
Abstract
Oil separators play an important role in screw chillers for preventing oil circulation in the system and providing continuous oil return to the compressor crankcase. The present study intends to evaluate the performance of a cyclone-type oil separator for a water-cooled screw chiller having a cooling capacity of 245 TR. Operation parameters are calculated on the basis of AHRI standard conditions. Taking these parameters as inputs, the performance is first evaluated using an analytical mathematical model. Subsequently, computational fluid dynamics simulations are conducted in ANSYS Fluent. Results obtained using both methodologies are compared and analyzed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In refrigeration devices, oil is used as a lubricant and helps prevent the compressor from seizing. It is essential that these oils are present at the required places for greasing. However, it is inevitable that they are sucked into the compressor and circulated throughout the refrigeration system. This causes significant changes to the properties of the refrigerant [1]. It also could cause significant damage to the refrigeration system. There have been several studies about the mixing and separation characteristics of organic oils from refrigerants [2].
Chillers are machines that cause cooling by removing heat from the liquid by vapor compression or absorption cycles. Screw chillers are commonly used for large-scale refrigeration and air conditioning applications. They consist of semi-hermetic screw compressors which are more suitable for lower refrigeration loads and partial loads in comparison with centrifugal compressors [3]. At the discharge of a screw compressor, some percentage of lubricating oil leaves the compressor crankcase along with the refrigerant and may get circulated through the refrigerant system. Circulation of lubricating oil in the system may have several negative effects including mechanical breakdown, decrease in heat exchanger efficiency and modification of the physical and chemical properties of the refrigerant. There are significant effects to the compressor in particular [4]. In modern screw compressor equipped chillers, it has been found that an effective method of preventing lubricating oil from flowing out is the cyclone method [5]. Cyclone separators have been found to be widely applicable. It is based on gravity and vortex generation to separate particles generally from gaseous streams [6].
Study of separator efficiency of oil-gas cyclone separators can be seen in the works of Gao et al. [7]. However, the proposed present paper is intended to determine the same using a sophisticated analytical algorithm based on Monte Carlo simulations for a different refrigerant gas in a more industry-applicable separator using the RNG k-ε turbulence model instead of Reynolds stress model and compare the obtained data with CFD results acquired using the discrete phase method.
2 Methodology
In the present work, the operation of cyclone-type oil separator is evaluated at standard AHRI conditions for the selected chiller.
2.1 Refrigerant Mass Flow Rate Calculations
The heat transfer can be calculated from the following equation:
where Q is heat transfer in kW, η is condenser heat transfer efficiency, m is mass flow rate, C is sensible heat capacity, L is latent heat capacity and ΔT is degree of superheat.
For R-134a, at 35.6 °C condenser temperature, C is 1.35 kJ/kg K and L is 168 kJ/kg. The cooling capacity of the selected chiller is 245 TR which is equivalent to 861.6 kW. Furthermore, from test data, it was found that ΔT is 11 K and η = 90.7%.
Calculating from these obtained values, it was found that the
From test data, it is found that oil mass flow rate is
Now, these values are utilized in the analytical and CFD models to obtain the separation efficiency.
3 Analytical Model
The analytical model was developed on the lines of earlier work by Murakami et al. [8]. It considers two stages of separation, namely centrifugal and gravity separation. Particle distances from inlet centerline and particle diameters were initiated in a range of random values. The value of separation efficiency was then determined by employing Monte Carlo methods [9]. A distribution of 10,000 particles was initialized at the inlet of the cyclone-oil separator and the number of particles separated by both the centrifugal and gravity separation methods was determined. This simulation was implemented in the present work using a Python program. The mass flow rates of refrigerant and oil were taken as input variables, and the dimensions and distribution of the particles were then determined by the program as functions of these variables. Subsequently, the program determines the separation efficiency. Tables 1 and 2 tabulate the values obtained by this analytical method.
4 Computational Fluid Dynamics Simulation
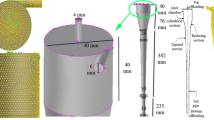
A computational fluid dynamics (CFD) simulation has been performed on a 3D CAD model of the cyclone separator for flow visualization and determination of oil separation efficiency. The CFD simulation was conducted using ANSYS Fluent.
Firstly, a 3D CAD model was developed using Dassault SolidWorks software. Then, the geometry cleanup was performed on the 3D CAD model of the cyclone separator. All components such as valves and brackets support structures were removed from the model. The purpose of this step is to eliminate unnecessary surfaces that increase meshing and computation time and do not contribute to the simulation results.
Subsequently, the CAD model was imported into ANSYS Workbench. Now, the RNG k-ε model was used for the simulation as it is known to be highly accurate for swirl-type flows [10].
4.1 Meshing
The meshing strategy used is proximity and curvature. This is chosen because the body surface contains primarily of curved surfaces and the proximity of the body to the floor of the domain is also very small.
The minimum size of elements is taken as 0.5 mm and maximum size as 3 mm. It has been found by Seon et al. [11] that the Y-plus at the walls should be within the range of 1 and 10. So, a Y-plus of 10 is chosen to keep the mesh within the turbulence model range and right levels of refinement.
Inflation layers are added around the body surface. The size of the first layer is kept as 0.69 mm in thickness. The size is chosen to keep the Y-plus around 10, taking a reference length as the diameter of the separator. The number of layers added is 10 with a growth rate of 1.2.
4.2 Fluid Modeling
As detailed in an earlier section, the RNG k-ε model was chosen as it produces relatively higher accuracy predictions for swirl flows. For modeling of the oil phase, discrete phase model was selected [12]. Second-order discretization was used for pressure. Generally, the discrete phase model (DPM) is employed for the simulation of either a fluid or solid particle which is dispersed in a fluid phase. A key assumption that is made in this model is that a relatively low fraction of the volume is occupied by the discrete phase. In the oil separator case, the oil volume ratio of the oil-refrigerant mixture in the discharge pipe is estimated to be less than 20%. Therefore, the condition of oil mist at the compressor discharge pipe satisfies the assumption of the discrete phase model. To simulate the movement of oil droplets, we utilize the Euler–Lagrangian approach. The vapor phase is treated as a continuum by the solution of the Reynolds-averaged Navier–Stokes equations. Simultaneously, the discrete phase is calculated by tracking all the generated droplets through the calculated flow field. Momentum exchange can take place between the discrete phase and the fluid phase. The discrete phase is introduced into the simulation by the definition of an injection at the inlet surface of the test section. The internal volume of the test section is extracted as the flow region for the refrigerant-oil mixture.
4.3 Boundary Conditions
The boundary conditions, in accordance with the specific locations, are presented in Fig. 4 The boundary condition at the entrance of the separator was set to mass flow, and the mass flux used was 5.19 kg/s. The working fluid, R-134a, has a viscosity of 1.3 × 10−5 Pa s and a density value of 44.0 kg/m, based on 845 kPa pressure test data, 80 °C which was the exit condition of the compressor. The flux of the oil particle was set to 0.95 kg/s and the density value of 937 kg/m3. The average size of the lubricant particle was set to 10−5 m. The droplet size distribution is given between 5 and 50 μm and the size distribution was assumed as the Rosin-Rammler distribution [11]. The wall surfaces of the geometry were assigned the trap boundary condition for the purpose of the present CFD simulation. In this boundary condition, the calculations for the trajectory of the particle are terminated and the particle is recorded to be trapped. This boundary condition helps effectively model the deposition of the particles on these surfaces.
4.4 Solver Parameters
The simulation employs SIMPLE as the pressure-velocity coupling scheme and uses second order scheme for pressure discretization and second-order upwind scheme for momentum discretization to obtain highly accurate results [10]. The gradient scheme used was least squares cell based.
4.5 Solution
The solution was performed with a convergence criterion of 10–6 for residuals. It was found that this criterion is reached anywhere between 3500 and 3800 iterations. The DPM model shows results in the form of parcels of particles rather than the number of particles. The total number of parcels in the model based on distribution and size is 3590.
4.6 Results
The separation efficiency has been calculated on the basis of number of parcels that were separated or ‘trapped’ and the number that escaped. The simulation was run for 120,000 DPM iterations in order to produce a complete result. Results are tabulated in Tables 3 and 4.
The representative streamlines of refrigerant and discrete oil particle flow are illustrated in Fig. 1. As can be observed, the majority of oil particles settle at the bottom of the separator below the baffle plate, while the refrigerant is released from the outlet. Furthermore, refrigerant flow is severely retarded beneath the baffle plate (Fig. 2).

Streamlines of refrigerant and oil particles

Streamlines of refrigerant only
Figure 3 illustrates particle tracks of all the oil particles. It can be seen that a very small fraction of the particles escape.

Oil particle tracks

Boundary Conditions
5 Conclusion
The results obtained from the analytical method and the CFD simulations are now compared (Table 5).
From these results, it is clear that the two methods that have been employed predict the efficiency with a difference of 1.49%. These values are, however, very close to the actual separation efficiency value found through tests. We can hence conclude that analytical modeling and CFD simulations are both reasonable methods for predicting the efficiency of a cyclone separator.
References
Youbi-idrissi M, Bonjour J, Marvillet C, Meunier F (2003) Impact of refrigerant—oil solubility on an evaporator performance working with R-407C. Int J Refrig 26:284–292
Cooper KW, Mount AG (1972) Oil circulation—its effect on compressor capacity, theory and experiment. In: International compressor engineering conference, Purdue University
Kim HS, Kang GH, Yoon PH, Sa YC, Chung BY, Kim MS (2016) Flow characteristics of refrigerant and oil mixture in an oil separator. Int J Refrig 70:206–218
Fukuta M, Yanagisawa T, Omura M, Ogi Y (2005) Mixing and separation characteristics of isobutane with refrigeration oil. Int J Refrig 28:997–1005
Liu H, Xu J, Zhang J, Sun H, Zhang J, Wu Y (2012) Oil/water separation in a liquid-liquid cylindrical cyclone. J Hydrodyn Ser B 24(1):116–123
Erdal FM, Shirazi SA, Shoham O, Kouba GE (1997) CFD simulation of single-phase and two-phase flow in gas-liquid cylindrical cyclone separators. SPE J 2(04):436–446
Gao X, Zhao Y, Feng J, Chang Y, Peng X (2012) The research on the performance of oil-gas cyclone separators in oil injected compressor systems with considering the breakup of oil droplets. In: International compressor engineering conference, Purdue University
Murakami H, Wakamoto OM (2006) Performance prediction of a cyclone oil separator. In: International refrigeration and air conditioning conference, Purdue University
Granovskii BL, Ermakov SM (1977) The monte carlo method. J Sov Math 7(2):161–192
Feng J, Chang Y, Peng XY, Qu Z (2008) Investigation of the oil-gas separation in a horizontal separator for oil-injected compressor units. Proc Inst Mech Eng Part A: J Power Energy 222(4):403–412
Seon G, Ahn J (2016) Design of the inlet-port of the cyclone-type oil separator using CFD. Int J Air-Cond Refrig 24(04):1–8
Xu J, Hrnjak P (2018) Flow visualization and CFD simulation of impinging oil separator for compressors. In: International compressor engineering conference, Purdue University
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Suri, U., Das, S., Garg, U., Arora, B.B. (2021). Evaluation of Separation Efficiency of a Cyclone-Type Oil Separator. In: Singari, R.M., Mathiyazhagan, K., Kumar, H. (eds) Advances in Manufacturing and Industrial Engineering. ICAPIE 2019. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-8542-5_53
Download citation
DOI: https://doi.org/10.1007/978-981-15-8542-5_53
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-8541-8
Online ISBN: 978-981-15-8542-5
eBook Packages: EngineeringEngineering (R0)