
Abstract
Nowadays, the majority of industry uses nonconventional machines; wire electric discharge machining is one of them. In this experimentation, optimize process parameters of wire electric discharge machining with help of response surface methodology. Central composite design is used for the design of experiments. The process parameters considered for this study are a pulse on time, wire feed rate, pulse off time, and servo voltage. For this experimentation work, EN-31 used as workpiece material. The high percentage of carbon present in the material due to this is used for manufacturing punches and dies. To find out significant factors, ANOVA is calculated. Analysis of variance for MRR clearly shows that pulse on time and servo voltages are the most significant parameters. From result analysis, the high value of MRR is obtained at high value of pulse on time and low value of servo voltage. In the case of surface roughness also pulse on time and servo voltage are the most significant factors as compared to others; the low value of surface roughness is obtained at a low value of pulse on time and high value of servo voltage.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
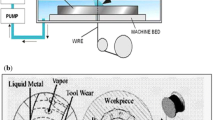
In wire electric discharge machining electro-thermal mechanism used for cutting workpiece as same as electric discharge machining. The wire of various materials like brass, zinc-coated brass, diffused brass, molybdenum is used as an electrode in case of wire electric discharge machine. The wire electrode continuously travels along the cutting path generated by the numerical control program. In the wire electric discharge machining workpiece acts as anode and wire electrode as cathode and the proper gap is provided between them. Due to this, high-intensity spark is generated between them; this spark is responsible for melting workpiece. In cutting region, the temperature goes too high due to this high-intensity spark energy so deionized water helps to reduce the temperature in that region and helps to remove debris particle which is produced after cutting workpiece material. This is the non-contact type of cutting process, and hence no stress is present in the workpiece after machining. The complex, contour, and irregular shape profiles easily cut from the workpiece this is one of the major advantages. Kansal et al. [1] optimized process parameters of PMEDM using response surface methodology. In this experimentation, they used silicon powder in a dielectric fluid. Central composite design with face-centered used for the design of experiments. Finally, they concluded that after the addition of silicon powder in dielectric fluid improvement in value of response variables takes place. Kung and Chiang et al. [2] carried out parametric optimization of wire electric discharge machining on aluminum oxide-based ceramic with help of response surface methodology. After increasing the values of Ton and duty factor, MRR and SR increase up to a certain limit then after it decreases. Patel et al. [3] performed parametric optimization of process parameters of EDM on Al2O3/Sic/Tic ceramic composite. They finally concluded that pulse on time is a major significant factor as compared to other factors for surface roughness. After increasing the value of the duty cycle, surface roughness first increases then decreases. Patil et al. [4] carried out an analysis of wire electric discharge machining on Al/SiCp MMC using response surface methodology. The conclusion of that experimentation is that (Ton), (Toff), and volume fraction (V%) of ceramic reinforcement are the most significant parameters for cutting rate. For surface roughness (V%) of ceramic, reinforcement and (Ton) are the most significant parameters. Ojha et al. [5] studied material removal rate and tool wear rate as response variables after the addition of chromium powder in a dielectric fluid. They get a high value of material removal rate at higher powder concentration and tool wear rate is decreases after increasing value of tool diameter. Shandilya et al. [6] carried out the optimization of process parameters of WEDM on MMC by response surface methodology. Good surface finish and small size of the crater is getting at a low level of process parameters. Khanna et al. [7] performed an analysis of cryogenically treated workpiece on wire electric discharge machining by response surface methodology. They performed single and multi-objective optimization to achieve maximum value of MRR and the minimum value of surface roughness. The error between actual and predicted values for MRR lies between −2 and +4% and for SR lies between −7 and +7%. Gopalakannan et al. [8] used central composite design and desirability approach for the optimization of process factors of EDM on MMC. The low value of EWR is observed at high value of Toff (pulse off time) and SR is influenced by current and Ton (pulse on time). Sharma et al. [9] performed single and multi-objective optimization of process variables of WEDM using response surface methodology (RSM). For this research work, they used HSLA (High Strength Low Alloy) steel used as workpiece material and brass wire as an electrode. The result of ANOVA shows that (CS), Ton, and Toff are the most significant parameters and for (DD), (SV), and (Ton) are the most significant parameters. Singh et al. [10] investigated surface characteristics after powder mixed electric discharge machining and compare results of surface roughness and recast layer in between powder mixed and without powder mixed electric discharge machining. The workpiece material used for this study is aluminum 6061. Finally, they concluded that surface roughness and recast layer is reduced in the case of powder electric discharge machining as compared to normal electric discharge machining. Dubey et al. [11] studied the material removal rate in powder mixed electric discharge machining on AA7075/B4C composite. In this experimentation for improving material removal rate chromium powder is added in a dielectric fluid. From SEM images of the recast, layer shows that recast layer thickness is more at high value of process variables as compared to initial values of process variables.
2 Experimental Setup
This experimentation is performed on the ELECTRONICA-ECOCUT WEDM which is shown in Fig. 1. This is five-axis machine, for normal cutting of workpiece nozzle move in x- and y-direction and for taper cutting nozzle moves in U and V axis. The Ra is measured with the help of MITUTOYO SJ-210 surface roughness tester which is shown in Fig. 2. The EN-31 material is selected as workpiece material for this study. Due to the high % of carbon majority application is in the punches and dies industry. The chemical composition of EN-31 is shown in Table 1. Process parameters and their levels in terms of actual and coded value is shown in Table 2. The zinc (Zn) coated Brass wire of 0.25 mm which is used as an electrode in wire electric discharge machining. So the weight (Wt.) of the workpiece is measured with the help of PESCO weight balance machine having least count of 0.001 gm. The PESCO weight balance machine is shown in Fig. 3. The equation used for calculation of MRR which is given in Eqs. 1.

Machine setup (Electronica-Ecocut)

Surface roughness tester (Mitutoyo SJ-210)

PESCO weight balance machine
Central composite design is used for design of experiments. Central composite design is an experimental design in which factors value less or greater than factors level are tested in a systematic way in order to better relate the factor to the response in a precise way. In this experimentation full factorial design with all possible combinations of process parameters considered at a low level and high level, in this design eight axial (star) points at the face of cube and centre point is equal to six. The face-centered central composite design is selected in which alpha value is equal to one. In this study, total 30 experiments are conducted according to design matrix given by central composite design. The 30 specimens cut according to design matrix which is shown in Fig. 4. The design matrix is developed with the help of “Design Expert 11.0” which is shown in Table 3. The graphical analysis, i.e., (surface plots, contour plots), analysis of variance (ANOVA), regression analysis is done with the help of “Design Expert 11.0” software.

Machined specimen
3 Results and Discussion
To find out significant factors from model and to check the lack of fit of model, analysis of variance is calculated. Result of analysis of variance for MRR is shown in Table 4.
3.1 Analysis of Material Removal Rate
According to the fit summary linear model is significant for analysis of material removal rate. The value of R2 is 96.07% and the value of adjusted R2 is 95.44% this clearly indicates that the regression model gives a good relationship between process factors and the response variable. The factors having P-value less than 5% (i.e., 0.05) these factors are most significant. The factor A-Pulse on time, B-Pulse off time, C-servo voltage has a significant effect. Among them, A-pulse on time, C-servo voltage these parameters are most significant for MRR. The value of lack of fit is also non-significant this is desirable. Figure 5 shows that the normal probability plot for MRR is clearly indicated that residuals are present on a straight line, it means that error follows a normal distribution. Figure 6 shows the plot for predicted versus actual value it shows that model is fitted well. After backward elimination, i.e., eliminates non-significant terms equation of MRR in coded terms and actual terms is given in Eqs. 2 and 3 respectively.

Normal probability plot for MRR

Plot of actual versus predicted response of MRR
Figure 7 shows the surface plot for MRR in relation to the process parameters of the pulse on time and servo voltage. From the surface plot, it is clearly observed that as a pulse on time increases material removal rate increases, and as servo voltage increases material removal rate decreases. Hence, the maximum value of the material removal rate is obtained at high value of pulse on time (120 μs) and a low value of servo voltage (20 V). The minimum value of the material removal rate is obtained at a low value of pulse on time (110 μs) and a high value of servo voltage (40 V). From Fig. 8, it is clearly indicated the effect of the pulse on time and pulse off time on material removal rate. The material removal rate increases as the value of pulse off time decreases. In this case, the high value of material removal rate is obtained at high value of pulse on time (120 μs) and low value of pulse off time (45 μs) and minimum value material removal is obtained at low value of pulse on time (110 μs) and high value of pulse off time (55 μs).

Effect of Ton and SV on MRR

Effect of Ton and Toff on MRR
3.2 Analysis of Surface Roughness
In case of surface roughness, fit summary states that the quadratic model is significant. Result of analysis of variance for surface roughness is shown in Table 5.
The value of R2 is 0.9858 and adjusted R2 is 0.9725 shows a good relationship between process parameters and the response variable. The process parameters A-pulse on time, C-servo voltage, and interaction effect of process parameter A with process parameter C have a significant effect. The lack of fit is also non-significant which is desirable. Figure 9 shows that normal probability plot for SR it clearly indicated that residuals are present on a straight line it means that error follows a normal distribution. Figure 10 shows the plot for predicted versus actual value it shows that model is fitted well. After backward elimination, i.e., (eliminates non-significant terms) equation of SR in coded terms and actual terms is given in Eqs. 4 and 5 respectively.

Normal probability plot for SR

Plot of actual versus Predicted response
The surface plot in Fig. 11 clearly indicates the variation of surface roughness with respect to process parameters such as pulse on time and servo voltage. The value of surface roughness increases as the value of pulse on time increases similarly high value of surface roughness is obtained at a low value of servo voltage. The maximum value of surface roughness is obtained at high value of pulse on time (120 μs) and low value of servo voltage (20 V) and a minimum value of surface roughness is obtained at low value of pulse on time (110 μs) and high value of servo voltage (40 V). The effect of the pulse on time and wire feed on surface roughness is shown in Fig. 12 with the help of the surface plot. Surface plot in Fig. 12 clearly indicates that high value of surface roughness is obtained at a high value of pulse on time (120 μs) and low value of wire feed rate (2 m/min) and low value of surface roughness is get at low value of pulse on time (110 μs) and high value of feed rate (6 m/min).

Effect of Ton and SV on SR

Effect of Ton and WF on SR
3.3 Confirmation Tests and Their Comparison with Results
The confirmation test table clearly shows that error is very small lies between ± 4%. Result of confirmation test is shown in Table 6. Finally, confirmation test confirms the good reproducibility of experimentation results.
4 Conclusions
Modeling and parametric optimization of process parameters of WEDM using response surface methodology reveals the following conclusions by variation of process parameters within the specified range. The pulse on time and servo voltage affects both material removal rate and surface roughness and pulse off time and wires feed rate are least significant factors as compared to the pulse on time and servo voltage. The material removal rate increases with increases in pulse on time and decreases in the value of servo voltage. Hence, maximum value of material removal rate is secured at pulse on time is equal to 120 μs and servo voltage is equal to 20 V and minimum value of surface roughness is got at pulse on time is equal to 110 μs and servo voltage is equal to 40 V. The ANOVA of surface roughness after backward elimination clearly shows that pulse on time and servo voltages are the most significant parameters for surface roughness. The surface plot for surface roughness clearly shows that surface roughness increases as the value of pulse on time increases and the value of servo voltage decreases. The minimum value of surface roughness is obtained at a low value of pulse on time and high value of servo voltage, i.e., (Ton = 110 μs and SV = 40 V). From the confirmation test the error between actual and predicted values for material removal rate and surface roughness lies within ± 4% range. This error is very small it confirms the good reproducibility of experimental results.
References
Kansal HK, Singh S, Kumar P (2005) Parametric optimization of powder mixed electrical discharge machining by response surface methodology. J Mater Proc Technol 169:427–436
Kung K-Y, Chiang K-T (2008) Modelling and analysis of machinability evaluation in the wire electrical discharge machining (WEDM) process of aluminium oxide-based ceramic. Mater Manufact Proc 23:241–250
Patel KM, Pandey PM, Venkateswara Rao P (2009) Determination of an parametric combination using a surface roughness prediction model for EDM of Al2O3/SiCw/TiC ceramic composite. Mater Manufact Proc 24:675–682
Patil NG, Brahmankar PK (2010) On the response surface modelling of wire electrical discharge machining of Al/SiCp metal matrix composites (MMCs). J Mach Form Technol 2(1/2):47–70
Ojha K, Garg RK, Singh KK (2011) Experimental investigation and modeling of PMEDM process with chromium powder suspended dielectric. Int J Appl Sci Eng 2:65–81
Shandilya P, Jain PK, Jain NK (2012) Parametric optimization during wire electrical discharge machining using response surface methodology. Proced Eng 38:2371–2377
Khanna R, Singh H (2013) Performance analysis for D-3 material using response surface methodology on WEDM. Int. J Mach Mach Mater 14(1):45–65
Gopalakannan S, Senthilvelan T (2014) Optimization of machining parameters for EDM operations based on central composite design and desirability approach. J Mechan Sci Technol 28(3):1045–1053
Sharma N, Khanna R, Gupta RD, Sharma R (2013) Modeling and multiresponse optimization on WEDM for HSLA by RSM. Int J Adv Manuf Technol 67:2269–2281
Singh B, Kumar J, Kumar S (2014) Experimental investigation on surface characteristics in powder-mixed electrodischarge machining of AA6061/10%SiC composite. Mater Manufact Proc 29:287–297
Dubey V, Singh B (2018) Study of material removal rate in powder mixed EDM of AA7075/B4C composite in IMME17. Mater Today: Proc 5:7466–7475
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Patil, S.B., Deshmukh, S.S., Jadhav, V.S., Shrivastava, R. (2021). Modeling and Parametric Optimization of Process Parameters of Wire Electric Discharge Machining on EN-31 by Response Surface Methodology. In: Vijayan, S., Subramanian, N., Sankaranarayanasamy, K. (eds) Trends in Manufacturing and Engineering Management. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4745-4_6
Download citation
DOI: https://doi.org/10.1007/978-981-15-4745-4_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4744-7
Online ISBN: 978-981-15-4745-4
eBook Packages: EngineeringEngineering (R0)