
Abstract
Titanium alloys are commonly used in aviation industries, and the reasons for using titanium alloys when compared to commonly available materials are high strength-to-weight ratio, mechanical properties and corrosion resistance. All these superior properties result in a major disadvantage, that is poor machinability. Excessive cutting forces and heat are generated during machining of titanium alloys so that induces poor tool life. Experimental studies of conventional machining on these materials are expensive and time-consuming. So, a dynamic 3D finite element model was developed in ABAQUS for predicting the cutting force in turning process considering the Lagrangian formulation for meshing and considering the tool as flexible. With the help of FE model, the process parameters such as cutting speed, feed and depth of cut can be optimized for cutting forces, which results in power savings as well as increased productivity in turning process of difficult to machine materials.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Ti–6Al–4V is an alloy which offers superior strength-to-weight ratio, excellent corrosion resistance and high toughness, and these titanium alloys are normally used in aerospace and biomedical applications for its unique properties. Ti–6Al–4V is considered to be a difficult to machine material due to its low thermal conductivity and high rigidity [1]. The cutting performance of the titanium alloy can be increased by improving the tool material and its coatings [2]. Due to the presence of coating, the nose radius will be affected, and it must be taken into account in the performance analysis of the tool. Mishra et al. [3] focused on the effect of textured tools on the cutting forces through 2D finite element modelling of turning process. Simulation of turning with plain textured and TiAlN-coated textured tools were performed and compared it with plain and coated non-textured tools. Effectiveness of the textured tools was evaluated with respect to cutting force and average cutting coefficient. Ozel et al. [4] investigated the machining of Ti–6Al–4V alloy using cutting tools having multi-layer coating for cutting forces and tool wear. FE modelling was used to predict the force, tool wear, chip formation and temperature on these cutting inserts. It was observed that coated cutting insert designs showed some advantage on temperature distribution and tool wear contours [5, 6]. Mishra et al. [7] focused their study on residual stresses and temperature with plain textured and TiAlN-coated tools during turning of titanium alloy through 2D and 3D finite element modelling. The results of the simulation showed that lower temperature and residual stresses were produced during the turning process with textured TiAlN-coated tool. Ducobu et al. [8] suggested a 3D FE coupled Eulerian–Lagrangian (CEL) model, and it is compared with 2D orthogonal model. The simulation was focussed on the prediction of chip formation, cutting forces and lateral expansion of the chip. It was observed that the plain stain assumption can be closely approximated if the width is sufficiently large and cubic elements should be adopted for modelling the workpiece [2, 9, 10].
Most of the works were on the orthogonal simulation of the turning process. In the study, 3D FE simulation of turning of Ti–6Al–4V alloy was performed for predicting the cutting forces considering the effect of nose radius by incorporating the actual dimensions and angles of the cutting tools using ABAQUS/dynamic explicit. Both tool and the workpiece were considered to be flexible, and Lagrangian formulation was used for meshing generation. Johnson–Cook material model has been utilized for defining the flow stress. The simulation results were compared with the experimental values reported in the literature [3].
2 Finite Element Modelling
Finite element simulation for predicting cutting forces during turning of Ti–6Al–4V alloy using plane carbide insert was performed in ABAQUS/Explicit software package. Lagrangian formulation was used for the mesh generation of the workpiece and cutting insert. Four-noded hexahedral element was selected to model the workpiece and tetrahedral elements to model the cutting insert. The workpiece is partitioned based on the required so that mesh size can be made finer in the region where actual cutting takes place to increase the accuracy of the simulation results. The main reason for creating partition is to save the computational time. Mesh size varies from 40 to 1000 μm, resulting in 134,000 number of nodes in the workpiece as shown in Fig. 1b.

a Boundary conditions and b meshing
2.1 Workpiece Material Model
Accuracy of the simulation results depends on the selection of the appropriate material model, material properties, interaction conditions and boundary conditions. In this study, Johnson–Cook material model was selected which is capable of incorporating the effect of various strain rates and temperature. Johnson–Cook (JC) equation which is relating the flow stress (\(\sigma_{e}\)) with plastic strain, strain rates and temperature is given in the equation.
where \(\overline{\sigma }_{e}\) and \(\dot{\varepsilon }_{0}\) are flow stress and reference plastic strain rate, respectively, and 1/sε and \(\dot{\varepsilon }\) are equivalent plastic strain and equivalent plastic strain rate, respectively. T, Tm and T0 are the cutting, melting and ambient temperature, respectively. A, B, n, m and C are J-C constitutive material model constants. The mechanical properties and J-C material model constants are given in Tables 1 and 2, respectively.
The contact was defined between the rake surface and nodes of the workpiece material. The interaction parameters such as coefficient of friction were taken as 0.6 in the present study to model the friction condition as the chip flows over the rake surface. Johnson–Cook fracture model was selected for defining the damage criteria of Ti–6Al–4V. Johnson–Cook (JC) equation which is relating the fracture strain with plastic strain, strain rates and temperature is given in the equation.
where εf is fracture strain, σ* is stress triaxiality and D1, D2, D3, D4 and D5 are the J-C fracture model constants which are listed in Table 3.
In the 3D simulation model, the workpiece is modelled as a rectangular block with length 10 mm, width 3 mm and 2 mm thick, and simulation was performed for a length of 10 mm. A constant velocity is given to the workpiece which corresponds to the actual cutting speed, and the cutting insert is considered to be fixed as the boundary conditions as shown in Fig. 1a. Insert was modelled with geometry CNMA120408 in ABAQUS. Tool and the workpiece were assembled such that it results in the rake angle of −60, inclination angle of 00 and relief angle of 50. Chip formation and cutting force generated during machining is shown in Fig. 2.

Chip formation in the finite element model
3 Results and Discussion
The finite element simulation was developed for turning process of Ti–6Al–4V alloy using ABAQUS. Simulation was performed for various cutting speed and feeds and at a constant depth. Figure 3 shows the cutting forces generated during turning of Ti–6Al–4V from the 3D simulation developed at cutting speeds and feed of 100 m/min and 0.2 mm/rev, respectively, along the length of cut. It was observed that the cutting forces are increased considerably with feed and decreased with cutting speed. The simulation results are validated by the experimental results reported by Mishra et al. [3] where cutting experiments were performed using plane and coated tungsten carbide tool with geometry CNMA120408 which was PVD coated with TiAlN. Round bar was used with 50 mm diameter and 250 mm length for the experiment which was performed on CNC turning centre. The process parameter used for the experiment is given in Table 4. Forces were measured and recorded using the dynamometer (Kistler Make) with charge amplifier.

Simulated cutting forces at V = 100 m/min, f = 0.2 mm/rev, d = 0.5 mm
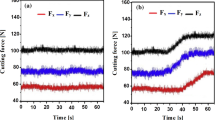
Figure 4 shows the experimental and simulation results for tangential cutting force at different process parameters. It is observed that as the feed increases the cutting force increases, this is due to the fact that as the feed increases, the area of the chip coming in contact with the cutting edge increases, and hence, cutting force increases significantly. But as the cutting speed is increased, the tendency of built-up edge (BUE) formation will reduce which results in reduced cutting forces in all three directions. The cutting forces were averaged over the cutting length in the simulation and compared with the experimental results. It was seen that the simulated results matches with the trend observed in the experiments with maximum error of 20%.

Comparison between experimental and FE results at a feed = 0.1 mm/rev, b feed = 0.2 mm/rev
4 Conclusions
In the present work, FE model for oblique cutting was developed incorporating the flexibility of the tool for predicting the cutting forces during turning of Ti–6Al–4V alloy using ABAQUS/Explicit 6.18. This FE model was able to predict the variation of cutting forces generated during the machining operation for various cutting speeds and feed at a constant depth of cut. The simulated results were compared with the experimental values reported in the literature, and it was observed that the model was able to follow the pattern developed by the experimental results. The effect of coating was not incorporated in the model due to its complexity in modelling. But, the accuracy of the model can be increased by using the appropriate interaction parameters and heat partition between tool and workpiece material. Presence of coating on the insert results in variation of coefficient of friction between rake face and the chip formed during machining when compared to plain carbide tool.
References
Byrne G, Dornfeld D, Denkena B (2003) Advancing cutting technology. CIRP Ann 52(2):483–507
Cotterell M, Byrne G (2008) Dynamics of chip formation during orthogonal cutting of titanium alloy Ti–6Al–4V. CIRP Ann 57(1):93–96
Mishra SK, Ghosh S, Aravindan S (2019) Performance of laser processed carbide tools for machining of Ti6Al4V alloys: a combined study on experimental and finite element analysis. Precis Eng 56:370–385
Özel T, Sima M, Srivastava AK, Kaftanoglu B (2010) Investigations on the effects of multi-layered coated inserts in machining Ti–6Al–4V alloy with experiments and finite element simulations. CIRP Ann 59(1):77–82
Sivalingam V, Sun J, Yang B, Liu K, Raju R (2018) Machining performance and tool wear analysis on cryogenic treated insert during end milling of Ti-6Al-4V alloy. J Manuf Process 36:188–196
Arulkirubakaran D, Senthilkumar V, Dinesh S, Velmurugan C, Manikandan N, Raju R (2018) Effect of textured tools on machining of Ti-6Al-4V alloy under lubricant condition. Mater Today Proc 5(6):14230–14236
Mishra SK, Ghosh S, Aravindan S (2017) Finite element investigations on temperature and residual stresses during machining Ti6Al4V alloy using TiAlN coated plain and textured tools. In: Proceedings of international conference on precision, meso, micro and nano engineering, COPEN, vol 10, pp 979–982
Ducobu F, Rivière-Lorphèvre E, Filippi E (2017) Finite element modelling of 3D orthogonal cutting experimental tests with the coupled Eulerian-Lagrangian (CEL) formulation. Finite Elem Anal Des 134:27–40
Komanduri R, Von Turkovich BF (1981) New observations on the mechanism of chip formation when machining titanium alloys. Wear 69(2):179–188
Ozel T, Sima M, Srivastava AK (2010) Finite element simulation of high speed machining Ti-6Ai-4V alloy using modified material models. In: 38th annual North American manufacturing research conference, NAMRC 38, pp 49–56
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Subhash, N., Dhinakaran, V., Jagadeesha, T. (2021). Finite Element Modelling of Cutting Forces in Turning of Ti–6Al–4V Alloy. In: Arockiarajan, A., Duraiselvam, M., Raju, R. (eds) Advances in Industrial Automation and Smart Manufacturing. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4739-3_37
Download citation
DOI: https://doi.org/10.1007/978-981-15-4739-3_37
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4738-6
Online ISBN: 978-981-15-4739-3
eBook Packages: EngineeringEngineering (R0)