvement, a wireless acceleration sensor is incorporated in the Herbert hardness tester (see Fig. 10). That provides the device with excellent portability. Just bringing the tester and a computer would enable on-site measurement.

Herbert hardness testing system using a wireless acceleration sensor
5 Conclusions
In conclusion, the present study has demonstrated the following results for popular use of the Herbert hardness tester.
-
(1)
A proposal for a new measure of hardness defined as the “Matsubara hardness” given by the natural angular frequency/damping factor; and
-
(2)
Development of a new Herbert hardness tester incorporating a wireless acceleration sensor.
References
BS EN ISO 1522:2006 (2007) Paints and varnishes—Pendulum damping test
Anonymous (1923) The “pendulum” hardness tester. The Engineer, April 13, 390–391
Herbert EG (1923) Some recent developments in hardness testing. The Engineer, June 29, 686–687
Benedicks C, Christiansen V (1924) Investigations on the Herbert pendulum hardness tester. J Iron Steel Inst 110:219–248
Matsubara M, Sakamoto K (2012) Improved Herbert hardness tester. Exp Tech 36(3):73–76
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Matsubara, M., Nakamura, M., Suzuki, R. (2021). Proposal for New Hardness Concept Using Herbert Hardness Tester. In: Abdel Wahab, M. (eds) Proceedings of the 8th International Conference on Fracture, Fatigue and Wear . FFW 2020 2020. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-9893-7_45
Download citation
DOI: https://doi.org/10.1007/978-981-15-9893-7_45
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9892-0
Online ISBN: 978-981-15-9893-7
eBook Packages: EngineeringEngineering (R0)