
Abstract
Machining of aluminum alloy (AA) -based composites is essential for the manufacturing sector due to its high strength, stability, and less weight. Accordingly, the outcome of metal matrix composites (MMC) needs to be understood for further processing in other application. Hence, in this paper an attempt made to study the process parameter of electrochemical micromachining (EMM) such as machining voltage (Mv), electrolyte concentration (Ec), duty cycle (Dc) on material removal rate (MRR), and overcut (OC) using acidified and non-acidified electrolyte. The AA-MMC (AA 6063, reinforced with 12% Sic and 5% Gr) is fabricated using stir casting method by weight fraction and considered as work material. Along with that the experiments are conducted in two electrolytes for enhancement of EMM performance, which are NaNO3 (aqueous non-acidified sodium nitrate) and NaNO3 + 10 ml of H2SO4 (aqueous acidified sodium nitrate). Therefore, 3.41 times better MRR is obtained in the aqueous acidified sodium nitrate electrolyte when compared to the aqueous non-acidified sodium nitrate electrolyte at the machining condition of 90% Dc, 30 g/l Ec and 15 V Mv. Additionally, scanning electron microscope (SEM) images are taken for the understanding of micro-hole surfaces and its intermolecular structure.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Aluminum metal matrix (Al-MMC) composites are finding a variety of applications in aviation and automobile manufacturing sectors. A general reason behind, it has lightweight, high strength, high corrosion resistance, and high-temperature resistance, etc. Consequently, these properties are makes tough to machine in traditional method. Therefore, no-heat affected zone, non-contact machining surface such as EMM is suitable for machining the Al-MMC. To improve the EMM performance for precision manufacturing, various endeavors are carried out by the researchers in worldwide for the last decade on various alloy materials. In the way, Mingcheng et al. [1] have fabricated the square holes using EMM on SS 321 with 0.1 M of aqueous H2SO4 electrolyte. They have predicted the significant improvement in corner radius and machining rate with H2SO4 electrolyte. Geethapriyan et al. [2] have suspended the copper nanoparticles in the electrolyte to machining the SS 430 using EMM. They have noted significant change in machining performance using the nanoparticles suspended electrolyte. Also, they mentioned that the copper nanoparticles were increase the electrolyte conductivity and protect the stray current effect on machining zone. One of our previous research [3], we have studied the EMM on copper using ultraviolet heated electrolyte. We have noticed that the heated electrolyte produced the excellent material removal rate due to high conductivity of electrolyte. Yu el al. [4] have investigated the EMM on titanium using ethylene glycol-based NaCl electrolyte. They have found higher machining rate in EG-based NaCl electrolyte than the water-based NaCl electrolyte. Singh el al. [5] have tried the EMM on SS 304 and copper using different electrolytes such as NaNO3, NaCl, and HCL. They have noted that among these three electrolytes, HCL produces the higher MRR. Thanigaivelan et al. [6] have used the infrared radiation to heating the electrolyte for EMM of copper material. They noticed the higher overcut due to heating of subsystem of EMM, whereas obtained 3 times better MRR. Wang et al. [7] have performed the micro-holes on laser treated inconel 718 alloy by EMM using annealed NaNO3 electrolyte. They have noticed the smooth surface with no cracks formation on annealed electrolyte. Hackert et al. [8] have conducted the experiments on Al-Metal matrix composites using electrochemical machining with aqueous electrolytes such as NaNO3 and NaCl. They have noted the higher passivation effects on NaNO3 than the NaCl electrolyte. Singh et al. [9] have studied the EMM process parameters for inconel 825 alloy using NaCl electrolyte. They have found the notable increment in surface morphologies such as roughness, overcut, and material removal rate. From the above-literature survey, it is the evident that electrolyte plays a major role on EMM to deciding the machining performance. Generally, sulfuric acids are commonly used in the chemical industries to manufacture the other acids. Also, it is highly soluble acid in water. Hence, in this research the electrolyte (sodium nitrate) NaNO3 is acidified with 10 ml of sulfuric acid (H2SO4) for machining high-strength AA-MMC (AA 6063, reinforced with 12% Sic and 5%Gr). The process parameters such as electrolyte concentration, machining voltage, and duty cycle are considered for evaluating response of such as material removal rate and overcut.
2 Experimental Method
In this research, an indigenously developed EMM setup has been used to fabricate the micro-hole which is shown in Fig. 1. AA-MMC 0.5-mm-thickness plate is fabricated by stir casting method using aluminum alloy (AA) 6063, 12% silicon (by weight fraction), and 5% graphite particles (by weight fraction) which are considered as work material [pradeep]. The experiments are conducted by the two types of electrolytes such as aqueous sodium nitrate (NaNO3) and 10 ml of sulfuric acid (H2SO4) mixed on aqueous NaNO3 for the different concentration levels. Generally, the H2SO4 is used in chemical industries to manufacturing other acids, surfactants, and metal oxides. Since it has high adhesion character with water, the diameter 460 µm stainless steel is considered as electrode and coated with epoxy resin to hinder the overcut.

EMM setup
The EMM unit consists of various components such as pulse rectifier, tool feeding system, and electrolyte filter. The completion of through micro-hole is identified by hydrogen bubble beneath the work material. The process parameters used to conduct the experiments are displayed in Table 1. The experiments are carried out through changing of one parameter at a time method which is displayed in Table 2. The MRR is calculated using weight differences between before and after machining. Overcut is calculated by the differences in diameter of hole and tool. The optical microscope has been used to verify the hole diameter.
3 Result and Discussion
3.1 Results of Ec on MRR and OC
The results of Ec on MRR and OC are displayed as graph which is shown in Fig. 2. The figure is the evidences for acidified electrolyte produces higher material removal rate than non-acidified electrolyte. Since the ion dissociations are more in acidified electrolyte rather than the normal aqueous non-acidified electrolyte. The dissociation of ions is the most determining factor for the conductivity of electrolyte. Here the electrolyte sodium nitrate is still ionized by the 10 ml of sulfuric acid. Hence, the electrolyte increases the dissociation of ions highly in the acidified electrolyte. This high dissociation of ions increases the conductivity of electrolyte. The higher conductivity of electrolyte increases the localization effect on the machining zone [10]. Therefore, higher material removal rate is obtained in the acidified electrolyte than the non-acidified electrolyte. Also, it is obvious that higher parameter level will obtain the higher material removal rate and overcut. Therefore in acidified electrolyte, 1.80 times higher MRR are obtained in the machining condition that, 25 g/l electrolyte concentration, 15 v machining voltage and 90% duty cycle. And 2.52 times better MRR are obtained when compared with non-acidified electrolyte at the machining condition of 30 g/l electrolyte concentration, 15 v machining voltage, and 90% duty cycle. Generally, the sodium nitrate crates the higher sludge while mixing with the aqueous medium [11]. Furthermore, the chemical reaction of the aluminum and water is forming the slight passivation layer on metal surface which can trigger the sludge formation in aqueous sodium nitrate electrolyte [12]. Therefore, the sludge formation in non-acidified electrolyte creates the higher current instability on the machining zone, whereas the sludge formation in the acidified electrolyte is hindered significantly. Since the sodium nitrate is fully dissolved in sulfuric acid and forms the nitric acid and sodium bisulfate, therefore sludge formation has been hindered significantly in acidified electrolyte. Hence, the higher material removal rate has been attained in acidified electrolyte.

Results of Ec on MRR on OC at 15 V Mv and 90% Dc for acidified electrolyte
3.2 Results of Mv on MRR and OC
Figure 3 represents the results of machining voltage on MRR and OC. The increasing machining voltage in acidified electrolyte produces the 1.22 times higher MRR at the machining condition of 13 v machining voltage, 30 g/l electrolyte concentration, and 90% duty cycle than the non-acidified electrolyte. And 2.09 times better MRR are obtained in 15 v machining voltage, 30 g/l electrolyte concentration, and 90% duty cycle of acidified electrolyte compared to the non-acidified electrolyte. Although Fig. 4a shows wobbled machining surfaces for the non-acidified electrolyte, Fig. 4b shows the over-etched surface for the acidified electrolyte. In that partial of micro-hole is found to be good and smooth profile in acidified electrolyte when compared to non-acidified electrolyte. Since it is obvious that AA-MMCs are found to be light and soft metal, therefore, the AA-MMC’s can be etched easily when increasing voltage by the electrochemical reactions in acidified electrolyte.

Results of Mv on MRR on OC at 30 g/l Ec and 90% Dc for acidified electrolyte

SEM images of micro-hole machined at 7 V Mv, 30 g/l Ec and 90% Dc a non-acidified, b acidified electrolyte
3.3 Results of Dc on MRR and OC
In Fig. 5, the graph plotted for the results of duty cycle on MRR and OC. It shows that duty cycle plays the significant role on the machining performances. Since in acidified electrolyte, 3.12 times higher MRR are obtained than the non-acidified electrolyte. The parameter combination is used for the acidified electrolyte that is 80% duty cycle, 30 g/l electrolyte concentration, and 15 v machining voltage. And 3.41 times higher MRR are obtained at the machining combination of 90% duty cycle, 30 g/l electrolyte concentration, and 15 v machining voltage in acidified electrolyte. The duty cycle controls the current polarization effect on the machining zone. Due to this AA-MMC involved in overetching on its machining surface which can be identified using Fig. 6a, b for non-acidified and acidized electrolyte.

Results of Dc on MRR on OC at 30 g/l Ec and 15 V Mv for acidified electrolyte

SEM images of micro-hole circumference machined at 15 V Mv, 30 g/l Ec and 90% Dc a non-acidified, b acidified electrolyte
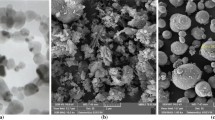
Figure 6b shows more intercrystalline etching on acidified than non-acidified electrolyte, which are found at the machining condition of 15 v machining voltage, 30 g/l electrolyte concentration, and 90% duty cycle. Also, Fig. 7a shows that, the non-acidified electrolyte affects the metal surface lighter, whereas Fig. 7b shows the high etched area on machining surface which can be identified by the presents of reinforced particles in metal surfaces. While compared to these two diagrams, the reinforced particles marks were highlighted high in acidified electrolyte than the non-acidified electrolyte. The overcut of micro-holes is found high in the acidified electrolyte, although the less amount of intercrystalline effect is found on machined surface in acidified electrolyte.

SEM images of micro-hole surface machined at 15 V Mv, 30 g/l Ec and 90% Dc a non-acidified, b acidified electrolyte
4 Conclusion
There are numerous applications available for AA-MMC’s in manufacturing, automobile, aviation, and food industries. In this research made attempt on AA-MMC (AA 6063, reinforced with 12% Sic and 5% Gr) using acidified electrolyte to increase the EMM performance. The material removal rate is attained to be 3.12 times higher than the non-acidified electrolyte at the parameter combination of 80% duty cycle, 30 g/l electrolyte concentration, and 15 v machining voltage. The next highest MRR obtained in acidified electrolyte that 3.41 times at the machining condition of 90% duty cycle, 30 g/l electrolyte concentration, and 15 v machining voltage. The acidified electrolyte shows a better MRR than the non-acidified normal electrolyte. Moreover, acidified electrolyte helps to hinder the sludge formation in the electrolyte. Due to the less sludge, the uniform micro-holes are obtained. Scanning electron microscope images are taken to understand the effect of acidified and non-acidified electrolyte on machining surface structure. Also, a uniform overcut is obtained in the acidified electrolyte. Therefore, the acidified electrolyte would be suitable for machining AA-MMC’s in EMM. Furthermore, experiments can conduct with EMM to hinder the intercrystalline attack on the machining surface.
References
Mingcheng G, Yongbin Z, Lingchao M (2019) Electrochemical Micromachining of Square Holes in Stainless Steel in H2SO4. Int J Electrochem Sci 14:414–426
Geethapriyan T, Muthuramalingam T, Vasanth S, Thavamani J, Srinivasan VH (2019) Influence of nanoparticles-suspended electrolyte on machinability of stainless steel 430 using electrochemical micro-machining process. In: Advances in manufacturing processes. Springer, Singapore, pp 433–440
Soundarrajan M, Thanigaivelan R (2018) Investigation on electrochemical micromachining (ECMM) of copper inorganic material using UV heated electrolyte. Russ J Appl Chem 91(11):1805–1813
Yu Ning, Fang Xiaolong, Meng Lingchao, Zeng Yongbin, Zhu Di (2018) Electrochemical micromachining of titanium microstructures in an NaCl–ethylene glycol electrolyte. J Appl Electrochem 48(3):263–273
Singh Ramandeep (2018) To study the effect of different electrolytes and their concentrations on electrochemical micromachining. In: AIP conference proceedings, vol 1943, no 1. AIP Publishing, p 020046
Thanigaivelan R, Arunachalam RM, Kumar M, Dheeraj BP (2018) Performance of electrochemical micromachining of copper through infrared heated electrolyte. Mater Manuf Processes 33(4):383–389
Wang X, Ningsong Q, Guo P, Fang X, Lin X (2017) Electrochemical machining properties of the laser rapid formed Inconel 718 alloy in NaNO3 solution. J Electrochem Soc 164(14):E548–E559
Hackert-Oschätzchen M, Lehnert N, Martin A, Schubert A (2016) Jet electrochemical machining of particle reinforced aluminum matrix composites with different neutral electrolytes. In: IOP conference series: materials science and engineering, vol 118, no 1. IOP Publishing, p 012036
Singh A, Anandita S, Gangopadhyay S (2015) Microstructural analysis and multiresponse optimization during ECM of Inconel 825 using hybrid approach. Mater Manuf Processes 30(7):842–851
Thanigaivelan R, Arunachalam RM, Karthikeyan B, Loganathan P (2013) Electrochemical micromachining of stainless steel with acidified sodium nitrate electrolyte. Procedia CIRP 6:351–355
Soundarrajan M, Thanigaivelan R (2017) Intervening variables in electrochemical micro machining for copper. In: Proceedings of 10th international conference on precision, meso, micro and nano engineering (COPEN 10), Indian Institute of Technology Madras, Chennai-600036, India
Yoon S, Jang H-S, Kim S, Kim J, Cho KY (2017) Crater-like architectural aluminum current collectors with superior electrochemical performance for Li-ion batteries. J Electroanal Chem 797:37–41
Acknowledgements
The authors thank the Government College of Engineering, Salem, for providing the SEM facilities. The authors thank the management of Muthayammal Engineering College, Rasipuram, Tamil Nadu, for the encouragement and support. The authors are grateful to the management of Sona College of Technology, Salem, for providing the optical microscope facilities to verify the overcut.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Soundarrajan, M., Thanigaivelan, R., Maniraj, S. (2021). Investigation on Electrochemical Micromachining (EMM) of AA-MMC Using Acidified Sodium Nitrate Electrolyte. In: Arockiarajan, A., Duraiselvam, M., Raju, R. (eds) Advances in Industrial Automation and Smart Manufacturing. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4739-3_30
Download citation
DOI: https://doi.org/10.1007/978-981-15-4739-3_30
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4738-6
Online ISBN: 978-981-15-4739-3
eBook Packages: EngineeringEngineering (R0)