
Abstract
The aim of this current investigation is to evaluate the influence of bio-filler on developing thermo-mechanically stable composites. A new class of low-cost palm fiber-reinforced epoxy composite was fabricated using 0, 5, 10, and 15 wt% rice husk (RH) powder as bio-filler. The influence of filler addition on thermal, dynamic mechanical is investigated. By using thermogravimetric analysis (TGA) and dynamic mechanical analysis (DMA) technique for analysing the thermal stability of the untreated and chemically treated composite materials and find out more stable material. The thermal degradation of palm fiber occurred in the following temperature ranges: hemicelluloses (150–350 °C), cellulose (275–500 °C), and lignin (250–500 °C). Moreover, no significant difference is observed in the thermal degradation of RH filled and unfilled samples beyond 550 °C. However, the storage modulus and loss modulus of the composite are increased with filler addition. A low tan δ value is observed for the unfilled samples. The corrosion property of the composite increased with filler addition.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Palm fiber
- Thermo-mechanically stable composites
- Thermogravimetric analysis
- Dynamic mechanical analysis
1 Introduction
Natural fibers are being increasingly considered as an environmentally friendly material in polymer matrices due to their renewable nature. Unlike synthetic fiber, they offer problem-free disposal, and they are non-toxic and non-hazardous to the environment. Moreover, natural fiber has low cost, low density, good specific modulus, easy processing, and high aspect ratio for efficient stress transfer over synthetic fiber [1, 2]. They are widely used in the textile, automobile, construction, and composite manufacturing industries. However, the application of natural fiber has been restricted due to its hydrophilic nature and lower thermal resistance properties. The above limitations can be resolved by employing several chemical treatments of the fiber before any specific use. Chemically treated plant fiber-reinforced composites show improved mechanical and thermal resistance properties compared with the raw fiber [3, 4]. Alkali, silane and different coupling reagents are implemented as a pretreatment in many plant-based fibers.
Better fiber-matrix bond strength along with improved mechanical and thermal properties of the jute/poly (lactic acid) was observed after silane and alkali treatment of jute fiber [5]. Similarly, improved mechanical, thermal, and water absorption properties of coconut and mallow–eucalyptus fiber composites were found after the chemical treatment of fiber surface [6]. Hybridization of natural fiber composites with synthetic fiber or filler yields a positive response towards improvement in the mechanical and thermal resistance of the developed composites [7]. Sisal/glass [8] and bamboo/glass [9] hybrid composites show enhanced thermal and mechanical properties than their individual use as reinforcement.
The dynamic mechanical analysis (DMA) is an essential and effective tool used to optimize the viscoelastic behavior of polymer composites for various engineering applications. In a study of dynamic mechanical and thermal properties of jute/vinyl ester composites, the composite thermal resistance and storage modulus was improved after alkali treatment of the fiber [10]. The flexural, impact, storage modulus, and loss modulus of the treated jute/epoxy are increased compared with the raw fiber [11]. It can be improved by incorporating various synthetic/natural fibers or fillers (micro/nano) to the polymer matrix. Glass fiber addition to the sugar palm fiber and bamboo fiber-reinforced composites improves the DMA [12]. The storage modulus and thermal resistance of oil palm-epoxy composites were improved with the addition of jute fiber into it [13]. The viscoelastic properties of short glass fiber-reinforced polypropylene composites are enhanced when calcite is added [14]. Similarly, various fillers like granite powder [15], alumina [16], fly ash cenosphere [17], nano-ZnO and TiO2 [18], and cork [19] show a positive response on the thermal behavior of composites.
In the literature, there are reports on the dynamic mechanical analysis and thermal behavior of various plant-based fiber-reinforced composites, but there is no such report available on DMA and thermal analysis of palm-fiber-reinforced epoxy composites, though it is abundantly available. Thus, the objective of this study is to fabricate palm-epoxy composites filled with rice husk (RH) filler in various percentages and to characterize their thermo-mechanical properties for various engineering applications.
2 Experimental Details
2.1 Materials and Methods
Epoxy resin LY556 (diglycidyl ether of bisphenol A) and hardener HY-951 were used as the matrix components, and they were purchased from Mohapatra Scientific Supplier, Bhubaneswar, India. The raw leaf was used as the fiber and was collected locally from Baramba village near Bhubaneswar, India. The palm leaf stem stalk fillers were collected locally. Fiber treated with 5% alkali for 6 h shows better mechanical property and has higher cellulose content [20]. Therefore, the fibers treated with 5% NaOH for 6 h were selected as a reinforcement material for composites. The treated fibers were cut into suitable dimensions (200 × 5 × 0.4 mm) and made into a fiber mat.
2.2 Composite Fabrication
Palm-epoxy hybrid composites were fabricated by incorporating 0–15 wt% of RH filler. The hand-lay-up technique was implemented for the fabrication of the composite. The detailed designation and composition of the composite are shown in Table 1. Initially, RH and epoxy resin were stirred well for 10 min for homogeneity. The mixture was blended with a hardener in a ratio of (10:1) by weight. The casting of each hybrid composite was cured under a load of 30 kgf for 1 day at room temperature.
2.3 Dynamic Mechanical Analysis (DMA)
The DMA of palm-epoxy composite with and without filler content was performed in a three-point bending mode on Tritec 2000 DMA device (Triton Technology Ltd., Nottinghamshire, UK) per the ASTM D256-08 (2008) standard. The test was carried out at the atmospheric condition in a temperature range of 25–150 ºC with a heating rate of 10 °C per minute and a fixed frequency of 1 Hz. The storage modulus (E/), loss modulus (E//), and tan δ of the specimens were observed during the run.
2.4 Thermogravimetric Analysis (TGA)
The thermal behavior of palm stalk fiber and the RH reinforced palm-epoxy composites were studied by TGA following ASTM E1131-08 (2008) standard. The test was performed using STA7200 supplied by High-tech-Science Corporation (Hitachi, High-Tech Science Corp., Japan). TGA was conducted in a nitrogen atmosphere in the temperature range of 30–550 °C and a heating rate of 10 °C per minute.
2.5 Corrosion Testing
Composite specimens were prepared according to ASTM B117-03 (2003) with dimensions of 12 × 10 × 3 mm. Initially, the edges of the composite specimens were sealed with epoxy matrix, and their initial weight was measured in dry conditions. The test is then conducted by putting the samples in 10 wt% NaCl solution for 24, 48, and 72 h at a temperature of 45 °C. Each specimen was rinsed with distilled water, dried in an oven for 15 h, and final weights were taken.
3 Results and Discussion
Natural fibers are nowadays considered as an environmentally friendly material in developing thermo-mechanically stable materials due to their renewable nature. They are non-toxic and non-hazardous to the environment. Moreover, natural fiber has low cost, low density, good specific modulus, easy processing, and high aspect ratio for efficient stress transfer over synthetic fiber. However, the application of natural fiber has been restricted due to its hydrophilic nature and lower thermal resistance properties. These limitations can be resolved by employing several chemical treatments of the fiber. Chemically treated plant fiber-reinforced composites show improved mechanical and thermal resistance properties.
3.1 Thermal Analysis
3.1.1 Thermogravimetric Analysis (TGA) of Fiber
The thermal resistance of raw and 5% NaOH palm fiber treated for 6 h is shown in Fig. 1. Thermal decomposition occurs in three steps. The initial weight loss was observed between 100 and 150 °C indicating the presence of moisture content. A thermal peak at 250–300 °C indicates the degradation of hemicelluloses, and at 340–360 °C, the thermal degradation of cellulose occurs. The thermal degradation occurred slightly earlier in raw fiber than the treated one, which confirms that the thermal resistance of treated fiber improved with alkali treatment. This behavior of the fiber is attributed to the presence of higher cellulose content in treated fiber [21]. Similar results were found for agave and borassus fruit fiber [21, 22].

TGA curve of treated and raw palm stalk fiber
3.1.2 Dynamic Mechanical Analysis (DMA)
The DMA is generally used to measure the damping capacity of composite material. When a dynamic load is applied to a composite specimen, it absorbs and releases some energy. The energy-absorbing capacity refers to the stiffness and energy dissipation capability refers to the damping capacity of the composite material. DMA measures the stiffness and damping factor by storage modulus (E/), loss modulus (E//), and tan δ.
3.1.3 Storage Modulus (E/)
The variation in storage modulus of palm-epoxy composite with filler addition is shown in Fig. 2. The storage modulus value gradually increased with filler addition. The unfilled palm-epoxy had a storage modulus of 1694 MPa in the glassy region, and this value increased to 2045 MPa, 2690 MPa, and 2962 MPa, respectively, for 5, 10, and 15 wt%. This result indicated that the stiffness of the composite gradually increased to a maximum for the 15 wt% filled composites. Filler addition reduces the molecular mobility and deformation of the matrix resin. Similar results were reported by Patnaik and Nayak [16] for alumina filled jute-epoxy composite and Adak et al. [23] for grapheme oxide filled carbon-epoxy composites. The storage modulus value gradually decreased in the glassy transition region (60–90 °C) with an increase in temperature. This result indicated that the molecular mobility of composite specimens increased. The molecular mobility of the RH filled composites was less than the un-filled one. In the rubbery region (100–140 °C), the value of E/was the maximum for 15 wt% filled composites followed by other composites that have a very close value of E/. The improved storage modulus confirmed the superior thermo-mechanical stability of the developed composites. Similar results are reported for kenaf-epoxy composites filled with magnesium hydroxide [24].

Storage modulus of raw and RH filled palm-epoxy composite
3.1.4 Loss Modulus (E//)
Loss modulus represents the viscous response of the material. The variation of the loss modulus of the palm-epoxy composite with and without filler content as a function of temperature is shown in Fig. 3. It is the measure of released heat energy per cycle in a cyclic loading condition for a viscoelastic material. The value of E// initially increased, attained a maximum value, and then decreased in the glass-transition temperature range for all samples. At higher temperature, overlapping of curves indicates that inclusion of RH filler had no significant effect on the viscose dissipation. The inclusion of RH improved the loss modulus of EPP-0 composite from 49.56 MPa to 85.61 MPa, 90.7 MPa, and 96.26 MPa for 5 wt%, 10 wt%, and 15 wt%, respectively. This behavior was attributed to the restriction of polymer chain mobility due to the presence of RH filler. Moreover, RH addition increased the viscose dissipation of palm-epoxy composites. The present results are consistent with previous research on alumina filled jute-epoxy composite [16] and graphene oxide filled carbon-epoxy composite [23].

Loss modulus of palm-epoxy composites with different RH powder
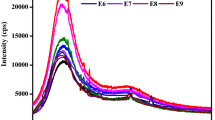
3.1.5 Tan Delta
Tan δ is expressed as a dimensionless number and represents the mechanical damping factor. It depends on fiber-matrix adhesion. Hence, a weak fiber-matrix adhesion will have higher values of tan δ [25]. Low tan δ also indicates that the composite has good load-bearing capacity [13]. The tan δ values of EPP-0, EPP-5, EPP-10, and EPP-15 composites are shown in Fig. 4. The tan δ was least in the unfilled palm-epoxy composite, and maximum for the 15 wt% RH filler reinforced composite. The peak value of tan δ occurred in the glass transition region. As fiber-matrix interface bonding increases, the mobility of molecular chains decreases, and hence, there is reduction in damping factor. Similar results were reported for jute-epoxy composite filled with granite stone powder [15].

Tan δ value of palm fiber-reinforced epoxy composites filled with RH filler
3.1.6 Cole–Cole Plot
It is an important tool to observe the relationship between stored and loss modulus for a viscoelastic material [21]. Further, it is generally used to study the change in composite structure at the molecular level after adding micro/nano-sized reinforcements. Cole–Cole Plot is drawn with loss modulus versus storage modulus as shown in Fig. 5. It shows the influence of incorporating RH filler on the Cole–Cole Plot of palm-epoxy composites. The homogeneous or heterogeneous nature of the composite sample could be identified from the shape of the plot [26]. A perfect semicircular arc in the plot shows the homogeneous nature of the system, but an irregular/imperfect semicircular curve represents the heterogeneity of the system. Figure 5 shows that inclusion of RH filler has increased the irregularity of the composite. The unfilled sample (EPP-0) has a less irregular shape compared with other samples as expected. This behavior is attributed to the strong adhesion between the fiber and matrix. A similar trend was found for granite filled jute-epoxy composite [15].

Cole–Cole Plot for RH filled and unfilled palm-epoxy composites
3.1.7 Thermogravimetric Analysis of RH Filled Composites
Thermogravimetric analysis was conducted for palm-epoxy composites filled with RH filler. Figure 6 depicts the effect of RH addition on the thermal stability of palm-epoxy composites. The initial degradation of all the samples occurs at 100–150 °C due to the vaporization of moisture content through dehydration of secondary alcoholic groups. This dehydration forms unsaturated structure that leads to weak C-O and C–N bonds [26]. The second stage of degradation was observed above 300 °C due to the decomposition of epoxy and amine hardener. The thermal degradation of palm fiber occurred in the following temperature ranges: hemicelluloses (150–350 °C), cellulose (275–500 °C), and lignin (250–500 °C). Moreover, no significant difference was observed in the thermal degradation of RH filled and unfilled samples beyond 550 °C. The weight loss of filled samples occurred slightly earlier than unfilled ones in the temperature range of 300–400 °C. This behavior was attributed to the breaking of C–O and C–N bonds, which has accelerated the volatilization. Similar observations have been made for jute and kenaf-epoxy composites filled with granite and magnesium powder, respectively [15, 24].

Thermogravimetric analysis of RH filled and unfilled palm-epoxy composites
3.1.8 Corrosive Properties
The corrosive tendencies of RH filled palm-epoxy composites are shown in Fig. 7. The weight gain of samples was small even after long hours of sodium chloride (NaCl) treatment. Furthermore, weight gain increased with increasing filler content in the composite samples. Strong interfacial adhesion between the fiber and matrix in the unfilled samples reduced the penetration of NaCl. However, filler reinforcement in the composite increased the void content, which led to the diffusion of NaCl into the matrix. Hence, the weight gain was observed for filled samples. The present result is consistent with previous reports for jute-epoxy hybrid composites [27].

Corrosive properties of unfilled and RH filled composites
4 Conclusions
A new class of low-cost thermally sable epoxy composites reinforced with palm fiber and filled with 0, 5, 10, and 15 wt% of RH filler was successfully fabricated by a simple hand-lay-up technique. Alkali treatment improved the thermal resistance of raw fiber. The storage modulus of the composite increased with filler addition. A maximum value of 2962 MPa was observed for the 15 wt% RH filled composite. RH filler addition enhanced the loss modulus of unfilled samples from 49.56 to 96.26 MPa for the EPP-15 composite. A low tan δ value was observed for the EPP-0 (unfilled) composite, which indicates strong interfacial adhesion between the fiber and matrix. Filler addition increased the heterogeneity of the composite as observed from the Cole–Cole Plot. The thermogravimetric study of the composite indicated no significant difference in the thermal degradation of RH filled and unfilled samples beyond 550 °C.
References
Rout J, Mishra M, Tripathy SS, Nayak SK, Mohanty AK (2001) The influence of fibre treatment on the performance of coir-polyester composites. Compos Sci Technol 61(9):1303–1310
Sanjay MR, Yogesha B (2017) Studies on natural/glass fiber reinforced polymer hybrid composites: an evolution. Mater Today Proc 4:2739–2747
Asumani OML, Reid RG, Paskaramoorthy R (2012) The effects of alkali-silane treatment on the tensile and flexural properties of short fiber non-woven kenaf reinforced polypropylene composites. Compos Appl Sci Manuf 43:1431–1440
Fiore V, Bella GD, Valenza A (2015) The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos B Eng 68:14–21
Zafar MT, Maiti SN, Ghosh AK (2016) Effects of surface treatments of jute fibers on the microstructural and mechanical responses of poly(lactic acid)/jute fiber bio-composites. RSC Adv 6:73373–73382
Araujo RS, Marques MPV, Oliveria PF, Rezende CC (2018) Bio-composites based on poly(lactic acid) containing mallow and eucalyptus surface modified natural fibers. J Polym Environ 26(9):3785–3791
Md Shah AU, Sultan MTH, Cardona F, Jawaid M, Talib ARA, Yidris N (2017) Thermal analysis of bamboo fiber and its composites. BioResources 12(2):2394–2406
Nayak SK, Mohanty S (2010) Sisal glass fiber reinforced PP hybrid composites: effect of MAPP on the dynamic mechanical and thermal properties. J Reinf Plast Compos 29:1551–1568
Samal SK, Mohanty S, Nayak SK (2009) Polypropylene-bamboo/glass fiber hybrid composites: fabrication and analysis of mechanical, morphological, thermal, and dynamic mechanical behavior. J Reinf Plast Compos 28:2729–2747
Ray D, Sarkar BK, Das S, Rana AK (2002) Dynamic mechanical and thermal analysis of vinyl ester-resin-matrix composites reinforced with untreated and alkali-treated jute fibers. Compos Sci Technol 62:911–917
Jabbar A, Militky J, Wiener J, Karahan M (2015) Static and dynamic mechanical properties of novel treated jute/green epoxy composites. Text Res J 86(9):960–974
Atiqah A, Jawaid M, Sapuan SM, Ishak MR, Alothman OY (2018) Thermal properties of sugar palm/glass fiber reinforced thermoplastic polyurethane hybrid composites. Compos Struct 202:954–958
Jawaid M, Khalil HA, Hassan A, Dungani R, Hadiyane A (2013) Effect of jute fibre loading on tensile and dynamic mechanical properties of oil palm epoxy composites. Compos B Eng 45(1):619–624
Senturk O, Senturk AE, Palabiyik M (2018) Evaluation of hybrid effect on the thermomechanical and mechanical properties of calcite/SGF/PP hybrid composites. Compos B Eng 140:68–77
Pawar MJ, Patnaik A, Nagar R (2015) Investigation on mechanical and thermo-mechanical properties of granite powder reinforced epoxy composites. Polym Compos 38(4):736–748
Patnaik TP, Nayak SS (2016) Investigation on physico-mechanical and thermo-mechanical analysis of alumina filled needle-punch nonwoven jute epoxy composites. Polym Compos 39:1553–1561
Satapathy S, Kothapalli RVS (2017) Mechanical dynamic mechanical and thermal properties of banana fiber/recycled high-density polyethylene biocomposite filled with flyashcenospheres. J Polym Environ 26(1):200–213
Prasob A, Sasikumar M (2018) Static and dynamic behavior of jute/epoxy composites with ZnO and TiO2 fillers at different temperature conditions. Polym Testing 69:52–62
Karaduman Y (2018) Experimental investigation on flexural and dynamic mechanical properties of jute fiber/cork-reinforced polyester sandwich composites. Bio Resourc 13(2):3958–3970
Rout AK, Kar J, Jesthi DK (2016) Effect of surface treatment on the physical, chemical, and mechanical properties of palm tree leaf stalk fibers. BioResources 11(2):4432–4445
Reddy KO, Maheswari CU, Shukla M, Song JI, Rajulu AV (2013) Tensile and structural characterization of alkali treated Borassus fruit fine fibers. Compos B Eng 44(1):433–438
Thamae T, Baillie C (2007) Influence of fibre extraction method, alkali and silane treatment on the interface of Agave americana waste HDPE composites as possible roof ceilings in Lesotho. Compos Interfaces 14(7–9):821–836
Adak NC, Chhetri S, Kim NH, Murmu NC, Samanta P, Kuila T (2018) Static and dynamic mechanical properties of graphene oxide-incorporated woven carbon fiber/epoxy composite. J Mater Eng Perform 27(3):1138–1147
Saba N, Alothman OY, Almutairi Z, Jawaid M (2019) Magnesium hydroxide reinforced kenaf fibers/epoxy hybrid composites: mechanical and thermomechanical properties. Constr Build Mater 201:138–148
Martínez-Hernández AL, Velasco-Santos C, De-Icaza M, Castano VM (2007) Dynamical–mechanical and thermal analysis of polymeric composites reinforced with keratin biofibers from chicken feathers. Compos B Eng 38(3):405–410
Jesuarockiam N, Jawaid M, Zainudin ES, Thariq Hameed Sultan M, Yahaya R (2019) Enhanced thermal and dynamic mechanical properties of synthetic/natural hybrid composites with graphene nanoplateletes. Polymers 11(7):1085
Khalil A, Jawaid HPSA, Abu Bakar M (2011) Woven hybrid composites: water absorption and thickness swelling behaviors. BioResources 6(2):1043–1052
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kar, J., Rout, A.K., Swain, P.T.R., Sutar, A.K. (2021). Experimentation with Thermo-mechanically Stable Epoxy Composite Reinforced with Palm Fiber. In: Revankar, S., Sen, S., Sahu, D. (eds) Proceedings of International Conference on Thermofluids. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-7831-1_58
Download citation
DOI: https://doi.org/10.1007/978-981-15-7831-1_58
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-7830-4
Online ISBN: 978-981-15-7831-1
eBook Packages: EngineeringEngineering (R0)