
Abstract
This paper presents the overview on waste materials used for making engineered cementitious composite (ECC). Micromechanics-based ECC is a superb class of high-performance fibre-reinforced cementitious products. It is a mortar-based fibre-reinforced cementitious matrix and shows ductile nature due to excessive strain hardening under tensile loading. With the growth in industry the quantity of industrial waste product on land is increasing, thus resulting in environment pollution in different ways. In the ECC mix design, huge quantity of industrial waste products have been used such as silica fume, iron ore tailings powder, blast furnace slag, crumb rubber, recycled concrete fines, fly ash, palm oil fuel ash and so on. This study reported the effect of these industrial by-products on fresh, mechanical and durability properties of ECC. The present overview signifies that the subrogation of cementitious materials and fine aggregates with the industrial waste products in ECC improves deflection capacity, strain hardening behaviour, flexural and toughness properties, drying shrinkage tensile strain and width of cracks resistance of cementitious composite. The outcome of overview depicts that the properties of ECC enhanced with the use of waste products up to some replacement level, whereas the carbon dioxide emissions decreased, which made the ECC green in nature.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Engineered cementitious composite (ECC) is a mortar-based highly ductile nature cement matrix, which shows pseudo strain hardening behaviour in tension regime. The design model of fibre-reinforced ECC relies on fracture mechanics or micromechanics [1, 2]. ECC mainly consists of cementitious matrix and fibres. To reinforce ECC, different types of polymeric fibres have been used. Fibres across the cracks transfer the stresses and act as a bridge. ECC generally consists of 2% or less than that randomly distributed short-length fibres. The role of the cementitious composite depends on the mechanical interactions between fibre, matrix and chemical bonding [3,4,5]. ECC generally consists of microconstituents, because the bigger size particles affect the ductile behaviour [6]. Compressive strength and elastic modulus of ECC ranges from 20 to 95 MPa and 18 to 34 GPa, respectively. The compressive strength of ECC shows normal to high strength concrete nature, whereas the elastic modulus is less than ordinary concrete, that is, due to non-appearance of coarse aggregates. The tensile strain and width of cracks in engineered cementitious matrix range from 1 to 8% and 60 to 100 µm, respectively [7]. The high tensile strain capacity with multiple microcracks makes ECC performance superior than regular concrete. The stress–strain curves under tensile loading in Fig. 1 depicts that regular concrete fails suddenly and high-performance fibre-reinforced cementitious concrete (FRC) shows tension softening failure after first cracking, whereas ECC shows pseudo-strain hardening behaviour [8].

Behaviour of normal concrete, fibre-reinforced concrete and ECC under tensile loading [8]
2 Design Theory of ECC
Mechanism behind micromechanics of ECC is the mechanical interactions between fibre and mortar matrix. Under tensile loading steady state and number of cracks phenomenon promotes pseudo tensile strain hardening in ECC. To achieve pseudo strain hardening with number of microcracks, two conditions, strength-based and energy-based, need to be satisfied [7, 9,10,11].
The strength condition that maximum fibre bridging stress (σpeak) must be more than the first crack strength (σfc), on each crack plane that is articulated by Eq. 1, must be satisfied.
As per the energy condition, the propagation of matrix crack should occur in a constant ambient stress (σss), and flat crack opening (δss) in a flat crack configuration. This condition leads to an energy balance between externally supplied work and the required energy for fibre bridging to generate the microcracks in matrix. The energy dissipated along the bridging of fibres is articulated by Eq. 2.

Matrix bridging stress versus crack opening [9]
As per the above-mentioned conditions, upper limit for crack tip toughness of matrix (Jtip) can be fixed as (Fig. 2),
where δpeak = maximum crack width at peak stress
As per these conditions, the performance index of stress σpeak/σfc and energy Jb/Jtip can be calculated to observe the pseudo strain hardening [9].
where Jb = Complementary bridging energy
These indices must need to exceed unity in polymer fibre-reinforced cement matrix to show pseudo strain hardening [9]. Higher the indices margin, higher are the saturated multiple cracks and pseudo strain hardening. Fibre bridging realizes the steady state and number of cracks behaviour. To evaluate the behaviour of crack with bridging effect, various studies with polymeric fibres have been explored [9,10,11].
3 Role of Waste Materials in ECC
Quantity and types of debris are increasing day-by-day. Among these, some of the wastes are such that their fully decomposition may take many years. These non-biodegradable or trash materials create nuisance in earth environment. Raging of waste accumulation is worldwide, particularly in congested areas.
Numbers of investigations have been reported on the performance of ECC, using variety of wastes to replace solid constituents. Mineral admixtures are the powdered ground solid materials, that is fly ash (FA), rice husk ash (RHA), recycled concrete fines (RCF), crumb rubber (CR), BFS (blast furnace slag), iron ore tailings (IOTs) powder, fly ash cenosphere (FAC), palm oil fuel ash (POFA) and silica fume (FA). These are added to the engineered cementitious composite in larger amount than any other materials. Because the use of mineral admixtures has an ability to enhance fresh, mechanical and durability properties of ECC, mineral admixtures can be a good alternative of cement. Cement is dearer than other constitutes in concrete. So, wise use of cement alternative is needed as their use may reduce CO2 emissions.
Cost efficiency may also improve using cement alternatives.
-
(a)
Fly ash (FA)
Thermal power plants produce fly ash (FA) by combustion of coal. Electrostatic precipitators collect fly ash from exhaust gases during burning. Chemical composition of fly ash (FA) is different from various cements, but it resembles in portland cement. The hardening time of FA is lower than cement, due to the chemical reaction between calcium hydroxide and FA. The FA is of two types: (a) Class C and (b) Class F.
A huge quantity of FA is used as subrogation of cement in ECC. Most of the researchers used Class F-type FA as cementitious material in ECC [12,13,14,15,16,17,18,19,20,21,22]. In ECC the use of fly ash (FA) as subrogation of cement improves the ductile behaviour. The use of FA in high volume (more than 50%) improves the tensile strain capacity, multiple cracking and fire resistance, whereas decreases the strength properties, that is, compressive, flexural and tensile. Chemical bonding between the fibre and the matrix reduced with the use of FA, which is in favour of achieving pseudo strain hardening. The width of cracks and drying shrinkage decreased with the use of FA, which promotes the durability of ECC [12,13,14,15,16,17,18,19,20,21,22].
-
(b)
Rice husk ash (RHA)
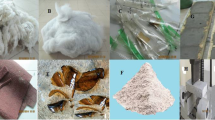
Rice husk is generated from rice mills during processing of rice. Rice husk ash (RHA) can be produced from burning of rice husk. The RHA mainly consists of silica with small amount of carbon. The surface area of RHA depends on the burning temperature [23,24,25,26,27].
Righi et al. [23, 24] investigated the tensile performance of ECC by using RHA as subrogation of cement by 10, 20 and 30%. It was examined that the use of RHA with replacement of 30% cement enhanced the performance of ECC, that is, ductility, resistance to crack generation and decrease in the voids, water absorption and heat of hydration in ECC. The durability properties of ECC by using 30% RHA as replacement of cement were studied by Costa et al. [25]. It was examined that the absorption rate and void content of ECC-RHA is higher than ECC-reference.
-
(c)
Recycled concrete fines (RCF)
Recycling is the process of changing useful waste material into new products. The usage of generated new products by recycling reduced the pollution of environment and the consumption of fresh materials also. From this process the use of these materials makes the environment eco-friendly. During this process various size of particles are generated, from fine to coarse. The fine aggregates are known as recycled concrete fines (RCF) [28, 29].
In ECC, recycled concrete fines (RCF) with size of 300, 600, 1180 and 2360 µm have been used as replacement of silica sand (SS) by Li et al. [29]. It has been reported that 600 µm size was optimum for flexural strength and tensile strain capacity. It has been also reported that 300 µm size was optimum for compressive strength. And matrix toughness decreased, when size of RCF increased from 300 to 600 µm, and afterwards it increased.
-
(d)
Tire rubber
Tire rubber is derived by cutting scrap tires or other types of rubber materials in the form of granules or short pieces [30,31,32].
Crumb rubber has been used as silica sand replacement with 0, 15 and 25% by Zhang et al. [31]. It was examined that compressive strength decreased up to 35% and no change is observed between 15 and 25, whereas deformability increased with the increase of crumb rubber percentages. First cracking strength, toughness, crack width and bonding strength between matrix and rubber powder was much weaker than silica sand.
Recycled tire rubber was used as replacement of iron ore tailings (IOTs) powder with 0, 10, 20, 30 and 40% by Huang et al. [32]. It has been observed that compressive strength and elastic modulus decreased up to 63% and 50%, respectively at 10% replacement. Width of cracks, tensile strength and first crack strength decreased, whereas tensile strain capacity, free drying shrinkage increased with the increment of recycled tire rubber as replacement of IOTs.
-
(e)
Ground granulated blast furnace slag (GGBFS)
Ground granulated blast furnace slag (GGBFS) is a by-product of iron and steel industries. Water-quenched molten iron slag turns into a granular product that is grounded to fine powder. It mainly consists of CaO and SiO2 [33,3,35].
The GGBFS or slag was used in ECC as replacement of cementitious materials. Khan et al. [33] used GGBFS and fly ash (FA) separately as substitute of cement in ECC. It was reported that the use of GGBFS improved the ductility of ECC and lengthens the curing period. At 28 days ECC with 62% GGBFS showed better fresh and hardened properties with strain capacity of 4.2%.
Lim et al. [34] used GGBFS as subrogation of cement at different levels. It has been observed that the use of GGBFS enhanced the strength and fibre bridging property, which promoted the ductile nature of ECC.
Zhu et al. [35] used the blast furnace slag with combinations of fly ash at different levels as cementitious materials. It has been observed that the combinations of 40% FA and 30% slag (SL) enhanced the tensile strength, tensile strain, compressive strength and flexural strength by 14.37, 5, 30 and 26%, respectively, after 28 days of water curing. And combination of FA and SL also improved the durability properties of ECC. Finally, the combination of these two materials at this level delivered better results than other mixes.
-
(f)
Iron ore tailings (IOTs) powder
Iron ore tailings powder is produced from beneficiation processes of iron ore as solid waste product. This solid waste product grows faster due to increase in the demand of steel and iron. It mainly consists of SiO2 and Fe2O3 [36,37,38]. Iron ore tailings (IOTs) powder was used as silica sand substitution by Huang et al. [37]. It has been observed that strength properties (compressive, first crack and tensile) and width of crack decreased, whereas tensile strain capacity and matrix toughness increased with the use of IOTs [37].
Iron ore tailings powder was used as subrogation of cement by 40 and 80% by Huang et al. [38]. It was reported that compressive strength decreased and tensile strain increased ranging from 46 to 57 MPa and 2.3–3.3%, respectively. Moreover, the use of iron ore tailings powder reduced energy consumption and CO2 emissions from 10 to 32% and 29 to 63%, respectively.
-
(g)
Fly ash cenosphere (FAC)
Fly ash cenosphere is a light-weight hollow sphere, produced from coal combustion at power plants with fly ash waste. It largely consists of silica and alumina. The density of cenosphere varies from 200 to 800 kg/m3.
Fly ash cenosphere (FAC) is used in ECC as substitution of iron ore tailings powder. It was reported that the use of FAC decreased the density, thermal conductivity, matrix fracture toughness and strength properties, whereas improved the tensile strain capacity [39].
-
(h)
POFA (Palm oil fuel ash)
In palm oil boilers, fibres, fruit bunches and shells are used as fuel, by which POFA (Palm oil fuel ash) is produced.
POFA was used as subrogation of cement with 0.4, 0.8 and 1.2 from the mass of cement by Altwair et al. [40]. It has been examined that compressive strength and number of cracks increased, whereas first crack strength, defection capacity and crack width decreased with the use of POFA. It has been reported that 0.4% of POFA was optimum replacement for flexural strength.
-
(i)
Silica fume (SF)
Silica fume is produced from silicon metal or ferrosilicon alloys as solid waste product. It is used in concrete as additive, and very reactive with pozzolanic materials. Size of silica fume particle is 0.1µ. It mainly consists of silica. Number of researchers have used silica fume in ECC as a good additive [41,42,43,44,45].
Liu et al. [41] had used 65% fly ash and 5% silica fume as replacement of cement. It has been reported that the use of silica fume improves the mechanical and durability properties of ECC.
Zhou et al. had used 0.1 silica fume by mass of cementitious materials in ECC [42]. It has been observed that silica fume improved the fresh and hardened strength properties of ECC.
4 Conclusions
The current paper presents a brief summary on used waste materials in ECC as replacement of cementitious materials and fine aggregates. Various types of industrial waste products, such as RHA, tire rubber, silica fume, GGBFS, FA, iron ore tailings powder, palm oil fuel ash and recycled concrete fines and so on, have been used for replacement in ECC at different levels. Appraisal on different properties such as fresh, mechanical and durability has been reported in the literature. The major key findings from the available literature are mentioned in the following:
-
The work signifies that the use of FA as replacement of cementitious materials improved the strain capacity under tension and resistance against width of cracks in ECC.
-
The literature reported that the substitution by waste materials in ECC up to some percentages enhanced the ductility and durability of matrix.
-
The past studies reported that chemical bonding decreased between fibre matrix interactions, which promote the pseudo strain hardening with multiple cracking.
-
The outcome from the past studies showed that the use of industrial by products in ECC reduced the carbon dioxide emissions and energy consumption decreased, which promotes the greenness of environment.
References
Li VC, Wang S, Wu C (2001) Tensile strain-hardening behaviour of PVA-ECC. ACI Mater J 98:483–492
Li VC (1993) From micromechanics to structural engineering—the design of cementitious composites for civil engineering. J Struct Mech Earthq Eng 10:37–48
Lawler JS, Zampini D, Shah SP (2005) Microfiber and macro fiber hybrid fiber-reinforced concrete. J Mater Civ Eng 17:595–604
Li VC, Stang H, Krenchel H (1993) Micromechanics of crack bridging in fiber reinforced concrete. Mater Struct 26:486–494
Chen Y, Qiao P (2011) Crack growth width resistance of hybrid fiber reinforced cement matrix composites. J Aerosp Eng 24:154–161
Li VC, Kanda T (1998) Engineered cementitious composites for structural applications. J. Mater Civ Eng 10:66–69
Li VC (2007) Engineered cementitious composites (ECC)—material, structural, and durability performance. In: Nawy E (ed) Book Chapter 24 in Concrete construction engineering handbook (to be published by CRC Press)
Hemmati A, Kheyroddin A, Sharbatdar MK (2013) Plastic hinge rotation capacity of reinforced HPFRCC beams. J Struct Eng 141(2):04014111. https://doi.org/10.1061/(ASCE)ST.1943-541X.0000858
Kanda T, Li VC (2006) Practical design criteria for saturated pseudo strain hardening behaviour in ECC. J Adv Concr Technol 4:59–72
Kanda T, Lin Z, Li VC (2000) Tensile stress strain modelling of pseudo strain hardening cementitious composites. J Mater Civ Eng 12:147–156
Li VC, Leung CKY (1992) Steady state and multiple cracking of short random fiber composites. J Eng Mech 118:2246–2264
Sahmaran M, Li VC (2009) Durability properties of micro-cracked ECC containing high volumes fly ash. Cem Concr Res 39:1033–1043
Zhang Z, Qian S, Ma H (2014) Investigating mechanical properties and self-healing behavior of micro-cracked ECC with different volume of fly ash. Constr Build Mater 52:17–23
Sahmaran M, Ozbay E, Lachemi M, Li VC, Yucel HE (2012) Frost resistance and microstructure of engineered cementitious composites: influence of fly ash and micro poly-vinyl-alcohol fiber. Cement Concr Compos 34:156–165
Sahmaran M, Ozbay E, Lachemi M, Li VC, Yucel HE (2011) Effect of fly ash and PVA fiber on microstructural damage and residual properties of engineered cementitious composites exposed to high temperatures. J Mater Civ Eng 23:1735–1745
Wang S, Li VC (2007) Engineered cementitious composites with high-volume fly ash. ACI Mater J 104:233–241. https://doi.org/10.14359%2F18668
Şahmaran M, Lachemi M, Hossain KMA, Ranade R, Li VC (2009) Influence of aggregate type and size on ductility and mechanical properties of engineered cementitious composites. ACI Mater J 106:308–316
Huang T, Zhang YX (2014) Mechanical properties of a PVA fiber reinforced engineered cementitious composites. Sustain Solut Struct Eng Constr 439–444
Ranade R, Zhang J, Lynch JP, Li VC (2014) Influence of micro-cracking on the composite resistivity of engineered cementitious composites. Cem Concr Res 58:1–12
Sahmaran M, Lachemi M, Hossain KMA, Li VC (2009) Internal curing of engineered cementitious composites for prevention of early age autogenous shrinkage cracking. Cem Concr Res 39:893–901
Liu H, Zhang Q, Li VC, Su Hu, Gu C (2017) Durability study on engineered cementitious composites (ECC) under sulfate and chloride environment. Constr Build Mater 133:171–181
Yang EH, Yang Y, Li VC (2007) Use of high volumes of fly ash to improve ECC mechanical properties and material greenness. ACI Mater J 104:303–311. https://doi.org/10.14359/18966
Righi DP, Costa FBPD, Graeff AG, Filho LCPDS (2016) Tensile performance of engineered cementitious composites with rice husk ash. In: BCCM-3—Brazilian conference on composite materials Gramado, RS—Brazil, pp 28–31
Righi DP, Costa FBPD, Graeff AG, Filho LCPDS (2017) Tensile behaviour and durability issues of engineered cementitious composites with rice husk ash. Revista Mater 22. https://doi.org/10.1590/s1517-707620170002.0182
Costa FBPD, Righi DP, Graeff AG, Filho LCPDS (2016) Evaluation of water absorption on engineered cementitious composites containing rice husk ash. In: BCCM-3—Brazilian conference on composite materials Gramado, RS—Brazil, pp 28–31
Zain MFM, Islam MN, Mahmud F, Jamil M (2011) Production of rice husk ash for use in concrete as a supplementary cementitious material. Constr Build Mater 25:798–805
Mehta PK (1989) Rice husk ash as a mineral admixture in concrete. In: Proceedings of the 2nd international seminar on durability of concrete: aspects of admixtures and industrial byproducts, Gothenburg, Sweden, pp 131–136
Schoon J, Buysser KD, Driessche IV, Belie ND (2015) Fines extracted from recycled concrete as alternative raw material for Portland cement clinker production. Cement Concr Compos 58:70–80
Li J, Yang EH (2017) Macroscopic and micro structural properties of engineered cementitious composites incorporating recycled concrete fines. Cement Concr Compos 78:33–42
Issa CA, Salem G (2013) Utilization of recycled crumb rubber as fine aggregates in concrete mix design. Constr Build Mater 42:48–52
Zhang Z, Qian S (2013) Influence of crumb rubber on the mechanical behavior of engineering cementitious composites. In: VIII international conference on fracture mechanics of concrete and concrete structures FraMCOS-8 Toledo (Spain)
Huang X, Ranade R, Ni W, Li VC (2013) On the use of recycled tire rubber to develop low E modulus ECC for durable concrete repairs. Constr Build Mater 46:134–141
Khan MI, Fares G, Mourad S (2017) Optimized fresh and hardened properties of strain hardening cementitious composites: effect of mineral admixtures, cementitious composition, size and type of aggregates. J Mater Civ Eng 29:04017178
Lim I, Chern JC, Liu T, Chan YW (2012) Effect of ground granulated blast furnace slag on mechanical behavior of PVA-ECC. J Mar Sci Technol 20:319–324
Zhu Y, Yang Y, Yao Y (2012) Use of slag to improve mechanical properties of engineered cementitious composites (ECCs) with high volumes of fly ash. Constr Build Mater 36:1076–1081
Shettima AU, Hussin MW, Ahmad Y, Mirza J (2016) Evaluation of iron ore tailings as replacement for fine aggregate in concrete. Constr Build Mater 120:72–79
Huang X, Ranade R, Ni W, Li VC (2013) Development of green engineered cementitious composites using iron ore tailings as aggregates. Constr Build Mater 44:757–764
Huang X, Ranade R, Li VC (2013) Feasibility study of developing green ECC using iron ore tailings powder as cement replacement. J Mater Civ Eng 25:923–931
Huang X, Ranade R, Zhang Q, Ni W, Li VC (2013) Mechanical and thermal properties of green lightweight engineered cementitious composites. Constr Build Mater 48:954–960
Altwair NM, Johari MAM, Hashim SFS (2012) Flexural performance of green engineered cementitious composites containing high volume of palm oil fuel ash. Constr Build Mater 37:518–552
Liu Y, Zhou X, Lv C, Yang Y, Liu T (2018) Use of silica fume and GGBS to improve frost resistance of ECC with high-volume fly ash. Adv Civ Eng 7987589. https://doi.org/10.1155/2018/7987589
Zhou J, Quian S, Breugel KV (2010) Engineered cementitious composites with low volume of cementitious materials. Fract Mech Concr Concr Struct Proc of FraMCoS-7 1551–1556
Deng H, Qian S (2018) Utilization of Local ingredients for the production of high-early strength engineered cementitious composites. Adv Mater Sci Eng. https://doi.org/10.1155/2018/8159869
Afefy HMED, Mahmoud MH (2014) Structural performance of RC slabs provided by pre-cast ECC strips in tension cover zone. Constr Build Mater 65:103113
Zhang J, Li VC, Nowak AS, Wang S (2002) Introducing ductile strip for durability enhancement of concrete slabs. J Mater Civ Eng 14:253–261
Acknowledgements
The authors obliged to the University Grants Commission, New Delhi for the financial assistance for research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Singh, M., Saini, B., Chalak, H.D. (2021). An Overview on Waste Materials Used in Engineered Cementitious Composite. In: Shukla, S.K., Chandrasekaran, S., Das, B.B., Kolathayar, S. (eds) Smart Technologies for Sustainable Development. Lecture Notes in Civil Engineering, vol 78. Springer, Singapore. https://doi.org/10.1007/978-981-15-5001-0_17
Download citation
DOI: https://doi.org/10.1007/978-981-15-5001-0_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-5000-3
Online ISBN: 978-981-15-5001-0
eBook Packages: EngineeringEngineering (R0)