
Abstract
Rolling element bearing (REB) failure is one of the general damages in rotating machinery. In this manner, the correct prediction of remaining useful life (RUL) of REB is a crucial challenge to move forward the unwavering quality of the machines. One of the main difficulties in implementing data-driven methods for RUL prediction is to choose proper features that represent real damage progression. In this article, by using the outcomes of frequency analysis through the envelope method, the initiated/existed defects on the ball bearings are identified. Also, new features based on developing faults of ball bearings are recommended to estimate RUL. Early-stage faults in ball bearings usually include inner race, outer race, ball and cage failing. These features represent the sharing of each failure mode in failure. By calculating the severity of any failure mode, the contribution of each mode can be considered as the input to an artificial neural network. Also, the wavelet transform is used to choose an appropriate frequency band for filtering the vibration signal. The laboratory data of the ball bearing accelerated life (PROGNOSTIA) are used to confirm the method. To random changes reduction in recorded vibration data, which is primary in real-life experiments, a preprocessing calculation is connected to the raw data. The results obtained by using new features show a more accurate estimation of the bearings’ RUL and enhanced prediction capability of the proposed method. Also, results indicate that if the contribution of each failure mode is considered as the input of the neural network, then RUL is predicted more precisely.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Correct failure time prediction of mechanical elements acts as a vital role in improving the reliability of production in different industries [1, 2]. Rolling element bearing (REB) failure is one of the frequent damages in rotating machines, so researchers have worked on the remaining useful life (RUL) of REB. The effectiveness of vibration condition-monitoring analysis in this field has motivated many researchers to focus on this subject [3]. In general, approaches used to predict failure times are divided into three general categories: physical models, knowledge-based models and data-driven models. In data-driven models, a feature of the recorded data is required to detect bearing depression as well as the estimated RUL. The features must have adequate information about the health of the machine. Artificial intelligence (AI) methods are one of the main categories of data-driven models, which involves two stages: training (developing an AI model), predicting the RUL by using the data records [4, 5].
Researchers have used different features to predict the RUL. Gebraeel et al. [6] employed the neural network (NN) model with the application of the amplitude of vibration in the failure frequency as input features to predict the RUL. Mahammad et al. [7] used root mean square (RMS) and kurtosis as inputs to a feed-forward neural network (FFNN) for RUL prediction. Wang et al. [8] investigated the effects of using a recurrent neural network with neuro-fuzzy systems in failure time prediction of bearing. Zhao et al. [9] offered a method based on time-frequency domain features to predict the RUL. In this study, new features based on developing faults of ball bearings are suggested to estimate RUL. The FFNN method has been used for prediction. By calculating the severity of any failure mode, the sharing of each failure mode can be considered as the input to an artificial neural network. Lastly, the outcomes of using new and popular features have been compared.
2 Feature Selection
2.1 Rolling Bearing Failure Modes
Rolling bearings are one of the most commonly used elements in the industry. Randall and Antoni [10] studied the advanced signal processing techniques of REBs diagnostic. Frequencies that appear in the case of various faults in the vibration signal play an essential role in frequency analysis, and they can be computed from the geometric properties and shaft speed. The equations for the different frequencies are as follows: (“(1)” to “(3)”)
Which n is the number of rolling elements, d is the ball diameter, D is the outer ring diameter, ∅ is the angle of the load from the radial plane, and fr is the shaft speed. In the envelope analysis, the signal in the resonance region is bandpass filtered, and then, the fast Fourier transform (FFT) is taken. The main challenge is the determination of the filter range, mainly when the fault factors are weak.
2.2 Selecting Appropriate Band Filter for Envelope Analysis
In this paper, the Shannon entropy of the filtered signal (wavelet coefficients) is accepted as the objective function of the algorithm. As the defect frequency of inner race (BPFI) is the largest bearing characteristic frequency (BCF), the bandwidth is chosen as 5BPFI for all scales, and the value of center frequency f0 is equal to the sampling frequency fs [11]. There are many approaches to calculate the optimum scale parameter S. To select the optimal scale range, some constraints need be taken into account as bellows:
According to Nyquist sampling theorem for the upper cut-off frequency (lowest bound of scale):
In order to decrease the interfering of shaft harmonic effects, the lower cut-off frequency is considered 25 times larger than the shaft speed:
In continuos wavelet transform (CWT), the admissibility condition implies that the wavelet does not have a zero frequency. In other words, it can be said that the wavelet function has zero mean. To achieve this condition, \(\frac{{f_{0} }}{\sigma }\) should be large enough. If \(\frac{{f_{0} }}{\sigma } > 1.3\), the compatibility equation is satisfied with an acceptable approximation [12]. So, an additionally constrain for lower frequency is considered as
Therefore, to select the upper limit of the scale, both “(5)” and “(6)” must be satisfied. So, upper-scale limit is selected as below
As a conclusion, the range of the scale is selected as below:
2.3 Degradation Features Extraction
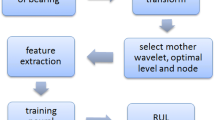
The steps of the recommended approach of obtaining the features are described in Fig. 1, which full description is as follows:

Degradation feature extraction
-
Step 1. Transform the time domain signals into the frequency domain by employing fast Fourier transform (FFT): One cycle includes 2560 samples of vibration signals, which is transformed into the frequency domain by applying FFT.
-
Step 2. Frequency-wise plot: The amplitude at a fixed frequency (e.g., Frq: BPFI) varies at different cycles. Accordingly, amplitudes at various cycles are received at a constant frequency, which is known as a frequency-wise plot. This method is performed for three frequencies: BPFI, BPFO and BSF. The amplitude of the envelop analysis in the defect frequencies of the inner ring, outer ring and balls is named with IF, OF and BF, respectively.
3 Experimental Data
In the PHM 2012 conference [13], a dataset of the ball bearing accelerated life (PROGNOSTIA) was published. The PROGNOSTIA includes the 17 ball bearing run-to-failure tests in three operating conditions. In this experiment, an electric motor with a power of 250 W and 2830 rpm was used as a shaft supplier. A gearbox reduces the electric motor’s speed to the required value in less than 2,000 rpm. In these tests, both horizontal and vertical vibration of bearing housings have been monitored, and the accelerometers have recorded the vibration signals with 25.6 kHz every 10 s. It should be mentioned, the 0.1 s in every 10 s is considered as one cycle, and there are 2560 samples in each cycle (Fig. 2). In this paper, the first operating condition is chosen to examine the proposed approach. Because the applied load in this operating condition is equivalent to the dynamic load of the ball bearing. Specifications of the first operation conditions are presented in Table 1.

Overview of PROGNOSTIA [13]
One of the standard critical features in the time domain is the RMS of the acceleration signal [12]. In many cases, RMS is a useful tool for following the failure process. Thus, the RMS trends of the seven datasets in operating condition one were plotted in Fig. 3. As can be seen, the RMS feature of the acceleration signal in bearings 1 and 3 has a three-stage pattern of degradation (regular operation, slow and fast degradation). In bearings 5, 6 and 7, this feature does not appear to be a good indication of failure from the beginning of the failure process. In these circumstances, RMS cannot be a proper and reliable feature for estimating RUL and the defect growth process.

RMS trends for first working condition
4 Artificial Intelligence Modeling
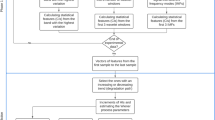
In this paper, the FFNN is used to predict the RUL of the ball bearings. This network comprises two layers. The number of neurons in the first layer is ten, which is elected by try and error. A nonlinear sigmoid function is taken for the output of the first layer, and the linear function is used to produce the final output of the network. For eliminating noise in the trend of features, the smoothing algorithm is applied to all the suggested features. In the FFNN model, 55% of the data points are defined to train, 30% of the points are employed for validation, and the left 15% of the points are used to test. In the prediction stage, the obtained features from the vibration data should be smoothened with the identical procedure that was proposed for the training data. Before referring to the results, it is suitable to understand the offered algorithm as a flowchart. The main steps of the proposed method are shown in Fig. 4.

Flowchart of the proposed method
5 Results
In summary, the algorithm used in this paper can be explained as follows: The first step is to remove the noise from the vibration signal, which is done by wavelet transform. The next step is to calculate the features associated with the defect frequency of the REB. Of course, determining the proper band for filtering the signal is very important. According to Fig. 5a in test 1-1, the resonance band is between 500 and 3000 Hz. Nevertheless, there is no sign of faults in frequency response when the filter is applied within this range. However, the frequency band from 4000 Hz to 6000 Hz is most suitable for faults to appear, which is done by the Shannon entropy method (Fig. 5b).

a Frequency response—b Envelope Analysis (Signal No. 2750, Test 1-1)
When the fault occurs and hits the surface, these blows can resonate in the inner ring, outer rings, balls, sensors and other components of the system, so more than one resonance happens. There are several resonant in the frequency response that certainly all do not have the same intensity. In conventional methods, the resonance region is selected for filtering.
In many cases, especially when defects are in the initial stages of growth, this selected range involves other factors [14]. In the proposed method, all large and strong resonances and weak resonances are investigated, and the best resonator is selected, which is indicative of defect and less disturbing factors (noise). It should be noted that each test includes a large number of signals which are in the time domain, and they should be converted into the frequency domain. The signal amplitudes can be selected at BCF. These values are plotted for all the signals, which represent the share of each failure mode in failure. Table 2 shows the characteristics of the inner ring, outer ring and ball frequencies in the first operating condition.
In Fig. 6, the variation in the amplitude of the BCFs is shown in Test 1-1.

Process of changing the amplitude of the envelope in the failure frequency
According to Fig. 6, it can be understood that all three features have an increasing trend at the end of life. The more interesting result is that if these values are considered as inputs of the neural network, the RUL is estimated more precisely. RMS has been used for comparison with standard features because this feature presents a downward trend in life expectancy and has been used in the literature as the main feature in RUL prediction and performs better than other features, too. Additionally, information on the input and output of the neural network in the two cases is presented in Table 3.
In Fig. 7, the life expectancy results for test 1-3 are given in two cases. The red line shows that the real-life and blue line is a predicted life. Estimations of RUL are shown as a percentage. As can be considered for real life, at the start of the test, all life is left (100%), and no life is left at the end of the experiment (0%). RUL reduction is also considered linear. It is understood that when the new features (IF, OF, BF) are used, RUL predictions are achieved more accurately.

Estimation of the RUL (Right: with first case input, Left: with second case inputs)
This process is also used for all bearings, and the error values in these two cases are given in Table 4. The error is calculated according to “(9)”.
As can be understood from Table 4, the results of the RUL will be more accurate if the features that indicate the defects in the ball bearings are used rather than using the RMS, which only indicates the overall bearings condition. When a general parameter like RMS is used, there is no distinction between the components and consider them all the same.
6 Conclusion
In this paper, new features based on developing faults of ball bearings are suggested to estimate RUL. These features represent the sharing of each failure mode. Also, the wavelet transform is used to choose a proper frequency band for filtering the vibration signal. The laboratory dataset of the bearing accelerated life in the PROGNOSTIA tests is employed to approve the method.
These research results indicate that if the contribution of each failure mode is considered as the input of the neural network, then life is estimated more precisely. Applying this algorithm has two advantages: 1—More precise life is estimated. 2—The failure mode of the ball bearing is known, which results in the maintenance being taken to reduce the damage. In these situations, you should use condition-monitoring methods that show the state of the equipment at any given time and can be used to estimate the lifetime more accurately.
References
Albrecht PF et al (1987) Assessment of the reliability of motors in utility applications. IEEE Trans Energy Conv 3:396–406
Crabtree CJ, Donatella Z, Tavner PJ (2014) Survey of commercially available condition monitoring systems for wind turbines
Randall RB (2011) Vibration-based condition monitoring: industrial, aerospace and automotive applications. John Wiley & Sons
Peng Y, Dong M, Zuo MJ (2010) Current status of machine prognostics in condition-based maintenance: a review. Int J Adv Manuf Technol 50:297–313
Huang et al (2015) Support vector machine based estimation of remaining useful life: Current research status and future trends. J Mech Sci Technol 29:151–163
Gebraeel N et al (2004) Residual life predictions from vibration-based degradation signals: a neural network approach. IEEE Trans Ind Electron 51:694–700
Mahamad AK, Saon S, Hiyama T (2010) Predicting remaining useful life of rotating machinery based artificial neural network. Comput Math Appl 60:1078–1087
Wang WQ, Golnaraghi MF, Ismail F (2004) Prognosis of machine health condition using neuro-fuzzy systems. Mech Syst Sig Process 18:813–831
Zhao M, Tang B, Tan Q (2016) Bearing remaining useful life estimation based on time–frequency representation and supervised dimensionality reduction. Measurement 86:41–55
Randall RB, Antoni J (2011) Rolling element bearing diagnostics—a tutorial. Mech Syst Sig Process 25(2):485–520
Shi DF, Wang WJ, Qu LS (2004) Defect detection for bearings using envelope spectra of wavelet transform. J Vib Acoust 126(4):567
Liao H, Zhao W, Guo H (2006) Predicting remaining useful life of an individual unit using proportional hazards model and logistic regression model. In: Reliability and maintainability symposium, pp 127–132
Nectoux P et al (2012) An experimental platform for bearings accelerated degradation tests. In: IEEE international conference on prognostics and health management, PHM 2012, pp 1–8. IEEE Catalog Number: CPF12PHM-CDR
Hosseini M, Yazdi M, Behzad B, Ghodrati A, Vahed T (2019) Experimental study of rolling element bearing failure pattern based on vibration growth process. In: 29th european safety and reliability conference (ESREL), Honover, Germany
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Hosseini Yazdi, M., Behzad, M., Khodaygan, S. (2021). Prognostic of Rolling Element Bearings Based on Early-Stage Developing Faults. In: Gelman, L., Martin, N., Malcolm, A.A., (Edmund) Liew, C.K. (eds) Advances in Condition Monitoring and Structural Health Monitoring. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-9199-0_31
Download citation
DOI: https://doi.org/10.1007/978-981-15-9199-0_31
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9198-3
Online ISBN: 978-981-15-9199-0
eBook Packages: EngineeringEngineering (R0)